Você também pode gostar
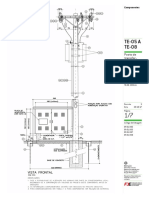
- Componentes postos de transformaçãoDocumento7 páginasComponentes postos de transformaçãowillianmalAinda não há avaliações
- Manual de Placa Pneumatica para CNC Marca OnçaDocumento11 páginasManual de Placa Pneumatica para CNC Marca OnçaPriscila Tarsitano75% (8)
- Procedimento de Solda AluminotermicaDocumento11 páginasProcedimento de Solda AluminotermicaJerônimo Rafael100% (2)
- Bomba Centrífuga - Equipe - Série BRFDocumento15 páginasBomba Centrífuga - Equipe - Série BRFLucas Zarpelon SilvaAinda não há avaliações
- Manual de DANOS: entenda os principais danos em pneus e saiba como preveni-losDocumento36 páginasManual de DANOS: entenda os principais danos em pneus e saiba como preveni-losIharleyduetes Duetes100% (4)
- Apostila Sublimação 2Documento52 páginasApostila Sublimação 2Suh Oliveira100% (1)
- Manual de emendas para correiasDocumento16 páginasManual de emendas para correiasclaudirAinda não há avaliações
- Reparo a frio de pneusDocumento24 páginasReparo a frio de pneusÓscar PereiraAinda não há avaliações
- Curso prático sobre emendas em correias transportadorasDocumento20 páginasCurso prático sobre emendas em correias transportadorasRaimundo Alves da Costa Neto100% (4)
- Máquina para confeccionar fraldas geriátricas modelo KL-130Documento6 páginasMáquina para confeccionar fraldas geriátricas modelo KL-130Marcello Pinto MartinsAinda não há avaliações
- Montagem Correta Laminas AutoAfiantesDocumento4 páginasMontagem Correta Laminas AutoAfiantessuperspifAinda não há avaliações
- Catálogo Tubos PVC-PBS TigreDocumento6 páginasCatálogo Tubos PVC-PBS TigreFelippe Matias RochaAinda não há avaliações
- NBR 8490-1984Documento7 páginasNBR 8490-1984Elem Santos ZarourAinda não há avaliações
- Assentamento Do Revestimento CerâmicoDocumento5 páginasAssentamento Do Revestimento CerâmicoLidreano DantasAinda não há avaliações
- Dancor 20 - 20manual 20de 20instala C3 A7 C3 A3oDocumento24 páginasDancor 20 - 20manual 20de 20instala C3 A7 C3 A3oAlexandre Cesar Viana de AlmeidaAinda não há avaliações
- Manual Bombas ManDocumento24 páginasManual Bombas Manromulao2010Ainda não há avaliações
- OnduladeiraDocumento136 páginasOnduladeirahome.game.lockedAinda não há avaliações
- Dicionario Tecnico Ingles PortuguesDocumento9 páginasDicionario Tecnico Ingles PortuguesAnonymous vJOOkQmAinda não há avaliações
- Contiflex - Manual EP-PPDocumento52 páginasContiflex - Manual EP-PPadriano silvaAinda não há avaliações
- Tecnologia CRFS da Brasilit: uma alternativa segura ao amianto em telhasDocumento20 páginasTecnologia CRFS da Brasilit: uma alternativa segura ao amianto em telhasAdriano Almeida50% (2)
- 8 UP40005-X-6NP00005 Rev 00 Montagem Equip Estáticos CDocumento8 páginas8 UP40005-X-6NP00005 Rev 00 Montagem Equip Estáticos CMauro CostaAinda não há avaliações
- Manual GNCF 32-48Documento37 páginasManual GNCF 32-48Rodrigo SilvaAinda não há avaliações
- Manual Danos PneusDocumento36 páginasManual Danos Pneuscontrole.manutAinda não há avaliações
- Manual Caixa Separadora Sao 1500 3000Documento29 páginasManual Caixa Separadora Sao 1500 3000Felipe Guimarães SilveiraAinda não há avaliações
- Placa policarbonato instalaçãoDocumento6 páginasPlaca policarbonato instalaçãoJosé MacedoAinda não há avaliações
- Catálogo técnico de telha ondulada sem amianto BrasilitDocumento20 páginasCatálogo técnico de telha ondulada sem amianto BrasilitAdriano Risson100% (1)
- Cap3 Geomembrana PEAD Detalhes TipicosDocumento13 páginasCap3 Geomembrana PEAD Detalhes TipicosTarek FarahAinda não há avaliações
- Instalação telhado passo passoDocumento6 páginasInstalação telhado passo passoale_ribeiro_2007Ainda não há avaliações
- Telha ondulada Brasilit - Catálogo técnicoDocumento20 páginasTelha ondulada Brasilit - Catálogo técnicozehgalves4549Ainda não há avaliações
- Valvula Guilhotina WaferDocumento20 páginasValvula Guilhotina WaferLuiz Paulo Cruz JrAinda não há avaliações
- Manual Montagem Operação Manutenção Ralas Jost KLK HE KLK SO KDL 900Documento9 páginasManual Montagem Operação Manutenção Ralas Jost KLK HE KLK SO KDL 900martecmecAinda não há avaliações
- Etercalc Telha OnduladaDocumento20 páginasEtercalc Telha OnduladaLucas GratãoAinda não há avaliações
- Argamassas colantes: tipos, aplicação e especificaçõesDocumento21 páginasArgamassas colantes: tipos, aplicação e especificaçõesLuhRické ReisAinda não há avaliações
- Treinamento Tecnico Plataforma Milho AmazoniaDocumento55 páginasTreinamento Tecnico Plataforma Milho AmazoniajuniorfeniliAinda não há avaliações
- Emendas em Correias TransportadorasDocumento12 páginasEmendas em Correias TransportadorasJoab SilvaAinda não há avaliações
- Manual Aplicação WeberthermDocumento64 páginasManual Aplicação WeberthermabilionevesAinda não há avaliações
- Produção de estrutura para parede com instruções detalhadasDocumento7 páginasProdução de estrutura para parede com instruções detalhadasRiverson Tobias ValeAinda não há avaliações
- Instalação TecnodeckDocumento10 páginasInstalação TecnodeckNaassom VazAinda não há avaliações
- Guia passo a passo para instalação e aquisição de SPDADocumento4 páginasGuia passo a passo para instalação e aquisição de SPDAGuilherme AmaranteAinda não há avaliações
- Manual Técnico - BEWDocumento13 páginasManual Técnico - BEWpcmovel10Ainda não há avaliações
- ETS - 010 - Soldagem AluminotérmicaDocumento10 páginasETS - 010 - Soldagem AluminotérmicaLucas ElyAinda não há avaliações
- Geral de Células de CargaDocumento7 páginasGeral de Células de CargaOberdan Neo SoluçõesAinda não há avaliações
- Postes e torres metálicos para infraestruturaDocumento70 páginasPostes e torres metálicos para infraestruturaEmily CamilaAinda não há avaliações
- Equipamentos de CompletaçãoDocumento8 páginasEquipamentos de CompletaçãovaguinhokkAinda não há avaliações
- Manual de Instruções B25-B40Documento19 páginasManual de Instruções B25-B40Kaio PeclyAinda não há avaliações
- A2742 8p 8Documento16 páginasA2742 8p 8Eleu Eduardo Mehret Scorsin Filho100% (2)
- Tegula Folheto Tecnico TelhaDocumento8 páginasTegula Folheto Tecnico TelhaThiago LimaAinda não há avaliações
- Manual CBU-100!3!1ldg Rev CDocumento4 páginasManual CBU-100!3!1ldg Rev CGilsonMendonçaAinda não há avaliações
- 7 UP40005-X-6NP00004 Rev 00 Montagem Equipamentos Rotativos CDocumento13 páginas7 UP40005-X-6NP00004 Rev 00 Montagem Equipamentos Rotativos CMauro CostaAinda não há avaliações
- Construindo rebocador Mite passo a passoDocumento35 páginasConstruindo rebocador Mite passo a passoRodrigo HenrichAinda não há avaliações
- Ermeto 503Documento66 páginasErmeto 503celiolilianeAinda não há avaliações
- Implementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesNo EverandImplementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesAinda não há avaliações
- Pisos Cerâmicos Antiderrapantes E/ou Antideslizantes?No EverandPisos Cerâmicos Antiderrapantes E/ou Antideslizantes?Ainda não há avaliações
- CicloneDocumento1 páginaCicloneSupervisorAinda não há avaliações
- RosqueadeiraDocumento4 páginasRosqueadeiraSupervisorAinda não há avaliações
- 16 Agrominerais Calcario DolomitoDocumento29 páginas16 Agrominerais Calcario DolomitoSeleone JúniorAinda não há avaliações
- Maquinas e Comandos Eletricos Escola Tecnica Estadual Pedro Ferreira AlvesDocumento218 páginasMaquinas e Comandos Eletricos Escola Tecnica Estadual Pedro Ferreira Alvesdenisdasilveira100% (1)
- Tabela de preços e informações sobre parafusos, buchas e aços inoxidáveisDocumento15 páginasTabela de preços e informações sobre parafusos, buchas e aços inoxidáveisleo_caitoAinda não há avaliações
- Tabela Oxicorte e EletrodoDocumento4 páginasTabela Oxicorte e EletrodoSupervisorAinda não há avaliações
- Manual de Emendas SAMPLADocumento16 páginasManual de Emendas SAMPLASupervisorAinda não há avaliações
- Prova Med Ves Inverno 2021Documento24 páginasProva Med Ves Inverno 2021Dianinha CookieAinda não há avaliações
- Uma Visão Do FuturoDocumento183 páginasUma Visão Do FuturoadrianorafaelAinda não há avaliações
- Liberdade religiosa e os limites do EstadoDocumento0 páginaLiberdade religiosa e os limites do EstadoNoédson SantosAinda não há avaliações
- O Livro, A Biblioteca e LeituraDocumento10 páginasO Livro, A Biblioteca e LeituraTiago Monteiro de SouzaAinda não há avaliações
- Um guia completo para assessoria de imprensa: da teoria à práticaDocumento104 páginasUm guia completo para assessoria de imprensa: da teoria à práticaDaniel VenturaAinda não há avaliações
- Provas PDF Ufma 2016Documento466 páginasProvas PDF Ufma 2016Renato VasconcelosAinda não há avaliações
- Martir Francisca AuroraDocumento125 páginasMartir Francisca AuroraLucas Renan GomesAinda não há avaliações
- 7 Dicas de Como Ser Mais Criativo Com Murilo GunDocumento11 páginas7 Dicas de Como Ser Mais Criativo Com Murilo GunRenanAinda não há avaliações
- Modelo de Inventário NR-12Documento27 páginasModelo de Inventário NR-12cacalberto100% (3)
- Almanaque FESTADocumento104 páginasAlmanaque FESTAGiovana100% (1)
- ProvasComentadas2014 2015 2016 PDFDocumento246 páginasProvasComentadas2014 2015 2016 PDFFabricio FranciscoAinda não há avaliações
- Materia Ufcd 10mDocumento10 páginasMateria Ufcd 10mJosé GouveiaAinda não há avaliações
- Coleção 100 - Tom Philbin - As 100 Maiores Invenções Da História - Difel (2006)Documento255 páginasColeção 100 - Tom Philbin - As 100 Maiores Invenções Da História - Difel (2006)Joana MackenzieAinda não há avaliações
- Classificação Indicativa e Novas MídiasDocumento182 páginasClassificação Indicativa e Novas MídiasPâmelaSaundersAinda não há avaliações
- Renascimentos: Uma análise comparativaDocumento11 páginasRenascimentos: Uma análise comparativaAlana DrapcynskiAinda não há avaliações
- Apostila XilogravuraDocumento17 páginasApostila XilogravuraET Dzn100% (1)
- Renascimento - Pintura e AnatomiaDocumento6 páginasRenascimento - Pintura e AnatomiaLucas MoréAinda não há avaliações
- Ufcd 0423Documento35 páginasUfcd 0423António XavierAinda não há avaliações
- CC 2017-2018 BÍBLIA ROBSON A - Escrita - Da - B - BliaDocumento48 páginasCC 2017-2018 BÍBLIA ROBSON A - Escrita - Da - B - BliaLuisAinda não há avaliações
- Cap. 1 Questão Preliminar - o PapelDocumento22 páginasCap. 1 Questão Preliminar - o PapelDani FerriAinda não há avaliações
- Da sociedade da informação às TIC's: comunicação e jornalismoDocumento15 páginasDa sociedade da informação às TIC's: comunicação e jornalismoDiegobcrAinda não há avaliações
- 02 - Imprensa Gutenberg ReformaDocumento2 páginas02 - Imprensa Gutenberg ReformaMatheus RodriguesAinda não há avaliações
- 0 Meios de ComunicaçãoDocumento13 páginas0 Meios de ComunicaçãoMônica Petry100% (1)
- Tese - Internet Móvel - Novas Relações Na Cibercultura Derivadas Da Mobilidade Na Comunicação (Eduardo Campos Pellanda)Documento197 páginasTese - Internet Móvel - Novas Relações Na Cibercultura Derivadas Da Mobilidade Na Comunicação (Eduardo Campos Pellanda)Yago ModestoAinda não há avaliações
- CT21 GaramondDocumento116 páginasCT21 GaramondMilton Chamarelli FilhoAinda não há avaliações
- Guia PratiCo Ebooks sUbliMacaoDocumento42 páginasGuia PratiCo Ebooks sUbliMacaoFabio Franco Senhorinho100% (3)
- Renascimento, Reforma ContrarreformaDocumento11 páginasRenascimento, Reforma ContrarreformaBlimunda SaramagoAinda não há avaliações
- A Arte da Comunicação OralDocumento54 páginasA Arte da Comunicação OralluizAinda não há avaliações