Você também pode gostar
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- P-Exe-Rnst-015-1 Procedimento para Requisitos de Instalações Elétricas TemporáriasDocumento7 páginasP-Exe-Rnst-015-1 Procedimento para Requisitos de Instalações Elétricas TemporáriasMichel Café100% (1)
- Condicionamento de Motores ElétricosDocumento8 páginasCondicionamento de Motores ElétricosaironraidAinda não há avaliações
- Especificação Tecnica Rev03Documento47 páginasEspecificação Tecnica Rev03raphaelakaillaAinda não há avaliações
- Plano de Manutenção V QuattroDocumento7 páginasPlano de Manutenção V QuattroPatrícia DiasAinda não há avaliações
- Comissionamento de Instalações IndustriaisDocumento3 páginasComissionamento de Instalações IndustriaisAlcir GrohmannAinda não há avaliações
- Pré Fabricação e Montagem de TubulaçãoDocumento36 páginasPré Fabricação e Montagem de TubulaçãoagustpassosAinda não há avaliações
- Pop - 02 Manutenção Painel Elétrico QGBTDocumento4 páginasPop - 02 Manutenção Painel Elétrico QGBTAndre TenorioAinda não há avaliações
- Inspeção de Escadas e AndaimesDocumento2 páginasInspeção de Escadas e AndaimesFlávia Cassino100% (2)
- PR-1872CC-Q-00004 - Montagem de Equipamentos Dinâmicos - Rev.0Documento20 páginasPR-1872CC-Q-00004 - Montagem de Equipamentos Dinâmicos - Rev.0Larisse GomesAinda não há avaliações
- 3.ANÁLISE DE FALHA DO REDUTOR - 38 PáginasDocumento38 páginas3.ANÁLISE DE FALHA DO REDUTOR - 38 PáginasYara camargoAinda não há avaliações
- IT 036 - Reparo e Manutenção HidráulicaDocumento31 páginasIT 036 - Reparo e Manutenção HidráulicaDouglas AlvesAinda não há avaliações
- Relatório Máquinas e EquipamentosDocumento29 páginasRelatório Máquinas e EquipamentosFábio LopesAinda não há avaliações
- Procedimentos de UsinagemDocumento7 páginasProcedimentos de UsinagemFabio IglesiasAinda não há avaliações
- Barreiras ÓticasDocumento32 páginasBarreiras ÓticasLuciano Martinelli100% (1)
- Anexo B - Soluções de Engenharia e ConstruçãoDocumento42 páginasAnexo B - Soluções de Engenharia e ConstruçãoMalcomRBAinda não há avaliações
- PO.48 Auditoria Comportamental Rev.00Documento11 páginasPO.48 Auditoria Comportamental Rev.00kenia pinheiroAinda não há avaliações
- Manual de Gerenciamento de SSODocumento130 páginasManual de Gerenciamento de SSOthiago_almeida2010100% (1)
- APR Teste de Estanqueidade Rev1Documento1 páginaAPR Teste de Estanqueidade Rev1Cnascimento1Ainda não há avaliações
- Selecao de Consumiveis de SoldagemDocumento127 páginasSelecao de Consumiveis de SoldagemHeygleson Henrique de MirandaAinda não há avaliações
- Modelo Ficha TecnicaDocumento1 páginaModelo Ficha Tecnicafillipe mareschAinda não há avaliações
- IT-US-07 - Furadeira Radial - Rev. 01 - PDFDocumento3 páginasIT-US-07 - Furadeira Radial - Rev. 01 - PDFvegastiagoAinda não há avaliações
- Planejamento Da Manutençao IndustrialDocumento83 páginasPlanejamento Da Manutençao IndustrialCairon Schneider100% (1)
- Prensas Hidráulicas - Requisitos de SegurançaDocumento56 páginasPrensas Hidráulicas - Requisitos de SegurançaPaulo_1970Ainda não há avaliações
- Roscas Desenho de RoscasDocumento10 páginasRoscas Desenho de RoscasOsvaldo Bito AugustoAinda não há avaliações
- Plano de ManutençãoDocumento10 páginasPlano de ManutençãoLuidy Martins de OliveiraAinda não há avaliações
- Idoc - Pub Check List PrensasDocumento3 páginasIdoc - Pub Check List PrensasSweet RiverAinda não há avaliações
- Procedimento OperacionalDocumento12 páginasProcedimento OperacionalElisangela AlmodiAinda não há avaliações
- Gerência de ManutençãoDocumento92 páginasGerência de ManutençãoHarleison SandersAinda não há avaliações
- Curso de Máquinas e EquipamentosDocumento56 páginasCurso de Máquinas e EquipamentosJeferson Pereira100% (1)
- NE-003 - Jateamento Abrasivo e Hidrojateamento de Aço CarbonoDocumento21 páginasNE-003 - Jateamento Abrasivo e Hidrojateamento de Aço CarbonopatriciagalvaoAinda não há avaliações
- ProcedimentoDocumento9 páginasProcedimentoJack OliveiraAinda não há avaliações
- Métodos e Ferramentas para Aumento Da Confiabilidade - Parte 2Documento36 páginasMétodos e Ferramentas para Aumento Da Confiabilidade - Parte 2Honorato NetoAinda não há avaliações
- Manutenção Mecânica 2017-1 Mecânica Alunos NP1Documento207 páginasManutenção Mecânica 2017-1 Mecânica Alunos NP1Vitor BatistaAinda não há avaliações
- In-1405 Instrumentacao Industrial Aplicada 1-50Documento52 páginasIn-1405 Instrumentacao Industrial Aplicada 1-50Ângela MariaAinda não há avaliações
- Alinhamento de Máquinas Rotativas PDFDocumento12 páginasAlinhamento de Máquinas Rotativas PDFcleonisAinda não há avaliações
- Cargo EletricistaDocumento1 páginaCargo EletricistaSalma Goes100% (1)
- ES-S-401 Montagem Estruturas Metalicas Rev 2Documento16 páginasES-S-401 Montagem Estruturas Metalicas Rev 2Leonardo WadaAinda não há avaliações
- Avaliação Rac Trabalho em AlturaDocumento3 páginasAvaliação Rac Trabalho em AlturaRamon AntunesAinda não há avaliações
- Aula 05.1 - MTBF MTTRDocumento20 páginasAula 05.1 - MTBF MTTRLuciano DantasAinda não há avaliações
- Check List Diversos - Oz Minerals AtualizadaDocumento44 páginasCheck List Diversos - Oz Minerals AtualizadaTSL SSMTAinda não há avaliações
- Furadeiras, Brocas e LapidaçãoDocumento35 páginasFuradeiras, Brocas e LapidaçãoGuilherme FranzoiAinda não há avaliações
- Montagem e Desmontagem Do Robo ABB-IRC-6400Documento212 páginasMontagem e Desmontagem Do Robo ABB-IRC-6400Nei Castro CastroAinda não há avaliações
- Manutenção PreventivaDocumento29 páginasManutenção Preventivawilliam carlos godoyAinda não há avaliações
- Manutencao PreventivaDocumento16 páginasManutencao PreventivaRodrigo BertuAinda não há avaliações
- Norma de Manilhas AbntDocumento22 páginasNorma de Manilhas AbntMarco ViniciusAinda não há avaliações
- AwwaDocumento7 páginasAwwa10mgAinda não há avaliações
- Aula 1 - Manutenção de Equipamentos IndustriaisDocumento31 páginasAula 1 - Manutenção de Equipamentos IndustriaisMikhail Tibes SoaresAinda não há avaliações
- Apr Laia - Corte, Solda e Atividades A QuenteDocumento16 páginasApr Laia - Corte, Solda e Atividades A QuenteMauricio DuarteAinda não há avaliações
- Índice de Revisões: REV Descrição E/Ou Folhas AtingidasDocumento20 páginasÍndice de Revisões: REV Descrição E/Ou Folhas AtingidasTaisAinda não há avaliações
- Manutenção Centrada Na Confiabilidade (RCM)Documento16 páginasManutenção Centrada Na Confiabilidade (RCM)João Otávio BorbaAinda não há avaliações
- Treinamento Sobre o PpraDocumento22 páginasTreinamento Sobre o PpraDRocha8Ainda não há avaliações
- Seleção de Anel O'ringDocumento33 páginasSeleção de Anel O'ringWesley Ibrahim100% (1)
- Valvulas Industriais Padronizadas e Especiais 1Documento53 páginasValvulas Industriais Padronizadas e Especiais 1LDM Man. e Mont. Ind. EIRELIAinda não há avaliações
- Plano de Inspeção e TestesDocumento2 páginasPlano de Inspeção e TestesCássio AlvesAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Mecânica Dos Fluidos PDFDocumento256 páginasMecânica Dos Fluidos PDFLuisfãnyo Styfler100% (1)
- Manufatura Mecânica - Usinagem e Conformação PDFDocumento267 páginasManufatura Mecânica - Usinagem e Conformação PDFLuisfãnyo StyflerAinda não há avaliações
- Manufatura Mecânica - Soldagem PDFDocumento186 páginasManufatura Mecânica - Soldagem PDFLuisfãnyo StyflerAinda não há avaliações
- Introdução À Mecânica Das Estruturas PDFDocumento260 páginasIntrodução À Mecânica Das Estruturas PDFLuisfãnyo StyflerAinda não há avaliações
- Física e Mecânica Experimental PDFDocumento159 páginasFísica e Mecânica Experimental PDFLuisfãnyo StyflerAinda não há avaliações
- Livro GEOMETRIA DESCRITIVA PDFDocumento139 páginasLivro GEOMETRIA DESCRITIVA PDFLuisfãnyo Styfler100% (1)
- Livro GEOMETRIA DESCRITIVA PDFDocumento139 páginasLivro GEOMETRIA DESCRITIVA PDFLuisfãnyo Styfler100% (1)
- Livro Física InstrumentalDocumento158 páginasLivro Física InstrumentalLuisfãnyo StyflerAinda não há avaliações
- Erros Autoclave AhmcDocumento1 páginaErros Autoclave AhmcRafael OliveiraAinda não há avaliações
- Produçao PaoDocumento4 páginasProduçao PaodcvidaAinda não há avaliações
- ELETRODINÂMICADocumento4 páginasELETRODINÂMICAGabriel silvaAinda não há avaliações
- Artigo 6 PDFDocumento11 páginasArtigo 6 PDFErinaldoCastro100% (1)
- Atividade 2 Modulo 3 UC 9Documento9 páginasAtividade 2 Modulo 3 UC 9Raphael Falcão100% (2)
- Codigos Cnae Lista Servicos Iss1Documento15 páginasCodigos Cnae Lista Servicos Iss1Eden SilveiraAinda não há avaliações
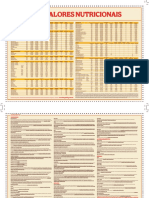
- Valores Nutricionais: Sanduíc Whopper® SobremesasDocumento2 páginasValores Nutricionais: Sanduíc Whopper® SobremesasJunior LagoaAinda não há avaliações
- ANTIDIABÉTICOS ORAIS E INSULINOTERAPIA - Caso ClínicoDocumento7 páginasANTIDIABÉTICOS ORAIS E INSULINOTERAPIA - Caso ClínicoRenato GuimarãesAinda não há avaliações
- Isaac Asimov As Cavernas de Marte (Lucky Starr Vol. 1)Documento70 páginasIsaac Asimov As Cavernas de Marte (Lucky Starr Vol. 1)Gustavo HankeAinda não há avaliações
- 21.7 - Pintura Marcação de Piso Extintores - Área Dos Viradores de Vagões (Prédios 018, 021, 022, 054, 058, 215, 219, 229, 230)Documento9 páginas21.7 - Pintura Marcação de Piso Extintores - Área Dos Viradores de Vagões (Prédios 018, 021, 022, 054, 058, 215, 219, 229, 230)glauciofelisbinoAinda não há avaliações
- 1550001306caderno A V3 PDFDocumento69 páginas1550001306caderno A V3 PDFEdlas P. S. VasconcelosAinda não há avaliações
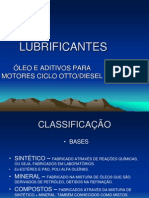
- Apresentação de LubrificantesDocumento8 páginasApresentação de LubrificantesBento Aguiar LopesAinda não há avaliações
- ESTRUTURA ATÓMICA E TABELA PERIÓDICA 9aDocumento8 páginasESTRUTURA ATÓMICA E TABELA PERIÓDICA 9aNélio MachadoAinda não há avaliações
- Centro ComunitárioDocumento3 páginasCentro ComunitárioGabriela ToldoAinda não há avaliações
- Ficha Técnica Circuito Cpap EpapDocumento3 páginasFicha Técnica Circuito Cpap EpapRobson De Campos SantosAinda não há avaliações
- Elefantes CuriosidadesDocumento3 páginasElefantes CuriosidadesIcaro FernandesAinda não há avaliações
- EvolSaltatoria 2023Documento26 páginasEvolSaltatoria 2023kivinAinda não há avaliações
- Resumo Por Capítulo - Nunca Lhe Prometi Um Jardim de Flores - Hannah Green PDFDocumento22 páginasResumo Por Capítulo - Nunca Lhe Prometi Um Jardim de Flores - Hannah Green PDFJamespsk0% (1)
- Kadai Projeto 1Documento3 páginasKadai Projeto 1murilohb215Ainda não há avaliações
- Texto: A Psicologia Como Profissão.: Docente: Geíse Pinheiro PintoDocumento23 páginasTexto: A Psicologia Como Profissão.: Docente: Geíse Pinheiro PintoDunerviirAinda não há avaliações
- A Importância Da Autópsia ForenseDocumento8 páginasA Importância Da Autópsia ForenseRaquel VicenteAinda não há avaliações
- Guia de Sobrevivência Lingüística Na FrançaDocumento4 páginasGuia de Sobrevivência Lingüística Na Françabrunouchoa88Ainda não há avaliações
- 3 AFH Sist. Osseo Muscular Abril 11Documento28 páginas3 AFH Sist. Osseo Muscular Abril 11Abel ZitoAinda não há avaliações
- Anjos No AquárioDocumento17 páginasAnjos No AquárioFlávia Carvalho80% (5)
- Dissonância Cognitiva E BOOK para Alunos Psicanaliseclinica ComDocumento13 páginasDissonância Cognitiva E BOOK para Alunos Psicanaliseclinica CompatypappacenaAinda não há avaliações
- Seuqência Didática - O Grame RanameteDocumento10 páginasSeuqência Didática - O Grame RanameteLIZETE OLIVEIRA SILVARES LAUHERAinda não há avaliações
- Aula 6 A Terminalidade Da VidaDocumento30 páginasAula 6 A Terminalidade Da VidaGustavo RibeiroAinda não há avaliações
- Afecções Dos Neonatos Ruminantes AtualDocumento32 páginasAfecções Dos Neonatos Ruminantes AtualAugustoAinda não há avaliações
- Portaria MDR #490, de 22 de Março de 2021Documento2 páginasPortaria MDR #490, de 22 de Março de 2021paesinacioandersonAinda não há avaliações
- ArticulacoesDocumento6 páginasArticulacoeswesley100% (1)