Você também pode gostar
- Tempo PadrãoDocumento2 páginasTempo PadrãoValmirLOliveiraAinda não há avaliações
- Estudo de tempos e métodos: cronometragem e análiseDocumento59 páginasEstudo de tempos e métodos: cronometragem e análiseEduardo Yam100% (1)
- Aula 4 - Estudo de Tempos e MetodosDocumento42 páginasAula 4 - Estudo de Tempos e MetodosSidnei DomingosAinda não há avaliações
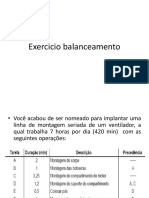
- Balanceamento de linha de produção de ventiladoresDocumento10 páginasBalanceamento de linha de produção de ventiladoresluizbandeiraAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Aula 15 - CCQDocumento31 páginasAula 15 - CCQRafaela PereiraAinda não há avaliações
- Atividade Pratica Tempos e Metodos - ContextualizacaoDocumento5 páginasAtividade Pratica Tempos e Metodos - ContextualizacaoCristiano GolfetoAinda não há avaliações
- Traçagem e serramento: técnicas de ajustagemDocumento21 páginasTraçagem e serramento: técnicas de ajustagemFranklin Delano JuniorAinda não há avaliações
- Gestão da Produção - Lista de Exercícios Aula 05Documento4 páginasGestão da Produção - Lista de Exercícios Aula 05leogumpAinda não há avaliações
- Exercicios de ENME 2022Documento2 páginasExercicios de ENME 2022Ivan José ZianjaAinda não há avaliações
- Apostila Tempo-Padrão PDFDocumento35 páginasApostila Tempo-Padrão PDFhannahiaraAinda não há avaliações
- Estudo dos métodos e tempos de trabalhoDocumento47 páginasEstudo dos métodos e tempos de trabalhoMafalda SofiaAinda não há avaliações
- Cronometragem de tarefas em estudo de tempos de produçãoDocumento2 páginasCronometragem de tarefas em estudo de tempos de produçãoleogumpAinda não há avaliações
- AULA 9 - CronometragemDocumento21 páginasAULA 9 - Cronometragemnumber01Ainda não há avaliações
- Tempopadrao PDFDocumento19 páginasTempopadrao PDFPriscila GadelhaAinda não há avaliações
- Aula - Estudo de Tempos - Cronoanálise 01Documento49 páginasAula - Estudo de Tempos - Cronoanálise 01fernanda CruzAinda não há avaliações
- Estudo de Tempos e Métodos para Determinação do Tempo PadrãoDocumento35 páginasEstudo de Tempos e Métodos para Determinação do Tempo PadrãosouseuAinda não há avaliações
- Curso BLP ProgramaçãoDocumento117 páginasCurso BLP ProgramaçãorogallasAinda não há avaliações
- Diagrama Homem Máq.Documento25 páginasDiagrama Homem Máq.Marcos RodriguesAinda não há avaliações
- O que é OEE e como medir a efetividade de equipamentosDocumento31 páginasO que é OEE e como medir a efetividade de equipamentosRafael MartinezAinda não há avaliações
- Regra de JohnsonDocumento30 páginasRegra de JohnsonestagioAinda não há avaliações
- Cálculo Do Tempo de Usinagem em Um Torno A CNCDocumento6 páginasCálculo Do Tempo de Usinagem em Um Torno A CNCRobin WillisAinda não há avaliações
- Engenharia Econômica: conceitos e métodosDocumento79 páginasEngenharia Econômica: conceitos e métodosDiana Kaely de Jesus PradoAinda não há avaliações
- Ebook Trabalho Padronizado - Lean BlogDocumento16 páginasEbook Trabalho Padronizado - Lean BlogmoredidanilzaAinda não há avaliações
- Aula 02 - Automacao Dos Sistemas de ProducaoDocumento20 páginasAula 02 - Automacao Dos Sistemas de ProducaoEduardo CostaAinda não há avaliações
- ANALISE DE VIBRAÇÃO - Aula 03 - Metodos de Diagnosticos de Maquinas - Parte 3Documento31 páginasANALISE DE VIBRAÇÃO - Aula 03 - Metodos de Diagnosticos de Maquinas - Parte 3Wanderson SantosAinda não há avaliações
- Robótica (AT1 2 3)Documento79 páginasRobótica (AT1 2 3)Tiago IzumisawaAinda não há avaliações
- Mosquim Paradas Webinar ABRAPLAN 2020Documento37 páginasMosquim Paradas Webinar ABRAPLAN 2020Joao Tadeu HipolitoAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- 07 Pneumtica MaterialDidticoDocumento68 páginas07 Pneumtica MaterialDidticomarcelio dantasAinda não há avaliações
- Avaliação Desempenho Parada - IMPVC-2022 REV1Documento5 páginasAvaliação Desempenho Parada - IMPVC-2022 REV1Átila Rafael CarvalhoAinda não há avaliações
- Dinâmica SMED - Máquina e Moldesv2Documento4 páginasDinâmica SMED - Máquina e Moldesv2AngelikaAinda não há avaliações
- Avaliação de Ritmo (Eficiência Do Operador)Documento3 páginasAvaliação de Ritmo (Eficiência Do Operador)Douglas Moura0% (1)
- Icones LIB para MFVDocumento2 páginasIcones LIB para MFVRafael SchroerAinda não há avaliações
- Revisão Av1Documento35 páginasRevisão Av1Ezequiel Gonçalves CorrêaAinda não há avaliações
- Trabalho Indicadores de Desempenho 2019 1Documento5 páginasTrabalho Indicadores de Desempenho 2019 1Jacqueline Oliveira SouzaAinda não há avaliações
- Apostila LayoutDocumento55 páginasApostila Layoutsamaraver100% (1)
- Manutenção Centrada no Negócio: Bancos de Dados e RelatóriosDocumento13 páginasManutenção Centrada no Negócio: Bancos de Dados e RelatóriosclaudiogbgAinda não há avaliações
- EXERCÍCIO Sobre TEMPO PADRÃODocumento3 páginasEXERCÍCIO Sobre TEMPO PADRÃOlenzajrAinda não há avaliações
- Melhorias no processo de apontamento manualDocumento13 páginasMelhorias no processo de apontamento manualViniciusengprodAinda não há avaliações
- Previsão de demanda de produtos utilizando métodos de média móvelDocumento4 páginasPrevisão de demanda de produtos utilizando métodos de média móvelCamilaAinda não há avaliações
- GONIÔMETRODocumento13 páginasGONIÔMETROvaldeir damacena100% (1)
- Cronometragem operações MTMDocumento3 páginasCronometragem operações MTMk4r0_oliveiraAinda não há avaliações
- Calculando rpm e gpmDocumento9 páginasCalculando rpm e gpmTayron CherigatoAinda não há avaliações
- Micrômetro: aprendizado sobre medição precisaDocumento7 páginasMicrômetro: aprendizado sobre medição precisaYasmin Róseo de OliveiraAinda não há avaliações
- CronomtragemDocumento47 páginasCronomtragemLuciana FoscariniAinda não há avaliações
- Atividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirDocumento9 páginasAtividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirTatiana OlegovnaAinda não há avaliações
- Máquinas OperatrizesDocumento16 páginasMáquinas OperatrizesvigobboAinda não há avaliações
- LOTE ECONÔMICO: Análise de custos para definição do tamanho ideal de pedidos e lotesDocumento28 páginasLOTE ECONÔMICO: Análise de custos para definição do tamanho ideal de pedidos e lotestesteAinda não há avaliações
- Apostila - SENAI - Mec - Nica - Processos de Fabrica - oDocumento48 páginasApostila - SENAI - Mec - Nica - Processos de Fabrica - oUbiratan NunesAinda não há avaliações
- AULA - Arranjo FísicoDocumento33 páginasAULA - Arranjo FísicoJairo Ferreira Do NascimentoAinda não há avaliações
- Exercicio 4Documento3 páginasExercicio 4José NunesAinda não há avaliações
- Análise econômica entre reparo e compra de novo compressor industrialDocumento2 páginasAnálise econômica entre reparo e compra de novo compressor industrialCarol T PomaAinda não há avaliações
- Avaliação formação empresasDocumento28 páginasAvaliação formação empresasAnonymous CoGUaJAinda não há avaliações
- Leitura e Interpretação de Desenho Técnico - Cap. 30Documento25 páginasLeitura e Interpretação de Desenho Técnico - Cap. 30ivo_mecnicoAinda não há avaliações
- Relatório de CNCDocumento4 páginasRelatório de CNCdigobernardesAinda não há avaliações
- Fluidos de corte e temperatura de corte: funções e tiposDocumento19 páginasFluidos de corte e temperatura de corte: funções e tiposAna Machado100% (1)
- Medida do Trabalho: Tempos e ProdutividadeDocumento7 páginasMedida do Trabalho: Tempos e ProdutividadeEDGCONSULTAinda não há avaliações
- Tempos e Métodos Aplicados À ProduçãoDocumento210 páginasTempos e Métodos Aplicados À ProduçãoPaulo SilvaAinda não há avaliações
- Resumo Metodos e ProcessosDocumento17 páginasResumo Metodos e ProcessosMárcio LuisAinda não há avaliações
- 5 - Modelos de Filas - mm1Documento12 páginas5 - Modelos de Filas - mm1Márcio LuisAinda não há avaliações
- 2° Bimestre - Aula - Gestão Da Capacidade ProdutivaDocumento16 páginas2° Bimestre - Aula - Gestão Da Capacidade ProdutivaMárcio LuisAinda não há avaliações
- 3 - Teste de Aderencia - PoissonDocumento12 páginas3 - Teste de Aderencia - PoissonMárcio LuisAinda não há avaliações
- 8 - Modelo MMCKDocumento10 páginas8 - Modelo MMCKMárcio LuisAinda não há avaliações
- 7 - Modelo mm1kDocumento6 páginas7 - Modelo mm1kMárcio LuisAinda não há avaliações
- Teoria de Filas: Conceitos, Variáveis e DimensionamentoDocumento33 páginasTeoria de Filas: Conceitos, Variáveis e DimensionamentoMárcio LuisAinda não há avaliações