Você também pode gostar
- Indicadores produção estratégia manufaturaDocumento7 páginasIndicadores produção estratégia manufaturaPaulo Roberto AndradeAinda não há avaliações
- Engenharia & Contabilidade: Princípios Lean e Performance Prism como auxílio na melhoria da qualidade de entrega de serviços contábeisNo EverandEngenharia & Contabilidade: Princípios Lean e Performance Prism como auxílio na melhoria da qualidade de entrega de serviços contábeisAinda não há avaliações
- Lean Construction para Resultados: Uma abordagem vencedora para levar obras de incorporação imobiliária e de empresas de serviços de construção a novos patamares de desempenhoNo EverandLean Construction para Resultados: Uma abordagem vencedora para levar obras de incorporação imobiliária e de empresas de serviços de construção a novos patamares de desempenhoAinda não há avaliações
- Icones LIB para MFVDocumento2 páginasIcones LIB para MFVRafael SchroerAinda não há avaliações
- Programação e Controle de Produção (Recuperação Automática)Documento2 páginasProgramação e Controle de Produção (Recuperação Automática)paulaAinda não há avaliações
- Slides Da Aula Inaugural - Bootcamp Analista de Processos de NegóciosDocumento21 páginasSlides Da Aula Inaugural - Bootcamp Analista de Processos de NegóciosdeniseAinda não há avaliações
- FMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaDocumento41 páginasFMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaJuliana Amaral100% (1)
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingDocumento22 páginasAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonAinda não há avaliações
- Gestao e Engenharia Da Manutencao 03Documento12 páginasGestao e Engenharia Da Manutencao 03Pedro GomesAinda não há avaliações
- Planejamento e Controle Da Produção ApostilaDocumento26 páginasPlanejamento e Controle Da Produção ApostilaKassio Alexandre CostaAinda não há avaliações
- (FM2S) Apostila - Fundamentos Da Gestão Da Produção IndustrialDocumento58 páginas(FM2S) Apostila - Fundamentos Da Gestão Da Produção IndustrialBruno SilvaAinda não há avaliações
- Manufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoDocumento12 páginasManufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoVicLimaAinda não há avaliações
- Cronoanálise de processos industriais em torno mecânicoDocumento5 páginasCronoanálise de processos industriais em torno mecânicoDouglas EscoutoAinda não há avaliações
- Evolução dos Sistemas de PCPDocumento18 páginasEvolução dos Sistemas de PCPLuizaAinda não há avaliações
- 1 - Aula - Apresentao Da Disciplina - Engenharia de MtodosDocumento30 páginas1 - Aula - Apresentao Da Disciplina - Engenharia de MtodosMandharada GuerreiroAinda não há avaliações
- Cronometragem operações MTMDocumento3 páginasCronometragem operações MTMk4r0_oliveiraAinda não há avaliações
- World Class Manufacturing (WCM) Implementação Melhoria Processo Setor AutomovelDocumento12 páginasWorld Class Manufacturing (WCM) Implementação Melhoria Processo Setor Automovelarmando.bastosAinda não há avaliações
- 01 Introdução À Modelagem e SimulaçãoDocumento10 páginas01 Introdução À Modelagem e SimulaçãoLucas orgal reisAinda não há avaliações
- WCW Voitto - Logística - V02Documento167 páginasWCW Voitto - Logística - V02DANRLLEY ROGER LIMA DE SOUSAAinda não há avaliações
- Gerenciamento de Projetos PMBOKDocumento63 páginasGerenciamento de Projetos PMBOKHerbert LopesAinda não há avaliações
- Sistemas de produção: planejamento e controleDocumento20 páginasSistemas de produção: planejamento e controleCaio JagusAinda não há avaliações
- AP Aula Revisão S104 SlackDocumento200 páginasAP Aula Revisão S104 SlackMarcos De Campos MaiaAinda não há avaliações
- TPMDocumento50 páginasTPMmaycon2108Ainda não há avaliações
- Mba Gest Estrat - Adm de Projetos Parte 1 - DiagramadoDocumento87 páginasMba Gest Estrat - Adm de Projetos Parte 1 - Diagramadorodolfo rodriges'Ainda não há avaliações
- Aula 10 PDFDocumento20 páginasAula 10 PDFRoberto Santos da SilveiraAinda não há avaliações
- Cronometragem de tarefas em estudo de tempos de produçãoDocumento2 páginasCronometragem de tarefas em estudo de tempos de produçãoleogumpAinda não há avaliações
- Cronoanálise para obtenção de tempos-padrãoDocumento7 páginasCronoanálise para obtenção de tempos-padrãoQuero SuculentasAinda não há avaliações
- Prevenção e Recuperação de FalhasDocumento26 páginasPrevenção e Recuperação de Falhascarlos Cavalcante100% (1)
- Módulo 1Documento109 páginasMódulo 1Flaibert Aguilar100% (1)
- Os 8 Desperdícios Mais Comuns em EmpresasDocumento15 páginasOs 8 Desperdícios Mais Comuns em Empresasangela raschAinda não há avaliações
- Gerenciamento de Configuração PDFDocumento6 páginasGerenciamento de Configuração PDFRenee BorgesAinda não há avaliações
- Novidades Do PMBOK Guide 6 EdDocumento5 páginasNovidades Do PMBOK Guide 6 EdIvan SaboiaAinda não há avaliações
- TPM implantaçãoDocumento23 páginasTPM implantaçãoMarcos BarbosaAinda não há avaliações
- 01.PPCP - Aula 02Documento78 páginas01.PPCP - Aula 02testeAinda não há avaliações
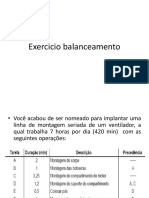
- Balanceamento de linha de produção de ventiladoresDocumento10 páginasBalanceamento de linha de produção de ventiladoresluizbandeiraAinda não há avaliações
- Estratégias de Manutenção IndustrialDocumento2 páginasEstratégias de Manutenção IndustrialElvio Junges100% (1)
- 13planejamento, Programação e Controle de ProduçãoDocumento16 páginas13planejamento, Programação e Controle de ProduçãoLucas SimocoAinda não há avaliações
- Aula 15 - CCQDocumento31 páginasAula 15 - CCQRafaela PereiraAinda não há avaliações
- Tambor Pulmão CordaDocumento114 páginasTambor Pulmão CordaFlavio BeckerAinda não há avaliações
- CronomtragemDocumento47 páginasCronomtragemLuciana FoscariniAinda não há avaliações
- Redução de Perdas Na Construção CivilDocumento104 páginasRedução de Perdas Na Construção CivilLailson AncelmoAinda não há avaliações
- Exercicios de ENME 2022Documento2 páginasExercicios de ENME 2022Ivan José ZianjaAinda não há avaliações
- Melhoria do layout da produção reduz distânciasDocumento1 páginaMelhoria do layout da produção reduz distânciasNaiara Ferreira de MeloAinda não há avaliações
- 45 ideias para reduzir custos de produçãoDocumento38 páginas45 ideias para reduzir custos de produçãoalexandrelymaAinda não há avaliações
- AnaisDocumento17 páginasAnaisLeonardo Campos100% (1)
- Torno Automático Universal CNC Tipo GangDocumento4 páginasTorno Automático Universal CNC Tipo GangRafael MartinsAinda não há avaliações
- 1615228233377curso - SMED - V01Documento151 páginas1615228233377curso - SMED - V01DANRLLEY ROGER LIMA DE SOUSAAinda não há avaliações
- O Sistema Toyota de ProduçãoDocumento6 páginasO Sistema Toyota de ProduçãoJaime J SouzaAinda não há avaliações
- Capacidade ProdutivaDocumento3 páginasCapacidade Produtivaelbaargolo100% (1)
- Anexo 11 (PPT) Gestão Da Manutenção - TPMDocumento34 páginasAnexo 11 (PPT) Gestão Da Manutenção - TPMssidnalvasilvaAinda não há avaliações
- FMEA guia para análise de falhas e efeitosDocumento17 páginasFMEA guia para análise de falhas e efeitosDanilo Santos CunhaAinda não há avaliações
- Diretrizes para Implantar A Engenharia Simultânea Como Ferramenta Da Gestão de Projetos Da Construção CivilDocumento10 páginasDiretrizes para Implantar A Engenharia Simultânea Como Ferramenta Da Gestão de Projetos Da Construção Civilmaykon_souzasilvaAinda não há avaliações
- Robô Autonômo - Modelo Chão de FabricaDocumento58 páginasRobô Autonômo - Modelo Chão de FabricaLarry Nelson BorbaAinda não há avaliações
- Optimização de Processos e Tempos de Produção Na FAURECIA, Assentos para Automóvel, Lda.Documento90 páginasOptimização de Processos e Tempos de Produção Na FAURECIA, Assentos para Automóvel, Lda.Luiz Fernando CardosoAinda não há avaliações
- Apostila LayoutDocumento55 páginasApostila Layoutsamaraver100% (1)
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Oportunidades de Melhoria - Corte PDFDocumento8 páginasOportunidades de Melhoria - Corte PDFViniciusengprodAinda não há avaliações
- Definição Do Que É Escopo de Um ProjetoDocumento2 páginasDefinição Do Que É Escopo de Um ProjetoViniciusengprodAinda não há avaliações
- 5 - Tecnologia Da Producao IDocumento13 páginas5 - Tecnologia Da Producao IViniciusengprodAinda não há avaliações
- 1 - Tecnologia Da Producao IDocumento11 páginas1 - Tecnologia Da Producao IViniciusengprodAinda não há avaliações
- Relatório Metrologia - PênduloDocumento7 páginasRelatório Metrologia - PênduloViniciusengprodAinda não há avaliações
- Aula Ergonomia Ler DortDocumento72 páginasAula Ergonomia Ler DortViniciusengprodAinda não há avaliações
- Ergonomia 1 21-05 - 21-07Documento44 páginasErgonomia 1 21-05 - 21-07uelbertesAinda não há avaliações
- Planejamento EstratégicoDocumento2 páginasPlanejamento EstratégicoClaudia Cabral CostaAinda não há avaliações
- SI - Unidade3Documento67 páginasSI - Unidade3ViniciusengprodAinda não há avaliações
- Economia Geral EnviadoDocumento23 páginasEconomia Geral EnviadoViniciusengprodAinda não há avaliações
- Jidoka Pilar Lean ProduçãoDocumento3 páginasJidoka Pilar Lean ProduçãoViniciusengprodAinda não há avaliações
- Produção Por Encomenda Pag.5Documento8 páginasProdução Por Encomenda Pag.5ViniciusengprodAinda não há avaliações
- 4 Organizacao Fsica AlmoxarifadoDocumento14 páginas4 Organizacao Fsica AlmoxarifadoFernando LorenzonAinda não há avaliações
- IMEM I 2010 Parafusos 01Documento23 páginasIMEM I 2010 Parafusos 01Carlla PonttesAinda não há avaliações
- Lig Paraf 05Documento42 páginasLig Paraf 05sabinumAinda não há avaliações
- Teste Aderencia de TintaDocumento25 páginasTeste Aderencia de TintaViniciusengprodAinda não há avaliações
- Melhorias no processo de apontamento manualDocumento13 páginasMelhorias no processo de apontamento manualViniciusengprodAinda não há avaliações
- Apostila Quality - TQPDocumento76 páginasApostila Quality - TQPViniciusengprodAinda não há avaliações