Você também pode gostar
- Análise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018No EverandAnálise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018Ainda não há avaliações
- Plano de Trabalho Universidade Federal de Campina GrandeDocumento11 páginasPlano de Trabalho Universidade Federal de Campina GrandeRaimundo CruzAinda não há avaliações
- Resistência À Erosão Por Cavitação de Revestimentos SoldadosDocumento10 páginasResistência À Erosão Por Cavitação de Revestimentos SoldadosSérgio Barra100% (1)
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Estudo Da Aplicabilidade Do MIGMAG Com Polaridade Negativa para Soldagens de Alta Velocidade em Peças Da Indústria AutomotivaDocumento12 páginasEstudo Da Aplicabilidade Do MIGMAG Com Polaridade Negativa para Soldagens de Alta Velocidade em Peças Da Indústria AutomotivaCarlos R. WolzAinda não há avaliações
- Metalurgia Da SoldagemDocumento42 páginasMetalurgia Da SoldagemMartinsaikiAinda não há avaliações
- Elevação Artificial Por Bombeio MecânicoNo EverandElevação Artificial Por Bombeio MecânicoAinda não há avaliações
- Questão 05Documento28 páginasQuestão 05eduardoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Dimensionamento Clássico de Cordões de SoldaDocumento17 páginasDimensionamento Clássico de Cordões de SoldarenatotadeutavaresAinda não há avaliações
- Resumo ArtigoDocumento8 páginasResumo ArtigoGustavo PeixotoAinda não há avaliações
- Dissertação TárcioDocumento160 páginasDissertação TárcioengetarcioAinda não há avaliações
- Influência Do Ângulo de Bisel No Cálculo de Tensões Residuais Através Do Método de Deslocamento de Pontos Coordenados (DPC) em Chapas Navais SoldadasDocumento11 páginasInfluência Do Ângulo de Bisel No Cálculo de Tensões Residuais Através Do Método de Deslocamento de Pontos Coordenados (DPC) em Chapas Navais SoldadasVictor Hugo FarnesiAinda não há avaliações
- TCC Materiais UFSC BNU Paula Rosa Muraro GrandoDocumento107 páginasTCC Materiais UFSC BNU Paula Rosa Muraro GrandoJACILDO SOARES CAVALCANTEAinda não há avaliações
- Artigo Solda FCAW-S VentoDocumento9 páginasArtigo Solda FCAW-S VentoKaduNapraAinda não há avaliações
- Aços 5%Cr-5%MoDocumento10 páginasAços 5%Cr-5%MoMárcio FerreiraAinda não há avaliações
- Capitulo 02 Fluxo de Calor Durante SoldagemDocumento24 páginasCapitulo 02 Fluxo de Calor Durante SoldagemEdilson Nunes PollnowAinda não há avaliações
- Caracterização de Solda de Revestimento de AWS 317L Depositados Por GMAW Duplo Arame em Aços ASTM A 516 GR 60 para Uso Na Indústria Do PetróleoDocumento9 páginasCaracterização de Solda de Revestimento de AWS 317L Depositados Por GMAW Duplo Arame em Aços ASTM A 516 GR 60 para Uso Na Indústria Do PetróleoCleber da SilvaAinda não há avaliações
- 203-Texto Do Artigo FundiçãoDocumento9 páginas203-Texto Do Artigo Fundiçãoluiz fernando PereiraAinda não há avaliações
- Artigo Sobre Soldagem FCAWDocumento6 páginasArtigo Sobre Soldagem FCAWengetarcioAinda não há avaliações
- Abm Week FinalDocumento11 páginasAbm Week FinalThiago Marques IvaniskiAinda não há avaliações
- Artigo ImporteDocumento23 páginasArtigo ImporteMarcelo Lima CardosoAinda não há avaliações
- TREINAMENTO SOLDAGEM-rDocumento25 páginasTREINAMENTO SOLDAGEM-rMarlei LopesAinda não há avaliações
- Solda Termopares!Documento24 páginasSolda Termopares!xD12Ainda não há avaliações
- Poster - Soldagem 2Documento1 páginaPoster - Soldagem 2Eliane BassanelliAinda não há avaliações
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemDocumento8 páginasProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da Soldagemphmarinsrj100% (1)
- Chapa DobradaDocumento1 páginaChapa DobradaLilian Rodrigues Martins PereiraAinda não há avaliações
- Soldagem - Processo GMAWDocumento9 páginasSoldagem - Processo GMAWgustavo1365113651Ainda não há avaliações
- Soldagem em Operação de Dutos de Alta Resistência e Baixa Espessura Com Ênfase Nas Trincas A FrioDocumento8 páginasSoldagem em Operação de Dutos de Alta Resistência e Baixa Espessura Com Ênfase Nas Trincas A FrionaxarsAinda não há avaliações
- Trabalho A Quente e A FrioDocumento24 páginasTrabalho A Quente e A FrioFernanda FerreiraAinda não há avaliações
- Efeitos Do Ciclo TermicoDocumento19 páginasEfeitos Do Ciclo TermicoHeygleson Henrique de MirandaAinda não há avaliações
- Aula 3 - ForjamentoDocumento16 páginasAula 3 - ForjamentoLEONIDASAinda não há avaliações
- APOSTILA - ForjamentoDocumento20 páginasAPOSTILA - ForjamentoLeonardo HartmannAinda não há avaliações
- Seer 12605Documento6 páginasSeer 12605Gabriel de Lima FerreiraAinda não há avaliações
- Theomam ArtDocumento13 páginasTheomam ArtmariliaAinda não há avaliações
- 06 - Soldagem Por ResistênciaDocumento11 páginas06 - Soldagem Por ResistênciaAirton SouzaAinda não há avaliações
- Lista 2 Fundição 14 em Diante RespostasDocumento10 páginasLista 2 Fundição 14 em Diante RespostasGuilherme AurelioAinda não há avaliações
- Exemplo de Cálculo Eurocódigo 3Documento25 páginasExemplo de Cálculo Eurocódigo 3Márcia BibianoAinda não há avaliações
- Relatório FinalDocumento32 páginasRelatório FinalGabriel Barros NogueiraAinda não há avaliações
- Análise de Fadiga de Juntas Soldadas Marinhas Por Meio de Imagens DIC e IR Durante Testes Estáticos e de FadigaDocumento18 páginasAnálise de Fadiga de Juntas Soldadas Marinhas Por Meio de Imagens DIC e IR Durante Testes Estáticos e de FadigaRoney LimaAinda não há avaliações
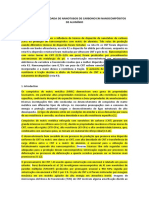
- Condições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Documento14 páginasCondições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Thiago R.Ainda não há avaliações
- Artigo - Análise Do Desgaste de EletrodoDocumento9 páginasArtigo - Análise Do Desgaste de EletrodoVanderli AlvesAinda não há avaliações
- Trabalho IntegridadeDocumento10 páginasTrabalho Integridadeerick.diasAinda não há avaliações
- Apostila Soldagem de Condutos Forçados e Caixas EspiraisDocumento6 páginasApostila Soldagem de Condutos Forçados e Caixas EspiraisJoao DeVitoAinda não há avaliações
- Avaliação de Soldabilidade Aisi 444Documento9 páginasAvaliação de Soldabilidade Aisi 444flavio82pnAinda não há avaliações
- Soldagem MIG MAGDocumento9 páginasSoldagem MIG MAGGustavo PariseAinda não há avaliações
- 8 - Relatório Soldagem MIGDocumento13 páginas8 - Relatório Soldagem MIGAlmir SktAinda não há avaliações
- Solda Mig MagDocumento16 páginasSolda Mig Magserrano75Ainda não há avaliações
- Soldagem - Mig - Mag UFCD 8658 PDFDocumento68 páginasSoldagem - Mig - Mag UFCD 8658 PDFMariana Canastra100% (1)
- Solda Termopares!Documento22 páginasSolda Termopares!renato_pmoraisAinda não há avaliações
- Processo de Soldagem TIG - GTAWDocumento22 páginasProcesso de Soldagem TIG - GTAWDuarte NetoAinda não há avaliações
- Trabalho Final IntegridadeDocumento10 páginasTrabalho Final Integridadeerick.diasAinda não há avaliações
- Como É Verificado e Calculado Enraizamento Do Cordão de SoldaDocumento21 páginasComo É Verificado e Calculado Enraizamento Do Cordão de SoldaGuilherme FlorêncioAinda não há avaliações
- Equivalência DUREZA LRTDocumento10 páginasEquivalência DUREZA LRTHenrique SouzaAinda não há avaliações
- Um Critério para Determinar A Regulagem Da Tensão em Soldagem MIG PDFDocumento6 páginasUm Critério para Determinar A Regulagem Da Tensão em Soldagem MIG PDFhydroAinda não há avaliações
- Solda 04Documento8 páginasSolda 04Roberto RossattiAinda não há avaliações
- Batista Campos 2017Documento9 páginasBatista Campos 2017Paloma CortizoAinda não há avaliações
- 2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioDocumento15 páginas2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioIgor Alexsander Barbosa MagnoAinda não há avaliações
- 2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioDocumento15 páginas2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioIgor Alexsander Barbosa MagnoAinda não há avaliações
- 2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioDocumento15 páginas2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioIgor Alexsander Barbosa MagnoAinda não há avaliações
- 2015D - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoDocumento10 páginas2015D - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoIgor Alexsander Barbosa MagnoAinda não há avaliações
- 2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioDocumento15 páginas2014d - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioIgor Alexsander Barbosa MagnoAinda não há avaliações
- A Metrologia Como Requisito Dos Sistemas de Gestão Da Qualidade IDocumento8 páginasA Metrologia Como Requisito Dos Sistemas de Gestão Da Qualidade IIgor Alexsander Barbosa MagnoAinda não há avaliações
- Química e Materiais - Lista 3Documento12 páginasQuímica e Materiais - Lista 3Gabriela Fontes Deiró FerreiraAinda não há avaliações
- Funcao Do Rubisco No Ciclo de CalvinDocumento10 páginasFuncao Do Rubisco No Ciclo de CalvinDário Cristovão CristovãoAinda não há avaliações
- Manual Aps Aluno SPP Unip - 2014 - 2Documento11 páginasManual Aps Aluno SPP Unip - 2014 - 2Barão BaronesAinda não há avaliações
- Memorial DescritivoDocumento4 páginasMemorial DescritivoWill LimaAinda não há avaliações
- ArquivoDocumento1 páginaArquivoCharlim SabaraAinda não há avaliações
- Saber e Fazer Agroecologico Páginas 1,3 4,11 15,17 29Documento21 páginasSaber e Fazer Agroecologico Páginas 1,3 4,11 15,17 29Thauy Cabral100% (1)
- Parâmetros Técnicos Do Analisador BH 5390Documento3 páginasParâmetros Técnicos Do Analisador BH 5390AluizioAinda não há avaliações
- Protocolo de Sedacao, Analgesia e Delirium 5Documento23 páginasProtocolo de Sedacao, Analgesia e Delirium 5andressa rodrigues alvesAinda não há avaliações
- Relatório Final Do Estagio I PDFDocumento11 páginasRelatório Final Do Estagio I PDFGessicaAinda não há avaliações
- Analise de Leite em PóDocumento6 páginasAnalise de Leite em PóMarli CorreaAinda não há avaliações
- Pratica 01 Introducao ARCGISDocumento12 páginasPratica 01 Introducao ARCGISRamon BatistaAinda não há avaliações
- 3 Exercícios Sobre Movimento Uniformemente VariadoDocumento28 páginas3 Exercícios Sobre Movimento Uniformemente VariadoReginaldo CoelhoAinda não há avaliações
- Questões para o SimuladoDocumento13 páginasQuestões para o SimuladoCarlos BraynerAinda não há avaliações
- 12 Funcoes TranscendentesDocumento98 páginas12 Funcoes TranscendentesLenora TantontiAinda não há avaliações
- 2021 - Cartilha Vamos Falar Sobre AnsiedadeDocumento19 páginas2021 - Cartilha Vamos Falar Sobre AnsiedadeJade FalcãoAinda não há avaliações
- Atividade 2 - TQ 26Documento6 páginasAtividade 2 - TQ 26LidiaAinda não há avaliações
- 08-Projeto de MolasDocumento50 páginas08-Projeto de MolasFelipe Frizon100% (1)
- Aula Correntes Zilda 2013 Completa PDFDocumento43 páginasAula Correntes Zilda 2013 Completa PDFLuis Otávio Moretti100% (1)
- Ceará Científico Digital 2021Documento2 páginasCeará Científico Digital 2021Allan DiasAinda não há avaliações
- A Economia Política Da Política de ComércioDocumento45 páginasA Economia Política Da Política de ComércioDenise Marangon100% (1)
- Exercicio Avaliativo 1 AnoDocumento4 páginasExercicio Avaliativo 1 AnoDan AlexAinda não há avaliações
- Script Banho e TosaDocumento3 páginasScript Banho e TosarafaelsilvacursoshotmailcomAinda não há avaliações
- Revisao 1 - Curso Positivo - FinalDocumento200 páginasRevisao 1 - Curso Positivo - FinalMarina Franzoi PereiraAinda não há avaliações
- Biodiversida de Marinha Da Ilha Do MaranhaoDocumento210 páginasBiodiversida de Marinha Da Ilha Do MaranhaoCarolinaAinda não há avaliações
- Nubank - 2023 05 04Documento6 páginasNubank - 2023 05 04luanpatricksaaAinda não há avaliações
- Aula 5Documento8 páginasAula 5Esdras GomesAinda não há avaliações
- Concurso Público: EDITAL #005/2010Documento53 páginasConcurso Público: EDITAL #005/2010b4t3dorAinda não há avaliações
- TCC FinalizadoDocumento40 páginasTCC FinalizadoLindolfoOliveiraAinda não há avaliações
- Hibridacao 3cerao FMMDocumento6 páginasHibridacao 3cerao FMMifbenjitrueloginAinda não há avaliações
- Da I Rita Preto Sebenta de Direito Administrativo I Das Auals Da DR Fernanda Paula 20152016Documento81 páginasDa I Rita Preto Sebenta de Direito Administrativo I Das Auals Da DR Fernanda Paula 20152016Margarida MarquesAinda não há avaliações
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)