Você também pode gostar
- 2015D - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoDocumento10 páginas2015D - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoIgor Alexsander Barbosa MagnoAinda não há avaliações
- UntitledDocumento6 páginasUntitledThuane TeixeiraAinda não há avaliações
- Caracterização de Nanotubos de Carbono 1. IntroduçãoDocumento6 páginasCaracterização de Nanotubos de Carbono 1. IntroduçãoThuane TeixeiraAinda não há avaliações
- Nanocompósitos Entre NanotubosDocumento12 páginasNanocompósitos Entre NanotubosJulianna CruzAinda não há avaliações
- Slide NTC BiotecnologiaDocumento36 páginasSlide NTC BiotecnologiaAdalberto G MirandaAinda não há avaliações
- Avaliação Do Peneiramento de Amostras de Calcário para Aplicação em Leitos FluidizadosDocumento7 páginasAvaliação Do Peneiramento de Amostras de Calcário para Aplicação em Leitos Fluidizadoscarlos AntonioAinda não há avaliações
- BifenilenoDocumento8 páginasBifenilenohudsonAinda não há avaliações
- Nitretação em Banho de Sais e IonicaDocumento5 páginasNitretação em Banho de Sais e IonicaVitória SalazarAinda não há avaliações
- Funcionalização Do Nanotubo de Carbono Com As Moléculas Cloreto de Oxalila e EtilenodiaminaDocumento8 páginasFuncionalização Do Nanotubo de Carbono Com As Moléculas Cloreto de Oxalila e EtilenodiaminaAlberto JavierAinda não há avaliações
- Avaliação Tribológica Do Aço Aisi 1045 Submetido A Tratamento Termoquímico de Boretação MulticomponenteDocumento8 páginasAvaliação Tribológica Do Aço Aisi 1045 Submetido A Tratamento Termoquímico de Boretação MulticomponenteMassimo d'AmoreAinda não há avaliações
- 15071937Documento17 páginas15071937conta promocoesAinda não há avaliações
- Obteção de Carbeto de NiobioDocumento6 páginasObteção de Carbeto de NiobiolondemonAinda não há avaliações
- 250 Mecanismo de Desgaste de Refratario em Alto FornoDocumento18 páginas250 Mecanismo de Desgaste de Refratario em Alto Fornocleitononline4599Ainda não há avaliações
- Características Microestruturais Do Aço 1045Documento10 páginasCaracterísticas Microestruturais Do Aço 1045MarceloRosaAinda não há avaliações
- Condutividade Eletrica e Propriedades Termicas de Nanotubos de Carbono Funcionalizados - Compósitos de PoliuretanoDocumento5 páginasCondutividade Eletrica e Propriedades Termicas de Nanotubos de Carbono Funcionalizados - Compósitos de PoliuretanoEduardo Alencar MaieronAinda não há avaliações
- Tde IiDocumento6 páginasTde IiPaulaAinda não há avaliações
- Artigo CientificoDocumento11 páginasArtigo CientificoGisele TavaresAinda não há avaliações
- Portfólio Ciencia Dos MateriaisDocumento8 páginasPortfólio Ciencia Dos MateriaissarhaAinda não há avaliações
- Alumina Fabricação de Isoladores PDFDocumento5 páginasAlumina Fabricação de Isoladores PDFAlmir RodriguesAinda não há avaliações
- Lista de Exercícios.Documento5 páginasLista de Exercícios.FernandoGleydsonAinda não há avaliações
- Durabilidade e Resistência A Longo Prazo de Betões Fabricados ComDocumento9 páginasDurabilidade e Resistência A Longo Prazo de Betões Fabricados Compmendonça_18Ainda não há avaliações
- Fundamentos Da MisturasDocumento11 páginasFundamentos Da MisturasVitoria CristinaAinda não há avaliações
- Resenha Sobre Tratamento TermicoDocumento2 páginasResenha Sobre Tratamento TermicoEdimilsonAinda não há avaliações
- Cementação e Nitretação de Engrenagens PDFDocumento7 páginasCementação e Nitretação de Engrenagens PDFBiancaChavesAinda não há avaliações
- Lista 3 QCMDocumento1 páginaLista 3 QCMLeonardo RamosAinda não há avaliações
- Relatorio Parcial Pibic JairoDocumento13 páginasRelatorio Parcial Pibic JairoJairo LuzAinda não há avaliações
- Tribological and Corrosion Testing of SurfacesDocumento8 páginasTribological and Corrosion Testing of Surfacesleandro.bettoni.ortegaAinda não há avaliações
- Trabalho p2 Prop MecDocumento9 páginasTrabalho p2 Prop MecDarllan PachecoAinda não há avaliações
- Moagem WC NiDocumento8 páginasMoagem WC NiGabriel GeraldinAinda não há avaliações
- Avaliação Da Nitretação A Plasma em Baixas Temperaturas Na Resistência À Corrosão Do Aço Inoxidável Duplex Uns S32205Documento6 páginasAvaliação Da Nitretação A Plasma em Baixas Temperaturas Na Resistência À Corrosão Do Aço Inoxidável Duplex Uns S32205Yamid NúñezAinda não há avaliações
- Granulação AusteniticaDocumento7 páginasGranulação AusteniticaSandro FerreiraAinda não há avaliações
- ANÁLISE DA MICROESTRUTURA DO AÇO 1020 - FinalDocumento4 páginasANÁLISE DA MICROESTRUTURA DO AÇO 1020 - FinalgmarttoAinda não há avaliações
- Exercicios Materiais-3-4Documento22 páginasExercicios Materiais-3-4Joao MendesAinda não há avaliações
- Nanotubos de CarbonoDocumento2 páginasNanotubos de CarbonoVinicius DaréAinda não há avaliações
- Aços RápidosDocumento14 páginasAços Rápidosapi-3727963100% (4)
- T2 - Princípios de Físico-QuímicaDocumento16 páginasT2 - Princípios de Físico-QuímicaEduardo Alencar MaieronAinda não há avaliações
- 116 546 1 PBDocumento8 páginas116 546 1 PBPaulo ZurcAinda não há avaliações
- Análise Das Propriedades Mecânicas Da Matriz Metálica Fe-Cu-NbDocumento10 páginasAnálise Das Propriedades Mecânicas Da Matriz Metálica Fe-Cu-NbGraciliano AlvesAinda não há avaliações
- Estrutura Não Cristalina e DifusãoDocumento1 páginaEstrutura Não Cristalina e DifusãoVinicius GonçalvesAinda não há avaliações
- 201 SaraPaulinaNoronhaLimaDocumento4 páginas201 SaraPaulinaNoronhaLimaCarlosAlbertoFrançaJr.Ainda não há avaliações
- Formação de Martensita em Aços ARBLDocumento10 páginasFormação de Martensita em Aços ARBLw3mengAinda não há avaliações
- Roteiro-4 - Aula 5 - Experimento - 3 - Parte 3 Tratamento Termoquímico e MicrodurezaDocumento12 páginasRoteiro-4 - Aula 5 - Experimento - 3 - Parte 3 Tratamento Termoquímico e Microdurezajanainarocha_limaAinda não há avaliações
- Caracterização de CarbetosDocumento10 páginasCaracterização de Carbetosz DrakAinda não há avaliações
- 3a LISTA 2016 20170422154151Documento5 páginas3a LISTA 2016 20170422154151André Vitor Favaro Medes de OliveiraAinda não há avaliações
- 2º Atividade Avaliativa de Tecnologia Dos Materiais - 2022Documento3 páginas2º Atividade Avaliativa de Tecnologia Dos Materiais - 2022jrcorridasAinda não há avaliações
- Metal Duro - Versão FinalDocumento9 páginasMetal Duro - Versão FinalRamon André Silva MachadoAinda não há avaliações
- Influência Da Adição de Nanotubos de Carbono Nas Propriedades Mecânicas Da Liga Al-2%Ni Solidificada UnidirecionalmenteDocumento9 páginasInfluência Da Adição de Nanotubos de Carbono Nas Propriedades Mecânicas Da Liga Al-2%Ni Solidificada UnidirecionalmenteAdalberto Gomes de MirandaAinda não há avaliações
- Avaliação Da Adição de Nitrogênio Na Microestrutura e Nas Propriedades Mecânicas Do Ferro Fundido Nodular AustemperadoDocumento1 páginaAvaliação Da Adição de Nitrogênio Na Microestrutura e Nas Propriedades Mecânicas Do Ferro Fundido Nodular AustemperadoLeonardo PereiraAinda não há avaliações
- Universidade Licungo: Disciplina: Recursos Energéticos Tema: CBM - Gás de Carvão em CamadasDocumento32 páginasUniversidade Licungo: Disciplina: Recursos Energéticos Tema: CBM - Gás de Carvão em CamadasLaviequeAinda não há avaliações
- Tratamento Termoquímico Dos AçosDocumento42 páginasTratamento Termoquímico Dos AçosEmílio DavidAinda não há avaliações
- AC 02 - Maq. H. P.Documento4 páginasAC 02 - Maq. H. P.Anderson DantasAinda não há avaliações
- 48cbc 17 07Documento10 páginas48cbc 17 07Magno LimaAinda não há avaliações
- Discordâncias e Difusão - 5Documento62 páginasDiscordâncias e Difusão - 5Christianne G. RodriguesAinda não há avaliações
- AVALIAÇÃO DE PROPRIEDADES MECÂNICAS DE CERÂMICAS DE ZrO2-Y2O3-TiO2 POR INDENTAÇÃO VICKERSDocumento12 páginasAVALIAÇÃO DE PROPRIEDADES MECÂNICAS DE CERÂMICAS DE ZrO2-Y2O3-TiO2 POR INDENTAÇÃO VICKERSvmlucindoAinda não há avaliações
- Tratamento Termoquímico - CementaçãoDocumento17 páginasTratamento Termoquímico - CementaçãoMateus Vitor Gomes AndradeAinda não há avaliações
- Avaliação Dos Danos Por Alta Temperatura em Ligas Austeníticas Utilizadas em Fornos de PiróliseDocumento12 páginasAvaliação Dos Danos Por Alta Temperatura em Ligas Austeníticas Utilizadas em Fornos de PiróliseSérgio BarraAinda não há avaliações
- SEMINÁRIO ARTIGO - Ciência Dos MateriaisDocumento19 páginasSEMINÁRIO ARTIGO - Ciência Dos Materiaiscrystyan diasAinda não há avaliações
- EM014-LISTA 2 - 1sem2014 PDFDocumento2 páginasEM014-LISTA 2 - 1sem2014 PDFRenan AlvimAinda não há avaliações
- Ashby e Jones - Materiais de Engenharia - Lista de ExercíciosDocumento6 páginasAshby e Jones - Materiais de Engenharia - Lista de ExercíciosMarcelo QueirozAinda não há avaliações
- Capítulo 7 Bucha de PassagemDocumento11 páginasCapítulo 7 Bucha de PassagemReniery Almeida ChagasAinda não há avaliações
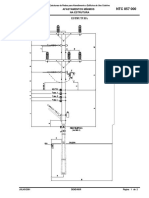
- NTC 857000 - Afastamento Mínimos Na EstruturaDocumento2 páginasNTC 857000 - Afastamento Mínimos Na EstruturaFabio SAinda não há avaliações
- Ficha de Trabalho 3 - VulcanologiaDocumento3 páginasFicha de Trabalho 3 - VulcanologiaJoca1978100% (4)
- Tecnologia Do PVC 2a Edição - 22 PDFDocumento450 páginasTecnologia Do PVC 2a Edição - 22 PDFLelecoYork50% (2)
- Técnica Hertz DetalhadaDocumento7 páginasTécnica Hertz DetalhadaElianaReyss100% (4)
- Desenhando Uma Perspectiva IsometricaDocumento18 páginasDesenhando Uma Perspectiva IsometricaRejane_peAinda não há avaliações
- Trabalho Arquitetura - CCTV, ChinaDocumento14 páginasTrabalho Arquitetura - CCTV, ChinahmsprisAinda não há avaliações
- Psicologia Da Evolução Possível Ao HomemDocumento2 páginasPsicologia Da Evolução Possível Ao HomemJuliana Fabiani50% (2)
- PC210-8 Upss11008 1209Documento28 páginasPC210-8 Upss11008 1209Orlando Delabona Flho0% (1)
- Lista de Exercícios MCBDocumento11 páginasLista de Exercícios MCBPABLO DE MELLOAinda não há avaliações
- Ociosidade Social OCRDocumento1 páginaOciosidade Social OCRHellen Bataus100% (1)
- 010-Cap-FC1-Exerc. ComplDocumento1 página010-Cap-FC1-Exerc. ComplHumberto Luiz 9CAinda não há avaliações
- Artigo - Estudo Da Solubilidade Dos Compostos e Determinação de Álcool Na Gasolina 2 - 5 PráticaDocumento6 páginasArtigo - Estudo Da Solubilidade Dos Compostos e Determinação de Álcool Na Gasolina 2 - 5 PráticaValeriaBahiaAinda não há avaliações
- BOP HYDRIL GK - Testes de EstanqueidadeDocumento8 páginasBOP HYDRIL GK - Testes de EstanqueidadeLuiz Alberto Silva SantosAinda não há avaliações
- Mecanico Ed279Documento84 páginasMecanico Ed279Douglas GomesAinda não há avaliações
- Estatistica Aplicada PDFDocumento5 páginasEstatistica Aplicada PDFRitiele Vieiira100% (1)
- Pop EspectrofotometriaDocumento3 páginasPop EspectrofotometriaRodrigo AlbuquerqueAinda não há avaliações
- Manual Mimo PDFDocumento15 páginasManual Mimo PDFVinicius MalheirosAinda não há avaliações
- Máquinas Termicas - Ciclo Rankine EESDocumento9 páginasMáquinas Termicas - Ciclo Rankine EESzion_buddha1253Ainda não há avaliações
- Aula02-Escoam Superf Livre-2Documento36 páginasAula02-Escoam Superf Livre-2GabrielaUllerAinda não há avaliações
- Tópicos de Física Vol. 1 HidrostáticaDocumento5 páginasTópicos de Física Vol. 1 HidrostáticaAllan LauzidAinda não há avaliações
- Capacitores ITADocumento4 páginasCapacitores ITAApollo SilvaAinda não há avaliações
- Do Códex Ao E-Book: Metamorfoses Do Livro Na Era DainformaçãoDocumento424 páginasDo Códex Ao E-Book: Metamorfoses Do Livro Na Era DainformaçãoJosé de Mello JuniorAinda não há avaliações
- ExRes EDODocumento13 páginasExRes EDOMarxVladimirAinda não há avaliações
- Aula 3 - Areias para Fundição em Moldes PerdidosDocumento28 páginasAula 3 - Areias para Fundição em Moldes PerdidosHalinson CamposAinda não há avaliações
- A Gestão Do Tempo e Do EspaçoDocumento52 páginasA Gestão Do Tempo e Do EspaçoGuilherme Antunes100% (2)
- Cartografia 1 - Continuação - AnotaçõesDocumento1 páginaCartografia 1 - Continuação - AnotaçõesMaria Gabriela Perugini RochaAinda não há avaliações
- Resumo - Trabalho e Potência - RevisãoDocumento1 páginaResumo - Trabalho e Potência - RevisãoEuvaldo Soares da SilvaAinda não há avaliações
- Inversor de Frequência - Roteiro de LaboratórioDocumento32 páginasInversor de Frequência - Roteiro de LaboratórioHelder CaldasAinda não há avaliações