Você também pode gostar
- Cementação A VácuoDocumento19 páginasCementação A VácuoMario Carvalho JuniorAinda não há avaliações
- Ciclones Na Indústria de Cimento - Parte EscritaDocumento34 páginasCiclones Na Indústria de Cimento - Parte EscritaFatima Maria Alves LinoAinda não há avaliações
- Aço Ferramenta Série MDocumento7 páginasAço Ferramenta Série MSylvia GuarneriAinda não há avaliações
- Soldagem de Ligas Cobre-NíquelDocumento26 páginasSoldagem de Ligas Cobre-Níquelmaderada100% (2)
- Refratários para Convertedor LDDocumento22 páginasRefratários para Convertedor LDWeslleySoaresAinda não há avaliações
- Engrenagens ConicasDocumento53 páginasEngrenagens ConicasRamon André Silva MachadoAinda não há avaliações
- Ciclo Dos 4 Passos - Manual Completo - V1.3Documento139 páginasCiclo Dos 4 Passos - Manual Completo - V1.3Allex MorenoAinda não há avaliações
- Educação Moral e Cívica B-105Documento4 páginasEducação Moral e Cívica B-105Fabricio MachadoAinda não há avaliações
- Pesquisa Cementação e NitretaçãoDocumento6 páginasPesquisa Cementação e NitretaçãoAndré Luis Moreira MoraisAinda não há avaliações
- Aula 17 - Tratamentos TérmoquimicosDocumento51 páginasAula 17 - Tratamentos Térmoquimicosjoao castroAinda não há avaliações
- Aços RápidosDocumento14 páginasAços Rápidosapi-3727963100% (4)
- Cementação - Slide de ApresentaçãoDocumento33 páginasCementação - Slide de ApresentaçãoPAULO ROBERTO BITU MOREIRAAinda não há avaliações
- Tde IiDocumento6 páginasTde IiPaulaAinda não há avaliações
- Aula 07 - Materiais CerâmicosDocumento43 páginasAula 07 - Materiais CerâmicosMaikol Tiago RibeiroAinda não há avaliações
- Fundicao Por Gravidade em Molde PermanenteDocumento32 páginasFundicao Por Gravidade em Molde PermanenteKauan CruzAinda não há avaliações
- MdCCII - Aula 2Documento18 páginasMdCCII - Aula 2Guilherme Lopes - Conta Universitária UVA100% (1)
- 8 - Tratamentos Termoquímicos - Cementação, Nitretação e Carbonitretação - Tratamentos Térmicos Dos Aços - Aço - Processos de Fabricação - Aços & Ligas - InfometDocumento3 páginas8 - Tratamentos Termoquímicos - Cementação, Nitretação e Carbonitretação - Tratamentos Térmicos Dos Aços - Aço - Processos de Fabricação - Aços & Ligas - InfometFelipeAinda não há avaliações
- Tudo Sobre MaterialDocumento28 páginasTudo Sobre MaterialNilson PereiraAinda não há avaliações
- Soldagemdas Ligas Cobre NíquelDocumento26 páginasSoldagemdas Ligas Cobre NíquelAlessandro sergio de souzaAinda não há avaliações
- Relatório 1Documento5 páginasRelatório 1Jéssica MarquesAinda não há avaliações
- Cementação PDFDocumento3 páginasCementação PDFfilipercastro2736Ainda não há avaliações
- Resumo Cimento Portland e Sua FabricaçãoDocumento16 páginasResumo Cimento Portland e Sua FabricaçãoPaulo Roberto Teles BatistaAinda não há avaliações
- Cromo DuroDocumento10 páginasCromo Durotiago_mataoAinda não há avaliações
- RELATORIO CementaçãoDocumento29 páginasRELATORIO CementaçãoMarcos AcciolyAinda não há avaliações
- Processamento Dos MateriaisDocumento226 páginasProcessamento Dos MateriaisÉrikinha CristinaAinda não há avaliações
- Metalurgia Do PóDocumento27 páginasMetalurgia Do PójorgecamilaAinda não há avaliações
- Elementos Constituintes Do ConcretoDocumento5 páginasElementos Constituintes Do ConcretoMailtonDiasAinda não há avaliações
- Cementação Sólida e Líquida Atualizado 3.0Documento12 páginasCementação Sólida e Líquida Atualizado 3.0rafa.dallrochaAinda não há avaliações
- Aula 10 - RevenidoDocumento36 páginasAula 10 - RevenidoLazaro Coutinho100% (1)
- Aglomerantes - CimentoDocumento86 páginasAglomerantes - CimentoPedro MiguelAinda não há avaliações
- Aula Metalurgia Do Po (Modo de Compatibilidade)Documento73 páginasAula Metalurgia Do Po (Modo de Compatibilidade)Henry MorenoAinda não há avaliações
- FornosDocumento27 páginasFornosmariaAinda não há avaliações
- Aula 18 - Tratamentos TermoquimicosDocumento45 páginasAula 18 - Tratamentos TermoquimicosBruno Alves MartinsAinda não há avaliações
- Aula 4 e 5 - Tratamentos TermoquímicosDocumento103 páginasAula 4 e 5 - Tratamentos TermoquímicosJOAO VITOR FERRAZ DE CASTRO MATOSAinda não há avaliações
- Resumo Materiais Deconstrução MecânicaDocumento5 páginasResumo Materiais Deconstrução MecânicaArtur PinheiroAinda não há avaliações
- SinterizaçãoDocumento57 páginasSinterizaçãozmariogomesAinda não há avaliações
- Apostila de Cimento Portland - MCC1Documento17 páginasApostila de Cimento Portland - MCC1alinecarrascosaAinda não há avaliações
- Cementação e NitretaçãoDocumento16 páginasCementação e NitretaçãoLeandroAinda não há avaliações
- Trabalho de FundiçãoDocumento11 páginasTrabalho de FundiçãoJoão MoutaAinda não há avaliações
- Apostila de Materiais de Construção II - 4 Ed.Documento79 páginasApostila de Materiais de Construção II - 4 Ed.Rafael RamosAinda não há avaliações
- Tratamento Termoquímico Dos AçosDocumento42 páginasTratamento Termoquímico Dos AçosEmílio DavidAinda não há avaliações
- Módulo I AglomerantesDocumento48 páginasMódulo I AglomerantesJanine BarcelosAinda não há avaliações
- P1 PqiiDocumento9 páginasP1 PqiiCarolyne AguilarAinda não há avaliações
- Especificação Aços SaeDocumento5 páginasEspecificação Aços SaelelegilAinda não há avaliações
- Refratários BásicosDocumento29 páginasRefratários BásicosGuilherme Henrique50% (2)
- Aula 6 - Cimento Portland - Materiais de Construo IIDocumento140 páginasAula 6 - Cimento Portland - Materiais de Construo IImenirafaAinda não há avaliações
- Trabalho de Química - BERNARDO PESSÔA MEGALEDocumento6 páginasTrabalho de Química - BERNARDO PESSÔA MEGALEbemegaleAinda não há avaliações
- 08 Tratamento TermoquímicoDocumento8 páginas08 Tratamento TermoquímicoEmerson CastroAinda não há avaliações
- Nitretação em Banho de Sais e IonicaDocumento5 páginasNitretação em Banho de Sais e IonicaVitória SalazarAinda não há avaliações
- Caracterização Mecânica e Microestrutural de Compósitos de Al2o3Documento12 páginasCaracterização Mecânica e Microestrutural de Compósitos de Al2o3Thiago Do Santos FerreiraAinda não há avaliações
- Refratários BásicosDocumento31 páginasRefratários BásicosRafael CruzAinda não há avaliações
- Extrusao em Materiais CeramicosDocumento45 páginasExtrusao em Materiais CeramicosNilton DóriaAinda não há avaliações
- Processo de Conformação PDFDocumento21 páginasProcesso de Conformação PDFInspeção TreinamentosAinda não há avaliações
- Aula 2 - Aglomerantes e AgregadosDocumento28 páginasAula 2 - Aglomerantes e AgregadosAntonio Tavares Franca JuniorAinda não há avaliações
- RefratariosDocumento25 páginasRefratariosBruno VieiraAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
- Dosagem e controle da qualidade de concretos convencionais de cimento portlandNo EverandDosagem e controle da qualidade de concretos convencionais de cimento portlandAinda não há avaliações
- Apresentação Eng Mat IIDocumento325 páginasApresentação Eng Mat IIRamon André Silva MachadoAinda não há avaliações
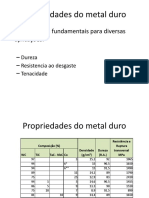
- Propriedades Do Metal DuroDocumento5 páginasPropriedades Do Metal DuroRamon André Silva MachadoAinda não há avaliações
- Trabalho 1 de UsinagemDocumento4 páginasTrabalho 1 de UsinagemRamon André Silva MachadoAinda não há avaliações
- Trabalho 2 de Usinagem RamonDocumento3 páginasTrabalho 2 de Usinagem RamonRamon André Silva MachadoAinda não há avaliações
- Dissertacao CVTDocumento205 páginasDissertacao CVTRamon André Silva MachadoAinda não há avaliações
- Ferro Carbono 2Documento25 páginasFerro Carbono 2Waltênio Lopes MeirelesAinda não há avaliações
- CV4 Mecanica GeralDocumento219 páginasCV4 Mecanica GeralArnaldoAinda não há avaliações
- EDITAL CONCURSO PRF #11, DE 27 DE MAIO DE 2021 - EDITAL CONCURSO PRF #11, DE 27 DE MAIO DE 2021 - DOU - Imprensa NacionalDocumento89 páginasEDITAL CONCURSO PRF #11, DE 27 DE MAIO DE 2021 - EDITAL CONCURSO PRF #11, DE 27 DE MAIO DE 2021 - DOU - Imprensa NacionalDouglas SantosAinda não há avaliações
- Ficha de Avaliação Da Unidade AstrosDocumento2 páginasFicha de Avaliação Da Unidade AstrosGustavo Andrew100% (1)
- Catalogo Rimafel 2011Documento54 páginasCatalogo Rimafel 2011Ícaro MoreiraAinda não há avaliações
- Patrocínio, Paulo Roberto Tonani - TeseDocumento222 páginasPatrocínio, Paulo Roberto Tonani - TesefluxosAinda não há avaliações
- Cinemática Do TraumaDocumento46 páginasCinemática Do TraumaJean Carlos SouzaAinda não há avaliações
- Hipertensão Arterial PDFDocumento12 páginasHipertensão Arterial PDFLuís MiguelAinda não há avaliações
- Direito Do Trabalho II - ApostilaDocumento10 páginasDireito Do Trabalho II - ApostilaRosana BrittoAinda não há avaliações
- Literatura - Barroco - 10Documento2 páginasLiteratura - Barroco - 10Vivian NinaAinda não há avaliações
- Apogeu e Declínio Da Influência EuropeiaDocumento3 páginasApogeu e Declínio Da Influência EuropeiaMarta ChagasAinda não há avaliações
- Distúrbio Da Aprendizagem - TDAH - 4º EntregaDocumento17 páginasDistúrbio Da Aprendizagem - TDAH - 4º EntregaSandra NascimentoAinda não há avaliações
- Contrato de Aluguel SimplesDocumento5 páginasContrato de Aluguel SimplesMarcio EscobarAinda não há avaliações
- Machzor de Iom KipúrDocumento438 páginasMachzor de Iom KipúrServiços Litúrgicos Judaicos100% (2)
- Frases de Importantes Judeus Tradicionais Sobre o Nosso YeshuaDocumento2 páginasFrases de Importantes Judeus Tradicionais Sobre o Nosso YeshuaFelippe_SDGAinda não há avaliações
- Revista Inovacao 08Documento8 páginasRevista Inovacao 08Adolfo NeufeldAinda não há avaliações
- Programação Orientada A Objetos II QUESTIONÁRIO UNIDADE III 6862 - Programação Orientada A ObjetosDocumento1 páginaProgramação Orientada A Objetos II QUESTIONÁRIO UNIDADE III 6862 - Programação Orientada A ObjetosxnoohardAinda não há avaliações
- Aula 08 - Introdução de Anemias HemolíticasDocumento9 páginasAula 08 - Introdução de Anemias HemolíticasIvan Jose P GarciaAinda não há avaliações
- 7221 - Atividades Diárias 22Documento83 páginas7221 - Atividades Diárias 22Sandrina Tralhão100% (2)
- Ame O Próximo Como A Ti Mesmo: PerguntasDocumento4 páginasAme O Próximo Como A Ti Mesmo: PerguntasJederson TavaresAinda não há avaliações
- Apostila QMC5125 2021Documento93 páginasApostila QMC5125 2021XxBestxX 23Ainda não há avaliações
- Cliente 14427 Receber 273621 740590679096001637661638Documento1 páginaCliente 14427 Receber 273621 740590679096001637661638Karol DamascenoAinda não há avaliações
- Manual Masterchip 2Documento29 páginasManual Masterchip 2RafaelAinda não há avaliações
- Ficha Freq. Gestao EducacionalDocumento5 páginasFicha Freq. Gestao EducacionalCristiana CorreaAinda não há avaliações
- Biogeo11 Teste1Documento8 páginasBiogeo11 Teste1clahs rodrigues100% (1)
- Gil Cleber - Teoria Da Relatividade 1671042244 PDFDocumento230 páginasGil Cleber - Teoria Da Relatividade 1671042244 PDFJorgeAinda não há avaliações
- PPA - VOL 1-Revisado1Documento109 páginasPPA - VOL 1-Revisado1Neilton FelicianoAinda não há avaliações
- CCT Reajuste SindilojasDocumento23 páginasCCT Reajuste SindilojasJosé victor CoutinhoAinda não há avaliações