Você também pode gostar
- CT Tigrefire TabelaDocumento3 páginasCT Tigrefire TabelaPAULOAinda não há avaliações
- Pintura de faixas de piso e corrimãoDocumento5 páginasPintura de faixas de piso e corrimãoNaldo NavarroAinda não há avaliações
- PPREV04 - Procedimento Preventivo Eletrica e EquipamentosDocumento2 páginasPPREV04 - Procedimento Preventivo Eletrica e EquipamentosJoão Marcelo T HAinda não há avaliações
- Medidas de ComprimentoDocumento4 páginasMedidas de ComprimentomuanhaAinda não há avaliações
- Cabina de Pintura A Pó CPPE 15 - MODELODocumento39 páginasCabina de Pintura A Pó CPPE 15 - MODELOMKM100% (1)
- Arquitetura de Sistema Dobradeira CNC ErmakDocumento1 páginaArquitetura de Sistema Dobradeira CNC ErmakeacondeAinda não há avaliações
- 512 - Policorte Que Atende A nr12 Toda Adequada Teclago cs100 PDFDocumento1 página512 - Policorte Que Atende A nr12 Toda Adequada Teclago cs100 PDFClaudioLuisThiessenAinda não há avaliações
- Iluminação de loja de roupas femininasDocumento10 páginasIluminação de loja de roupas femininasDanielleLinsAinda não há avaliações
- Relatório máquina embalagemDocumento10 páginasRelatório máquina embalagemMarcos CruzAinda não há avaliações
- Manual Vaso PressãoDocumento2 páginasManual Vaso PressãoSebastião ReisAinda não há avaliações
- Braco Gir VigaDocumento34 páginasBraco Gir Vigalucas artioliAinda não há avaliações
- Análise de Efeitos de Teste Hidrostático em Vaso de PressãoDocumento133 páginasAnálise de Efeitos de Teste Hidrostático em Vaso de Pressãomurilogc100% (1)
- OHSAS 18001 Sistemas Gestão Segurança SaúdeDocumento21 páginasOHSAS 18001 Sistemas Gestão Segurança SaúdeJonascientAinda não há avaliações
- 13 Vigas Mistas Biapoiadas Parte1Documento20 páginas13 Vigas Mistas Biapoiadas Parte1Vitor PimAinda não há avaliações
- Solda PontoDocumento16 páginasSolda PontoSamuel Augusto100% (1)
- Iluminaçao IndustrialDocumento128 páginasIluminaçao IndustrialEric HooperAinda não há avaliações
- Estudo do desgaste de rodas de pontes rolantes na siderurgiaDocumento87 páginasEstudo do desgaste de rodas de pontes rolantes na siderurgiaeducrocoAinda não há avaliações
- Elementos de Máquina I Etapa 2Documento4 páginasElementos de Máquina I Etapa 2Regina ThomasAinda não há avaliações
- Anexo 5 Calculo de Esforco MecanicoDocumento129 páginasAnexo 5 Calculo de Esforco MecanicoGuilhermeLuísEberhardtAinda não há avaliações
- Manual Permissão de Serviço - Ponte Rolante PDFDocumento9 páginasManual Permissão de Serviço - Ponte Rolante PDFBruno MinellaAinda não há avaliações
- Apostila NR 10 Básico - Escolaelectra - Parte 2Documento50 páginasApostila NR 10 Básico - Escolaelectra - Parte 2Rafael Martins VilelaAinda não há avaliações
- Processo EDM: Princípios e ParâmetrosDocumento10 páginasProcesso EDM: Princípios e ParâmetrosDiogo GonçalvesAinda não há avaliações
- Apresentação Consultoria e Projeto DCDocumento34 páginasApresentação Consultoria e Projeto DCrodrigo100% (1)
- Processos de Fabricação Soldagem Industrial 4 Ano Fadim-16Documento81 páginasProcessos de Fabricação Soldagem Industrial 4 Ano Fadim-16Leandro AlmeidaAinda não há avaliações
- Slide 04 - ComposiçãoDocumento47 páginasSlide 04 - ComposiçãoLucas MarinhoAinda não há avaliações
- Trilhos TRDocumento1 páginaTrilhos TRCleiton Jose NevesAinda não há avaliações
- Resistencia - IsolamentoDocumento8 páginasResistencia - IsolamentoLuis VilelaAinda não há avaliações
- Manual SST.2945.RDocumento9 páginasManual SST.2945.RPascoal Paes MendesAinda não há avaliações
- Inspeção Trackers e MódulosDocumento11 páginasInspeção Trackers e MódulosLuiz AlvesAinda não há avaliações
- Estruturas Metalicas Barracão-A3Documento1 páginaEstruturas Metalicas Barracão-A3Rhudson RandowAinda não há avaliações
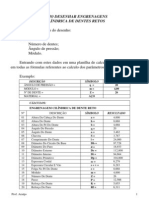
- Como Desenhar Uma Eng. Cilindrica Dente Reto No AutoCADDocumento15 páginasComo Desenhar Uma Eng. Cilindrica Dente Reto No AutoCADMarco SilvaAinda não há avaliações
- Serra Fita HSF 3200 SegDocumento2 páginasSerra Fita HSF 3200 SegcravocjAinda não há avaliações
- Aula 7 - Introdução Elementos Trasmissao e Engrenagens PDFDocumento28 páginasAula 7 - Introdução Elementos Trasmissao e Engrenagens PDFBruna Savi Tonelli100% (1)
- Manual Compressores de PistaoDocumento12 páginasManual Compressores de PistaoLuiz JesusAinda não há avaliações
- Artigo Tecnico Vasos de PressãoDocumento2 páginasArtigo Tecnico Vasos de PressãoLuciano Marcelo OliveiraAinda não há avaliações
- Resumo Extrusão e TrefilaçãoDocumento16 páginasResumo Extrusão e TrefilaçãoUeslen BresolinAinda não há avaliações
- Ensaio de embutimento Erichsen para avaliação de chapas metálicasDocumento35 páginasEnsaio de embutimento Erichsen para avaliação de chapas metálicasAugusto KogaAinda não há avaliações
- Técnicas de Montagem e DesmontagemDocumento25 páginasTécnicas de Montagem e DesmontagemIzael SantosAinda não há avaliações
- Escada: projeto e dimensionamentoDocumento97 páginasEscada: projeto e dimensionamentoRafael AlvesAinda não há avaliações
- Dobramento e CurvamentoDocumento8 páginasDobramento e CurvamentoSalvador MalagoAinda não há avaliações
- AluminioDocumento85 páginasAluminioMiguel Fernandes100% (1)
- Diagrama de IshikawaDocumento5 páginasDiagrama de IshikawaPollyanaAinda não há avaliações
- Vista Isometrica: Seção C-C Escala 1: 30Documento1 páginaVista Isometrica: Seção C-C Escala 1: 30Leonardo PestanaAinda não há avaliações
- Elementos de fixação essenciaisDocumento48 páginasElementos de fixação essenciaisEmerson RibeiroAinda não há avaliações
- Galpão IndustrialDocumento5 páginasGalpão Industrialkimveras100% (1)
- Rodolfo Francisco Gonçalves - Análise Da Ferramenta de Corte Do Aço 8640 No Processo de TorneamentoDocumento8 páginasRodolfo Francisco Gonçalves - Análise Da Ferramenta de Corte Do Aço 8640 No Processo de TorneamentoRodolfo GonçalvesAinda não há avaliações
- Esquema elétrico de sistema fotovoltaico conectado à redeDocumento1 páginaEsquema elétrico de sistema fotovoltaico conectado à redeRobson Quinaglia100% (1)
- Check List de Talha Manual e CatracaDocumento11 páginasCheck List de Talha Manual e Catracarllucas.dominguesAinda não há avaliações
- Dimensionamento Viga RolamentoDocumento38 páginasDimensionamento Viga RolamentoCleiton Jose NevesAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Extrusão Por Imprimir1Documento20 páginasExtrusão Por Imprimir1Luís SalvadorAinda não há avaliações
- Trabalho de Forja DesenhoDocumento17 páginasTrabalho de Forja DesenhoVictor ColomboAinda não há avaliações
- Trabalho de Corte e Dobras de ChapasDocumento11 páginasTrabalho de Corte e Dobras de Chapasheder mendesAinda não há avaliações
- Aula 5Documento17 páginasAula 5Yami hufflepuffAinda não há avaliações
- Classificação dos processos de usinagemDocumento7 páginasClassificação dos processos de usinagemLuís Henrique SantosAinda não há avaliações
- Rizzo LTQ PDFDocumento20 páginasRizzo LTQ PDFmmcasanovaAinda não há avaliações
- Trabalho Iris ConformaçãoDocumento25 páginasTrabalho Iris ConformaçãoViniciusAinda não há avaliações
- Propriedades específicas da matéria: físicas, químicas e organolépticasDocumento2 páginasPropriedades específicas da matéria: físicas, químicas e organolépticasAlessandra CarolinaAinda não há avaliações
- EXERCICIOS - DE - EQUACAO - DA - CONTINUIDADE - BRUNETTI - 3.3 - AO - 3.9 OoDocumento9 páginasEXERCICIOS - DE - EQUACAO - DA - CONTINUIDADE - BRUNETTI - 3.3 - AO - 3.9 OoFelipe NevesAinda não há avaliações
- 5 Max Plus Dados Tecnicos Instalacao PDFDocumento5 páginas5 Max Plus Dados Tecnicos Instalacao PDFWagnerPocelliAinda não há avaliações
- Medição de vazão e instrumentosDocumento4 páginasMedição de vazão e instrumentosleandro3113Ainda não há avaliações
- 2aval Geo6ano IIcicloDocumento4 páginas2aval Geo6ano IIcicloNamaraAinda não há avaliações
- Variabilidade térmica em Praia de MoledoDocumento2 páginasVariabilidade térmica em Praia de MoledoMariana JorgeAinda não há avaliações
- Aula Operações Unitárias III 14-04 - Destilação BateladaDocumento23 páginasAula Operações Unitárias III 14-04 - Destilação Bateladabininha89Ainda não há avaliações
- Dimensionamento de condutores por 5 métodosDocumento13 páginasDimensionamento de condutores por 5 métodosPatrick MalgarizeAinda não há avaliações
- Respostas de FisicaDocumento23 páginasRespostas de FisicaCarlos JuniorAinda não há avaliações
- Comercial Gama Lopes - Inspeção NR-13 - Compressor Parafuso Atlas Copco - 001 - 2023-2Documento11 páginasComercial Gama Lopes - Inspeção NR-13 - Compressor Parafuso Atlas Copco - 001 - 2023-2Genival SilvaAinda não há avaliações
- Apostila EstatorDocumento9 páginasApostila EstatorviniciusAinda não há avaliações
- 2 EspectrosDocumento22 páginas2 EspectrosLurdes LamasAinda não há avaliações
- Acústica ao Ar LivreDocumento19 páginasAcústica ao Ar LivreAlvaro NeivaAinda não há avaliações
- Livros de resistência dos materiaisDocumento4 páginasLivros de resistência dos materiaisClaudioLimaMatos100% (1)
- Aula Teor GeisDocumento39 páginasAula Teor GeisghisatakAinda não há avaliações
- Questões Sobre Polímeros e TintasDocumento2 páginasQuestões Sobre Polímeros e TintasLiliana B.BrunoAinda não há avaliações
- Lista Exercícios Transferência CalorDocumento2 páginasLista Exercícios Transferência CalorRuth NogueiraAinda não há avaliações
- Operações FarmacêuticasDocumento34 páginasOperações FarmacêuticasRegina MarquesAinda não há avaliações
- Teoria Das Estruturas - Exercicios AulasDocumento22 páginasTeoria Das Estruturas - Exercicios AulasAline Marques de Araújo Aline100% (1)
- Relatório Técnico - 05 - PH e IndicadoresDocumento9 páginasRelatório Técnico - 05 - PH e IndicadoresbbonnieAinda não há avaliações
- Fixadores IdentificadosDocumento5 páginasFixadores IdentificadosLuis Henrique Magalhães dos SantosAinda não há avaliações
- Propriedades de fluidosDocumento18 páginasPropriedades de fluidosLarcio LangaAinda não há avaliações
- Escoamento compressível - equações e propriedadesDocumento22 páginasEscoamento compressível - equações e propriedadesFabrício Netto100% (1)
- Lista Termo01Documento1 páginaLista Termo01Mardonio CamargosAinda não há avaliações
- Interações Intermoleculares - ResumoDocumento3 páginasInterações Intermoleculares - ResumoLuana ReichertAinda não há avaliações
- Atividade 3 TermodinâmicaDocumento8 páginasAtividade 3 TermodinâmicaJoão VictorAinda não há avaliações
- Ligações Químicas: Iônicas, Covalentes e MetálicasDocumento27 páginasLigações Químicas: Iônicas, Covalentes e MetálicasYasmim RossafaAinda não há avaliações
- Caracterização de Compósitos Obtidos A Partir de Polímero Biodegradável e Casca de Arroz Utilizando Duas Técnicas de ProcessamentoDocumento16 páginasCaracterização de Compósitos Obtidos A Partir de Polímero Biodegradável e Casca de Arroz Utilizando Duas Técnicas de ProcessamentoLuan GabrielAinda não há avaliações
- Elementos química cristalinaDocumento15 páginasElementos química cristalinaDercioAinda não há avaliações
- Aplicações da Hidrostática nas EdificaçõesDocumento4 páginasAplicações da Hidrostática nas Edificaçõesgeovanna fontesAinda não há avaliações