Você também pode gostar
- Teórica 1 - Estado de Superficie (Rugosidade)Documento50 páginasTeórica 1 - Estado de Superficie (Rugosidade)Karin Soldatelli BorsatoAinda não há avaliações
- Tolerância Geométrica PDFDocumento90 páginasTolerância Geométrica PDFJucilene OliveiraAinda não há avaliações
- Cap15 - RUGOSIDADE PDFDocumento66 páginasCap15 - RUGOSIDADE PDFVinicius GarciaAinda não há avaliações
- Geometria de SuperfícieDocumento54 páginasGeometria de SuperfícieJaqueline GontijoAinda não há avaliações
- PMR3103 A4 Rugo1-20 LopesDocumento47 páginasPMR3103 A4 Rugo1-20 LopesEng. Bruno MarinhoAinda não há avaliações
- Apostila RugosidadeDocumento22 páginasApostila RugosidadeFabio AlbuquerqueAinda não há avaliações
- Treinamento em RugosidadeDocumento32 páginasTreinamento em RugosidadeJonathas SanchesAinda não há avaliações
- 08b - Rugosidade Superficial PDFDocumento53 páginas08b - Rugosidade Superficial PDFvjbaptistaAinda não há avaliações
- Apostila - RugosidadeDocumento13 páginasApostila - Rugosidadewcp_william0% (1)
- Rugosidade PDFDocumento41 páginasRugosidade PDFRobson HaroAinda não há avaliações
- Rugosidade 2000Documento35 páginasRugosidade 2000Theodoro VelosoAinda não há avaliações
- Apostila RugosidadeDocumento23 páginasApostila RugosidadeCicero Mello100% (1)
- Indicação de TolerânciasDocumento31 páginasIndicação de TolerânciasFernando FeldensAinda não há avaliações
- Indicação de TolerânciasDocumento30 páginasIndicação de Tolerânciascaeiro60Ainda não há avaliações
- Desvio MicrogeometricosDocumento56 páginasDesvio MicrogeometricosjunioccostaAinda não há avaliações
- Engenharia de Superfície e Desgaste ResumoDocumento17 páginasEngenharia de Superfície e Desgaste ResumoNayara NeresAinda não há avaliações
- Aula 13Documento64 páginasAula 13victor hugoAinda não há avaliações
- Trabalho de Desenho Técnico Com o Tema RugosidadeDocumento17 páginasTrabalho de Desenho Técnico Com o Tema RugosidadeOtacilio Pedro S. Filho100% (1)
- 17 Metrologia - Acabamento SuperficialDocumento32 páginas17 Metrologia - Acabamento SuperficialEvertonAinda não há avaliações
- RugosidadeDocumento10 páginasRugosidadeBydaumAinda não há avaliações
- RugosidadeDocumento14 páginasRugosidadeBrunae FelipeAinda não há avaliações
- RugosimetroDocumento10 páginasRugosimetrovin_araujo100% (1)
- 4 - Medição de Perfil de RugosidadeDocumento17 páginas4 - Medição de Perfil de RugosidadeJanailton Aniceto da SilvaAinda não há avaliações
- Rugosidade Superficial - Unesp SorocabaDocumento14 páginasRugosidade Superficial - Unesp SorocabaAnaQueirogaAinda não há avaliações
- Perfil RugosidadeDocumento55 páginasPerfil RugosidadeJarbas Moraes100% (2)
- Laboratório de CavacosDocumento7 páginasLaboratório de CavacosLavinia RosaAinda não há avaliações
- Brunimento PDFDocumento37 páginasBrunimento PDFdevid0% (1)
- Usinagem: Retificação: Curso: Eng. Mecânica Período Letivo: 6º Semestre Docente: Eng. Arthur Guilherme Robles de OliveiraDocumento118 páginasUsinagem: Retificação: Curso: Eng. Mecânica Período Letivo: 6º Semestre Docente: Eng. Arthur Guilherme Robles de Oliveiraleovitor984Ainda não há avaliações
- Relatorio 14 Rugosimetro Projetor de PerfilDocumento25 páginasRelatorio 14 Rugosimetro Projetor de PerfilCarlos Eduardo Ribeiro RodriguesAinda não há avaliações
- Apostila Desenho Mecanico 1 III ParteDocumento42 páginasApostila Desenho Mecanico 1 III PartewalacefabAinda não há avaliações
- Avaliação Do Método de Preparação de Superfície Por Meio de Laser, em Comparação Com Os Métodos Tradicionais de Limpeza.Documento48 páginasAvaliação Do Método de Preparação de Superfície Por Meio de Laser, em Comparação Com Os Métodos Tradicionais de Limpeza.Diego bonfaAinda não há avaliações
- RugosidadeDocumento26 páginasRugosidadeFelipeLeandroAinda não há avaliações
- Aula 08-01-04 - RugosidadeDocumento17 páginasAula 08-01-04 - RugosidadeDiego OliveiraAinda não há avaliações
- RUGOSIDADEDocumento12 páginasRUGOSIDADEcarocatiAinda não há avaliações
- Aula 11 Retificação SEM-0560 2017Documento130 páginasAula 11 Retificação SEM-0560 2017FAPEMA SGQAinda não há avaliações
- Representação de RugosidadeDocumento6 páginasRepresentação de RugosidadeRenan RibeiroAinda não há avaliações
- Hutchings Cap 1-2 PucDocumento63 páginasHutchings Cap 1-2 Pucslayer0Ainda não há avaliações
- Aula 11 Retificação SEM-0343 2016Documento118 páginasAula 11 Retificação SEM-0343 2016tarcisioAinda não há avaliações
- RugosidadeDocumento29 páginasRugosidadeKarla DubbersteinAinda não há avaliações
- RugosidadeDocumento33 páginasRugosidadeLetícia Perassoli De MeoAinda não há avaliações
- Trabalho Usinagem IIDocumento11 páginasTrabalho Usinagem IIFernandaAinda não há avaliações
- DM BrunoMorieira 2018 MEM AsdfghDocumento145 páginasDM BrunoMorieira 2018 MEM AsdfghRafael Marques FerreiraAinda não há avaliações
- Unidade Ii: Metrologia IndustrialDocumento66 páginasUnidade Ii: Metrologia IndustrialMauricio AmaralAinda não há avaliações
- A Mais Rápida Do Mundo 64000 Perfis/S.: Série LJ-V7000Documento24 páginasA Mais Rápida Do Mundo 64000 Perfis/S.: Série LJ-V7000Rafael JasperAinda não há avaliações
- Workshop de Processos Iscar 15 08 2014 (2) - CópiaDocumento67 páginasWorkshop de Processos Iscar 15 08 2014 (2) - CópiaGuilherme BrandãoAinda não há avaliações
- Medicao de RugosidadeDocumento27 páginasMedicao de RugosidadeHélio PadilhaAinda não há avaliações
- 14 Estampagem Graduação Rev 16.04.20Documento114 páginas14 Estampagem Graduação Rev 16.04.20robsonAinda não há avaliações
- Apresentação 9 - Rugosidade e OndulaçãoDocumento58 páginasApresentação 9 - Rugosidade e OndulaçãoosmarkAinda não há avaliações
- RUGOSIDADEDocumento19 páginasRUGOSIDADEDiego Dutra SobreiroAinda não há avaliações
- TCC Formato Artigo CorreçãoDocumento14 páginasTCC Formato Artigo Correção19801979haroldoAinda não há avaliações
- 1 - Cefsa - Cam - Ferramentas de Corte PDFDocumento114 páginas1 - Cefsa - Cam - Ferramentas de Corte PDFReginato Rezende MoschenAinda não há avaliações
- RugosidadeDocumento6 páginasRugosidadegabiAinda não há avaliações
- Resumo RugosimetroDocumento11 páginasResumo RugosimetroBeatriz AndradeAinda não há avaliações
- Apostila - Processo de Fabricação Convencional - Curso Técnico PDFDocumento329 páginasApostila - Processo de Fabricação Convencional - Curso Técnico PDFFrancisco Carpegiane0% (1)
- 366906-Aula 4 - Fresamento de Desbaste ResumidoDocumento22 páginas366906-Aula 4 - Fresamento de Desbaste ResumidoGuilherme Schmidt LopesAinda não há avaliações
- Slide U3 20132Documento20 páginasSlide U3 20132TONY BACKAinda não há avaliações
- Planilha Empilhadeira Heli - CPCD-25Documento110 páginasPlanilha Empilhadeira Heli - CPCD-25Robson DiasAinda não há avaliações
- Oslubrin 29Documento7 páginasOslubrin 29Robson DiasAinda não há avaliações
- Plano de Inspeção Elétrica - Chave de Emergência - Rev - 00Documento1 páginaPlano de Inspeção Elétrica - Chave de Emergência - Rev - 00Robson DiasAinda não há avaliações
- Linked PDFDocumento366 páginasLinked PDFRobson DiasAinda não há avaliações
- PLANO COMPRESSORES ATLAS ParafusoDocumento1 páginaPLANO COMPRESSORES ATLAS ParafusoRobson DiasAinda não há avaliações
- LubrinDocumento4 páginasLubrinRobson DiasAinda não há avaliações
- SicfluxDocumento102 páginasSicfluxvendasAinda não há avaliações
- Ferros de Soldar Hikari FerramentasDocumento36 páginasFerros de Soldar Hikari FerramentasNathalia ChamorroAinda não há avaliações
- Conhecendo CT Telhamento Cobertura 05 2021Documento16 páginasConhecendo CT Telhamento Cobertura 05 2021FilipeAinda não há avaliações
- E Assinale A Alternativa Correspondente: Preencha As Lacunas de Acordo Com o Texto Da ApostilaDocumento8 páginasE Assinale A Alternativa Correspondente: Preencha As Lacunas de Acordo Com o Texto Da ApostilaDavid PrudéncioAinda não há avaliações
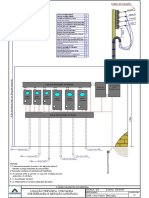
- Projeto Eletrico BarracãoDocumento1 páginaProjeto Eletrico BarracãoGabriel Dourado SolanichAinda não há avaliações
- Cerâmicos JFC (Lançamento)Documento2 páginasCerâmicos JFC (Lançamento)Bruno MilanAinda não há avaliações
- Bid Tabulation PTDocumento1 páginaBid Tabulation PTVictor DelegregoAinda não há avaliações
- Rede Rígida e Auto CompensadaDocumento27 páginasRede Rígida e Auto CompensadaAcfcAinda não há avaliações
- Barbearia NEW BOYDocumento1 páginaBarbearia NEW BOYdelmar.jr2153Ainda não há avaliações
- D5 Padrão Cabo-Singelo Lig-Trifásica-Agrupada Saida-SubterrâneaDocumento2 páginasD5 Padrão Cabo-Singelo Lig-Trifásica-Agrupada Saida-SubterrâneaAntônio VasconcelosAinda não há avaliações
- Manual Warrior Feed 304wDocumento88 páginasManual Warrior Feed 304wFranciscoAinda não há avaliações
- Manual VR9030 - Rele - Falta - A - Terra - V1PDocumento8 páginasManual VR9030 - Rele - Falta - A - Terra - V1PFabiano De Oliveira SilvaAinda não há avaliações
- Relatório TécnicoDocumento6 páginasRelatório TécnicoJoshua PhillipsAinda não há avaliações
- BoletoDocumento1 páginaBoletoFelipe gabrielAinda não há avaliações
- 02 - Fundações, Gruas e Locação Da ObraDocumento25 páginas02 - Fundações, Gruas e Locação Da ObraRogerio Frade da Silva SouzaAinda não há avaliações
- Hidrobox Catalogo 2014Documento169 páginasHidrobox Catalogo 2014José GuerraAinda não há avaliações
- Roat2 TatuDocumento27 páginasRoat2 TatuCompras NacionalAinda não há avaliações
- EMTU Linha 396Documento3 páginasEMTU Linha 396mybassAinda não há avaliações
- Análise Estrutural Utilizando Ftool: Eric Alysson Pietro Albuquerque Carlos EduardoDocumento7 páginasAnálise Estrutural Utilizando Ftool: Eric Alysson Pietro Albuquerque Carlos EduardoPietro AlbuquerqueAinda não há avaliações
- AIRPORT BRIEFING SBBR Rev. 07Documento2 páginasAIRPORT BRIEFING SBBR Rev. 07dark programmingAinda não há avaliações
- Esquema Elétrico 020232E043 VB43REDocumento1 páginaEsquema Elétrico 020232E043 VB43RESandro Stranivoski100% (1)
- MemorialDocumento14 páginasMemorialItalo DanielAinda não há avaliações
- Ltu 08.17.21.01 Onnze EngenhariaDocumento3 páginasLtu 08.17.21.01 Onnze EngenhariaMarcio PerroniAinda não há avaliações
- Busch Instruction Manual Samos SB 0050 1400 D0 D2 PT 0870145123 A0000Documento24 páginasBusch Instruction Manual Samos SB 0050 1400 D0 D2 PT 0870145123 A0000Pack in BagAinda não há avaliações
- Origo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Documento44 páginasOrigo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Zilvan LeiteAinda não há avaliações
- Bloquardor Carro Timer Block MC 1a GLKDocumento1 páginaBloquardor Carro Timer Block MC 1a GLKJoao PauloAinda não há avaliações
- Tickets 650f0c516a004e5c92b909e9Documento1 páginaTickets 650f0c516a004e5c92b909e9Ronaldinho MagalhãesAinda não há avaliações
- Concurso Caixa Economica Federal Gabarito Conhecimentos Especificos e Basicos Tecnico Bancario Novo 2012Documento6 páginasConcurso Caixa Economica Federal Gabarito Conhecimentos Especificos e Basicos Tecnico Bancario Novo 2012Helisson MoreiraAinda não há avaliações
- Bebe DeitadoDocumento6 páginasBebe DeitadoKatherine PinedaAinda não há avaliações
- 03 TransmissaoDocumento85 páginas03 TransmissaoNazamak PeçasAinda não há avaliações