Escolar Documentos
Profissional Documentos
Cultura Documentos
Apostilas - Senai - Processo Soldagem
Apostilas - Senai - Processo Soldagem
Enviado por
laercioudesc_Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Apostilas - Senai - Processo Soldagem
Apostilas - Senai - Processo Soldagem
Enviado por
laercioudesc_Direitos autorais:
Formatos disponíveis
Esprito Santo
___________________________________________________________________________________________________
CPM - Programa de Certificao de Pessoal de Manuteno
Mecnica Noes Bsicas de Processos de Soldagem e Corte
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 3
Esprito Santo
___________________________________________________________________________________________________
Noes bsicas de Processos de Soldagem e Corte - Mecnica
SENAI - ES, 1996
Trabalho realizado em parceria SENAI / CST (Companhia Siderrgica de Tubaro) Coordenao Geral Superviso Elaborao Aprovao Lus Cludio Magnago Andrade (SENAI) Marcos Drews Morgado Horta (CST) Alberto Farias Gavini Filho (SENAI) Rosalvo Marcos Trazzi (CST) Evandro Armini de Pauli (SENAI) Fernando Saulo Uliana (SENAI) Jos Geraldo de Carvalho (CST) Jos Ramon Martinez Pontes (CST) Tarcilio Deorce da Rocha (CST) Wenceslau de Oliveira (CST) Ricardo Jos da Silva (SENAI)
Editorao
SENAI - Servio Nacional de Aprendizagem Industrial DAE - Diviso de Assistncia s Empresas Departamento Regional do Esprito Santo Av. Nossa Senhora da Penha, 2053 - Vitria - ES. CEP 29045-401 - Caixa Postal 683 Telefone: (027) 325-0255 Telefax: (027) 227-9017
CST - Companhia Siderrgica de Tubaro AHD - Diviso de Desenvolvimento de Recursos Humanos AV. Brigadeiro Eduardo Gomes, s/n, Jardim Limoeiro - Serra - ES. CEP 29160-972 Telefone: (027) 348-1322 Telefax: (027) 348-1077
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 4
Esprito Santo
___________________________________________________________________________________________________
Sumrio
Introduo Soldagem .......................................................... 05 Introduo ......................................................................... 05 Definio da Solda............................................................. 05 Consideraes sobre a solda ............................................ 05 Fontes de calor utilizadas .................................................. 05 Vantagens das junes soldadas em geral ....................... 06 Classificao dos processos de soldagem ........................ 07 Consideraes sobre os principais processos de soldagem .......................................................................................... 08 Solda a arco eltrico .......................................................... 08 Soldagem a arco eltrico com proteo gasosa (MIG/MAG) .......................................................................................... 09 Soldagem a arco eltrico com proteo gasosa (TIG)....... 09 Soldagem Oxiacetilnica ........................................................ 11 Soldagem por fuso a gs................................................. 11 Equipamentos.................................................................... 13 Equipamentos auxiliares.................................................... 15 Soldagem oxiacetilnica .................................................... 17 Propagao da chama e o retrocesso ............................... 21 Mtodos de soldagem ....................................................... 23 Tipos e funes dos consumveis ...................................... 27 Corte por ao trmica e goivagem ....................................... 29 Corte oxiacetilnico ........................................................... 29 Tipos de maaricos para corte manual .............................. 33 Qualidade do corte ............................................................ 35 Classificao do corte........................................................ 35 Mquinas de corte ............................................................. 36 Tipos de cortes em chanfros por mquinas ....................... 38 Defeitos tpicos em corte a gs.......................................... 40 Defeitos na face de corte no sentido vertical ..................... 41 Defeitos na face de corte no sentido longitudinal............... 42 Corte com arco eltrico...................................................... 46 Corte a plasma .................................................................. 47 Goivagem .......................................................................... 50 Soldagem a arco eltrico........................................................ 55 Introduo eletrotcnica ................................................. 55 Materiais condutores de corrente eltrica .......................... 61 Fontes de corrente de soldagem ....................................... 62 Mquinas de solda ........................................... 63 Solda a arco eltrico com eletrodo revestido .... 68 Corrente de soldagem ...................................... 71
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 5
Esprito Santo
___________________________________________________________________________________________________
Eletrodos de solda............................................ 72 Sopro magntico .............................................. 73 Seleo dos parmetros de soldagem ............. 78 Qualidades e caractersticas de uma boa soldagem
81
Simbologia de Soldagem ...................................... 88 Noes bsicas de processo de Soldagem - Avaliao 93
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 6
Esprito Santo
___________________________________________________________________________________________________
Introduo Soldagem
Introduo O progresso alcanado no campo da soldagem, bem como o desenvolvimento de processos e tecnologias avanadas nos ltimos anos, de tal ordem que todo aquele que no possuir uma mentalidade aberta, capaz de assimilar novas idias, ser ultrapassado e incapacitado para acompanhar o atual ritmo do progresso industrial.
Definio da Solda Existem vrias definies de solda, segundo diferentes normas. A solda pode ser definida como uma unio de peas metlicas, cujas superfcies se tornaram plsticas ou liquefeitas, por ao de calor ou de presso, ou mesmo de ambos. Poder ou no ser empregado metal de adio para se executar efetivamente a unio.
Consideraes sobre a solda Na soldagem, os materiais das peas devem ser, se possvel, iguais ou, no mnimo, semelhantes em termos de composio. As peas devem ser unidas atravs de um material de adio, tambm igual em termos de caractersticas, pois os materiais se fundem na regio da solda. O metal de adio deve ter uma temperatura de fuso prxima quela do metal-base ou, ento, um pouco abaixo dela, caso contrrio, ocorrer uma deformao plstica significativa.
Condies de trabalho De acordo com o orifcio, possvel graduar a presso de trabalho a qual estar em estreita relao com o metal-base (tabela 1)
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 7
Esprito Santo
___________________________________________________________________________________________________
Tabela 1
Espessura do material em mm Nmero do bico Presso de oxignio em atm aprox. Presso de acetileno em bar Dimetro do orifcio do bico em mm Consumo de oxignio em litros/hora
0,5-1 1-1,5 1,5-2 2-3 3-4 4-5 5-7 7-11 11-15 Obs.:
1 2 3 4 5 6 7 8 9 1 bar = 10N/cm
1 1 1,5 2 2,5 3 3 3,5 4
2
0,2 0,2 0,25 0,3 0,4 0,45 0,48 0,5 0,52
2
0,74 0,93 1,20 1,4 1,6 1,8 2,1 2,3 2,5
2
100 150 225 300 400 500 650 800 900
0,2kg/cm = 2N/cm = 0,2 bar
Equipamentos Auxiliares Reguladores de presso So acessrios que permitem reduzir a elevada e varivel presso do cilindro a uma presso de trabalho adequada para a soldagem e manter essa presso constante durante o processo (Fig. 18).
Regulador de presso
Fig. 18
Tipos de presses So trs os tipos de presses de trabalho do acetileno: Alta presso Quando o acetileno trabalha na faixa de 3 a 5N/cm . Mdia presso
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 8
2
Esprito Santo
___________________________________________________________________________________________________
Quando o acetileno trabalha na faixa de 1 a 3N/cm . Baixa presso Manmetro de alta e baixa presso O manmetro de alta presso marca o contedo de gs contido no cilindro; o de baixa marca a presso necessria ao trabalho, a qual regulada de acordo com o bico e o material base a ser usado (Fig. 19)
Manmetro de presso
Fig. 19
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 9
Esprito Santo
___________________________________________________________________________________________________
Vlvula de segurana A vlvula de segurana permite a sada do gs em caso de superpresso (Fig. 20)
Vlvula do cilindro de oxignio Fig. 20
um equipamento de grande importncia no tocante segurana do operador no posto de trabalho.
Soldagem oxiacetilnica Fase de combusto O oxignio e o acetileno so retirados das garrafas. A mistura obtida queima-se em duas fases. A chama para soldar ajustada ou regulada atravs do maarico. Para que se obtenha um combusto completa, para uma parte de acetileno, necessita-se de 2,5 partes de oxignio. Para a regulagem da chama de solda, misturam-se oxignio e acetileno na proporo de 1:1. A combusto nesta primeira fase incompleta. Os gases resultantes dessa combusto, monxido de carbono e hidrognio, ainda so combustveis; ao retirarem o oxignio do ar, completam a combusto, formando o perodo e caracterizando uma segunda fase da combusto. Essa eliminao de oxignio do ar oferece uma pea de fuso limpa (efeito redutor).
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 10
Esprito Santo
___________________________________________________________________________________________________
Como resduos da combusto do CO e H2, combinados com o oxignio, resultam CO2 e H2O./ Equaes da combusto 1 fase: C2H2 + O2 2CO + H2 2 fase: 2CO + O2 2CO2 (Penacho) 2H2 + O2 2H2O A Figura 21 apresenta as diversas faixas de temperaturas nas diversas regies da chama. Em funo do grfico, pode-se posicionar a chama, para se obter a temperatura mxima que de aproximadamente 3200C.
Chama oxiacetilnica (Penacho)
(Dardo)
Fig. 21
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 11
Esprito Santo
___________________________________________________________________________________________________
Chama oxiacetilnica A quantidade de calor produzida pela chama depende da quantidade de gs que queimado. A temperatura alcanada pela chama depende do combustvel utilizado e da regulagem dos gases. Ingnio e extino da chama Deve-se observar a seguinte seqncia para acender o maarico. Primeiro, abre-se a vlvula do gs oxignio e, em segundo lugar a vlvula do gs acetileno. Para se extinguir a chama, fecha-se primeiro a vlvula do gs acetileno e, em seguida, a vlvula do gs oxignio. Regulagem de chama Entende-se por regulagem da chama a variao da proporo entre os gases. Para cada proporo entre os gases, obtm-se tambm uma variao do tipo de chama e com isso uma respectiva variao da sua temperatura. Tipos de chamas As caractersticas da chama oxiacetilnica variam com relao mistura de oxignio e acetileno, conforme as Figuras 22, 23 e 24. Segundo essa relao, as chamas podem ser carburante, neutra e oxidante. Chama carburante Tem a tendncia de provocar a carbonetao do metal em fuso, devido ao excesso de acetileno (Fig.22).
Chama carburante
Fig. 22
Possui pouca utilizao; geralmente usada em alumnio e ferro fundido malevel. Possui acetileno em excesso, em relao ao oxignio.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 12
Esprito Santo
___________________________________________________________________________________________________
Chama neutra obtida atravs da relao 1:1 entre oxignio e acetileno. Possui um cone interno bem definido, de um branco intenso. empregada amplamente para soldar e aquecer. Em funo de sua neutralidade, ocorre uma atmosfera de proteo da solda. Possui uma grande aplicao nos materiais ferrosos em geral (Fig. 23).
Chama neutra
Fig. 23
Chama oxidante obtida atravs de um excesso de oxignio em relao ao acetileno. Tem a temperatura mais elevada das chamas. Na soldagem dos aos, provoca a descarbonetao ou a oxidao do metal fundido. utilizada no processo de oxicorte e tambm da soldagem de lates de cobre (Fig. 24).
Chama oxidante
Fig. 24
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 13
Esprito Santo
___________________________________________________________________________________________________
Propagao da chama e o retrocesso A chama possui uma velocidade de propagao, que contrabalanceada pela velocidade de sada do gs pelo bico do maarico (Fig. 25). No instante em que a velocidade de sada dos gases for menor que a de deflagrao da chama, rompe-se o equilbrio das velocidades e ocorre o retrocesso da chama que, eventualmente, pode ser acompanhado por uma onda explosiva.
Bico do maarico
Fig. 25
Esse retrocesso de chama prossegue para o interior do maarico at o ponto em que as velocidades se igualarem novamente (Fig. 26).
Bico do maarico
Fig. 26
A chama continua na cmara de mistura de forma invisvel e causa um barulho estridente. Ela pode ainda prosseguir queimando-se na mangueira de acetileno e at, em alguns casos, atingir a garrafa de gs. Ao ocorrer um retrocesso, deve-se, em primeiro lugar, fechar a vlvula de acetileno, posteriormente, o oxignio e, em seguida, resfriar o maarico, mergulhando-o em gua.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 14
Esprito Santo
___________________________________________________________________________________________________
Causas do retrocesso velocidade muito pequena da mistura no maarico; bico sem condies de uso (entupido); componentes do maarico no foram bem montados e devidamente operados; maarico superaquecido; falta de purgamento nas mangueiras. Vlvula de segurana Toda a instalao de solda oxiacetilnica deve possuir vlvulas de segurana contra retrocesso, as quais so colocadas na mangueira do acetileno (Fig. 27).
Vlvula de segurana
Fig. 27
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 15
Esprito Santo
___________________________________________________________________________________________________
Propriedades dos gases combustveis Na soldagem a gs, os combustveis mais empregados so o acetileno, o propano e o metano, porm, em funo de suas caractersticas e propriedades, faz-se necessrio o conhecimento das variveis descritas na tabela 2, que apresenta uma comparao entre os gases combustveis. Em posse de tais conhecimentos, pode-se melhor otimizar a utilizao dos gases em funo do tipo de trabalho a executar.
Tabela 2 Propriedades Temperatura da chama (C) Velocidade de combusto (cm/s) Potncia da chama (kj/cm .s) Relao da mistura oxignio/gs Poder calorfico (kcal/cm )
3 2
Acetileno 3200 700 16,0 1,5:1 14000
Propano 2800 270 2,5 3,75:1 22300
Metano 2700 2760 6,5 1,6:1 4300
Mtodos de soldagem A qualidade de uma solda depende do modo como so conduzidos o maarico e a vareta. Para conduzi-los, necessrio que se observem as seguintes diretrizes: o maarico deve se manter firme e inclinado com o ngulo o mais correto possvel; a regio da chama de maior temperatura deve ser dirigida pea, para que se obtenha uma fuso uniforme das partes ou regio da solda. O movimento do maarico deve ocorrer quando a regio da solda for maior que a zona de calor. Tais procedimentos se empregam tanto para solda esquerda, como solda direita.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 16
Esprito Santo
___________________________________________________________________________________________________
Soldagem esquerda Deve ser empregada para se soldarem chapas finas de at 3mm de espessura, sendo muito aplicada na soldagem de metais noferrosos (Al.Cu) e tubos de at 2,5mm de espessura. O percurso da solda segue da direita para a esquerda, na direo da chama de solda (Fig. 28).
Soldagem esquerda
Fig. 28
Em funo disso, o material se encontra preaquecido. um processo lento que consome muito gs, porm produz soldas de bom aspecto e de fcil execuo. A chama de solda deve se movimentar atravs de um movimento pendular imposto ao maarico.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 17
Esprito Santo
___________________________________________________________________________________________________
Soldagem direita Emprega-se para se soldarem chapas com mais de 3mm de espessura. O maarico deve ser mantido sem movimento e conduzido contra o fluxo do material fundido, ao mesmo tempo em que se emprega um movimento circular na vareta. Possui as vantagens de se poder observar a pea de fuso, evitando-se, assim, a existncia de regies frias. Mediante a manuteno da inclinao, emprega-se menor quantidade de material (Fig. 29).
Soldagem direita
Fig. 29
um processo rpido e econmico. Obtm-se uma maior velocidade de soldagem, diminuindo-se as tenses de contrao. Com uma adequada presso da chama, inclinao do maarico e movimento da vareta, obtm-se um bom cordo de solda.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 18
Esprito Santo
___________________________________________________________________________________________________
Descontinuidades no processo oxiacetilnico As descontinuidades encontradas na soldagem a gs so porosidade, incluses de escria, falta de fuso, falta de penetrao, mordeduras, sobreposio e vrias formas de trincas. Convm lembrar que o uso de uma tcnica adequada pode eliminar muitos desses problemas. Falta de fuso (Fig. 30 posio 1)
Geralmente se localiza na margem da solda, Freqentemente ocorre quando se utiliza indevidamente a chama oxidante. Pode ocorrer tambm com a utilizao da chama apropriada, se manipulada de forma errada.
Falha na solda
Fig. 30
Incluses de escria
(Fig. 30 posio 2)
Ocorre normalmente com a chama oxidante, s vezes com a chama normal. A manipulao inadequada do metal de adio tambm pode provocar incluses de escria. Porosidades (Fig. 30 posio 3)
No caso de uniformemente espalhada, revela uma tcnica de soldagem imperfeita.
Falha na solda
Fig. 31
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 19
Esprito Santo
___________________________________________________________________________________________________
Mordeduras e sobreposies
(Fig. 30 posio 4)
So falhas inerentes da qualificao deficiente do soldador. Trincas (Fig. 31 posio 5)
Na soldagem a gs, ocorrem as trincas devido fissurao a quente. As possibilidades de fissurao a frio ou pelo hidrognio so evitadas atravs de um aquecimento e resfriamento lentos, os quais permitem a difuso do hidrognio.
Tipos e funes dos consumveis Chama-se consumveis, na soldagem, todos os materiais empregados na deposio ou proteo da solda, tais como eletrodos, varetas, anis consumveis, gases e fluxos. A seleo dos consumveis depende de vrios fatores, entre os quais se destacam, geometria da junta, espessura do cordo de solda a ser depositado, posio de soldagem, habilidade do soldador, grau de proteo pretendido na soldagem. Metal de adio (varetas) O metal de adio para a soldagem a gs da classificao RG (vareta, gs), sem nenhuma exigncia qumica especfica. Um fluxo de soldagem tambm requerido com alguns metais, a fim de se manter a limpeza do metal de base na rea de solda e para facilitar a remoo de pelculas de xido na superfcie. Vareta de soldagem com variadas composies qumicas so disponveis para a soldagem de muitos metais ferrosos e noferrosos. A vareta normalmente deve ser selecionada e especificada de modo a se conseguirem as propriedades fsicas e mecnicas desejadas na soldagem. As varetas so classificadas nas especificaes AWS, com base em sua resistncia mecnica. As varetas de soldagem so especificadas tambm pela norma DIN 8554, e devem possuir as mesmas propriedades do metalbase. Maiores detalhes tcnicos so encontrados nas unidades especficas sobre eletrodos.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 20
Esprito Santo
___________________________________________________________________________________________________
Regras de segurana Observe nos trabalhos de solda que acetileno, propano, metano, hidrognio, quando combinados com o ar, so explosivos. leo, gordura e graxa em vlvulas de oxignio podem provocar risco de vida, pois tal combinao pode provocar combusto e posterior exploso da garrafa. As garrafas devem estar posicionadas sempre na vertical. No caso de retrocesso de chama, fechar a vlvula de acetileno e logo aps a de oxignio, resfriando em seguida o maarico em gua. As garrafas nunca devem ser roladas para transporte. O frio prejudica a garrafa de acetileno e altas temperaturas podem provocar sua exploso. Ao soldar, devem-se usar roupas adequadas de proteo contra queimaduras e culos para proteger os olhos das radiaes provocadas pela chama.
Questionrio
Resumo
1) Cite os elementos principais de um maarico para solda.
2) Como ocorre a mistura dos gases no maarico?
3) Para que servem os dois manmetros do regulador de presso?
4) Qual a funo do parafuso no regulador de presso?
5) Quais so os dois gases mais usados na soldagem oxiacetilnica e por que eles so usados?
6) Por que a chama neutra normalmente a mais adequada?
7) Quais as trs zonas da chama?
8) Como se desenvolve a temperatura da chama em relao distncia do bico?
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 21
Esprito Santo
___________________________________________________________________________________________________
Corte por ao trmica e goivagem
Corte oxiacetilnico O corte oxiacetilnico um procedimento trmico para cortar aos no ligados ou de baixa liga. O procedimento se baseia na propriedade inerente dos aos de se oxidarem rapidamente em contato com o oxignio puro, ao atingirem a temperatura de queima - aproximadamente 1200C. Atravs da chama de aquecimento prvio do maarico de corte, o ao aquecido temperatura de queima, a qual inferior temperatura de fuso. Aps atingir essa temperatura, abre-se a vlvula de oxignio puro. O oxignio puro sob presso atua na regio de corte provocando grande oxidao e queima do ao (Fig. 32). A combusto se processa rapidamente, porm apenas na regio em que incide o jato de oxignio. Com a queima, produz-se xido, que possui grande fluidez e eliminado pelo jato de oxignio. A fora do jato de oxignio produz superfcies de corte na pea.
Corte oxiacetilnico manual
Fig. 32
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 22
Esprito Santo
___________________________________________________________________________________________________
Bicos de corte Os bicos de corte possuem na mesma pea sadas anelares da chama, com as quais se processa o aquecimento, e uma sada central para o oxignio, com a qual se processa o corte. Para o aquecimento, deve ser usada a chama neutra. As Figuras 33 e 34 apresentam alguns tipos de bicos de corte.
Esquema de bicos de corte
Fig. 33
A B
Orifcio para chama de aquecimento Jato de oxignio de corte
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 23
Esprito Santo
___________________________________________________________________________________________________
Fig. 34
A potncia de corte dos maaricos de bicos cambiveis atinge at espessuras de 100mm. Os maaricos manuais de corte podem ser utilizados para espessuras de at 300mm. Existem ainda maaricos especiais, cuja potncia proporciona corte de espessuras de at 2000mm de material. Portanto, os bicos de corte so selecionados em funo da espessura da chapa a ser cortada.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 24
Esprito Santo
___________________________________________________________________________________________________
Dados operacionais A tabela 3, que se refere srie 1502-W Martins, apresenta um exemplo da utilizao de bicos de corte, com os parmetros de operao. Convm lembrar que cada equipamento traz dados operacionais do fabricante, os quais fornecem as condies de trabalho. Tabela 3 Velocidade Espessura de corte (mm) Oxignio 3,2 6,4 9,5 12,7 15,9 19,1 25,4 38,1 50,8 76,2 100 125 150 200 250 300 12 10 8 6 4 2 3 1,5-1,4 1,75-2,18 1,50-2,10 2,18-2,60 2,80-3,21 1,60-2,15 2,20-2,62 3,30-4,15 2,40-2,80 3,00-3,50 4,55-5,30 4,20-4,55 4,90-5,30 4,95-5,40 5,9-6,60 5,60-6,30 0,42 0,49 0,56 0,63 0,84 0,77 0,42 0,35 0,42 0,49 0,35 Acetileno 0,35 0,42 0,35 Bico (n) *Presso dos gases (kg/cm )
3
linear de corte (cm/min) C-205 92 76 64 51 46 41 35,7 33,2 28,1 25,4 23,0 20,0 17,8 12,7 10,0 8,0
Consumo dos gases** (m /h)
3
Oxignio 0,95 1,25 1,70 2,00 2,32 2,74 3,41 4,71 5,50 6,50 8,80 11,40 13,00 17,90 20,40 24,00
Acetileno 0,25 0,28 0,30 0,33 0,36 0,39 0,45 0,51 0,56 0,64 0,70 0,86 1,00 1,14 1,28 1,40
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 25
Esprito Santo
___________________________________________________________________________________________________
Tipos de maaricos para corte manual Existem vrios tipos de maaricos para corte manual, os quais se prestam a variados tipos de trabalhos. As Figuras 35 a 41 apresentam alguns deles. Tipos: maarico para corte reto, com roldana de deslocamento (Fig. 35);
Fig. 35
maarico para corte reto, com ponte posicionadora de altura (Fig. 36);
Fig. 36
maarico para corte de cabea de rebites (Fig. 37);
Fig. 37
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 26
Esprito Santo
___________________________________________________________________________________________________
maarico para corte de barras posicionadora de altura (Fig. 38);
perfiladas,
com
ponta
Fig. 38
maarico para corte circular, com roldana para deslocamento (Fig. 39);
Fig. 39
maarico para cortes circulares de pequenos dimetros, com ponta posicionadora (Fig. 40);
Fig. 40
maarico para corte de tubos e cilindros, com dispositivo de regulagem e com roldanas para deslocamento (Fig. 41).
Fig. 41
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 27
Esprito Santo
___________________________________________________________________________________________________
Qualidade do corte A superfcie de corte deve apresentar um bom acabamento, o que significa que deve obedecer s seguintes caractersticas: pequena defasagem; superfcie regular de corte; fcil desprendimento da escria; aresta superior de corte levemente arredondada.
Fig. 42
Classificao dos Cortes Os cortes so definidos em funo da chapa que se deseja cortar e podem ser leves, mdios ou pesados. leves, para chapas at 1; mdios, para chapas de 1 at 5; pesados, para chapas com mais de 5.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 28
Esprito Santo
___________________________________________________________________________________________________
Tipos de corte Os cortes so classificados tambm quanto superfcie e podem ser: corte reto (Fig. 43);
Fig. 43
corte em chanfro (Fig. 44);
Fig. 44
corte com chanfro e nariz (Fig. 45);
Fig. 45
corte com duplo chanfro (Fig. 46);
Fig. 46
corte com duplo chanfro e nariz (Fig. 47).
Fig. 47
Mquinas de corte O corte oxiacetilnico por meio de maarico guiado a mquina um procedimento de valor incalculvel em trabalhos de elaborao de metais. Quando o corte mecanizado; a chama representa vantagens de acabamento superior, grande aumento da produo e um custo final efetivamente mais baixo que o processo manual. Quanto ao
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 29
Esprito Santo
___________________________________________________________________________________________________
tipo, podem ser portteis, como apresenta a Figura 48, ou estacionrios. As mquinas podem executar cortes retos ou copiar perfis, como ocorre com as copiadoras pantogrficas. As copiadoras podem trabalhar com gabaritos comandados por fotoclulas, trabalhando em escala 1:1 do desenho a ser copiado. Atravs de variadoras, pode-se ter velocidades de corte na faixa de 100 a 1000mm/minuto.
Mquina de corte porttil
Fig. 48
1. Suporte do maarico 2. Escala do corte 3. Chapa de proteo do calor 4. Regulagem lateral do maarico 5. Regulagem maarico fina da altura
11. Condutores de corrente da rede 12. Conexo da mangueira de acetileno 13. Conexo da mangueira de oxignio 14. Boto de regulagem da velocidade do 15. Partida do motor 16. Rolo de guia para cortes retos 17. Rolo para cortes curvos 18. Regulador de altura do maarico 19. Cabea do bico do maarico de corte 20. Placa de fixao do maaricos
6. Bloco de ligaes 7. Mangueiras de acetileno e oxignio 8. Vlvula de regulagem para oxignio 9. Vlvula de regulagem para acetileno 10. Vlvula de oxignio de corte
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 30
Esprito Santo
___________________________________________________________________________________________________
Tipos de cortes em chanfros por mquinas Chanfro simples Neste tipo de corte, usam-se dois maaricos: o primeiro posicionado na vertical, aparando a borda da chapa; o segundo com o ngulo de indicao que se deseja executar o corte. O maarico que executa o corte do ngulo deve ter uma chama de preaquecimento mais intensa porque, em funo da inclinao, ocorre perda de rendimento que deve ser compensada (Fig. 49).
Tipo de corte
Fig. 49
Chanfro duplo Para a execuo deste chanfro, utilizam-se trs maaricos: o primeiro cortando verticalmente; o segundo fazendo o corte de fundo e o terceiro executando o corte de topo (Fig. 50).
Fig. 50
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 31
Esprito Santo
___________________________________________________________________________________________________
As Figuras 1 a 4 apresentam alguns exemplos de aplicao da solda.
Solda em perfilados
Fig. 1
Solda aplicada em conjuntos matrizes
Fig. 2
Solda aplicada em caldeiraria
Fig. 3
Solda em componentes de automveis
Fig. 4
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 32
Esprito Santo
___________________________________________________________________________________________________
Fontes de calor utilizadas As fontes principais utilizadas na soldagem de metais, como fornecedoras de calor, so: chama oxiacetilnica; arco eltrico. As Figuras 5 a 7 apresentam os dois tipos de fontes de calor com suas caractersticas. Em especial, utiliza-se amplamente o arco eltrico na fabricao industrial, porque se aplica a quase todos os metais a serem soldados e em todas as espessuras imaginveis.
Chama oxiacetilnica Solda por chama oxiacetilnica
Fig. 5
Fig. 6
Solda por arco eltrico
Fig. 7
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 33
Esprito Santo
___________________________________________________________________________________________________
Vantagens das junes soldadas em geral Na atualidade, a solda tem sido o processo mais freqentemente utilizado nas junes entre peas. A seguir, so apresentadas algumas vantagens da solda em comparao com outros processos, tais como rebitar, aparafusar, soldar brando, etc. reduo do peso; economia de tempo; melhor fluxo da fora; suporte de elevadas solicitaes mecnicas, tanto quanto a pea.
Fluxo normal da fora
Fig. 8
Mudana de direo do fluxo de fora
Fig. 9
Desvantagens da solda no podem ser desmontveis; na soldagem, ocorrem tenses, trincas e deformaes; exige acabamento posterior; em trabalhos especiais, exige mo-de-obra especializada, anlise e ensaios dos cordes de solda.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 34
Esprito Santo
___________________________________________________________________________________________________
Classificao dos processos de soldagem Atualmente, os processos antigos de soldagem quase no tm aplicao, pois foram aperfeioados, surgindo novas tcnicas. Com o emprego de novas tecnologias, atingiram-se elevados ndices de eficincia e qualidade na soldagem. O quadro 1 apresenta os principais processos de soldagem, divididos em dois grupos, em funo dos processos fsicos. Solda por fuso Soldagem por fuso o processo no qual as partes soldadas so fundidas por meio de ao de energia eltrica ou qumica, sem que ocorra aplicao de presso. Solda por presso Soldagem por presso o processo no qual as partes soldadas so inicialmente unidas e posteriormente pressionadas uma contra a outra para efetuar a unio. Quadro 1 Processo de soldagem e fontes de energia
Fonte de energia Movimento Solda por atrito Solda a exploso Lquido Gs Solda oxiacetilnica Solda a fogo Corrente eltrica Solda a resistncia Solda por costura Descarga de gs Eletroescria Solda MIG / MAG Solda por fuso (Termit)
Solda de cavillhas por arco Solda TIG eltrico Solda a arco submerso Solda a plasma
Raios incidentes
Solda laser Solda a feixe de eltrons
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 35
Esprito Santo
___________________________________________________________________________________________________
Consideraes soldagem
sobre
os
principais
processos
de
Solda oxiacetilnica A temperatura alcanada com a chama oxiacetilnica de 3200C na ponta do cone. A chama o resultado da combusto do oxignio e do acetileno. Aplicando-se esse processo, pode-se soldar com ou sem material de adio (vareta) (Fig. 10).
Solda oxiacetilnica
Fig. 10
Solda a arco eltrico A temperatura do arco eltrico atinge valores de at 6000C. Seu calor intenso e concentrado solda rapidamente as peas e leva o material de enchimento at o ponto de fuso. Nesse estado, os materiais se misturam e, aps o resfriamento, as peas ficam soldadas (Fig. 11).
Solda a arco eltrico
Fig. 11
Normalmente ela utilizada em ao carbono, ferro fundido, metais no-ferrosos, ligas, etc.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 36
Esprito Santo
___________________________________________________________________________________________________
Soldagem a (MIG/MAG)
arco
eltrico
com
proteo
gasosa
Solda MIG/MAG So processos em que um eletrodo continuamente alimentado numa solda, com velocidade controlada, enquanto um fluxo contnuo de um gs inerte ou ativo envolve a zona de solda, protegendo-a da contaminao pelo ar atmosfrico (Fig. 12).
Solda processo MIG/MAG (metal-inerte-gs)
Fig. 12
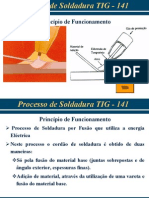
Com o processo MIG/MAG, podem-se soldar todos os materiais com considervel qualidade. Soldagem a arco eltrico com proteo gasosa (TIG) TIG (tungstnio-inerte-gs) So freqentemente chamados de Heliarc, Heliwelding e Argonarc, nomes derivados da combinao entre o arco e o gs. Os gases normalmente empregados so o argnio ou o hlio, que tm a funo de proteger o metal em estado de fuso contra a contaminao de outros gases da atmosfera, tais como o oxignio e o nitrognio (Fig. 13).
Solda processo TIG (tungstnio-inerte-gs)
Fig. 13
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 37
Esprito Santo
___________________________________________________________________________________________________
O calor necessrio para a soldagem provm de um arco eltrico estabelecido entre um eletrodo de tungstnio (no consumvel) e o metal-base. O processo TIG difere da solda convencional e do MIG, pois o eletrodo no se funde e no deposita material. Quando necessrio, pode-se utilizar metal de adio, como na solda oxiacetilnica (vareta), mas no se deve estabelecer comparaes entre os dois processos. normalmente utilizado para todos os ao, aos inoxidveis, ferro fundido, ligas resistentes ao calor, cobre, lato, prata, ligas de titnio, alumnio e suas ligas, etc.
Questionrio
Resumo
1) Cite trs vantagens das junes soldadas, em relao a outros tipos.
2) Quais os dois grupos principais de processos de soldagem?
3) Quais as principais fontes de calor utilizadas nos processos de soldagem?
4) Especifique trs processos principais de soldagem por arco eltrico.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 38
Esprito Santo
___________________________________________________________________________________________________
Soldagem Oxiacetilnica
Soldagem por fuso a gs A soldagem a gs normalmente aplicada aos aos carbono, no-ferrosos e ferros fundidos. Nas indstrias petroqumicas, amplamente utilizada na soldagem de tubos de pequenos dimetros e espessura, e na soldagem de revestimentos resistentes a abraso. Pode tambm ser utilizada na soldagem de outros materiais, variando-se a tcnica, preaquecimento, tratamentos trmicos e uso de fluxos. A soldagem por fuso a gs, tambm chamada autgena, processa-se mediante a fuso do material, atravs do auxlio de uma chama constituda de gs e oxignio de elevada temperatura (Fig. 14).
Solda por fuso a gs
Fig. 14
Os gases combustveis, por exemplo, hidrognio, propano e acetileno, so aplicados na soldagem. O acetileno empregado, principalmente, por se obter um bom rendimento e elevadas temperaturas.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 39
Esprito Santo
___________________________________________________________________________________________________
O acetileno (C2H2) um hidrocarboneto que contm, em peso, uma porcentagem maior de carbono que qualquer outro gs hidrocarboneto combustvel. incolor e menos denso que o ar. Quando gasoso, instvel, se sua temperatura excede 780C ou 2 sua presso monomtrica sobre acima de 20N/cm . Uma decomposio explosiva pode ocorrer mesmo sem a presena do oxignio. O acetileno deve ser manuseado cuidadosamente.
Obteno do acetileno
CaC2 + 2H2O C2H2 + (OH)2
O acetileno, no tocante s suas propriedades, superior aos demais gases e oferece uma srie de vantagens em comparao com o propano e hidrognio. O acetileno obtido atravs da ao da gua em combinao com o carboneto de clcio.
Algumas vantagens deste processo Custo relativamente baixo. Altamente porttil e de fcil transporte. Soldagem possvel em todas as posies. Equipamento verstil, pois pode ser utilizado em operaes de brasamento, corte a chama e fonte de calor para aquecimento. Pode ser utilizado para soldar peas de espessuras finas e mdias. A principal desvantagem do processo o grau elevado de habilidade requerido do soldador, uma vez que ele deve controlar a temperatura, posio e direo da chama, alm de manipular o metal de adio.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 40
Esprito Santo
___________________________________________________________________________________________________
Equipamentos Garrafas de acetileno O acetileno fornecido em garrafas de ao (Fig. 15), com uma capacidade de 40 l, a qual preenchida internamente por uma massa porosa de 16 l de acetona. Ele solubilizado na acetona, pois normalmente o acetileno puro s pode ser comprimido at 1,5 bar sem que ocorra problemas, o que significa baixo contedo. O acetileno solubilizado na acetona pode ser comprimido sem problemas a 15 bar, ocorrendo assim 6000 l de gs acetileno por garrafa.
Garrafa de acetileno
Fig. 15
O consumo de acetileno no deve ser superior a 1000 l/h. As garrafas, cuja cor vermelha, devem ficar na posio vertical e nunca expostas ao sol. O acetileno combinado com o ar em torno de 2 a 8% torna-se inflamvel e explosivo. Garrafa de oxignio Possui um contedo de 40 l, numa presso de 150 bar, e uma quantidade de 6000 l de gs. No deve ter graxa ou leo nas vlvulas, pois provoca combusto. No deve ser utilizado mais de 1200 a 1500 l/h, por curto espao de tempo. A garrafa de oxignio de cor azul ou preta.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 41
Esprito Santo
___________________________________________________________________________________________________
Maarico de soldar O maarico de soldar (Figs. 16 e 17) composto de um dosador, onde o oxignio circula numa presso de 2-5bar, provocando uma depresso que arrasta o acetileno (0,4 bar), formando a mistura. A mistura circula at o bico de maarico, em condies para iniciar a chama.
Maarico de solda
Fig. 16
Esquema da mistura dos gases no maarico Detalhe Z
Fig. 17
O fluxo de mistura gasosa dever sair do bico do maarico, com uma velocidade que depende da presso necessria para soldar. A velocidade do fluxo deve ser maior que a propagao da combusto do gs empregado, para se evitar o retrocesso da chama.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 42
Esprito Santo
___________________________________________________________________________________________________
A distncia entre os dois primeiros maaricos deve ser suficiente para separar os jatos de oxignio e de corte (Figs. .51 e 52).
Fig. 51
Fig. 52
No caso de a temperatura abaixar aps o primeiro corte, ser formado um filme de xido solidificado pelo calor dos dois primeiros, podendo o corte, portanto, ficar mais atrasado. Para o incio do segundo e terceiro cortes, no necessrio parar a mquina. Em chapas finas (at 3/4), a distncia ser de 10 a 12mm. Quando a chapa for de espessura maior, a distncia entre o maarico ser menor. Nos casos em que o corte do segundo maarico feito fora da zona aquecida pelo primeiro, pode-se posicionar os dois no mesmo alinhamento (perpendicular direo do corte), dando porm mais inclinao ao segundo maarico, fazendo com que o jato do oxignio passe por trs do jato do primeiro (Fig. 53).
Fig. 53
Dessa forma, os dois primeiros maaricos aquecem a mesma rea e beneficiam o terceiro, que pode iniciar o corte sem que a mquina seja parada (Fig. 54).
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 43
Esprito Santo
___________________________________________________________________________________________________
Fig. 54
Defeitos tpicos em corte a gs Um corte bem executado assegura uma face lisa, sem oxidao excessiva e no esquadro com as faces da chapa ou pea. Os erros de seleo dos parmetros do os efeitos mostrados em seguida. Defeitos nas arestas Canto superior arredondado Pode ocorrer por utilizao muito lenta do avano do maarico; distncia do bico excessiva ou insuficiente; bico grande demais para o corte; ou ainda, presso excessiva do oxignio ou acetileno (Fig. 55).
Fig. 55
Canto inferior arredondado Pode ocorrer por excesso de velocidade ou excesso de oxignio (Fig. 56).
Fig. 56
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 44
Esprito Santo
___________________________________________________________________________________________________
Indentao do canto inferior Pode ser provocado por excesso de velocidade ou excesso de oxignio (Fig. 57).
Fig. 57
Mordedura no canto superior com escria Pode ocorrer quando a chama est forte demais (Fig. 58).
Fig. 58
Defeitos na face de corte no sentido vertical Processo no canto superior Pode ocorrer quando se utilizam bico sujo ou presso excessiva de oxignio (Fig. 59).
Defeitos na face de corte
Fig. 59
Rasgo convergente Ocorre quando a distncia entre o bico e a pea ou a presso de oxignio so excessivas (Fig. 60).
Defeitos na face de corte
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 45
Esprito Santo
___________________________________________________________________________________________________
Fig. 60
Rasgo divergente Normalmente ocorre quando se utiliza excesso de oxignio (Fig. 61).
Defeitos na face de corte
Fig. 61
Concavidade a concavidade pode ocorrer ao se utilizar bico muito pequeno, obstrudo ou danificado tambm por oxignio insuficiente (Fig. 62).
Defeitos na face de corte
Fig. 62
Ondulao Pode ser ocasionada pela utilizao de bico sujo ou oxignio insuficiente (Fig. 63).
Defeitos na face de corte
Fig. 63
Desvio angular Ocorre atravs do posicionamento incorreto do bico ou jato de oxignio desviado por rebarbas ou sujeiras (Fig. 64).
Defeitos na face de corte
Fig. 64
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 46
Esprito Santo
___________________________________________________________________________________________________
Defeitos na face de corte no sentido longitudinal Ondulao recurvada para trs no fundo Ocorre devido velocidade excessiva, bico muito pequeno ou oxignio insuficiente (Fig. 65).
Defeitos na face do corte
Fig. 65
Ondulao recurvada para frente no centro Ocasionada por jato de oxignio prejudicado pela sujeira ou pela rebarba ou bico inclinado para frente (Fig. 66).
Defeitos na face do corte
Fig. 66
Ondulao em S Pode ser provocada por sujeira, desgaste ou rebarba no bico (Fig. 67).
Defeitos na face do corte
Fig. 67
Ondulao desuniforme Pode ser provocada por aplicao de velocidade no uniforme ou, ainda, existncia de incrustaes na chapa (Fig. 68).
Defeitos na face do corte
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 47
Esprito Santo
___________________________________________________________________________________________________
Fig. 68
Profundidade excessiva Normalmente causada por distncia insuficiente do bico ou chama muito forte. algo comum se o material um ao-liga (Fig. 69).
Defeitos na face do corte
Fig. 69
Profundidade desuniforme Ocorre por variao na velocidade de conduo do maarico (Fig. 70).
Defeitos na face do corte
Fig. 70
Indentaes ocasionais Ocorrem quando h crepitaes (pulsao) da chama, ferrugem ou sujeira na chapa (Fig. 71).
Defeitos na face de corte
Fig. 71
Indentaes contnuas Podem ser ocasionadas pela distncia insuficiente do bico, chama muito fraca, sujeira ou ferrugem na chapa (Fig. 72).
Defeitos na face de corte
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 48
Esprito Santo
___________________________________________________________________________________________________
Fig. 72
Indentao na parte inferior Ocorrem por deformao da chama devido a sujeira ou bico danificado (Fig. 73).
Defeitos na face de corte
Fig. 73
Corte incompleto Corte incompleto no final Ocorre quando o jato de oxignio no uniforme devido a rebarba ou sujeira no bico (Fig. 74).
Defeitos na face de corte
Fig. 74
Corte perdido Ocorre se a distncia do bico chapa excessiva; por bico sujo, gasto ou com rebarbas; por chapa suja ou com ferrugem. Pode ocorrer tambm em chapas com alto teor de carbono ou com separaes internas. Defeitos por escria Escorrimento Normalmente ocorre quando se utilizam chama fraca ou oxignio insuficiente (Fig. 75).
Defeitos por escria
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 49
Esprito Santo
___________________________________________________________________________________________________
Fig. 75
Crosta adesiva Este caso possvel de ocorrer quando a chapa de ao cortada de ao-liga (Fig. 76).
Defeitos por escria
Fig. 76
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 50
Esprito Santo
___________________________________________________________________________________________________
Defeitos por trincas As trincas podem ocorrer na face do corte, tanto na regio superior, como inferior da chapa (Fig. 77).
Trincas na face do corte
Fig. 77
Ocorrem com mais freqncias nos aos de alto teor de carbono, de altas ligas ou temperado, devido insuficincia do preaquecimento ou ainda motivadas por um resfriamento rpido demais.
Corte com arco eltrico um processo de corte em que os metais a serem cortados so fundidos pelo calor de um arco eltrico entre o eletrodo e a pea. Aps a fuso, um jato de ar comprimido remove o metal fundido. Normalmente um processo usado em todas as posies, porm pode ser operado automaticamente. O processo pode ser utilizado em metais ferrosos e em alguns no-ferrosos. comumente utilizado na goivagem de soldas e para reparos de fundio. O processo requer uma habilidade de corte relativamente alta. A qualidade da superfcie de corte deixa a desejar. A Figura 78, apresenta o processo simplificado.
Corte com eletrodo de carvo e jato indireto
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 51
Esprito Santo
___________________________________________________________________________________________________
Fig. 78
Corte a arco eltrico com eletrodo metlico A Figura 79 apresenta o processo simplificado, no qual o arco eltrico gerado com a pea atravs de um eletrodo metlico, que possui um orifcio central por onde flui o jato de ar comprimido ou oxignio a elevada velocidade.
Corte com eletrodo metlico com jato direto
Fig. 79
A ao do jato diretamente no arco eltrico e, consequentemente, na regio de fuso, oferece melhores condies de corte, obtendo-se superfcie de qualidade melhor que no processo anterior.
Corte a plasma O corte a plasma se utiliza do calor de um arco eltrico combinado com um gs ionizado (plasma, que o quarto estado da matria). O arco obtido atinge a temperatura de at 20.000C, sendo, dessa forma, utilizado para o corte de qualquer metal ferroso.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 52
Esprito Santo
___________________________________________________________________________________________________
um processo de corte que separa os metais pela fuso de uma rea localizada com um arco constrito, e pela remoo do material fundido com um jato de gs ionizado quente, em alta velocidade (Fig. 80).
Corte com eletrodo metlico com jato direto
Fig. 80
Pode ser utilizado no corte manual, com maarico porttil, ou em corte mecanizado, utilizando-se mquinas extremamente precisas e dispositivos especiais de traagem. O seu maior uso no corte de aos e metais no-ferrosos de espessuras finas at mdias. muito utilizado para metais que contm elementos de liga os quais produzem xidos refratrios, por exemplo, aos inoxidveis e alumnio. Requer menor habilidade do operador que nos demais processos, com exceo do corte manual, em que o equipamento mais complexo (tabela 4).
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 53
Esprito Santo
___________________________________________________________________________________________________
Tabela 4 - Parmetros para corte a plasma
Materia l Espessura Corrente Largura do canal Velocidade do avano Consumo do gs
mm 2 5 Ao de alta liga 5 10 20 20 40 60 125 5 5
Alumnio
A 50 50 50 100 100 250 250 250 500 50 100 100 100 250 250
mm 2.0 2.0 2.0 3.0 3.0 4.5 4.5 4.5 9.0 2.0 3.0 3.0 3.0 4.5 4.5
mm/min 1600 1000 1800 800 400 800 300 150 100 1500 2500 1200 600 500 150
Ar 5 12 12 12 12 15 15 15 30 12 12 12 12 15 15
H2 8 8 8 8 12 12 12 15 8 8 8 8 12 12
N2 10 -
10 20 40 85
No processo de corte a plasma, usa-se um arco constrito atirado entre um eletrodo, resfriado gua, e a pea. O orifcio que restringe o arco tambm resfriado por gua. No processo, utilizada a corrente contnua com eletrodo negativo. A qualidade da superfcie de corte superior a dos demais processos, devido elevada temperatura encontrada. Caractersticas do processo Em funo das espessuras das peas, que variam de 6 a 150mm, pode-se atingir velocidades de corte de 10 a 450m/h. A faixa de corrente utilizada varia de 70 a 1.000A, em funo da superfcie de corte de que se necessita. Alm do seguimentos necessrios - fonte de energia, sistema de refrigerao e maaricos - h os gases consumveis, que so oxignio combinado com um gs que pode ser argnio, hidrognio ou nitrognio. Atualmente, utiliza-se uma mistura de argnio e hidrognio, com a qual se obtm uma potncia e uma qualidade de corte muito superiores ao hidrognio.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 54
Esprito Santo
___________________________________________________________________________________________________
Goivagem Goivagem a gs A operao de goivagem est intimamente ligada de soldagem. A goivagem a chama consiste na remoo do material, trabalhando-se com o eixo do bico do maarico inclinado de 25 a 35 em relao superfcie da chapa a ser trabalhada, conforme mostra a Figura 81. O metal goivado removido por meio de jato de oxignio a presso, ocasio em que a escria formada tambm eliminada (Figs. 82 e 83). Este mtodo de goivagem empregado principalmente na limpeza e acabamento da raiz de solda, na remoo de cordes de solda defeituosas e em confeces de canais de solda.
Preaquecimento da pea
Fig. 81
Incio da goivagem
Goivagem da pea
Fig. 82
Fig. 83
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 55
Esprito Santo
___________________________________________________________________________________________________
Goivagem a arco eltrico A goivagem a ar com arco eltrico outro processo muito empregado. Nele, o arco gerado entre um eletrodo de carvo revestido de cobre e o metal-base, conforme ilustrao da Figura 84.
Goivagem a arco eltrico
Fig. 84
No porta-eletrodo existe um orifcio em que flui o jato de ar comprimido, o qual executa a mesma funo do oxignio, apresentada no mtodo anterior, ou seja, aps provocar a oxidao, remove a escria fundida. O processo utiliza a corrente contnua com polaridade inversa. As Figuras 85 e 86 apresentam esquematicamente as operaes na goivagem a arco eltrico e a ar comprimido, utilizando-se eletrodos de carvo revestidos, bem como alguns parmetros de operao.
Goivagem a arco eltrico e ar comprimido
Fig. 85
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 56
Esprito Santo
___________________________________________________________________________________________________
Fig. 86 Corrente: 260 a 800A Avano: 350 a 550mm/min Quantidade de ar comprimido: 187 a 626 l/min. Presso: 4 a 6 bar
Nos processos mais atuais, utilizam-se eletrodos que j possuem um canal interno, atravs do qual flui o jato de ar comprimido. 2 O ar injetado a uma presso de 60 a 70N/cm (50 a 2 100ls/pol ) Goivagem a arco eltrico e oxignio Atravs deste processo, pode-se executar goivagem em materiais ferrosos e no-ferrosos e suas ligas, bem como em aos de baixa liga. Podem-se tambm, em casos especiais, executar, de modo simples e rpido, furos de 6 a 9mm em chapas de ao de at 200mm de espessura. Como apresenta a Figura 87, o eletrodo construdo de um tubo metlico de paredes finas, possibilitando o fluxo de oxignio a alta presso. Seu dimetro externo situa-se entre 1,5 e 3,5mm.
Eletrodo metlico
Fig. 87
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 57
Esprito Santo
___________________________________________________________________________________________________
Entre as vantagens, pode-se salientar a elevada velocidade de trabalho - em torno de 1000mm/min. As Figuras 88 e 89 apresentam operaes de goivagem do processo, bem como alguns parmetros do trabalho.
Goivagem a arco eltrico e oxignio
Fig. 88
Fig. 89 Corrente: 110 a 350A Avano: 750mm/min Quantidade de oxignio: 150 a 316 l/min Presso: 3 bar
Consideraes A goivagem a arco eltrico apresenta uma eficincia 2 a 3 vezes maior que nos processos a gs, alm de provocar uma zona termicamente afetada mais estreita, influenciando de forma reduzida o metal-base. Esses fatores fazem com que sua utilizao atualmente seja bem maior que a goivagem a gs.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 58
Esprito Santo
___________________________________________________________________________________________________
Questionrio - Resumo 1) Descreva o corte oxiacetilnico.
2) Quais os principais tipos de corte?
3) O que so mquinas de corte?
4) Como podemos executar um chanfro duplo?
5) Qual a importncia do p de ferro no corte a gs?
6) Descreva o corte a arco eltrico.
7) Por que o corte a plasma indicado para os aos inoxidveis?
8) Descreva a goivagem a gs.
9) Descreva a goivagem a arco eltrico.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 59
Esprito Santo
___________________________________________________________________________________________________
Soldagem a arco eltrico
Introduo eletrotcnica A corrente eltrica e o campo magntico no so visveis, porm se conhecem os seus efeitos, os quais podem ser: Efeito da luz A Figura 90 apresenta uma lmpada, a qual gera uma certa quantidade de luz, atravs do efeito da corrente eltrica.
Fig. 90
Efeito do calor A Figura 91 apresenta a gerao de calor produzido por uma resistncia eltrica, por onde flui uma determinada corrente.
Fig. 91
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 60
Esprito Santo
___________________________________________________________________________________________________
Efeito magntico Como se apresenta na Figura 92, a corrente eltrica, ao fluir numa bobina, magnetiza a pea-ncleo.
Fig. 92 O motor da Figura 93 um exemplo de efeito da fora do campo magntico, gerado pela corrente eltrica que transforma em rotao a fora eletromotriz.
Fig. 93 Efeito qumico Um efeito da corrente eltrica no campo da qumica apresentado na Figura 94, onde se verifica a decomposio da gua H2O em oxignio O2 e hidrognio 2H2.
Fig. 94
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 61
Esprito Santo
___________________________________________________________________________________________________
Em geral, forma-se um campo magntico, por onde flui uma determinada corrente eltrica. Por exemplo: Em torno de um condutor eltrico (Fig. 95).
Fig. 95
Em torno de um arco eltrico gerado (Fig. 96).
Fig. 96
No interior e em torno de uma bobina (Fig. 97).
Fig. 97
Para que possa haver um fluxo de corrente, o circuito de incio deve ser fechado (Fig. 98).
Fig. 98
A corrente pode ser contnua ou alternada.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 62
Esprito Santo
___________________________________________________________________________________________________
A intensidade da corrente eltrica medida em ampre (A). Quanto maior a amperagem, maior ser o efeito da corrente eltrica, sob as mesmas condies (Fig. 99).
Fig. 99
A tenso eltrica medida em volt e, sob as mesmas condies, quanto maior a voltagem, maior ser a corrente, bem como sua intensidade em A, que passar pelo condutor (Fig. 100).
Fig. 100
A resistncia passagem da corrente eltrica por um determinado material chama-se de resistncia eltrica, que medida em ohm. Quanto maior for a resistncia eltrica, maior deve ser a tenso para que se tenha a mesma corrente fluindo no condutor. Numa tenso constante, verifica-se: grande resistncia - baixa corrente pequena resistncia - alta corrente
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 63
Esprito Santo
___________________________________________________________________________________________________
Comparao entre o circuito hidrulico e o circuito eltrico na soldagem Observando-se os dois circuitos (Figs. 101a e 101b), pode-se notar a semelhana entre ambos. Possuem um elemento gerador de fluxo, bem como um elemento que oferece uma determinada resistncia. No circuito eltrico de soldagem, essa resistncia ocorre no arco eltrico.
Circuito hidrulico Fig. 101a
Circuito eltrico Fig. 101b
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 64
Esprito Santo
___________________________________________________________________________________________________
A tabela 5 apresenta um resumo das equivalncias entre os dois circuitos, assim como as unidades das grandezas do circuito eltrico.
Tabela 5 - Grandezas nos circuitos
Hidrulico Diferena de presso Volume de fluxo fluido Resistncia ao escoamento
Eltrico Diferena de potencial (tenso) Intensidade de corrente Resistncia eltrica
Unidades V (volt) A (ampre) (ohm)
A interdependncia existente entre a intensidade de corrente, a tenso e a resistncia verificada segundo a Lei de Ohm. O conhecimento dessa interdependncia muito til para que se entenda o que ocorre em um circuito eltrico de soldagem. Tenso cresce Cresce, se Intensidade de corrente Resistncia diminui
Resistncia aumenta Diminui, se Tenso diminui
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 65
Esprito Santo
___________________________________________________________________________________________________
Materiais condutores de corrente eltrica Os metais em geral so bons condutores de corrente, pois possuem uma baixa resistncia eltrica. Isso se aplica em especial ao cobre, o qual amplamente empregado em cabos para conduo de corrente eltrica (Fig. 102).
Fig. 102
Os materiais mal condutores de corrente eltrica, como porcelana, massa cermica, borracha, plstico, possuem uma certa resistncia eltrica. Por serem mal condutores, so empregados como materiais isolantes (Figs. 103 e 104)
Alicate de eletricista Fig. 103
Isolador Fig. 104
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 66
Esprito Santo
___________________________________________________________________________________________________
O arco eltrico uma descarga eltrica mantida em meio ionizado, com desprendimento de intenso calor e luz. Compara-se o arco eltrico a um raio que queima, porm, durante um certo tempo. No arco eltrico, tem-se tambm um circuito fechado. A diferena entre outros circuitos fechados, que, no caso de arco eltrico, a corrente flui atravs da atmosfera por uma pequena distncia, mesmo o ar no sendo bom condutor (Fig. 105).
Arco eltrico
Fig. 105
No comprimento do arco eltrico, existe uma mistura de molculas, tomos, ons e eltrons. Nesse caso, o ar ionizado, podendo vir a ser um condutor; a corrente pode fluir, porm o arco tem de ser aberto. Fontes de corrente de soldagem A soldagem no pode ser executada, utilizando-se diretamente a corrente normal da rede. A tenso muito elevada, podendo ser de 110, 220, 380 ou 440V. Com tais valores de tenso, existe perigo de vida. Alm disso, torna-se necessria uma elevada intensidade de corrente, a qual provocaria danos na rede, em funo da sua pequena seco de condutores. A rede no suportaria a sobrecarga. Com relao fonte de corrente de soldagem, devem-se fixar exigncias especiais. A tenso em vazio permitida para corrente alternada deve ser no mximo 70V. No caso de corrente contnua, mximo 100V, em funo do risco de vida. Na prpria soldagem, ocorre uma crescente intensidade de corrente e reduo de tenso (tenso de trabalho, na intensidade de corrente regulada na mquina potncia = V.A. (Volt Amper). No curto-circuito, a intensidade de corrente no deve ultrapassar um determinado valor limite. A tenso para abrir o arco deve ser rapidamente atingida.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 67
Esprito Santo
___________________________________________________________________________________________________
Mquinas de solda So equipamentos destinados a fornecerem ao circuito eltrico de soldagem a tenso e a corrente necessrias para ignio e funcionamento estvel do arco eltrico. Existem trs tipos de mquinas utilizadas na soldagem. Transformadores: soldagem. fornecem corrente alternada para a
Geradores e retificadores: fornecem corrente contnua para a soldagem. Transformador para soldagem Os transformadores de soldagem podem apenas ser conectados corrente alternada e fornecem s esse tipo de corrente. Isso est relacionado com a contnua variao do campo magntico na bobina primria, onde circula apenas corrente alternada. Essa constante variao ou alternncia do campo magntico gera corrente na bobina secundria (Fig. 106).
Fig. 106
Nos transformadores, modifica-se apenas a tenso da corrente alternada. Pode ser do tipo monofsico ou trifsico e ser alimentado com tenses de 110, 220, 380 e 440V. Os transformadores, sendo mquinas para soldagem com corrente alternada, no tm polaridade definida e s permitem o uso de eletrodos apropriados para esse tipo de corrente.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 68
Esprito Santo
___________________________________________________________________________________________________
A mquina normalmente dispe de dois terminais para ligao de cabo terra e porta-eletrodo (Fig. 107).
Representao esquemtica de um transformador de solda de alta potncia com comutador especial para chapas finas. Gama de regulagem da corrente: 20 a 80A Dimetro do eletrodo: 1 - 4mm 2 Seco do cabo de solda: 25mm Fig. 107
Na maioria dos casos, tem um dispositivo volante com o qual se regula a intensidade da corrente (Fig. 107). Observao: Em funo do consumo de potncia em trabalhos de longa durao utilizando-se eletrodos de dimetros maiores, deve-se ter o cuidado de selecionar-se a mquina com potncia adequada. Junto Figura 107, existem algumas especificaes de um transformador. Desvantagens dos transformadores Desequilibram a rede de alimentao, devido sua ligao monofsica. Devido alternncia da corrente de soldagem, que passa por zero a cada semiperodo, a tenso em vazio da mquina (42V) precisa ser elevada, a fim de possibilitar-se o reacendimento do arco eltrico. No podem ser usados com eletrodos que no proporcionem boa ionizao da atmosfera por onde flui o arco eltrico.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 69
Esprito Santo
___________________________________________________________________________________________________
Vantagens dos transformadores Eliminam o risco de surgimento do sopro magntico, que provoca uma fuso desigual do eletrodo e defeito na solda, principalmente incluses de escria. Baixo custo de equipamento. Baixo custo de manuteno. Geradores de solda So mquinas rotativas que possuem um motor eltrico ou motor de combusto interna, acoplado a um gerador de corrente eltrica contnua, destinada alimentao do arco eltrico (Fig. 108).
Gerador de solda
Fig. 108
Quando acoplados a motores eltricos, necessitam de uma rede eltrica trifsica, com tenses de 220/380/440V (Fig. 109).
Fig. 109
Os geradores resistem bem aos trabalhos de soldagem de longa durao, plena carga. A ligao de motor acoplado ao gerador do tipo estrelatringulo.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 70
Esprito Santo
___________________________________________________________________________________________________
Ligao estrela ( ) O motor parte com baixa intensidade de corrente. Ligao tringulo ( ) Neste tipo de ligao, o motor parte com intensidade total de corrente. Princpio do gerador No gerador, tem-se um rotor com bobinas que gira no campo magntico. As bobinas contidas no rotor produzem corrente que ser retirada atravs de coletores, resultando uma corrente contnua de sada (Fig. 110) para alimentar o arco.
Fig. 110
Emprego dos geradores Os geradores so largamente empregados por apresentarem os seguintes recursos: permitem o uso de todos os tipos de eletrodo devido corrente contnua; geram sua prpria energia atravs do acoplamento de um dispositivo girante, que pode ser um trator, motor a combusto, roda dgua, motores eltricos, etc. (Fig. 111). So muito usados em trabalho de campo por sua versatilidade.
Fig. 111
Podem ser de pequeno, mdio e grande portes, dependendo da exigncia do trabalho a ser realizado. Manuteno dos geradores Por possurem partes girantes, necessrio que se estabelea um plano de manuteno e lubrificao. Os coletores exigem uma
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 71
Esprito Santo
___________________________________________________________________________________________________
limpeza planejada, bem como uma troca peridica de suas escovas. Os geradores de corrente contnua apresentam, como desvantagem, o alto custo de aquisio em relao aos demais, bem com um alto custo de manuteno, por possurem partes mveis. Entretanto, apresentam de positivo a melhor estabilidade do arco eltrico. Retificadores de soldagem O retificadores de soldagem so constitudos basicamente de um transformador trifsico, cujo secundrio ligado a uma ponte de retificadores. Os retificadores so elementos que somente permitem a passagem de corrente em um s sentido, portanto convertem a corrente alternada em corrente contnua de sada. A Figura 112 apresenta uma idia da transformao da corrente alternada trifsica numa corrente contnua pulsante pela ao dos retificadores. As pulsaes se interrompem com a utilizao da corrente de soldagem. Os retificadores, no que diz respeito aos custos de aquisio e de manuteno, vantagens inerentes s mquinas de corrente contnua, isto , operam com baixas tenses em vazio, proporcionam um regime de arco eltrico estvel e permitem a utilizao de qualquer tipo de eletrodo.
Fig. 112
Observao: Em caso de incndio, devem ser utilizados extintores de CO2 ou nitrognio. Solda a arco eltrico com eletrodo revestido Abertura do arco eltrico Visto que o ar no um condutor, o arco deve ser inicialmente aberto atravs de um curto-circuito (Figs. 113 a 115), fazendo
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 72
Esprito Santo
___________________________________________________________________________________________________
com que, ao levantar-se o eletrodo (Fig. 115), a corrente flua neste instante com elevada amperagem.
Fig. 113
Fig. 114
Fig. 115
A elevada corrente no instante do curto-circuito provoca um intenso aquecimento, tendo-se, portanto, uma elevada temperatura. A elevada temperatura faz com que ocorra a fuso do eletrodo, cujas partculas fundidas passam a se transferir para a pea formando uma poa de fuso. Formas de transferncia do metal de adio Aps a abertura do arco e fuso do eletrodo, a transferncia do material do eletrodo para a pea pode vir a ocorrer atravs de gotas fundidas de tamanhos grandes, mdios ou pequenos (quase nvoa) (Fig. 116).
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 73
Esprito Santo
___________________________________________________________________________________________________
Fig. 116
O tipo de transferncia depende da corrente de soldagem, composio do eletrodo, comprimento do arco eltrico e composio do revestimento. Por exemplo, a Figura 117-1 caracteriza um processo com baixa corrente, enquanto que a Figura 117-3 caracteriza um processo com alta corrente.
Fig. 117
O revestimento do eletrodo tambm influncia na forma com que o material se funde. As Figuras 118 a 120 apresentam os tipos de gotejamento.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 74
Esprito Santo
___________________________________________________________________________________________________
Fig. 118
Fig. 119
Fig. 120
O gotejamento grosso caracteriza-se por baixa corrente e nele pode ocorrer perigo de curto-circuito. Apresenta o som de estalos e chiados, possui uma maior penetrao e tem uma taxa de deposio em torno de 10 a 30 gotas por segundo. A transferncia por gotejamento fino (Fig. 120) possui uma penetrao menor. Ela mais bem aplicada em revestimentos e ocorre com altas correntes. Tem um som normal e uma taxa de deposio em torno de 200 gotas por segundo. Atravs do tipo de corrente, pode-se influenciar a transferncia do material do eletrodo para a pea. Com a aplicao de uma fonte de corrente contnua de soldagem, podem-se ter diferentes temperaturas na pea e no eletrodo em funo da polaridade utilizada.
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 75
Esprito Santo
___________________________________________________________________________________________________
Essas diferenas de temperaturas na pea e no eletrodo modificam sensivelmente a deposio e a profundidade do cordo de solda (Figs. 121 e 122).
Fig. 121
Fig. 122
Corrente de soldagem Os geradores de corrente de soldagem fornecem a tenso e a corrente dentro de valores adequados para a operao. A tenso fica em torno de 15 a 30V em trabalho e a corrente situase na faixa de 60 a 300A. A Figura 123 apresenta graficamente o comportamento da tenso no arco eltrico.
Fig. 123
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 76
Esprito Santo
___________________________________________________________________________________________________
Eletrodos de solda Na soldagem a arco eltrico, o eletrodo um elemento dos mais importantes na transferncia de material. Num eletrodo no revestido ocorre, durante a transferncia, a combinao de O2, H2 e N2, existentes na atmosfera, com o metal fundido e com a poa de fuso. Os gases O2, H2 e N2 tendem a oxidar o metal de adio do cordo de solda, bem como interferir no arco eltrico, no resfriamento e na estrutura resultante (Fig. 124).
Fig. 124
O eletrodos normalmente possuem revestimentos de materiais no metlicos que, ao se fundirem, formam uma escria que, solidificando-se, atua como uma cobertura protetora do material de adio e do cordo de solda (Fig. 125).
Fig. 125
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 77
Esprito Santo
___________________________________________________________________________________________________
Alm disso, existem eletrodos que, em funo da composio do revestimento, geram gases e fumaa (Fig. 126), os quais protegem o arco da ao dos gases O2, H2 e N2, bem como o metal de adio. O revestimento torna mais fcil a fuso do eletrodo, melhorando ainda a condutibilidade eltrica na regio do arco, tornando-o mais estvel e de fcil conduo.
Fig. 126
Sopro magntico O sopro magntico um fenmeno que ocorre na soldagem a arco eltrico com corrente contnua. O arco no gerado regularmente, encurva-se e pode at se extinguir. A corrente que circula no condutor forma em torno dele um campo magntico (Fig. 127). No caso da corrente contnua, ele ocorre sempre em uma mesma direo.
Fig. 127
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 78
Esprito Santo
___________________________________________________________________________________________________
O arco eltrico uma parte da corrente que circula no condutor. Ele reage ao do campo magntico, desviando-se e curvandose. Existem em geral dois tipos de desvios: Compresso do arco Ocorre principalmente nos materiais no magnetizveis, como nos aos especiais, alumnio, cobre, etc. O campo magntico comprime o arco eltrico para fora (Fig. 128).
Fig. 128
Compresso da massa magntica No ao magnetizvel, a fora de atrao das peas magnetizadas muito grande; o arco desvia-se no sentido da maior massa de ao, ou seja para o meio da pea (Fig. 129).
Fig. 12
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 79
Esprito Santo
___________________________________________________________________________________________________
Influncia do sopro magntico O sopro magntico pode causar dificuldades no controle do banho de fuso e da escria, salpicos excessivos, falta de fuso ou de penetrao, reduo na velocidade de soldagem, porosidades e reduo de qualidade da solda executada. Desvios do arco eltrico O arco eltrico, em funo do sopro magntico, se desviar dos seguintes modos: Nas extremidades da pea, no sentido para dentro (Fig. 130).
Fig. 130
O arco eltrico tende a se desviar, encurvando-se com a tendncia a distanciar-se da conexo de corrente (Fig. 131).
Fig. 131
O arco eltrico tende a se desviar, encurvando-se na direo de concentraes de grandes massas de ao (Fig. 132).
Fig. 132
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 80
Esprito Santo
___________________________________________________________________________________________________
O desvio do arco eltrico pode ocorrer com encurvamento na junta, seguindo o sentido da corda j soldada (Fig. 133).
Fig. 133
Como evitar ou controlar o sopro magntico Embora o sopro magntico no possa sempre ser eliminado, ele pode ser controlado ou reduzido a nveis aceitveis, devendo-se, porm, conhecer alguns mtodos, a saber: Manter o arco o mais curto possvel. Reduzir, se possvel, a corrente de soldagem. Inclinar o eletrodo em relao pea, na direo do sopro (Fig. 134).
Fig. 134
Fazer pontos de solda reforados em ambas as extremidades e ao longo da junta, especialmente se houver muita abertura (Fig. 135).
Fig. 135
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 81
Esprito Santo
___________________________________________________________________________________________________
Soldar na direo de um ponto de solda j executado (Fig. 136).
Fig. 136
Empregar a tcnica de passe r. Utilizar uma seqncia adequada de soldagem (Fig. 137).
Fig. 137
Enrolar um cabo terra em volta da pea e fazer com que a direo do campo magntico neutralize o efeito causador do sopro. Colocar uma massa adicional de ao para minimizar o sopro magntico (Fig. 138).
Fig. 138
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 82
Esprito Santo
___________________________________________________________________________________________________
Embora seja raramente aplicado, pode-se tambm alterar a conexo de corrente (Fig. 139).
Fig. 139
Para execuo de trabalhos de soldagem que exijam o emprego de corrente acima de 250A, utilizar um transformador de correntes alternadas. Porm, observar que no se aplica a todos os tipos de eletrodos (Fig. 140).
Fig. 140
Seleo dos parmetros de soldagem A escolha adequada dos parmetros operacionais de suma importncia na conduo da operao de soldagem a arco eltrico com eletrodos revestidos. A seleo se faz mediante a tenso, a corrente, a velocidade e a penetrao de soldagem. Tenso de soldagem A tenso de soldagem regulada em funo do tipo de eletrodo, mas, geralmente, para uma dada classe de revestimento, ela varia linearmente com o comprimento do arco. Arcos muito longos tendem a causar instabilidade. Acompanhada de baixo insumo de calor, existe ainda a possibilidade de ocorrer oxidao ou nitrogenao da poa de fuso. Em conseqncia, a soldagem acompanhada de muitos respingos, com baixa taxa de deposio. O comprimento do arco deve ser de uma vez o dimetro do eletrodo, para as operaes de soldagem convencionais. Dentro desses limites, a tenso de soldagem na posio plana varia de 20 a 30 volts, para dimetro na faixa de 3 a 6 milmetros do eletrodo. Para as posies verticais e sobrecabea, conveniente
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 83
Esprito Santo
___________________________________________________________________________________________________
trabalhar com um arco mais curto e uma tenso de soldagem cerca de 2 a 5 volts mais baixa, para um controle mais eficiente da operao. O comprimento apropriado do arco percebido pelo prprio som produzido durante a soldagem. Um crepitar constante e uniforme denota um arco estvel; crepitaes e exploses indicam inadequao de comprimento do arco. O comprimento do arco depende exclusivamente da habilidade do soldador, no caso de soldagem manual com eletrodos convencionais. O comprimento adequado do arco proporciona uma penetrao uniforme, uma alta taxa de deposio e um cordo livre de mordeduras. Corrente de soldagem determinada basicamente pelo tipo de material a ser soldado e pelas caractersticas especficas da operao, como geometria e dimenses da junta, dimetro e classe de revestimento do eletrodo, posio de soldagem, etc. Dependendo do material, a dissipao do calor na zona de solda pode ser bastante alta, necessitando, por conseguinte, de um alto valor de corrente e muitas vezes de um preaquecimento da regio a ser soldada. Uma corrente excessivamente alta tambm poder acarretar a perda de elementos de liga. Em materiais de alta liga, poder ocasionar trincas a quente, como na soldagem dos aos austenticos, e produzir uma zona termicamente afetada de dimenses significativas. Da a importncia da seleo cuidadosa da corrente de soldagem. Como regra prtica, tem-se 40A x do eletrodo. Tabela 6
Dimetro mm 1,5 2,0 2,5 3,25 4,0 5,0 6,0 8,0
Parmetros de tenso e corrente de soldagem
Parmetros eltricos Tenso (V) 20 22 23 24 26 28 30 36 Corrente mdia (A) 40 10 65 15 80 30 130 50 170 60 20 80 300 90 400 100 Dens. mdia de corrente 2 A/mm 23 22 17 16 14 12 11 8 seco mm
2
Dados do eletrodo
1,77 3,14 4,91 8,30 12,57 19,64 28,27 50,27
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 84
Esprito Santo
___________________________________________________________________________________________________
Velocidade de soldagem determinada em funo da classe do eletrodo, dimetro de sua alma, da corrente de soldagem, da especificao do metal-base e de adio, da geometria da junta e preciso de montagem das peas e utilizao ou no de aquecimento. A velocidade de soldagem praticamente independe da tenso eltrica, mas proporcional intensidade da corrente. Uma alta velocidade implica um alto valor de corrente. Aumento na velocidade de soldagem, sendo constantes corrente e tenso, acarreta diminuio na taxa de deposio por unidade de comprimento da solda. A penetrao da solda aumenta at um determinado valor timo da velocidade de soldagem, a partir do qual comea a decrescer. Um acrscimo no insumo de calor. Um decrscimo no insumo de calor provoca um incremento na taxa de resfriamento na zona de solda, aumentando, portanto, seus efeitos prejudiciais. A seleo da velocidade de soldagem tambm se constitui, juntamente com a corrente, num dos parmetros fundamentais do processo de soldagem. Penetrao da solda A penetrao da solda (Fig. 141) um parmetro importante na soldagem, pois influi diretamente na resistncia mecnica estrutural da junta. Essa penetrao influenciada por fatores como as propriedade do fundente ou do fluxo, polaridade, intensidade de corrente, velocidade e tenso de soldagem. (a)
(b)
Fig. 141
(c)
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 85
Esprito Santo
___________________________________________________________________________________________________
Excepcionalmente, alguns eletrodos de alta penetrao exigem a utilizao de uma alta tenso de soldagem, mas normalmente um alto valor de voltagem acarreta um arco de comprimento demasiadamente longo, no permitindo a concentrao de energia na pea de fuso e, portanto, resultando em um cordo largo e com pouca penetrao (Fig. 141a) Pode-se dizer que quanto maior for a corrente, maior ser a penetrao, sendo que ela ser mxima velocidade de tima de soldagem (Fig. 141b); a velocidade superiores considerada tima, a penetrao tende a decrescer (Fig. 141c).
Qualidades e caractersticas de uma boa soldagem Uma boa soldagem deve oferecer, entre outras coisas, segurana e qualidade. Para alcanar esses objetivos, necessrio que os cordes de solda sejam efetuados com o mximo de habilidade, boa regulagem da intensidade e boa seleo de eletrodos. Caractersticas de uma boa solda Uma boa solda deve possuir as seguintes caractersticas: Boa penetrao Obtm-se quando o material depositado funde a raiz e estende-se por baixo da superfcie das partes soldadas. Iseno de escavaes Obtm-se uma solda sem escavaes quando, junto ao seu p, no se produz nenhuma cratera que danifique a pea. Fuso completa Obtm-se uma boa fuso, quando o metal-base e o metal depositado formam uma massa homognea. Ausncia de porosidade Uma boa solda est libre de poros, quando em sua estrutura interior no existem bolhas de gs, nem formao de escria.
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 86
Esprito Santo
___________________________________________________________________________________________________
Boa aparncia Uma solda tem boa aparncia quando se aprecia em toda a extenso da unio um cordo uniforme, sem apresentar fendas nem salincias. Ausncia de trincas Tem-se uma solda sem trincas quando no material depositado no existem trincas ou fissuras em toda a sua extenso. A seguir, sero mostradas algumas recomendaes para que se efetue uma boa solda.
Caractersticas
Recomendaes Use a intensidade suficiente, para obter a penetrao desejada.
Identificao de defeitos
Boa penetrao
Selecione os chanfros corretamente no caso de peas que devam ser chanfradas. Deixe a separao adequada entre as peas a se soldarem. use uma oscilao adequada e com a maior uniformidade possvel. Mantenha a altura do arco.
Pouca penetrao Fig. 142
Isenta de escavaes
Fig. 143
Boa fuso
A oscilao deve bordas da junta.
cobrir
as
A corrente adequada produzir depsitos e penetrao correta. Evite que o material em fuso deposite-se fora da unio.
Pouca fuso Fig. 144
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 87
Esprito Santo
___________________________________________________________________________________________________
Caractersticas
Recomendaes Limpe devidamente o material base. Permita mais tempo fuso, para que os gases escapem.
Identificao de defeitos
Ausncia de porosidade
Use uma intensidade de corrente apropriada. Mantenha a oscilao de acordo com a junta. Use o eletrodo adequado. Mantenha o arco a uma distncia apropriada. Evite o reaquecimento depsito excessivo. Use oscilao uniforme. Evite os intensidade. excessos por
Porosidade Fig. 145
Boa aparncia
de
Fig. 146
Evite soldar cordes em fileiras, em aos especiais. Faa solda de boa fuso. Proporcione a largura e a altura do cordo, de acordo com a espessura da pea. Ausncia de trincas Mantenha separao uniforme. as unies, apropriada com e
Trinca longitudinal
Trabalhe com a intensidade prpria para o dimetro do eletrodo. Preaquea o material de base, em caso de peas de ao ao carbono, de grande espessura.
Trincas em ambos lados Fig. 147
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 88
Esprito Santo
___________________________________________________________________________________________________
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 89
Esprito Santo
___________________________________________________________________________________________________
Simbologia de Soldagem
Definies A = ABERTURA DA RAIZ Distncia entre as peas a unir na raiz da junta. (Ver Fig. 148a) B = CHAPA AUXILIAR DE ESPERA Chapa auxiliar de espera ou cobre junta. Material usado como apoio, atrs da junta, durante a soldagem, e que tem a finalidade principal de evitar o vazamento descontrolado da solda atravs da fresta. A chapa auxiliar de espera poder ser retirada ou no, aps a soldagem. (Ver Fig. 148a). C = CORDO DE SOLDA Metal de solda depositado em uma junta, formando um elemento contnuo. (Ver Fig. 148a e 148b) D = GARGANTA DE UM FILETE (ALTURA DE UM FILETE) Altura relativa hipotenusa, do maior tringulo retngulo que puder ser inscrito na seo transversal do filete. (Ver Fig. 148b). E = JUNTA DE TOPO Junta entre duas peas, topo a topo, dispostas aproximadamente no mesmo plano. (Ver Fig. 148c). F = LADOS DE UM FILETE (PERNAS DE UM FILETE) So os catetos do maior tringulo que puder ser inscrito na seo transversal do filete. (Ver Fig. 148b). G = SOLDA DE FILETE (SOLDA DE NGULO) Solda de seo transversal aproximadamente triangular unindo duas peas ortogonais. (Ver Fig. 148b) H = NGULO INCLUSO OU NGULO DO ENTALHE ngulo formado pela juno das duas peas. (Ver Fig. 148a). I = NARIZ
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 90
Esprito Santo
___________________________________________________________________________________________________
Dimenso formada do bordo da chapa at o incio do chanfro. (Ver Fig. 148a).
Fig. 148a
Fig. 148b
Fig. 148c
Representao dos Processos de Acabamento atravs de Letras O acabamento na face da solda deve ser indicado por meio do smbolo de contorno desejado, e pela letra que defina o tipo de acabamento que se queira executar. As letras so as seguintes: C - Limpeza normal (Escova de ao, etc.) G - Esmerilhamento
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 91
Esprito Santo
___________________________________________________________________________________________________
H - Martelamento M - Usinagem R - Aplainamento Solda de topo nivelada c/ esmerilhamento. G M Solda de Usinagem. filete com acabamento por
Quando no houver sinal de acabamento, admite-se que a solda no sofra outro acabamento alm da limpeza normal. Todas as soldas com exceo das de bujo ou por ponto so supostas contnuas, a no ser quando indicados em contrrio. A Seta e seus respectivos smbolos devem ser aplicados tantas vezes quantas forem as mudanas bruscas de direo exceto quando o cordo for o mesmo para todo o contorno sendo neste caso empregado o smbolo correspondente. As dimenses e os comprimentos dos cordes, assim como os espaamentos entre eles devem ser indicados em milmetros e ao lado do respectivo smbolo. A linha de referncia deve ser sempre horizontal em relao ao desenho.
Smbolos de Soldagem
Fig. 149
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 92
Esprito Santo
___________________________________________________________________________________________________
Smbolos Bsicos
Tipos de solda Filete
Smbolo
Tampo ou fenda Ponto de projeo
Contnua
Sem chanfro
Bisel
Borda Virada
Uma Borda virada
Lado Oposto ou Reverso Depsito na Superfcie Entre peas curvas Entre peas Curva e Plana
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 93
Esprito Santo
___________________________________________________________________________________________________
Smbolos Suplementares
Tipos de solda
Smbolo
Em todo contorno
No campo
Penetrao total
Liso ou plano
Convexo
Cncavo
Questionrio - Resumo 1) Cite dois efeitos de corrente eltrica.
2) O que significa condutibilidade eltrica ?
3) Que tipos de fontes podem ser utilizadas na solda eltrica ?
___________________________________________________________________________________________________ CST Companhia Siderrgica de Tubaro 94
Esprito Santo
___________________________________________________________________________________________________
Noes bsicas de processo de Soldagem - Avaliao 1) Qual a definio de solda ?
2) O que chama neutra ?
3) Quais os principais problemas na soldagem oxiacetilnica ?
4) Qual o fator mais importante na escolha da vareta de solda ?
5) Cite trs caractersticas de um corte de boa qualidade.
6) Cite os trs principais defeitos no corte.
7) Quais as principais vantagens da goivagem por arco eltrico sobre a goivagem a gs.
8) Para que serve o revestimento do eletrodo e quais os tipos principais ?
9) O que sopro magntico e quais seus efeitos na soldagem ?
10) O que deve ser observado para que se consiga uma soldagem no arco eltrico de boa qualidade ?
___________________________________________________________________________________________________ SENAI Departamento Regional do Esprito Santo 95
Você também pode gostar
- Introdução aos processos de fabricação de produtos metálicosNo EverandIntrodução aos processos de fabricação de produtos metálicosNota: 5 de 5 estrelas5/5 (1)
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- SENAI Ferramentas EletricasDocumento88 páginasSENAI Ferramentas EletricasLuminariaeluz100% (4)
- Fundamentos da análise fractográfica de falhas de materias metálicosNo EverandFundamentos da análise fractográfica de falhas de materias metálicosAinda não há avaliações
- Apostila Senai SoldagemDocumento123 páginasApostila Senai SoldagemPAULOSLZSOUZA100% (2)
- Apostila Sobre Soldagem Processo Eletrodo RevestidoDocumento128 páginasApostila Sobre Soldagem Processo Eletrodo RevestidoIsaias RodrigoAinda não há avaliações
- Soldadura TIGDocumento31 páginasSoldadura TIGJohhSmithAinda não há avaliações
- Processos Fabricação MecânicaDocumento48 páginasProcessos Fabricação Mecânicasancosta777100% (1)
- Processos SoldagemDocumento119 páginasProcessos Soldagemc_guzanskyrochaAinda não há avaliações
- FerramentasDocumento68 páginasFerramentassancosta777100% (1)
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Apostila Mig - Mag e Arame Tuibular L&a Rev.2Documento47 páginasApostila Mig - Mag e Arame Tuibular L&a Rev.2eduardonadimAinda não há avaliações
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocumento49 páginasSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- Caldeiraria SoldagemDocumento127 páginasCaldeiraria SoldagemDener Tellini100% (2)
- Apostila de CalderariaDocumento106 páginasApostila de CalderariaHudsonxavier100% (1)
- Soldagem Eletrodo RevestidoDocumento38 páginasSoldagem Eletrodo RevestidoRayana VieiraAinda não há avaliações
- Soldagem Eletrodo RevestidoDocumento85 páginasSoldagem Eletrodo RevestidoShueidy Braga67% (3)
- Apostila Gmaw (Mig-Mag)Documento134 páginasApostila Gmaw (Mig-Mag)gionni_scAinda não há avaliações
- 02 Curso Básico de Soldagem Dos Metais - Curso de Soldas Parte 2Documento93 páginas02 Curso Básico de Soldagem Dos Metais - Curso de Soldas Parte 2Ronie Toledo100% (2)
- A4 - Prominp Estatistica Aplicada A Metrologia PDFDocumento99 páginasA4 - Prominp Estatistica Aplicada A Metrologia PDFVinicius Rocha MathiasAinda não há avaliações
- Tecnologia Dos Materiais PDFDocumento18 páginasTecnologia Dos Materiais PDFEdnilson dos Santos100% (3)
- Senai - 6 Processo MIG MAGDocumento22 páginasSenai - 6 Processo MIG MAGAnonymous XQuDOLAinda não há avaliações
- Soldador de TubulacaoDocumento144 páginasSoldador de Tubulacaoalanrego_agprAinda não há avaliações
- Hidráulica e Pneumática PDFDocumento113 páginasHidráulica e Pneumática PDFjulianojba100% (3)
- Tecnologia Da Soldagem 2012 - Prof. Amilton CordeiroDocumento88 páginasTecnologia Da Soldagem 2012 - Prof. Amilton Cordeiroalanrogermoreno100% (1)
- Soldagem Eletrodo RevestidoDocumento66 páginasSoldagem Eletrodo Revestidowellington848100% (6)
- Elementos de Máquinas Senai-CimatecDocumento419 páginasElementos de Máquinas Senai-CimatecIgor FerreiraAinda não há avaliações
- Soldagem MIG (Slides)Documento28 páginasSoldagem MIG (Slides)César Augusto100% (1)
- MM Soldagem V3Documento215 páginasMM Soldagem V3Sérgio P. Cabral100% (1)
- Apostila de Processos de UsinagemDocumento192 páginasApostila de Processos de Usinagemmachsilva100% (2)
- Apostila SenaiDocumento135 páginasApostila Senaiandrelorandi100% (2)
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDocumento36 páginasSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséAinda não há avaliações
- Ajustagem MecânicaDocumento35 páginasAjustagem MecânicaLeonardo Da Silva AlvesAinda não há avaliações
- Telecurso 2000 - Processos de FabricaçãoDocumento793 páginasTelecurso 2000 - Processos de FabricaçãoTecmecânico60% (5)
- Apostila Soldagem TIGDocumento74 páginasApostila Soldagem TIGRoberto De Oliveira100% (8)
- RolamentosDocumento19 páginasRolamentosOtávio CarrielAinda não há avaliações
- A influência do aumento do percentual do etanol à gasolina nas características do combustível automotivoNo EverandA influência do aumento do percentual do etanol à gasolina nas características do combustível automotivoAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Desenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoNo EverandDesenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Metodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselNo EverandMetodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Noções Básicas de Soldagem e CorteDocumento123 páginasNoções Básicas de Soldagem e CorteJhon SilvaAinda não há avaliações
- Apostila de oxicorte e solda com oxigasIntrodução à Soldagem .......................................................... 05 • Introdução ......................................................................... 05 • Definição da Solda............................................................. 05 • Considerações sobre a solda ............................................ 05 • Fontes de calor utilizadas .................................................. 07 • Vantagens das junções soldadas em geral ....................... 08 • Classificação dos processos de soldagem ........................ 09 • Considerações sobre os principais processos de soldagem .......................................................................................... 10 • Solda a arco elétrico .......................................................... 10 • Soldagem a arco elétrico com proteção gasosa (MIG/MAG) .......................................................................................... 11 • Soldagem aDocumento123 páginasApostila de oxicorte e solda com oxigasIntrodução à Soldagem .......................................................... 05 • Introdução ......................................................................... 05 • Definição da Solda............................................................. 05 • Considerações sobre a solda ............................................ 05 • Fontes de calor utilizadas .................................................. 07 • Vantagens das junções soldadas em geral ....................... 08 • Classificação dos processos de soldagem ........................ 09 • Considerações sobre os principais processos de soldagem .......................................................................................... 10 • Solda a arco elétrico .......................................................... 10 • Soldagem a arco elétrico com proteção gasosa (MIG/MAG) .......................................................................................... 11 • Soldagem aCristianeMedeirosAinda não há avaliações
- Maquinas MetalurgicaDocumento48 páginasMaquinas Metalurgicamosinha13Ainda não há avaliações
- Manual Solda SenaiDocumento123 páginasManual Solda SenaidolivioAinda não há avaliações
- Refrigeração Industrial (LIVRO COMPLETO) - Jabardo - e - Stoecker PDFDocumento384 páginasRefrigeração Industrial (LIVRO COMPLETO) - Jabardo - e - Stoecker PDFLino Alves Inácio100% (1)
- A Arte de Viver em Paz - WEIL, PierreDocumento175 páginasA Arte de Viver em Paz - WEIL, PierreLino Alves InácioAinda não há avaliações
- Questionário US GeralDocumento231 páginasQuestionário US GeralLino Alves Inácio83% (6)
- Aula 02 - Estrutura de Sólidos CristalinosDocumento34 páginasAula 02 - Estrutura de Sólidos CristalinosLino Alves InácioAinda não há avaliações
- Ultrassom - Exame PráticoDocumento6 páginasUltrassom - Exame PráticoLino Alves InácioAinda não há avaliações
- EnsaioporultrasomDocumento78 páginasEnsaioporultrasomThiago Vianna100% (1)
- Ultrassom - ProcedimentoDocumento29 páginasUltrassom - ProcedimentoLino Alves InácioAinda não há avaliações
- Ultrassom - Automático de SoldasDocumento14 páginasUltrassom - Automático de SoldasLino Alves InácioAinda não há avaliações
- Ultrassom - ChapasDocumento8 páginasUltrassom - ChapasLino Alves InácioAinda não há avaliações
- Ferramentas de Gestão Da Qualidade: FTADocumento5 páginasFerramentas de Gestão Da Qualidade: FTAGerisval Alves PessoaAinda não há avaliações
- Pert CPMDocumento39 páginasPert CPMLino Alves Inácio100% (2)
- ESAB OK 1901100rev0 - ApostilaArcoSubmersoDocumento146 páginasESAB OK 1901100rev0 - ApostilaArcoSubmersowsfranca100% (1)
- Apostila de Pneumática - ParkerDocumento168 páginasApostila de Pneumática - ParkerIzabela Almeida Mocelin100% (3)
- Turbinas A GásDocumento135 páginasTurbinas A GásLino Alves InácioAinda não há avaliações
- Maquinas Termicas 01Documento134 páginasMaquinas Termicas 01Lino Alves Inácio100% (2)
- 02 - Materiais PROPRIEDADESDocumento12 páginas02 - Materiais PROPRIEDADESLino Alves InácioAinda não há avaliações