ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 1 de 29
PR011
Reviso: 11 (out/2004)
1. OBJETIVO Este procedimento fixa as condies para a execuo do ensaio por ultra-som para deteco e avaliao de descontinuidades em juntas soldadas de acordo com o Sistema Nacional de Qualificao e Certificao de Pessoal em Ensaios No Destrutivos - SNQC/END. aplicvel para as seguintes situaes: Juntas de topo entre chapas e tubos Juntas de ngulo Conexes Juntas tubulares Este procedimento no aplicvel a juntas soldadas em tubulaes do tipo tubo x acessrio. NORMAS DE REFERNCIA Cdigo ASME - Sec. V Adenda 2002 BS- 4331 Parte 3 Edio de 1987) BS 7910 edio 1999 Guide on methods for assessing the acceptability of flaws in metallic structures. 2.4 BS EN 12223 Edio de 2000 2.5 BS EN 27963 Edio de 1992 3. 3.1 3.2 3.3 MATERIAL/DIMENSES Ao carbono e aos de baixa liga com teores de liga at 6% Espessuras de 5 mm a 45 mm Dimetro mnimo - 2" ( ext 60,3 mm) 2. 2.1 2.2 2.3
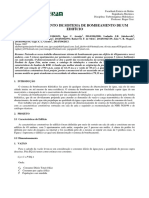
4. SADE E SEGURANA 4.1 Antes da aplicao deste procedimento todas as pessoas envolvidas com a inspeo, devem estar familiarizadas com os contedos dos procedimentos de segurana local. 4.2 Em funo dos locais de inspeo e dos produtos a serem utilizados, o inspetor deve avaliar a necessidade de uso de EPIs apropriados. 4.3 Toda atividade executada de forma a minimizar ou evitar os impactos ambientais potenciais. 4.4 Deve ser rigorosamente observado a limpeza da rea de trabalho, os materiais quando no forem mais utilizados, devem ser recolhidos e transferidos para locais adequadas. 5. DIMENSIONAL, TIPO E DETALHE DE JUNTAS 5.1 Junta de Topo entre chapas e tubos
= 30 a 80 a = 1,6 0,8mm b = 2,4 0,8 mm t = 5 a 25 mm
A ABENDE, Associao Brasileira de Ensaios No Destrutivos, um Organismo de certificao acreditado pelo INMETRO, oferecendo a Certificao de Pessoal atendendo a requisitos internacionais , atravs do Sistema Nacional de Qualificao e Certificao de Pessoal em Ensaios No Destrutivos SNQC/END
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 2 de 29
PR011
Reviso: 11 (out/2004)
5.2 Junta de ngulo em "T"
= 45 a 60 1 = 45 a 60 a = 2,4 0,8 mm t = 12 a 45 mm
5.3 Junta de ngulo com solda em ngulo
1 = 20 a 30 1 = 28 a 40 a = 2,4 0,8 mm t = 12 a 45 mm
2 = 40 a 74 2 = 16 a 50
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 3 de 29
PR011
Reviso: 11 (out/2004)
5.4 Conexo com chanfro de geometria varivel
0 45 20 90 19 t1 38 mm 15 t2 25 mm 10 t3 20 mm a = 3,2 0,8 mm b = 10,0 1,0 mm
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 4 de 29
PR011
Reviso: 11 (out/2004)
Conexo com chanfro de geometria varivel (Continuao)
0 45 20 90 19 t1 38 mm 15 t2 25 mm 10 t3 20 mm a = 3,2 0,8 mm b = 10,0 1,0 mm
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 5 de 29
PR011
Reviso: 11 (out/2004)
5.5 Junta Tubular (N)
Detalhamento dos cortes A-A, B-B, C-C, D-D, da junta tubular 6. APARELHO 6.1 equipamento dever estar em conformidade com o Anexo I. 7. CABEOTES 7.1 Os cabeotes a serem utilizados devem ser de 4 MHz. 7.2 Os cabeotes normais devem ser utilizados para espessuras iguais ou maiores que 25 mm. Para espessuras menores do que 25 mm devem ser utilizados cabeotes duplo-cristal. 7.3 Os cabeotes angulares a serem utilizados devem ter o ngulo variando de 35 a 80 graus. 7.4 O rudo mximo permitido de 10% da altura total da tela. 7.5 O ngulo do cabeote deve ser escolhido observando-se os seguintes requisitos:
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 6 de 29
PR011
a) ser compatvel com o detalhe dimensional da junta soldada; b) ser compatvel com o tipo de descontinuidade a ser detectada. c) Recomenda-se no mnimo os seguintes ngulos: ngulo do cabeote 60 e 70 60 e 70 / 45 e 60 45 e 60 / 45 e 70 45 e 60 espessura do material 15 mm > 15mm e 25 mm > 25 mm e 40 mm > 40 mm
Reviso: 11 (out/2004)
d) Cabeotes utilizados em superfcies com raio de curvatura inferior a 250 mm devem possibilitar um ajuste de suas sapatas superfcie. 7.6 O ponto de emisso e o ngulo real dos cabeotes angulares devem ser verificadoss diariamente no bloco padro V1. O ngulo real pode variar no mximo, mais ou menos 2 graus em relao ao ngulo nominal. 7.7 Os cabeotes devem apresentar resoluo conforme o requerido no anexo I. 8. MTODO DE CALIBRAO 8.1 A calibrao da escala de distncia deve ser efetuada utilizando-se os blocos V1 ou V2. 8.2 SOLDAS ENTRE CHAPAS PLANAS, JUNTAS DE NGULO, CONEXES E JUNTAS TUBULARES (N) 8.2.1 Bloco de referncia - A calibrao da sensibilidade e a traagem da curva de referncia devem ser feitas em um bloco de referncia que deve ter uma espessura "T" relacionada com a espessura do material a ser ensaiado, como indicado na Figura 1a ou 1b. Quando duas ou mais espessuras "t" compe a mesma junta soldada, o valor "t" a ser considerado deve ser determinado conforme a seguir: a) b) c) Para juntas soldadas de topo e juntas de ngulo em ngulo, t deve corresponder a espessura mdia da solda; Para juntas de conexes, t deve corresponder a espessura mdia da solda entre o casco e o pescoo, excluindo-se quando existente, a solda da chapa de reforo; Para juntas tubulares, t deve corresponder a menor das espessuras dos partes envolvidas.
Entretanto, quando a condio selecionada for invivel em funo do alcance de varredura, a calibrao dever ser efetuada utilizando-se o bloco de referncia de maior espessura, porm com refletor equivalente espessura t conforme os itens a, b ou c acima.
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 7 de 29
PR011
Reviso: 11 (out/2004)
figura 1a
figura 1b Espessura do bloco Dimetro do bsico de calibrao (T) furo mm (pol.) mm (pol) 20 (3/4)ou t 38 (1 ) ou t 2,4 (3/32) 3,2 (1/8) Dimenses do entalhe (Aplicvel somente ao bloco 1b) mm ( pol.) Profundidade do entalhe = 2% T Largura do entalhe = 6,4 (1/4) Comprimento do entalhe = 25 (1)
Espessura da junta (t) mm(pol) igual ou inferior a 25 (1) acima de 25(1) e at 50 (2)
FIGURA 1 Bloco de Referncia Notas: (1). Os furos devem ter uma profundidade mnima de 40 mm, e essencialmente paralelos superfcie de exame. (2). A tolerncia do dimetro deve ser mais ou menos 0,1 mm. A tolerncia na localizao do furo, ao longo da espessura deve ser mais ou menos 1,0 mm. 8.2.2 Se a varredura for efetuada numa superfcie cilndrica, numa direo ortogonal ao eixo desta, e a superfcie de contato tem um dimetro externo de curvatura menor ou igual a 500mm, o dimetro
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 8 de 29
PR011
Reviso: 11 (out/2004)
externo de curvatura de bloco de referncia deve preferencialmente ser o mesmo da superfcie de contato. A tolerncia no dimetro externo de curvatura da superfcie a ser inspecionada de 0,9 a 1,5 vezes o dimetro do bloco de referncia ( Figura 2).
Dimetro da superfcie do bloco bsico de calibrao, polegadas (mm)
Dimetro da superfcie de exame, polegadas (mm)
FIGURA 2 Blocos de Referncia Curvos Procedimentos da seleo do dimetro de curvatura dos blocos de referncia: a) marque o dimetro (de curvatura) da superfcie do bloco de referncia na linha diagonal; b) trace, pelo ponto marcado, uma linha horizontal ligando a diagonal s linhas dos limites 0,9 e 1,5 ; c) o segmento de reta, compreendido entre as linhas dos limites 0,9 e 1,5, representa, na escala horizontal, a faixa de dimetros (de curvatura) das superfcies que podem ser examinadas com um sistema calibrado mediante o emprego desse bloco. Nota: Devem ser tambm atendidos os requisitos para faixas de espessuras. 8.2.3 Calibrao da sensibilidade para cabeotes normais/duplo-cristal.- Na inspeo do metal de base (regio adjacente solda) com cabeote normal/duplo-cristal, a calibrao deve ser feita colocandose o eco de fundo a 80% da altura total da tela. Para inspeo de soldas e suas conseqncias e confeco das curvas de referncia para cabeotes normais/duplo cristal, deve ser feita conforme seqncia descrita a seguir (ver Figura 3): a) Posicionar o cabeote de modo a maximizar o eco do furo que proporcione a maior amplitude;
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 9 de 29
PR011
Reviso: 11 (out/2004)
b) Ajustar o controle de ganho de modo a se obter deste furo uma indicao com 80% de altura da tela, marcando o pico desta indicao na tela; o ganho chamado de ganho primrio (GP); c) Sem alterar o ganho, posicionar o cabeote sobre os demais furos, marcando as respectivas amplitudes na tela; d) Interligar as marcaes de modo a se obter a curva de referncia primria; e) Traar as curvas de 50% e 20% da amplitude da curva de referncia primria, reduzindo-se o ganho em 6 dB e 14 dB em relao ao ganho primrio.
FIGURA 3 - Curvas de Referncia - cabeote normal e duplo-cristal 8.2.4 Calibrao da sensibilidade para cabeotes angulares - A construo das curvas de referncia para cabeotes angulares deve ser feita conforme seqncia descrita a seguir (ver Figura 4): a) b) c) d) e) Posicionar o cabeote de modo a maximizar o eco do furo que proporcione a maior amplitude; Ajustar o controle de ganho de modo a se obter deste furo uma indicao com 80% da altura da tela; o ganho chamado de ganho primrio (GP); Sem alterar o ganho, posicionar o cabeote de modo a se obter a resposta nas demais posies, marcando suas amplitudes na tela; Interligar as marcaes de modo a se obter a curva de referncia primria; Traar as curvas de 50% e 20% da amplitude da curva de referncia primria, reduzindo o ganho em 6 dB e 14 dB em relao ao ganho primrio (GP).
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 10 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 4 - Curvas de Referncia - Cabeote Angular 8.2.5 Se na traagem da curva de referncia, os ltimos pontos ficarem abaixo de 20% de altura da tela, deve ser construda uma nova curva a partir destes pontos, denominada curva de referncia auxiliar, como segue: a) Selecionar no bloco de referncia o primeiro eco cuja altura seja igual ou inferior a 20% da altura da tela; b) Elevar este eco at 80% da altura da tela, utilizando-se o controle de ganho (este novo ganho chamado ganho auxiliar - GA); c) Sem alterar o ganho, obter os ecos dos furos, com percursos maiores, marcando suas amplitudes na tela; d) Interligar as marcaes de modo a se obter a curva de referncia auxiliar.
8.2.6
A rea da curva de referncia entre o zero da escala e o seu primeiro ponto "1" (ver Figuras 3 e 4), no deve ser utilizada para avaliao de descontinuidades. No h, entretanto, nenhum inconveniente em utiliz-la para deteco de descontinuidades, as quais devem, porm, ser avaliadas dentro da regio til da curva de referncia.
9.3 SOLDAS DE TUBULAO 9.3.1 Bloco de referncia A calibrao da sensibilidade e a traagem da curva de referncia devem ser feitas em um bloco de referncia que deve ter uma configurao como mostra a figura 5. O bloco de calibrao deve ter o mesmo dimetro e espessura da tubulao a ser inspecionada.
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 11 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 5 Bloco de referncia para tubulao
* Os entalhes devem ser localizados a uma distncia no menor que T ou 25 mm, a qual for maior, em relao a qualquer lado do bloco ou outro entalhe.
Notas: (1) O mnimo comprimento do bloco (L) deve ser 203 mm ou 8T, o qual for maior (2) Para dimetro externo de 102 mm ou menor, o mnimo de comprimento de arco deve ser 270 graus. Para dimetro externo maior que 102 mm, o mnimo de comprimento de arco deve ser 203 mm ou 3T, o qual for maior. (3) Profundidade dos entalhes deve ser no mnimo de 8% da espessura T at um mximo de 11% da espessura T. A largura do entalhe deve ser no mximo 6,4 mm. O comprimento dos entalhes deve ser de no mnimo 25 mm. 9.3.2 Calibrao da sensibilidade para cabeotes normais/duplo-cristal.- Na inspeo do metal de base (regio adjacente solda) com cabeote normal/duplo-cristal, a calibrao deve ser feita colocandose o eco de fundo a 80% da altura total da tela. Calibrao da sensibilidade para cabeotes angulares - A construo das curvas de referncia para cabeotes angulares deve ser feita conforme seqncia descrita a seguir (ver Figura 6): a) b) c) d) e) Posicionar o cabeote de modo a maximizar o entalhe posicionado no dimetro interno (1/2 pulo); Ajustar o controle de ganho de modo a se obter deste entalhe uma indicao com 80% da altura da tela; o ganho chamado de ganho primrio (GP); Sem alterar o ganho, posicionar o cabeote de modo a se obter a resposta do entalhe posicionado no dimetro externo (1 pulo) e posteriormente obter a resposta referente ao entalhe posicionado no dimetro interno com um percurso equivalente a 1,5 pulos; Interligar as marcaes de modo a se obter a curva de referncia primria; Traar as curvas de 50% e 20% da amplitude da curva de referncia primria, reduzindo o ganho em 6 dB e 14 dB em relao ao ganho primrio (GP).
9.3.3
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 12 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 6 curva de referncia - tubulao Nota: para a varredura transversal utilizar os entalhes usinados de maneira perpendicular ao eixo do tubo e para a varredura executada com o cabeote aproximadamente paralelo a margem da solda, dever ser utilizado os entalhes posicionados de maneira longitudinal ao eixo do tubo. 9.4 CORREO DAS PERDAS POR TRANSFERNCIA 9.4.1 A correo devido perda por transferncia para cabeotes normais e duplo-cristal deve ser executada da seguinte maneira: a) Maximizar um eco de fundo do bloco de referncia e com o auxlio do controle de ganho, posicion-lo a 80% da altura total da tela do aparelho; b) Com o mesmo ganho, posicionar o cabeote na pea a ser examinada; c) Verificar a diferena na altura dos ecos em decibis, sendo esta diferena denominada perda por transferncia (PT), que deve ser acrescida ou diminuda no ganho primrio; d) ganho resultante denominado ganho corrigido (GC=GP+PT)
9.4.2
A correo devida perda por transferncia para cabeotes angulares deve ser executada da seguinte maneira: a) b) c) d) e) f) g) Com o auxlio do bloco de referncia, deve ser traada a curva mostrada na Figura 7, com dois cabeotes, um como emissor e outro como receptor, de mesmo ngulo, freqncia tipo e fabricante. Os cabeotes devem ser posicionados conforme Figura 7, de modo a se obter o sinal E/R1, sendo o sinal maximizado e colocado a 80% de altura da tela; Sem alterar o ganho, os sinais das posies E/R2 e E/R3 devem ser marcados na tela; Interligar os pontos de E/R1 e E/R3 obtendo-se uma curva sobre a tela; Com o mesmo ganho, posiciona-se os cabeotes na pea a ser examinada (ver Figura 7), na posio E/P1 e se a altura do eco deste posicionamento for igual altura da curva (alnea b), no so necessrias correes; Havendo diferenas, ajusta-se a altura encontrada no material da pea para a mesma altura da curva (alnea b) e anota-se o nmero de decibis (PT) que devem ser acrescidos ou diminudos no ganho primrio; ganho resultante denominado ganho corrigido (GC = GA + PT).
Notas: (1) A verificao da perda por transferncia deve ser feita na pea, na mesma superfcie e direo que ser executada a varredura. (2) No caso de soldas de tubulao (bloco curvo) no necessria a tracagem da curva citada na figura 7. A verificao das perdas deve ser feita utilizando-se apenas o pulo completo.
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 13 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 7 - Correo da perda por transferncia 9.4.3 O ganho para varredura deve ser o ganho corrigido acrescido de 6 dB. Para avaliao de descontinuidades, o ganho deve ser o ganho corrigido, sem o acrscimo de 6 dB. 10. TEMPERATURA DA SUPERFCIE E DO BLOCO DE REFERNCIA 10.1 A temperatura da superfcie deve estar entre 0 e 55C. 10.2 A diferena de temperatura entre a superfcie de ensaio e o bloco de referncia utilizado no deve ser superior a 14C. 11. CONDIO SUPERFICIAL E PREPARAO 11.1 A superfcie deve estar livre de respingos de solda, xidos, carepa de laminao, etc. que possam interferir no acoplamento satisfatrio e na movimentao do cabeote. 12. ACOPLANTES 12.1 Carboxi-Metil-Celulose
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 14 de 29
PR011
Reviso: 11 (out/2004)
13. TCNICA DE VARREDURA 13.1 A regio do metal de base a ser percorrida pelas ondas do cabeote angular deve ser primeiramente inspecionada com cabeote normal/duplo cristal para se pesquisar a existncia de descontinuidades paralelas superfcie que caso existam, devem ser registradas e consideradas na realizao do ensaio com cabeotes angulares. 13.2 Para a varredura das soldas, devem ser empregados no mnimo 2 cabeotes angulares de ngulos diferentes sendo que um deles deve incidir o mais perpendicular possvel face do bisel. Para a escolha dos cabeotes deve-se observar a recomendao feita no item 6. 13.3 No ensaio das juntas de ngulo devem ser utilizados pela superfcie 3 os cabeotes duplo-cristal ou normal, e um cabeote angular de 45. 13.4 Para juntas tubulares a varredura dever ser feita utilizando-se os trs ngulos , 45, 60 e 70. 13.5 Na conexo devem ser empregados na varredura pela superfcie 2 e 3 os cabeotes de 45, 60 e 70. Pela superfcie 1B deve ser utilizado o cabeote normal ou duplo-cristal. 13.6 A varredura para detectar descontinuidades transversais (figura 18) deve ser realizada sempre que possvel. 13.7 A varredura deve ser executada com uma sobreposio mnima de 15% e a velocidade de inspeo no superior a 150 mm por segundo. 13.8 A rea e a tcnica de varredura devem estar de acordo com as Figuras 10 a 19. 13.9 Em juntas circunferenciais de tubos com dimetro 6" a raiz deve ser examinada com cabeote de 70 graus posicionado de tal maneira que o feixe snico atinja a raiz na linha de centro da solda, (ver figura 8). O cabeote deve ento ser movimentado paralelamente ao eixo do cordo de solda em ambos os lados da mesma. Para facilitar o posicionamento do cabeote, devem ser produzidas marcaes permanentes a 50 mm de distncia da face da raiz ( ver figura 9).
FIGURA 8 - Varredura da raiz
FIGURA 9 - Marcas referenciais para o posicionamento do cabeote
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 15 de 29
PR011
FIGURA 10 - Junta de Topo
Reviso: 11 (out/2004)
FIGURA 11 - Junta de ngulo em T
FIGURA 12 - Junta de ngulo com solda em ngulo
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 16 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 13 - Conexo com Chanfro de Geometria Varivel
FIGURA 14 - Conexo com Chanfro de Geometria Varivel
FIGURA 15 - Conexo com Chanfro de Geometria Varivel
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 17 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 16 - Conexo com Chanfro de Geometria Varivel
FIGURA 17 Junta tubular
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 18 de 29
PR011
Reviso: 11 (out/2004)
FIGURA 18 Varredura para deteco de descontinuidades transversais (a) solda com reforo (b) solda com reforo usindao (c) seo transversal mostrando a incidncia do feixe
FIGURA 19 Varredura para deteco de descontinuidades longitudinais e movimentao do cabeote
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 19 de 29
PR011
Reviso: 11 (out/2004)
14. REQUISITOS ADICIONAIS Como um auxlio na localizao e interpretao das indicaes detectadas durante a varredura recomendase a utilizao de recursos grficos em escala real. Quando utilizado este recurso deve ser utilizado o perfil do feixe snico dos cabeotes utilizados (por exemplo o feixe de 20 dB). 15. MTODO DE DIMENSIONAMENTO DAS DESCONTINUIDADE 15.1 O comprimento das descontinuidades registrveis ser determinado pelo mtodo da queda dos 6 dB. O dimensionamento ser feito pela aplicao do mtodo nas extremidades da descontinuidade, considerando-se o eco mais prximo de cada extremo. 15.2 Quando requerido o dimensionamento da altura das descontinuidades, o mesmo dever ser realizado pelo mtodo mais adequado ao tipo, caracterstica e localizao da descontinuidade (difrao, mxima amplitude, regio s, queda dos 20 dB, queda dos 12 dB, etc). 15.3 A determinao dos limites do feixe de 20 dB deve ser feita com o auxilio do bloco mostrado na figura 20. 15.4 A figura 21 apresenta o bloco a ser utilizado na traagem do perfil do feixe snico pela queda dos 12 dB.
Furos para verificao de resoluo.
Ver detalhe (c) ao lado
Todos os furos - dim. = 1,5
Dimenses em mm
FIGURA 20 - Bloco para determinao do perfil do feixe de 20 dB
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 20 de 29
PR011
Reviso: 11 (out/2004)
Notas (relativo a figura) Dimenses em mm Material: Ao Carbono
Entalhes de 5 x 5 mm Tolerncia dimensional do entalhe 0,1 mm Tolerncia para as demais dimenses 1,0 mm
FIGURA 21 - Bloco para determinao do perfil do feixe snico de 12 dB 16. CRITRIO DE REGISTRO E ACEITAO DE DESCONTINUIDADE 16.1 Todas as indicaes que ultrapassarem a curva de referncia de 20% devero ser investigadas e analisadas. 16.2 Todas as indicaes com refletividade acima da curva de referncia de 50% devem ser registradas, mencionando a localizao da descontinuidade, o nvel de resposta, dimenso e profundidade. 16.3 Descontinuidades que excederem ao nvel de referncia de 100% da curva de referncia sero consideradas reprovadas, se o comprimento exceder s seguintes dimenses: 6,3mm para" t" 19mm 1/3t para" t" >19mm at 58mm a) Considerar para junta de topo "t" igual espessura da solda, excluindo-se o reforo; b) Para juntas de diferentes espessuras, t" ser considerado a menor espessura. 16.4 Nos registros de inspeo em servio deve ser observado as seguintes recomendaes: a coluna de laudo no deve ser preenchida, ficando esta anlise de competncia do setor de engenharia. As descontinuidades devem ser representadas em um croqui em escala, apresentando as vistas lateral e frontal da junta e indicando o comprimento, altura e espaamentos, conforme apresentado no anexo V. 17. REGISTRO DE RESULTADOS 17.1 Os resultados das inspees devem ser registrados em relatrio (ANEXOS II, III e IV), indicando a identificao da pea, componente ou corpo de prova. 18. ANEXOS 18.1 - ANEXO I 18.2 - ANEXO II 18.3 - ANEXO III 18.4 - ANEXO IV 18.5 - ANEXO V
- Verificao da aparelhagem de Ultra-Som com apresentao A-Scan - Formulrio para Relatrio de Registro de Resultados. - Formulrio para localizao das descontinuidades na seo transversal da solda. - Formulrio para Localizao Longitudinal das descontinuidades - Exemplo de detalhamento de dimensionamento de descontinuidades.
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 21 de 29
PR011
Reviso: 11 (out/2004)
ANEXO I - VERIFICAO DA APARELHAGEM DE ULTRA-SOM 1. APARELHO DE ULTRA-SOM 1.1 O aparelho de ultra-som deve ser tipo pulso-eco, apresentao tipo "A", capaz de gerar freqncia na faixa de 1 a 6MHz. 2. CABEOTES 2.1 Os cabeotes devem possuir as seguintes caractersticas: a) cabeotes normais (ondas longitudinais) para contato direto devem ter cristais com dimetro variando de 10 a 30mm ou quadrado com 10 a 25mm de lado. b) cabeotes angulares (ondas transversais) para contato direto devem ter cristais com rea ativa mnima de 70 mm2. c) cabeotes tipo duplo cristal, normais ou angulares, para contato direto devem ter cristais de reas 15 a 900 mm2. 2.2 Os cabeotes a serem utilizados devem trazer impressos, no seu corpo de forma permanente, um cdigo que permita identificar as seguintes caractersticas: a) tipo do cabeote; b) material e dimenses do cristal; c) freqncia; d) ngulo no ao; e) index, quando tratar-se de cabeote angular. (Ponto de sada do som do cabeote). 3. CONTROLE DE GANHO 3.1. O aparelho deve permitir um ajuste grosso com incrementos de 10 decibis ou 20 decibis e um ajuste fino com incrementos de 1 decibel ou 2 decibis. 3.2. O aparelho deve possuir capacidade de ampliar pelo menos 80 decibis. 4. FAIXA OPERACIONAL DE TEMPERATURAS 4.1. A aparelhagem deve permitir a operao em condies satisfatrias nas seguintes faixas de temperaturas: a) 5 a 40C para aparelhos; b) 5 a 60C para cabeotes. 5. LINEARIDADE VERTICAL 5.1 A linearidade do controle de ganho deve ser verificada diariamente atravs de um cabeote normal conforme indicado na Figura 1. 5.2 Escolhendo um dos ecos de fundo como referncia, ajustar sua amplitude a 100% da altura da tela do aparelho. Variar o ganho na quantidade de decibis indicada na coluna central da tabela da Figura 1. A linearidade do controle de ganho considerada aceitvel, se os valores de amplitude obtidos atravs desta sistemtica se situarem dentro dos limites estabelecidos na coluna da direita da referida tabela.
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 22 de 29
PR011
Reviso: 11 (out/2004)
Ajuste da indicao em % da altura total da tela 100 100 100
Mudana do controle de dB - 6 dB - 12 dB -18 dB
Limites da indicao em % da altura total da tela 44 a 56 22 a 28 11 a 14
Figura 1 - Dados para verificao da linearidade do controle de ganho do aparelho. 5.2.1 A verificao deve ser feita utilizando-se um gabarito de material plstico transparente, conforme a Figura 2, construdo para cada modelo de aparelho.
Notas: (1). (2). Construir de material plstico transparente. Calcular, atravs do percentual acima citado e da altura da tela do aparelho, a posio correta das faixas de tolerncia. Figura 2 - Gabarito para verificao da linearidade do controle de ganho do aparelho. 6. LINEARIDADE HORIZONTAL 6.1 aparelho deve ter linearidade horizontal dentro de mais ou menos 2% da escala de distncia empregada. A verificao pode ser feita, colocando-se como mnimo, 4 ecos na tela do aparelho provenientes de um bloco padro e verificando-se o posicionamento dos mesmos em relao a faixa de tolerncia acima especificada. 7. RESOLUO 7.1 A aparelhagem deve apresentar resoluo conforme procedimento a seguir: 7.2 Resoluo com cabeote normal e duplo-cristal. 7.2.1 A resoluo deve ser verificada, posicionando o cabeote no bloco V1, conforme indicado na figura 3; de forma se obter trs ecos provenientes das superfcies refletoras. O cabeote deve ser movimentado de forma se obter os ecos com praticamente a mesma amplitude. O cabeote apresenta boa resoluo se os ecos das espessuras d1, d2, d3 apresentarem separao entre si na metade da amplitude total ou em ponto mais baixo (ver figura 3a).
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 23 de 29
PR011
Reviso: 11 (out/2004)
Figura 3a resoluo com cabeotes normal e duplo-cristal 7.3 Resoluo com cabeotes angulares. 7.3.1 A resoluo deve ser verificada posicionando o cabeote no bloco mostrado na figura (4a) de forma a se obter 2 ecos provenientes de dois raios distintos. O cabeote deve ser movimentado de forma a se obter os seus ecos com a mesma amplitude. 7.3.2 cabeote apresenta boa resoluo quando a separao entre os ecos ocorre na metade da amplitude total ou em ponto mais baixo (ver figura 4b).
Frequncia do Cabeote 4 MHz 2,25 MHz 2 MHz
Degrau Recomendado 2 mm 3 mm 4 mm
Figura 4 - Verificao resoluo para cabeote angular
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 24 de 29
PR011
Reviso: 11 (out/2004)
8. BLOCOS DE CALIBRAO 8.1 Calibrao dos Blocos de Calibrao. 8.2 A integridade, rugosidade superficial e dimenses dos blocos de calibrao, devem estar de acordo com as respectivas normas especficas (Ex. BS EN 12223, BS EN 27963, BS 4331 parte 3). 8.3 Calibrao dos blocos de Referncia. 8.3.1 Os blocos de referncia devem apresentar dimenses dentro das tolerncia indicadas no procedimento de ensaio. 8.3.2 Teste de integridade dos blocos. Todos os blocos de referncia a serem utilizados na calibrao da sensibilidade dos equipamentos de ultra-som devem ter sua integridade comprovada por meio de ultra-som, com cabeote duplo-cristal com a finalidade de comprovar a inexistncia de descontinuidades tais como: porosidade, segregao, dupla-laminao; que possam prejudicar ou falsear as calibraes a serem realizadas. reas que apresentam indicao cuja amplitude seja maior que o eco de fundo remanescente devem ser descartadas.
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 25 de 29
PR011
Anexo II
Reviso: 11 (out/2004)
RELATRIO DE ENSAIO ULTRA-SOM SOLDAS
PROCEDIMENTO - N. REV. CRITRIO DE ACEITAO
*(IDENTIFICAO DO CEQ)
RELATRIO N. FOLHA:
____ de ______
MATERIAL
N. cp.
CONDIO DA SUPERFCIE
NORMA DE REFERNCIA
APARELHO FABRICANTE CABEOTE
TIPO FABRICANTE MODELO N SRIE
MODELO
N SRIE
DADOS DE CALIBRAO
DIMENSES (mm) ANG. REAL FREQ. (MHz) ESPESSURA ESPESSURA DO BLOCO DA PEA (mm) (mm) GP PT GV
Duplo-cristal Normal Angular Angular Angular
Croqui - superfcies de varredura
ANG. SE POS.
45
60
70
DESCONTINUIDADES
N CABEOTE AMP (dB) LOCAL (mm) COMPRIMEN TO (mm) PROF. (mm) DISTNCIA. PERCURSO REFERNCIA SOM (mm) (mm) SUPERF. DETECO IDENTIF. DESCONT. LAUDO
LEGENDA:
OBSERVAES
Laudo: A: Aprovado R: Reprovado NEC: Necessrio Exame Complementar APROVADO
NOME DO CANDIDATO: MODALIDADE DO EXAME: EMPRESA:
GP Ganho primrio PT Perda por transferncia GV Ganho de varredura
REPROVADO
NMERO: ASSINATURA DO CANDIDATO: DATA: VISTO DO EXAMINADOR:
NEC
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 26 de 29
PR011
Reviso: 11 (out/2004)
ANEXO III
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 27 de 29
PR011
Anexo IV
Reviso: 11 (out/2004)
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 28 de 29
PR011
ANEXO V
Reviso: 11 (out/2004)
Nos registros de inspeo em servio as descontinuidades devem ser dimensionadas quanto ao comprimento, altura e espaamento conforme os exemplos a seguir:
01
02
03
04
ULTRA-SOM - SOLDA PROCEDIMENTO DE END
Manual: Pgina:
S-US 29 de 29
PR011
Reviso: 11 (out/2004)
05
06
07
Legenda: 2c 2a a p B S - comprimento - altura na direo da espessura para descontinuidades internas - altura na direo da espessura para descontinuidades superficiais - distncia da extremidade da descontinuidade interna at a superfcie - espessura da pea - distncia de separao entre descontinuidades
Nota: as figuras 03,04 e 05 representam descontinuidades que esto no mesmo plano (coplanares), as figuras 06 e 07 so descontinuidades no coplanares, ou seja esto em planos diferentes.
Você também pode gostar
- 35 - Ensaio de Ultrassom em Solda (AWS) - EUS-AWS-2019 Rev.01 PDFDocumento18 páginas35 - Ensaio de Ultrassom em Solda (AWS) - EUS-AWS-2019 Rev.01 PDFlks13100% (1)
- Quiz NBR 5410Documento3 páginasQuiz NBR 5410Geoleano PereiraAinda não há avaliações
- Procedimento Evs SendDocumento15 páginasProcedimento Evs SendJackson NicolasAinda não há avaliações
- NBRNM329Documento19 páginasNBRNM329Izabela SilvaAinda não há avaliações
- CHECK LIST PIE NR10 Engpower Editar.Documento5 páginasCHECK LIST PIE NR10 Engpower Editar.amadeusvc100% (1)
- Questionário de Ensaio Visual de Soldas Teórica Geral 1Documento16 páginasQuestionário de Ensaio Visual de Soldas Teórica Geral 1sergio100% (3)
- Noções de HidráulicaDocumento61 páginasNoções de HidráulicaandreAinda não há avaliações
- Procedimento de inspeção por ultrassom em chapas de acordo com ASTMDocumento8 páginasProcedimento de inspeção por ultrassom em chapas de acordo com ASTMJackson NicolasAinda não há avaliações
- Ensaio END tubulação 18Documento2 páginasEnsaio END tubulação 18denisonmachado100% (1)
- Calibração de Máquinas de SoldaDocumento4 páginasCalibração de Máquinas de SoldaJean Paulo Salvati100% (2)
- Esquema elétrico de monta-cargasDocumento4 páginasEsquema elétrico de monta-cargasSilvando Martins75% (4)
- Vls-Vs-001-Ensaio VisualDocumento21 páginasVls-Vs-001-Ensaio VisualIvan NobregaAinda não há avaliações
- Ultrassom em Solda ProcedimentoDocumento12 páginasUltrassom em Solda ProcedimentoEzequiel CastilhoniAinda não há avaliações
- Normas Soldagem QualificaçãoDocumento63 páginasNormas Soldagem QualificaçãoAllan Maia100% (1)
- Medição de espessura por ultrassomDocumento16 páginasMedição de espessura por ultrassomDanilo Moraes100% (1)
- Evs Visual DimensionalDocumento9 páginasEvs Visual DimensionaljeffersonngmAinda não há avaliações
- A KGB PDFDocumento78 páginasA KGB PDFRoberto CalvetAinda não há avaliações
- Ultrassom - Exame PráticoDocumento6 páginasUltrassom - Exame PráticoLino Alves InácioAinda não há avaliações
- Ultrassom - Exame PráticoDocumento6 páginasUltrassom - Exame PráticoLino Alves InácioAinda não há avaliações
- Medição de Espessura por Ultra-somDocumento5 páginasMedição de Espessura por Ultra-somheliohwt100% (3)
- Questionário US GeralDocumento231 páginasQuestionário US GeralLino Alves Inácio83% (6)
- Questionário US GeralDocumento231 páginasQuestionário US GeralLino Alves Inácio83% (6)
- Como funciona a depilação a laser díodoDocumento3 páginasComo funciona a depilação a laser díodoJosélia MartinsAinda não há avaliações
- Instrução técnica para inspeção por líquido penetrante em soldas de gasodutoDocumento2 páginasInstrução técnica para inspeção por líquido penetrante em soldas de gasodutoleonardo_barros_48100% (2)
- Ultrassom Soldas CaldeirasDocumento37 páginasUltrassom Soldas CaldeirasReginaldo Ferreira da Silva100% (1)
- Questões - Liquido PenetranteDocumento119 páginasQuestões - Liquido PenetranteTécnico XXX67% (3)
- Relatorio END Inspecção VisualDocumento16 páginasRelatorio END Inspecção VisualPaulo Teixeira100% (3)
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003Documento2 páginasCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003leonardo_barros_48100% (1)
- Análise de líquidos penetrantes para detecção de trincas em peças metálicasDocumento22 páginasAnálise de líquidos penetrantes para detecção de trincas em peças metálicasBarbosaSantoAinda não há avaliações
- NBR 8452 - Postes de Concreto Armado para Redes de DistribuiçãoDocumento10 páginasNBR 8452 - Postes de Concreto Armado para Redes de DistribuiçãoThaís FonsêcaAinda não há avaliações
- 5 W 2 HDocumento18 páginas5 W 2 Hanon-545808100% (27)
- Ensaio Por UltrassomDocumento102 páginasEnsaio Por UltrassomairsorAinda não há avaliações
- A Arte de Viver em Paz - WEIL, PierreDocumento175 páginasA Arte de Viver em Paz - WEIL, PierreLino Alves InácioAinda não há avaliações
- Normas técnicas para inspeção por ultrassomDocumento124 páginasNormas técnicas para inspeção por ultrassomCarlos Wagner100% (3)
- Tecnologia de Soldagem: Processos, Inspeção e TreinamentoDocumento624 páginasTecnologia de Soldagem: Processos, Inspeção e TreinamentoTorello100% (1)
- Questionario VisualDocumento29 páginasQuestionario VisualGuilherme Almeida100% (1)
- 12-Procedimento Visual Dimensional SoldaDocumento8 páginas12-Procedimento Visual Dimensional SoldawagnerAinda não há avaliações
- Medição de EspessuraDocumento17 páginasMedição de Espessurarickjbastos100% (2)
- Cópia de Exercícios Teóricos US N2 S2Documento18 páginasCópia de Exercícios Teóricos US N2 S2Fernando Moura da Gloria100% (3)
- Ensaio Visual Solda Exame PráticoDocumento2 páginasEnsaio Visual Solda Exame PráticoRScarlate100% (1)
- HIDRANTESDocumento38 páginasHIDRANTESKelton A CarobaAinda não há avaliações
- NBR 12051 MB 3388 - 1991 - Solo, Determinacão Do Indice de Vazios Mínimos de Solos Não-CoesivosDocumento14 páginasNBR 12051 MB 3388 - 1991 - Solo, Determinacão Do Indice de Vazios Mínimos de Solos Não-CoesivossaurimoAinda não há avaliações
- Ultrassom-Medição de EspessuraDocumento5 páginasUltrassom-Medição de EspessurartfoxAinda não há avaliações
- Cebraci EVSDocumento19 páginasCebraci EVSDaniel de OliveiraAinda não há avaliações
- Questões de ultra som nível IIDocumento171 páginasQuestões de ultra som nível IIDanilo Mandro100% (2)
- NBR 6484 01 - Solo - Sondagens de Simples Reconhecimento Com SPT - Metodo de EnsaioDocumento17 páginasNBR 6484 01 - Solo - Sondagens de Simples Reconhecimento Com SPT - Metodo de EnsaioMichael ValeAinda não há avaliações
- Phased ArrayDocumento61 páginasPhased ArraywellingtonAinda não há avaliações
- PR-003 - Rev 12Documento46 páginasPR-003 - Rev 12Fillipe ReisAinda não há avaliações
- Controle de Qualidade Na SoldagemDocumento77 páginasControle de Qualidade Na Soldagemwellington84850% (2)
- Pte GDK 2Documento2 páginasPte GDK 2CesarCoutoAinda não há avaliações
- Instruções de segurança e operação do USM 35Documento15 páginasInstruções de segurança e operação do USM 35Silva Tiago100% (1)
- Ultrassom: treinamento básicoDocumento41 páginasUltrassom: treinamento básicoCarlos Wagner100% (3)
- Ultrassom Ultrassom: TreinamentoDocumento174 páginasUltrassom Ultrassom: TreinamentosergioAinda não há avaliações
- Instruçao Tecnica Modelo PMDocumento2 páginasInstruçao Tecnica Modelo PMRodrigo PizarroAinda não há avaliações
- Phased Array Ultrasound Technology GuideDocumento88 páginasPhased Array Ultrasound Technology GuideRonison Dos Santos100% (2)
- Meditação para Contactar Os Seus Guias EspirituaisDocumento5 páginasMeditação para Contactar Os Seus Guias Espirituaiscoyote533Ainda não há avaliações
- Dimensionador de Cabos e DisjuntoresDocumento7 páginasDimensionador de Cabos e DisjuntoresAdelan M. Cyrillo0% (1)
- Esq EPCUDocumento48 páginasEsq EPCURafaelDutil100% (2)
- Ensaio por Líquido PenetranteDocumento6 páginasEnsaio por Líquido PenetranteRomulo AlvesAinda não há avaliações
- Caneta da saúde: tutorial para aliviar dores sem remédiosDocumento20 páginasCaneta da saúde: tutorial para aliviar dores sem remédioskalangho100% (1)
- Cálculo de Transmissão MecânicaDocumento40 páginasCálculo de Transmissão MecânicaEdilson Rosa100% (13)
- US Solda PR011 Rev11 PDFDocumento29 páginasUS Solda PR011 Rev11 PDFJose De Arimateia Ferreira100% (1)
- Ultrassom - ChapasDocumento8 páginasUltrassom - ChapasLino Alves InácioAinda não há avaliações
- NBR 06484 - 2001 - Solo - Sondagens de Simples Reconhecimento Com SPT - Metodo de Ensaio PDFDocumento17 páginasNBR 06484 - 2001 - Solo - Sondagens de Simples Reconhecimento Com SPT - Metodo de Ensaio PDFRaphael FreitasAinda não há avaliações
- Prova técnica USDocumento3 páginasProva técnica USCarlos WagnerAinda não há avaliações
- Inspeção Por Correntes ParasitasDocumento25 páginasInspeção Por Correntes ParasitasCarlos BernussiAinda não há avaliações
- Trabalho Sobre Maquinas de Indução TrifásicaDocumento6 páginasTrabalho Sobre Maquinas de Indução TrifásicaRubya SouzaAinda não há avaliações
- Procedimiento UTDocumento40 páginasProcedimiento UTJosé CassinaAinda não há avaliações
- Dimensionamento de Barramentos - LegrandDocumento52 páginasDimensionamento de Barramentos - Legranddmlotto50% (2)
- US Questões - Respostas Engenharia MecânicaDocumento34 páginasUS Questões - Respostas Engenharia MecânicaFabio Cavalcante100% (3)
- Capítulo 07 - Bombas e Estações ElevatóriasDocumento51 páginasCapítulo 07 - Bombas e Estações ElevatóriasDiego FernandesAinda não há avaliações
- Apostila de Medição de EspessuraDocumento35 páginasApostila de Medição de EspessuraMarioMello7100% (3)
- EnsaioporultrasomDocumento78 páginasEnsaioporultrasomThiago Vianna100% (1)
- Concentrações de Soluções QuímicasDocumento15 páginasConcentrações de Soluções QuímicasGleisonAinda não há avaliações
- Ultrassom - Automático de SoldasDocumento14 páginasUltrassom - Automático de SoldasLino Alves InácioAinda não há avaliações
- PR 015Documento10 páginasPR 015Sidnei RodriguesAinda não há avaliações
- ACFM - ProvaDocumento5 páginasACFM - ProvamarciovanessaAinda não há avaliações
- Guia Prático US N2Documento25 páginasGuia Prático US N2Flávio Roberto Borges LimaAinda não há avaliações
- NBR 6484 - 2001 - Solo - Sondagens de Simples Reconhecimentos Com SPT - Método de EnsaioDocumento17 páginasNBR 6484 - 2001 - Solo - Sondagens de Simples Reconhecimentos Com SPT - Método de EnsaiogabrielsenabgfAinda não há avaliações
- Procedimento ultra-som solda detecção avaliação descontinuidadesDocumento29 páginasProcedimento ultra-som solda detecção avaliação descontinuidadesPaulo_1970Ainda não há avaliações
- Abendi PR 011Documento29 páginasAbendi PR 011Alex TotiAinda não há avaliações
- Testes ultra-sônicos de juntas soldadasDocumento24 páginasTestes ultra-sônicos de juntas soldadasBruno MirandaAinda não há avaliações
- Celso Gnecco e MatsumotoDocumento38 páginasCelso Gnecco e MatsumotoVitorlossAinda não há avaliações
- Estrutura Solidos CristalinosDocumento13 páginasEstrutura Solidos CristalinosAnderson ViniciusAinda não há avaliações
- Estruturas Cristalinas MateriaisDocumento34 páginasEstruturas Cristalinas MateriaisLino Alves InácioAinda não há avaliações
- Alimento TrânsgênicoDocumento16 páginasAlimento TrânsgênicoLino Alves InácioAinda não há avaliações
- Soldagem Fundamentos e Tecnologia Villani Modenese Bracarense 3a Ed UFMG PDFDocumento182 páginasSoldagem Fundamentos e Tecnologia Villani Modenese Bracarense 3a Ed UFMG PDFMarcos Felipe100% (7)
- Refrigeração Industrial (LIVRO COMPLETO) - Jabardo - e - Stoecker PDFDocumento384 páginasRefrigeração Industrial (LIVRO COMPLETO) - Jabardo - e - Stoecker PDFLino Alves Inácio100% (1)
- CCA - Reviso de Nmeros ComplexosDocumento45 páginasCCA - Reviso de Nmeros Complexosalpedro7505Ainda não há avaliações
- PT PMP Handbook Full PortugueseDocumento64 páginasPT PMP Handbook Full PortugueseDiego NogueiraAinda não há avaliações
- TCCDocumento44 páginasTCCLino Alves InácioAinda não há avaliações
- Higiene BuqueDocumento19 páginasHigiene BuqueLino Alves InácioAinda não há avaliações
- Mutantes-Deepak Chopra PpsDocumento9 páginasMutantes-Deepak Chopra PpsMauro Menezes MaykaAinda não há avaliações
- Ultra Som Mepr 036Documento6 páginasUltra Som Mepr 036Daniel LlorenteAinda não há avaliações
- Criar EAPDocumento30 páginasCriar EAPLino Alves Inácio100% (1)
- PDCADocumento12 páginasPDCALino Alves InácioAinda não há avaliações
- Feliz NatalDocumento13 páginasFeliz NatalLino Alves InácioAinda não há avaliações
- Ferramentas de Gestão Da Qualidade: FTADocumento5 páginasFerramentas de Gestão Da Qualidade: FTAGerisval Alves PessoaAinda não há avaliações
- Pert CPMDocumento39 páginasPert CPMLino Alves Inácio100% (2)
- FMEADocumento10 páginasFMEAFelipe AymayAinda não há avaliações
- Artigo MaspDocumento5 páginasArtigo MaspLuiz EduardoAinda não há avaliações
- GuiaDidatico - Densidade - Peso, Massa e VolumeDocumento11 páginasGuiaDidatico - Densidade - Peso, Massa e VolumeLuísa Helena LAinda não há avaliações
- Lista Física 2 Oscilações FAMECDocumento5 páginasLista Física 2 Oscilações FAMECAlexDraysenAinda não há avaliações
- Força Elétrica. Lista 02Documento4 páginasForça Elétrica. Lista 02Guilherme FontesAinda não há avaliações
- Dimensionamento de sistema de bombeamento para edifício de 49 andaresDocumento13 páginasDimensionamento de sistema de bombeamento para edifício de 49 andaresYago GuedesAinda não há avaliações
- Medidor de Vazao Tipo Turbina para Gases - ContechDocumento4 páginasMedidor de Vazao Tipo Turbina para Gases - ContechvitinrjAinda não há avaliações
- Ormen LangeDocumento4 páginasOrmen LangeIranilson JuniorAinda não há avaliações
- Generador eléctrico a partir de imanesDocumento3 páginasGenerador eléctrico a partir de imanesspotniAinda não há avaliações
- Projeto de uma catraca mecânica para a Universidade Federal da BahiaDocumento13 páginasProjeto de uma catraca mecânica para a Universidade Federal da BahiaRafael QueirozAinda não há avaliações
- Dinâmica - MotoresDocumento17 páginasDinâmica - MotoresLeandro Rodrigues P SantosAinda não há avaliações
- Superfícies Quádricas e de Revolução PDFDocumento12 páginasSuperfícies Quádricas e de Revolução PDFwebergdrAinda não há avaliações
- Identificação de CocaínaDocumento6 páginasIdentificação de CocaínaRodrigo HenriqueAinda não há avaliações
- OxidacaoDocumento12 páginasOxidacaoMarcioscalAinda não há avaliações
- Vetores EstruturaisDocumento48 páginasVetores EstruturaisElias Ramos da Cruz Jr.Ainda não há avaliações
- Química - Pré-Vestibular Impacto - Forças Intermoleculares e Ligaçao MetálicaDocumento2 páginasQuímica - Pré-Vestibular Impacto - Forças Intermoleculares e Ligaçao MetálicaQuímica Qui100% (3)
- Hidráulica Geral: conceitos e aplicaçõesDocumento19 páginasHidráulica Geral: conceitos e aplicaçõesedycar9861Ainda não há avaliações