Você também pode gostar
- Certificado Calibracao TerrometroDocumento2 páginasCertificado Calibracao TerrometroRicardo Nunes100% (1)
- 06a QUESTÕES E PROBLEMASDocumento3 páginas06a QUESTÕES E PROBLEMASThaís AraújoAinda não há avaliações
- Apostila Do Fresador DMMDocumento42 páginasApostila Do Fresador DMMmarlucesoares100% (1)
- Caderno de ExerciciosDocumento17 páginasCaderno de ExerciciosMiguel Marques Junger Custodio100% (1)
- Metrologia e MatematicaDocumento212 páginasMetrologia e MatematicaRoger De Moraes Link100% (2)
- Torneamento CompletoDocumento83 páginasTorneamento CompletoclaudioAinda não há avaliações
- Aula5 MedicoesDocumento17 páginasAula5 Medicoesbrunorm866727Ainda não há avaliações
- 518062-Apostila Controle Dimensional PDFDocumento8 páginas518062-Apostila Controle Dimensional PDFBrendha EstácioAinda não há avaliações
- Conceitos Básicos Sobre MediçãoDocumento13 páginasConceitos Básicos Sobre MediçãoLu HikariAinda não há avaliações
- Curso Básico de MetrologiaDocumento12 páginasCurso Básico de Metrologiaapi-3846415100% (6)
- Aula PaquímetroDocumento50 páginasAula PaquímetroRene Pimentel100% (1)
- Exercícios Cálculos de RoscaDocumento2 páginasExercícios Cálculos de RoscaTecmecânicoAinda não há avaliações
- FerramentasDocumento68 páginasFerramentassancosta777100% (1)
- Leitura e Interpretação de DesenhoDocumento107 páginasLeitura e Interpretação de DesenhoJulyana SantosAinda não há avaliações
- Apostila Tornearia Carlos EduardoDocumento31 páginasApostila Tornearia Carlos EduardoilledratAinda não há avaliações
- Caderno de Exercícios - MetrologiaDocumento44 páginasCaderno de Exercícios - MetrologiaCHARLESAinda não há avaliações
- Apresentação MicrômetroDocumento38 páginasApresentação MicrômetroWalmir BastosAinda não há avaliações
- 8.1 Metrologia - MicrometroDocumento37 páginas8.1 Metrologia - MicrometroEvertonAinda não há avaliações
- Aulas de Metrologia 06-Relógio ComparadorDocumento33 páginasAulas de Metrologia 06-Relógio ComparadorLuis OmenaAinda não há avaliações
- Aula AjustagemDocumento65 páginasAula AjustagemCristoffer MatozoAinda não há avaliações
- 7 Metrologia - PaquimetroDocumento51 páginas7 Metrologia - PaquimetroEvertonAinda não há avaliações
- Cálculo AplicadoDocumento21 páginasCálculo AplicadorcejrAinda não há avaliações
- Exercícios Recartilha, VC, Anel GraduadoDocumento1 páginaExercícios Recartilha, VC, Anel GraduadoTecmecânicoAinda não há avaliações
- Hidráulica e Pneumática PDFDocumento113 páginasHidráulica e Pneumática PDFjulianojba100% (3)
- Tecnologia Dos Materiais PDFDocumento18 páginasTecnologia Dos Materiais PDFEdnilson dos Santos100% (3)
- Tecnologia de MateriaisDocumento197 páginasTecnologia de MateriaisMartellus100% (1)
- Aula - Fam - MetrologiaDocumento143 páginasAula - Fam - MetrologiaJaelson Dá SilvaAinda não há avaliações
- Cálculo de UsinagemDocumento9 páginasCálculo de Usinagemmaicon100% (1)
- Apostila Mancais RolamentoDocumento155 páginasApostila Mancais RolamentoMartinsAinda não há avaliações
- 0501Documento156 páginas0501Marcos Antonio Hrentchechen100% (1)
- Avaliação Final AjustagemDocumento4 páginasAvaliação Final AjustagemArlan FNAinda não há avaliações
- Usinagem Tornearia3Documento79 páginasUsinagem Tornearia3Marcos X AlmeidaAinda não há avaliações
- Apostila de Metrologia 1Documento166 páginasApostila de Metrologia 1EdelsonAugustoAinda não há avaliações
- Calculo Tecnico - TelecursoDocumento131 páginasCalculo Tecnico - TelecursoAlexandre Xambim BaldezAinda não há avaliações
- Exercicios de Desenho Mec NicoDocumento28 páginasExercicios de Desenho Mec NicoLicinio FigueiraAinda não há avaliações
- 01-Iniciação Ao Desenho Técnico-ExerciciosDocumento78 páginas01-Iniciação Ao Desenho Técnico-Exerciciosanonfalo75% (4)
- Apostila Alinhamento de EixoDocumento32 páginasApostila Alinhamento de EixoAntoninomec100% (3)
- Apostila de oxicorte e solda com oxigasIntrodução à Soldagem .......................................................... 05 • Introdução ......................................................................... 05 • Definição da Solda............................................................. 05 • Considerações sobre a solda ............................................ 05 • Fontes de calor utilizadas .................................................. 07 • Vantagens das junções soldadas em geral ....................... 08 • Classificação dos processos de soldagem ........................ 09 • Considerações sobre os principais processos de soldagem .......................................................................................... 10 • Solda a arco elétrico .......................................................... 10 • Soldagem a arco elétrico com proteção gasosa (MIG/MAG) .......................................................................................... 11 • Soldagem aDocumento123 páginasApostila de oxicorte e solda com oxigasIntrodução à Soldagem .......................................................... 05 • Introdução ......................................................................... 05 • Definição da Solda............................................................. 05 • Considerações sobre a solda ............................................ 05 • Fontes de calor utilizadas .................................................. 07 • Vantagens das junções soldadas em geral ....................... 08 • Classificação dos processos de soldagem ........................ 09 • Considerações sobre os principais processos de soldagem .......................................................................................... 10 • Solda a arco elétrico .......................................................... 10 • Soldagem a arco elétrico com proteção gasosa (MIG/MAG) .......................................................................................... 11 • Soldagem aCristianeMedeirosAinda não há avaliações
- Manutencao em Sistemas de Suspensao e DirecaoDocumento103 páginasManutencao em Sistemas de Suspensao e DirecaoEmanoel SilvaAinda não há avaliações
- Ajustagem Mecânica, Processos de Usinagem e MontagemDocumento246 páginasAjustagem Mecânica, Processos de Usinagem e MontagemGabriel Silva CrosattiAinda não há avaliações
- Exercicios de GoniometroDocumento2 páginasExercicios de GoniometroOtavio NetoAinda não há avaliações
- Cálculo Comprimento Da CorreiaDocumento11 páginasCálculo Comprimento Da CorreiaMarcosPauloSouzaBatistaAinda não há avaliações
- Apostila Exercícios de MetrologiaDocumento27 páginasApostila Exercícios de Metrologiathais_gabriela100% (2)
- Desenho III - ExercíciosDocumento59 páginasDesenho III - ExercíciosTiago OliveiraAinda não há avaliações
- Calculo de ConicidadeDocumento8 páginasCalculo de Conicidadedourado2011Ainda não há avaliações
- Apostila Completa de MetrologiaDocumento94 páginasApostila Completa de Metrologiaaguiark510100% (8)
- Questões SimuladoDocumento7 páginasQuestões Simuladoilledrat100% (2)
- Aula 04 - MicrômetroDocumento48 páginasAula 04 - MicrômetroGabriel Correia100% (1)
- Apostila de UsinagemDocumento23 páginasApostila de UsinagemDj-Samuel Oliveira100% (3)
- Exercicio Paquimetro - MilimetroDocumento3 páginasExercicio Paquimetro - MilimetroniltonbrazAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- METROLOGIA AULA 01 Encarregado de ObrasDocumento83 páginasMETROLOGIA AULA 01 Encarregado de ObrasAnderson SousaAinda não há avaliações
- Sistema Internacional de UnidadesDocumento18 páginasSistema Internacional de UnidadesHugo VitorAinda não há avaliações
- Curso SenaiDocumento35 páginasCurso SenaimariaAinda não há avaliações
- Aula 1 - Conceitos IniciaisDocumento48 páginasAula 1 - Conceitos IniciaisFernandes CastleAinda não há avaliações
- Aula 0 Introdução A MetrologiaDocumento110 páginasAula 0 Introdução A MetrologiaFabio GraupnerAinda não há avaliações
- 1 - Manual Metrologia DimensionalDocumento69 páginas1 - Manual Metrologia DimensionalHenesis UrdanetaAinda não há avaliações
- NOÇÕES DE METROLOGIA - Docx 1Documento4 páginasNOÇÕES DE METROLOGIA - Docx 1Hugo FariaAinda não há avaliações
- MetrologiaDocumento53 páginasMetrologiaAventrilhandoAinda não há avaliações
- METROLOGIA E AJUSTAGEM (Paquímetro) PDFDocumento98 páginasMETROLOGIA E AJUSTAGEM (Paquímetro) PDFShueidy BragaAinda não há avaliações
- Ebook Metrologia GratuitaDocumento17 páginasEbook Metrologia GratuitaLetícia C CarvalhoAinda não há avaliações
- Apostila de MetrologiaDocumento64 páginasApostila de MetrologiaFilipe OliveiraAinda não há avaliações
- Conversao Temperaturas PDFDocumento1 páginaConversao Temperaturas PDFMarcelo AndreaAinda não há avaliações
- BASE265m 21ODocumento2 páginasBASE265m 21ODaniel H Santana BarbosaAinda não há avaliações
- Regras de Conversão de UnidadesDocumento9 páginasRegras de Conversão de UnidadesMelkor ManiaAinda não há avaliações
- Curva Circular HorizontalDocumento3 páginasCurva Circular HorizontalnilsoneryAinda não há avaliações
- Conversao de UnidadesDocumento1 páginaConversao de UnidadesJosé EduardoAinda não há avaliações
- Teodolito 1Documento4 páginasTeodolito 1Camila StullerAinda não há avaliações
- Aula PolegadasDocumento12 páginasAula PolegadasRodrigo Lopes RodriguesAinda não há avaliações
- Questionario - Computador de VooDocumento29 páginasQuestionario - Computador de VooFERNANDO TORQUATO LEITE67% (3)
- Calibraçãotransdutor PressaoDocumento22 páginasCalibraçãotransdutor PressaoppatrickkkAinda não há avaliações
- Paquímetro e MicrômetroDocumento12 páginasPaquímetro e MicrômetroRenato XavierAinda não há avaliações
- Catalogo Americafer PDFDocumento28 páginasCatalogo Americafer PDFedinilsonbfAinda não há avaliações
- Unidades de Medidas PDFDocumento6 páginasUnidades de Medidas PDFMario Allesina JuniorAinda não há avaliações
- Aula Topo 5 Instrumentos de Topografia PDFDocumento10 páginasAula Topo 5 Instrumentos de Topografia PDFRodrigoAinda não há avaliações
- MetrologiaDocumento3 páginasMetrologiagalegodosurfAinda não há avaliações
- Termometria - CAP - 2014Documento6 páginasTermometria - CAP - 2014Ronaldo Da Costa CunhaAinda não há avaliações
- Imicro 50 - 60mm MB - 070Documento2 páginasImicro 50 - 60mm MB - 070Antonio Marcos Dos SantosAinda não há avaliações
- Cpre2124-11-1c (1) - 4 02 04Documento2 páginasCpre2124-11-1c (1) - 4 02 04motocas128Ainda não há avaliações
- Nivel de Pressão SonoraDocumento3 páginasNivel de Pressão SonorarogeriobsoaresAinda não há avaliações
- Apostila de Metrologia 2008Documento83 páginasApostila de Metrologia 2008Márcio FerreiraAinda não há avaliações
- Cálculo de Densidade, Vazão e TubulaçãoDocumento12 páginasCálculo de Densidade, Vazão e TubulaçãoAnamaria Hosken RoelensAinda não há avaliações
- Planilha de Conversão de UnidadesDocumento1 páginaPlanilha de Conversão de Unidadesgrasiela mattosAinda não há avaliações
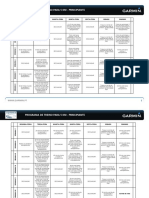
- 5K Training Plan Beginners PTDocumento2 páginas5K Training Plan Beginners PTMylleSilvaAinda não há avaliações
- EscalasDocumento2 páginasEscalasbibaferrariAinda não há avaliações
- TOPOGRAFIA EST Leituras Angulares 2011 - 2Documento38 páginasTOPOGRAFIA EST Leituras Angulares 2011 - 2FigueiredoLucasAinda não há avaliações
- Unidades de Capacidade (KL, HL, Dal, L, DL, CL, MLDocumento3 páginasUnidades de Capacidade (KL, HL, Dal, L, DL, CL, MLSamuel FurtadoAinda não há avaliações
- Composicoes de Precos e Servicos, Du, de e DoeDocumento494 páginasComposicoes de Precos e Servicos, Du, de e DoeLeandro GomesAinda não há avaliações
- Calculo Manual Do Mapa NatalDocumento38 páginasCalculo Manual Do Mapa NatalLuiz Carlos Botelho Silvana ValenteAinda não há avaliações