Você também pode gostar
- Iluminação e Inspeção Visual (2021)Documento52 páginasIluminação e Inspeção Visual (2021)Tiago Ribeiro Espíndola Soares100% (1)
- Analise de Oleo - Mitigando Os Riscos Letricos de TransformadoresDocumento26 páginasAnalise de Oleo - Mitigando Os Riscos Letricos de Transformadoreslightlucas8866Ainda não há avaliações
- 5.ensaio de DurezaDocumento38 páginas5.ensaio de DurezaJoana AlmeidaAinda não há avaliações
- Projeto Instalacoes IndustriaisABNT NBR 15358Documento23 páginasProjeto Instalacoes IndustriaisABNT NBR 15358kirlaniano@gmail.com78% (9)
- Questionario de UsinagemDocumento11 páginasQuestionario de UsinagemEmerson SilvaAinda não há avaliações
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- NBR 10897 - 1990 - Proteção Contra Incêndio Por Chuveiro AutomáticoDocumento94 páginasNBR 10897 - 1990 - Proteção Contra Incêndio Por Chuveiro AutomáticoDaniel AioAinda não há avaliações
- Estampagem e Conformação de ChapaDocumento76 páginasEstampagem e Conformação de ChapaMarceloPintoRibeiroFilhoAinda não há avaliações
- Processos de MoldagemDocumento26 páginasProcessos de MoldagemGeovani SilvaAinda não há avaliações
- Oficina-Aula 01 - Introdução Aos Processos de ConformaçãoDocumento38 páginasOficina-Aula 01 - Introdução Aos Processos de ConformaçãoGabriel MAinda não há avaliações
- Apostila Projetor de PerfilDocumento40 páginasApostila Projetor de PerfilFernando BragaAinda não há avaliações
- Fundamentos Da Conformação MecânicaDocumento21 páginasFundamentos Da Conformação MecânicaMirelleAinda não há avaliações
- Ferramnetas de Corte-17-03 - 20140408144453Documento94 páginasFerramnetas de Corte-17-03 - 20140408144453michel vandresenAinda não há avaliações
- Apostila Processos de Soldagem 2012aDocumento158 páginasApostila Processos de Soldagem 2012agionni_scAinda não há avaliações
- Aula 1 - Princípios de UsinagemDocumento21 páginasAula 1 - Princípios de UsinagemAlessandro KulitchAinda não há avaliações
- UsinabilidadeDocumento14 páginasUsinabilidadevictorAinda não há avaliações
- Aula 2 3 4 Shot PeeningDocumento60 páginasAula 2 3 4 Shot PeeningCarlos SáAinda não há avaliações
- TORNEAMENTODocumento9 páginasTORNEAMENTOjulia sassaAinda não há avaliações
- PROCFAB.02-Furação e MandrilagemDocumento8 páginasPROCFAB.02-Furação e MandrilagemValerie OdomAinda não há avaliações
- 3 - O Processo Mecânico de Usinagem - Torneamento PDFDocumento30 páginas3 - O Processo Mecânico de Usinagem - Torneamento PDFHemerson Menezes100% (1)
- Aparelhos de MediçãoDocumento59 páginasAparelhos de MediçãoLael OliveiraAinda não há avaliações
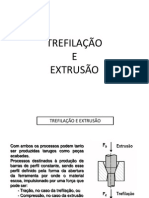
- 4 - Slide Extrusao e TrefilaçãoDocumento45 páginas4 - Slide Extrusao e TrefilaçãoJeiza Prado BittencourtAinda não há avaliações
- Operador Caldeira Prova PDFDocumento15 páginasOperador Caldeira Prova PDFAdal SilvaAinda não há avaliações
- Aula 08 - Ensaio de EmbutimentoDocumento25 páginasAula 08 - Ensaio de Embutimentopaulo1americoAinda não há avaliações
- Isps Code Antaq PDFDocumento28 páginasIsps Code Antaq PDFS4ANDY100% (1)
- Custos de ProduçãoDocumento9 páginasCustos de ProduçãovictorAinda não há avaliações
- Apresentação - Processos Não Convencionais de UsinagemDocumento38 páginasApresentação - Processos Não Convencionais de UsinagemLucas PabloAinda não há avaliações
- CNC - Apostila de Programação PDFDocumento43 páginasCNC - Apostila de Programação PDFmarcioulguim100% (1)
- TribologiaDocumento16 páginasTribologiaElias Sauer Ferreira PereiraAinda não há avaliações
- Ferramentas (Tipos e Aplicações)Documento23 páginasFerramentas (Tipos e Aplicações)victorAinda não há avaliações
- Conformação de ChapasDocumento16 páginasConformação de ChapasNícolas BrandãoAinda não há avaliações
- Apostila Senai - MateriasDocumento54 páginasApostila Senai - Materiasmarcosantiago28Ainda não há avaliações
- Exercícios Usinagem 2 ProvaDocumento4 páginasExercícios Usinagem 2 ProvaFrajolaAinda não há avaliações
- Aula 2 Usinagem - Segurança No TrabalhoDocumento33 páginasAula 2 Usinagem - Segurança No TrabalhoRodrigo SantosAinda não há avaliações
- Usinagem HSMDocumento26 páginasUsinagem HSMLaércio FerreiraAinda não há avaliações
- Processo de Usinagem A LaserDocumento14 páginasProcesso de Usinagem A LaserLarissa NunesAinda não há avaliações
- Usinagem Por EletroerosãoDocumento10 páginasUsinagem Por EletroerosãoDiogo GonçalvesAinda não há avaliações
- Apostila de Processos Não ConvencionaisDocumento84 páginasApostila de Processos Não ConvencionaisismaelcrudelesAinda não há avaliações
- Fluxo Abrasivo 2Documento12 páginasFluxo Abrasivo 2Renan Maier FerreiraAinda não há avaliações
- Usinagem Com Ferr Geometria Não DefinidaDocumento63 páginasUsinagem Com Ferr Geometria Não DefinidaJonas Matheus Sardena PeresAinda não há avaliações
- Usinagem Nao ConvencionalDocumento10 páginasUsinagem Nao ConvencionalLucas Vieira100% (1)
- Usinagem Prof Daniel - Aula 01Documento24 páginasUsinagem Prof Daniel - Aula 01Daniel Alves de Andrade100% (1)
- Processos de Conformação e Corte - IntroduçãoDocumento31 páginasProcessos de Conformação e Corte - IntroduçãoPaulaMagalhãesAinda não há avaliações
- Torno CNCDocumento166 páginasTorno CNCLuiz Nogueira0% (1)
- Fluidos de CorteDocumento9 páginasFluidos de CortePietroMikailAinda não há avaliações
- Processos de FabricaçãoDocumento21 páginasProcessos de FabricaçãoNayara NeresAinda não há avaliações
- Soldagem Por Ultra-SomDocumento21 páginasSoldagem Por Ultra-SomHugo RanquiniAinda não há avaliações
- Forj QuenteDocumento37 páginasForj QuentefcktraAinda não há avaliações
- Slide Processo de Conformação Mecânicatrefilacao PDFDocumento98 páginasSlide Processo de Conformação Mecânicatrefilacao PDFGeo EinsteinAinda não há avaliações
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Documento26 páginasTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Riscos MecânicosDocumento10 páginasRiscos MecânicosAmandaAinda não há avaliações
- Apresentação Materiais Compósitos DEFINITIVODocumento31 páginasApresentação Materiais Compósitos DEFINITIVOAurelio SantosAinda não há avaliações
- 7.0 - Cap. 07 - Conf. Plástica e RecristalizaçãoDocumento67 páginas7.0 - Cap. 07 - Conf. Plástica e RecristalizaçãoPedro ViniciusAinda não há avaliações
- Programador CNCDocumento2 páginasProgramador CNCJosimarAinda não há avaliações
- Pastilhas e Suportes de Ferramentas de Usinagem SENAIDocumento12 páginasPastilhas e Suportes de Ferramentas de Usinagem SENAIJonathan Villar CardosoAinda não há avaliações
- CEP Treinamento (Apostila)Documento56 páginasCEP Treinamento (Apostila)geison6263Ainda não há avaliações
- Apostila Conformação MecanicaDocumento39 páginasApostila Conformação MecanicaJosé Rosa de Souza Farias100% (1)
- 2013-2 Processos de Fabricação - Aula 12 - TorneamentoDocumento93 páginas2013-2 Processos de Fabricação - Aula 12 - TorneamentoKatielly LimaAinda não há avaliações
- Metalurgia Do PóDocumento62 páginasMetalurgia Do PóClaudio Thayner Lopes0% (1)
- Metodologia e ErrosDocumento16 páginasMetodologia e ErrosAMANDA RAZABONIAinda não há avaliações
- Unidade 01 - Manutenção Classe MundialDocumento38 páginasUnidade 01 - Manutenção Classe MundialMarcio Luiz100% (1)
- 09 - Ensaio de EmbutimentoDocumento35 páginas09 - Ensaio de EmbutimentoAugusto KogaAinda não há avaliações
- Fresamento Processos de UsinagemDocumento82 páginasFresamento Processos de UsinagemMarcelo CardosoAinda não há avaliações
- Tratamentos Térmicos de Ligas de Alumínio - Informações Técnicas - Alumínio - Metais & Ligas - InfometDocumento6 páginasTratamentos Térmicos de Ligas de Alumínio - Informações Técnicas - Alumínio - Metais & Ligas - InfometmarcioulguimAinda não há avaliações
- ANÁLISE - Melhores Poemas de Olavo BilacDocumento43 páginasANÁLISE - Melhores Poemas de Olavo Bilacsemirica67% (3)
- Sony cdx-gt707dx PDFDocumento23 páginasSony cdx-gt707dx PDFmarcioulguimAinda não há avaliações
- Investigação Dos Principais Processos de Corrosão em Estações de Energia Elétrica Do Estado Do RSDocumento15 páginasInvestigação Dos Principais Processos de Corrosão em Estações de Energia Elétrica Do Estado Do RSmarcioulguimAinda não há avaliações
- Investigação Da Corrosividade Do Ensaio de Névoa Salina Segundo Norma Iso 9227Documento8 páginasInvestigação Da Corrosividade Do Ensaio de Névoa Salina Segundo Norma Iso 9227marcioulguimAinda não há avaliações
- Bombas para Industria de Fertilizantes - FriatecDocumento12 páginasBombas para Industria de Fertilizantes - FriatecSeth_cpsAinda não há avaliações
- Proteção CatódicaDocumento36 páginasProteção CatódicahelciomarceloAinda não há avaliações
- Apresentação - Aula INBEC Reparo Nova Versão - 3PDocumento86 páginasApresentação - Aula INBEC Reparo Nova Versão - 3PValmor Lucas LimaAinda não há avaliações
- Quimica Fisico Quimica Eletroquimica ExerciciosDocumento48 páginasQuimica Fisico Quimica Eletroquimica ExerciciosFernanda AmorimAinda não há avaliações
- Industrial Paint - TerminologyDocumento12 páginasIndustrial Paint - TerminologyRaphael Souza De JesusAinda não há avaliações
- Tratamento de Agua CaldeiraDocumento16 páginasTratamento de Agua CaldeiraNathalia TanigutiAinda não há avaliações
- Lixiviação X CarbonataçãoDocumento2 páginasLixiviação X CarbonataçãoJerfranOliveiraAinda não há avaliações
- Revestimentos ProtetoresDocumento2 páginasRevestimentos ProtetoresEdson BAinda não há avaliações
- Formulário de Petição para Cadastro de Equipamento: 1. Identificação Do ProcessoDocumento25 páginasFormulário de Petição para Cadastro de Equipamento: 1. Identificação Do ProcessoMarconi MoreiraAinda não há avaliações
- Sulfato de Alumínio FispqDocumento16 páginasSulfato de Alumínio FispqBruno DobbinAinda não há avaliações
- Laudo Inspeção Predial Liliana e Rodrigo FinalDocumento11 páginasLaudo Inspeção Predial Liliana e Rodrigo FinalLívia ProservAinda não há avaliações
- Química - FGVDocumento6 páginasQuímica - FGVLucas FaeddaAinda não há avaliações
- Corrosão em Materiais AviaçãoDocumento12 páginasCorrosão em Materiais AviaçãoLuis Felipe BelôAinda não há avaliações
- Catalogo Automotivo 2020Documento24 páginasCatalogo Automotivo 2020AderbalAinda não há avaliações
- Guia para Manuseio de Líquidos Inflamáveis Com SegurançaDocumento40 páginasGuia para Manuseio de Líquidos Inflamáveis Com SegurançafranciscoAinda não há avaliações
- Maresia - Entenda o Que É e Como Proteger As Construções Do Seu Efeito - AECwebDocumento2 páginasMaresia - Entenda o Que É e Como Proteger As Construções Do Seu Efeito - AECwebFelipe Costa ZuccoAinda não há avaliações
- Eespecificação Técnica de MangotesDocumento4 páginasEespecificação Técnica de MangotesJoao Damasceno RibeiroAinda não há avaliações
- 8.3-TTQ - 2021-1 BoretaçãoDocumento18 páginas8.3-TTQ - 2021-1 BoretaçãoiancaAinda não há avaliações
- N 466Documento32 páginasN 466FernandochiaroAinda não há avaliações
- Monografia1 - Análise e Reparo de Dutos Corroídos - Puc RJDocumento128 páginasMonografia1 - Análise e Reparo de Dutos Corroídos - Puc RJAnnara MouraAinda não há avaliações
- 15 Sika Monotop 618 - 03.111Documento4 páginas15 Sika Monotop 618 - 03.111James WatsonAinda não há avaliações
- Manual Instalacao Kopcs Ps 02-04-2015Documento20 páginasManual Instalacao Kopcs Ps 02-04-2015Jose Roberto de MatosAinda não há avaliações
- Higiene Das Instalações e EquipamentosDocumento40 páginasHigiene Das Instalações e EquipamentosjpvspachecoAinda não há avaliações
- EstudoCaso GoldenGateBridgeDocumento24 páginasEstudoCaso GoldenGateBridgeGustavo_182Ainda não há avaliações
- Conceitos Crimpagem PDFDocumento4 páginasConceitos Crimpagem PDFandrefs7100% (1)