Você também pode gostar
- Controle e Automação Da Ceramica.Documento12 páginasControle e Automação Da Ceramica.mateus locksAinda não há avaliações
- Fundição Do LatãoDocumento126 páginasFundição Do LatãoRafael Aparecido Da SilvaAinda não há avaliações
- 918TCCDocumento18 páginas918TCCEvando PereiraAinda não há avaliações
- Artigo - Caracterização e Estudo Da Qualidade Das Telhas Cerâmicas Comercializadas Na Cidade de JPDocumento9 páginasArtigo - Caracterização e Estudo Da Qualidade Das Telhas Cerâmicas Comercializadas Na Cidade de JPKássia SinhorelliAinda não há avaliações
- Processos Produtivos em Revestimentos Cerâmicos: Variáveis de Processo e Possíveis Causas de DefeitosDocumento14 páginasProcessos Produtivos em Revestimentos Cerâmicos: Variáveis de Processo e Possíveis Causas de DefeitosAgeacac Vitoria da ConquistaAinda não há avaliações
- Atomização AutomaçãoDocumento6 páginasAtomização AutomaçãoMarcelo GauAinda não há avaliações
- Melhoria de Qualidade e Redução de Custo de ProduçãoDocumento7 páginasMelhoria de Qualidade e Redução de Custo de Produçãomateus locksAinda não há avaliações
- Trabalho Pronto REV. 02Documento15 páginasTrabalho Pronto REV. 02maf2612Ainda não há avaliações
- CapabilidadeDocumento12 páginasCapabilidadeJosyiAinda não há avaliações
- Qualidade Willian KellerDocumento2 páginasQualidade Willian KellerWillian KellerAinda não há avaliações
- Processos Químicos IndustriaisDocumento60 páginasProcessos Químicos IndustriaisKatiuscia HasegawaAinda não há avaliações
- Inmetro - Bloco Cerâmico (Tijolo)Documento9 páginasInmetro - Bloco Cerâmico (Tijolo)Elizabeth LambrechtAinda não há avaliações
- Estudo de Caso - Instrumentação Na Indústria Química - Thaysa Mendes Da Silva.Documento20 páginasEstudo de Caso - Instrumentação Na Indústria Química - Thaysa Mendes Da Silva.thaysaAinda não há avaliações
- Relatorio de CeramicaDocumento8 páginasRelatorio de CeramicaJessica AmaralAinda não há avaliações
- Controle Volume Efetivo de Latas de 350MLDocumento26 páginasControle Volume Efetivo de Latas de 350MLLeonardo dos santos reisAinda não há avaliações
- Cópia de Check-List - Auditoria - Fabrica - Rev16 - Mai2012-1Documento13 páginasCópia de Check-List - Auditoria - Fabrica - Rev16 - Mai2012-1ruytguerraAinda não há avaliações
- Respostas Trabalho Ednei LETRA CDocumento21 páginasRespostas Trabalho Ednei LETRA Cdayane natieleAinda não há avaliações
- Porcentagem de Sólidos MoagemDocumento29 páginasPorcentagem de Sólidos Moagemanhernandez79Ainda não há avaliações
- 17 - Controlador Lógico ProgramávelDocumento69 páginas17 - Controlador Lógico ProgramávelemtelesAinda não há avaliações
- Inmetro - Revestimentos Cerâmicos (Pisos e Azulejos)Documento14 páginasInmetro - Revestimentos Cerâmicos (Pisos e Azulejos)juliovechimgmailAinda não há avaliações
- Análise de Falhas Melhoria Confiabili Indústria de Cimento FinalDocumento20 páginasAnálise de Falhas Melhoria Confiabili Indústria de Cimento FinalAnderson CunhaAinda não há avaliações
- Controle Avanãdo de Demanda IonicaDocumento10 páginasControle Avanãdo de Demanda Ionicamaridfr05Ainda não há avaliações
- Mestrado Aveiro OtimizacaoDocumento107 páginasMestrado Aveiro OtimizacaoTaniaAinda não há avaliações
- ValidaçãoDocumento44 páginasValidaçãoRafa Oliveira100% (2)
- Prova-Cep-Josekson Gonçalves Da SilvaDocumento3 páginasProva-Cep-Josekson Gonçalves Da SilvaJoseckson GonçalvesAinda não há avaliações
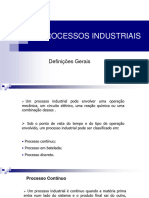
- Processos Industriais ConceitosDocumento21 páginasProcessos Industriais ConceitosMatheus Dos SantosAinda não há avaliações
- Processos de LimpezaDocumento6 páginasProcessos de LimpezaftprimoAinda não há avaliações
- Automação Noções de ControleDocumento2 páginasAutomação Noções de Controleayrton.eletrotechAinda não há avaliações
- 2Documento7 páginas2Wagner De Padua JuniorAinda não há avaliações
- TCC I Engenharia de ProduçãoDocumento11 páginasTCC I Engenharia de ProduçãoMarcos AntunesAinda não há avaliações
- Atividade Materiais Michelle ButtnerDocumento2 páginasAtividade Materiais Michelle ButtnerMichelle ButtnerAinda não há avaliações
- Relatório Finura Do CimentoDocumento24 páginasRelatório Finura Do CimentoLarissa Mendes OliveiraAinda não há avaliações
- Otimização de Manutenção TecnicoDocumento9 páginasOtimização de Manutenção Tecnicojulio.c.junior16Ainda não há avaliações
- Introdução A Análise Simulação e Controle de ProcessosDocumento22 páginasIntrodução A Análise Simulação e Controle de ProcessosMarco Túlio Frade BorniaAinda não há avaliações
- Validação de Processos - A Validação Na Indústria FarmacêuticaDocumento234 páginasValidação de Processos - A Validação Na Indústria Farmacêuticanadiatetuda100% (3)
- Apresentação FarmacotécnicaDocumento41 páginasApresentação FarmacotécnicaDaniel FilhoAinda não há avaliações
- Case CEPDocumento12 páginasCase CEPFabrício MelloAinda não há avaliações
- Apostila de Gestão Da Qualidade Parte - Ii: Curso Superior de Tecnologia Mecânica Modalidade Fabricação MecânicaDocumento83 páginasApostila de Gestão Da Qualidade Parte - Ii: Curso Superior de Tecnologia Mecânica Modalidade Fabricação MecânicaLuciano TineloAinda não há avaliações
- FATEC - Apostila de GQ - Fab. Mecanica - Parte - II - Rev.2 - Julho-2015 PDFDocumento82 páginasFATEC - Apostila de GQ - Fab. Mecanica - Parte - II - Rev.2 - Julho-2015 PDFClaudio Ribas100% (1)
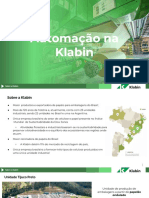
- Automação Na KlabinDocumento12 páginasAutomação Na KlabinVitoria100% (1)
- Relatório Final de Filtro PrensaDocumento23 páginasRelatório Final de Filtro PrensaFabio SantosAinda não há avaliações
- Relatório 2 - Vidros OFICIALDocumento4 páginasRelatório 2 - Vidros OFICIALMurilo ArimaAinda não há avaliações
- 29 03 Bry-Air Folder Manual Boas Praticas CongeladosDocumento15 páginas29 03 Bry-Air Folder Manual Boas Praticas Congeladosrafael.alimentos2329Ainda não há avaliações
- Marcela - Uly - TCC PDFDocumento34 páginasMarcela - Uly - TCC PDFMarcela VeigaAinda não há avaliações
- Sgs Ind Construction Production Control PT BrazilDocumento6 páginasSgs Ind Construction Production Control PT BrazilBruna PerezAinda não há avaliações
- Sistema Dosador de Recheio para Sorvete de Massa ArtesanalDocumento5 páginasSistema Dosador de Recheio para Sorvete de Massa ArtesanalRodrigo LeãoAinda não há avaliações
- T 16 Lima - Controle de ConsistênciaDocumento13 páginasT 16 Lima - Controle de ConsistênciaWellington LimaAinda não há avaliações
- Como Organizar Um Programa de Garantia Da QualidadeDocumento20 páginasComo Organizar Um Programa de Garantia Da QualidadeDanieliKuhnenAinda não há avaliações
- Controle e QualidadeDocumento75 páginasControle e QualidadeElieberth DuarteAinda não há avaliações
- Trabalho de PPI - Murilo SimoesDocumento10 páginasTrabalho de PPI - Murilo SimoesMurilo SimõesAinda não há avaliações
- Os Benefícios Da Estabilidade Da Descarga de Polpa Do Digestor para O Processo de Cozimento - Estudo de CasoDocumento15 páginasOs Benefícios Da Estabilidade Da Descarga de Polpa Do Digestor para O Processo de Cozimento - Estudo de CasoLeonardo BertoliniAinda não há avaliações
- Apostila PFIII - FundiçãoDocumento49 páginasApostila PFIII - FundiçãoRaphael MatAinda não há avaliações
- Miguel Martins MIEM AmorimCorkCompositesDocumento65 páginasMiguel Martins MIEM AmorimCorkCompositesPedro FerreiraAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Faça Você Mesmo O Sistema Da Qualidade AutogeridoNo EverandFaça Você Mesmo O Sistema Da Qualidade AutogeridoAinda não há avaliações
- Plano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasNo EverandPlano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasAinda não há avaliações
- CriminalisticaDocumento59 páginasCriminalisticaelaynehm100% (1)
- Postulados e Princípios - CriminalisticaDocumento10 páginasPostulados e Princípios - Criminalisticaelaynehm100% (1)
- Locais de CrimeDocumento78 páginasLocais de CrimeelaynehmAinda não há avaliações
- Finalidade Da CriminalisticaDocumento55 páginasFinalidade Da CriminalisticaelaynehmAinda não há avaliações
- 02 Criminalistica Geral 29-11-2012Documento23 páginas02 Criminalistica Geral 29-11-2012Rafael de OliveiraAinda não há avaliações
- Reprodução Simulada - CriminalisticaDocumento13 páginasReprodução Simulada - Criminalisticaelaynehm100% (1)
- Criminalistica 269Documento44 páginasCriminalistica 269flavioAinda não há avaliações
- Rede Ar Comprim Rev SIMPLIF PDFDocumento33 páginasRede Ar Comprim Rev SIMPLIF PDFLindemberg TrindadeAinda não há avaliações
- Lista de Matemática - UVADocumento2 páginasLista de Matemática - UVAelaynehmAinda não há avaliações
- 2009 DiogoTakayama2006-2Documento88 páginas2009 DiogoTakayama2006-2elaynehmAinda não há avaliações
- As Novas Regras No Trabalho Das DomesticasDocumento14 páginasAs Novas Regras No Trabalho Das DomesticaselaynehmAinda não há avaliações
- Inspeção Teste e Manutenção - MotoBomba de Incêndio DieselDocumento5 páginasInspeção Teste e Manutenção - MotoBomba de Incêndio DieselNicolas De Nadai100% (1)
- Lista de Exercícios P1Documento2 páginasLista de Exercícios P1Laura SouzaAinda não há avaliações
- Relatório Perfil de Temperatura em SolidosDocumento17 páginasRelatório Perfil de Temperatura em SolidosWanderson FerreiraAinda não há avaliações
- 1o DIA - FIS-LIT-ALEDocumento32 páginas1o DIA - FIS-LIT-ALETiago André GhenoAinda não há avaliações
- Instalação de Cadinhos em Fornos Fixos (Com Queimador)Documento26 páginasInstalação de Cadinhos em Fornos Fixos (Com Queimador)Ana Carolina MunizAinda não há avaliações
- Apost Compl-UNISA-Arquitetura SustentabilidadeDocumento54 páginasApost Compl-UNISA-Arquitetura SustentabilidadeRobertoAinda não há avaliações
- QUESTOES Trocadores 1Documento3 páginasQUESTOES Trocadores 1Jorge Alberto de LimaAinda não há avaliações
- SINAIS VITAIS Clair F RMDocumento52 páginasSINAIS VITAIS Clair F RMAndréa Pereira100% (1)
- Projeto Eletrico e Iluminacao Industrial CompressedDocumento124 páginasProjeto Eletrico e Iluminacao Industrial CompressedBrasilio C. GuimarãesAinda não há avaliações
- O Uso Da Técnica de Microagulhamento Associado ADocumento17 páginasO Uso Da Técnica de Microagulhamento Associado ABianca mottaAinda não há avaliações
- Modelagem Térmica e Simulação de Um Dissipador de Calor para Uma Chave SemicondutoraDocumento5 páginasModelagem Térmica e Simulação de Um Dissipador de Calor para Uma Chave SemicondutoraNícolas BasqueraAinda não há avaliações
- 1 Lei Termodinâmica - IntermediarioDocumento3 páginas1 Lei Termodinâmica - IntermediariobrunoafaAinda não há avaliações
- Manual de Atividades ESTÉTICA CORPORAL E AVALIAÇÃO CORPORALDocumento13 páginasManual de Atividades ESTÉTICA CORPORAL E AVALIAÇÃO CORPORALkaty magaAinda não há avaliações
- Apostila Formação BC Nova 2015Documento282 páginasApostila Formação BC Nova 2015Wilson Albuquerque0% (1)
- Primeira Lista de Exercícios de Bioclimatologia Animal 2011 IDocumento4 páginasPrimeira Lista de Exercícios de Bioclimatologia Animal 2011 IFelipe Chaves0% (1)
- .8 - 2014 - TJCE - Superior - CESPEDocumento12 páginas.8 - 2014 - TJCE - Superior - CESPELucas AraújoAinda não há avaliações
- Manual Bombas TriplexDocumento56 páginasManual Bombas TriplexDanilo CoelhoAinda não há avaliações
- Medição de TemperaturaDocumento32 páginasMedição de TemperaturaThéu CastroAinda não há avaliações
- Roteiro de Aulas Práticas de Laboratório de Máquinas TérmicasDocumento15 páginasRoteiro de Aulas Práticas de Laboratório de Máquinas TérmicasPaulo CabralAinda não há avaliações
- Cogumelos, Cultive em CasaDocumento32 páginasCogumelos, Cultive em CasaeduenglerAinda não há avaliações
- 15 - Perito Criminal de Policia Civil - FisicaDocumento10 páginas15 - Perito Criminal de Policia Civil - FisicaGabriel Martins de AlvarengaAinda não há avaliações
- Operações 2Documento51 páginasOperações 2NadianeVieiraAinda não há avaliações
- Introduo Aos Processos de SoldaduraDocumento27 páginasIntroduo Aos Processos de Soldadurajalberto2222Ainda não há avaliações
- CALDEIRASDocumento27 páginasCALDEIRASRicardo Nogueira de CastroAinda não há avaliações
- FLSmidth CrossCooler v2 PTDocumento8 páginasFLSmidth CrossCooler v2 PTBrunoAinda não há avaliações
- Apostila Reiki Elemental Psiquico 1 e 2Documento19 páginasApostila Reiki Elemental Psiquico 1 e 2anaAinda não há avaliações
- Cartilha o Artesao CerâmicaDocumento20 páginasCartilha o Artesao CerâmicaMara Rosana Carvalho MoraisAinda não há avaliações
- Projeto Forno ElétricoDocumento5 páginasProjeto Forno ElétricoJoão AnsorgeAinda não há avaliações
- Mulher - Manual Do ProprietárioDocumento53 páginasMulher - Manual Do Proprietárioalessandro_brasiliaAinda não há avaliações
- Mapa - Fenômenos de Transporte - 52-2023Documento3 páginasMapa - Fenômenos de Transporte - 52-2023Cavalini Assessoria AcadêmicaAinda não há avaliações