Você também pode gostar
- PLano de NegocioDocumento28 páginasPLano de NegocioNilto MassangoAinda não há avaliações
- Contrato Particular de Cessão de Direitos de Imóvel GeraldoDocumento4 páginasContrato Particular de Cessão de Direitos de Imóvel GeraldoTASSIO LEIVAAinda não há avaliações
- ManualDocumento43 páginasManualTobias CembranelAinda não há avaliações
- Exercícios: Razão E Proporção: Professorferretto ProfessorferrettoDocumento3 páginasExercícios: Razão E Proporção: Professorferretto ProfessorferrettoMaria Laura Carneiro Epiro100% (1)
- Especificação Técnica - Solbrax ECO 145-210Documento1 páginaEspecificação Técnica - Solbrax ECO 145-210Junior MalheiroAinda não há avaliações
- WEG Etil Silicato de Zinco N 1661 PD Boletim Tecnico Portugues BRDocumento5 páginasWEG Etil Silicato de Zinco N 1661 PD Boletim Tecnico Portugues BRElbert VieiraAinda não há avaliações
- BoretaçãoDocumento1 páginaBoretaçãoDanilo Dos SantosAinda não há avaliações
- Iiii HUMMA Guia Do EletropolimentoDocumento41 páginasIiii HUMMA Guia Do EletropolimentoJonathan BarretoAinda não há avaliações
- Limpeza e Preparo de SuperfíciesDocumento4 páginasLimpeza e Preparo de SuperfíciesAmanda SteilAinda não há avaliações
- Decapagem de SuperficiesDocumento21 páginasDecapagem de SuperficiesTathi TaveiraAinda não há avaliações
- DecapagemDocumento7 páginasDecapagemLucas RiosAinda não há avaliações
- ITF FosfatizaçãoDocumento4 páginasITF FosfatizaçãoFernanda LorenaAinda não há avaliações
- Borracha - ArtigoDocumento10 páginasBorracha - ArtigoBeatriz KafferAinda não há avaliações
- Tratamentos de Superfícies ContemporâneosDocumento17 páginasTratamentos de Superfícies ContemporâneosAndré Luís SiqueiraAinda não há avaliações
- Misturador BorrachaDocumento9 páginasMisturador BorrachaFábio Balzano100% (1)
- ELASTOTEC Borracha NitrilicaDocumento31 páginasELASTOTEC Borracha NitrilicaVitor AbellaAinda não há avaliações
- Agentes Aditivos BorrachaDocumento20 páginasAgentes Aditivos BorrachaBetaCullen100% (1)
- Seminário - Processo de Fabricação de Amortecedores Automotivos - REV05Documento39 páginasSeminário - Processo de Fabricação de Amortecedores Automotivos - REV05VQuadros0% (1)
- FLAKEGLASS 500 EN-2912 BT Portugues PDFDocumento2 páginasFLAKEGLASS 500 EN-2912 BT Portugues PDFosvaldo lopezAinda não há avaliações
- NBR 9209 (Jan 1986) - Preparação de Superfícies para Pintura - Processo de FosfatizaçãoDocumento2 páginasNBR 9209 (Jan 1986) - Preparação de Superfícies para Pintura - Processo de FosfatizaçãoYuri BahiaAinda não há avaliações
- Processos de Fundição Do AlumínioDocumento39 páginasProcessos de Fundição Do AlumínioFernando DomeniconiAinda não há avaliações
- Anexo 4Documento15 páginasAnexo 4Alisson Da Silva RobainaAinda não há avaliações
- Trabalho Produção BorrachaDocumento28 páginasTrabalho Produção BorrachaLeonardo CamposAinda não há avaliações
- Fosfatização - Otimização de Processo e Redução de Impactos AmbientaisDocumento37 páginasFosfatização - Otimização de Processo e Redução de Impactos AmbientaisrodrigoAinda não há avaliações
- nbr6323 - Galvanização - Cap 2Documento56 páginasnbr6323 - Galvanização - Cap 2Alamo VazAinda não há avaliações
- Anodizacao e Coloracao Do Aluminio CPA PalestrDocumento43 páginasAnodizacao e Coloracao Do Aluminio CPA PalestrGLAUCIO DOS SANTOS SILVAAinda não há avaliações
- Abnt - NBR 14111 - Moveis para Escritorio - Mesas - Ensaios de Estabilidade Resistencia E DurabilDocumento11 páginasAbnt - NBR 14111 - Moveis para Escritorio - Mesas - Ensaios de Estabilidade Resistencia E Durabilwilian_coelho3309Ainda não há avaliações
- Calculo de Peso de Camada de FosfatoDocumento4 páginasCalculo de Peso de Camada de FosfatoCamilo Sanchez100% (1)
- Processos de VulcanizaçãoDocumento2 páginasProcessos de VulcanizaçãoHenrique OliveiraAinda não há avaliações
- 2 - JateamentoDocumento73 páginas2 - JateamentoGLAUCIO DOS SANTOS SILVAAinda não há avaliações
- Produção de Compostos de BorrachaDocumento21 páginasProdução de Compostos de BorrachaBeatriz KafferAinda não há avaliações
- Noções Gerais de Anodização PDFDocumento54 páginasNoções Gerais de Anodização PDFexemplo55509100% (1)
- Processo de Galvanização Por Imersão A Quente - CSN-KruppDocumento50 páginasProcesso de Galvanização Por Imersão A Quente - CSN-KruppPaulo CitrânguloAinda não há avaliações
- Resina Fenolica Alcalina Cura A Ester - AlphasetDocumento61 páginasResina Fenolica Alcalina Cura A Ester - AlphasetLucas CunhaAinda não há avaliações
- Apostila Aco Inox AcabamentosDocumento49 páginasApostila Aco Inox AcabamentosPaulo SarmentoAinda não há avaliações
- Calculo de Tintas P74Documento1 páginaCalculo de Tintas P74Claudio OliveiraAinda não há avaliações
- Aula09-Aço Inoxidável PDFDocumento35 páginasAula09-Aço Inoxidável PDFbeatrizcmenezesAinda não há avaliações
- Impermeabilizantes Cal e GessoDocumento26 páginasImpermeabilizantes Cal e GessoFranciscoGermanoMartinsAinda não há avaliações
- TCC 23-11-2022Documento15 páginasTCC 23-11-2022Samuel dos ReisAinda não há avaliações
- 04 AdesivosDocumento20 páginas04 AdesivosDavrison BorgesAinda não há avaliações
- Ficha Técnica - AntipichaçãoDocumento2 páginasFicha Técnica - AntipichaçãoLuiz Miguel100% (1)
- Segurança No Manuseio de TintasDocumento2 páginasSegurança No Manuseio de TintasRosangela MendonçaAinda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Cap. 13 - Vicente GentilDocumento41 páginasCap. 13 - Vicente GentilBruno VazAinda não há avaliações
- Revista Corrosao e Protecao 56Documento36 páginasRevista Corrosao e Protecao 56Luan GuilhermeAinda não há avaliações
- Abnt - NBR 12315 NB 1399 - Liga de Aluminio de Uso Aeronauti PDFDocumento16 páginasAbnt - NBR 12315 NB 1399 - Liga de Aluminio de Uso Aeronauti PDFSandro SouzaAinda não há avaliações
- Os Tratamentos TermoquímicosDocumento97 páginasOs Tratamentos Termoquímicoscosma santosAinda não há avaliações
- Ensaios em PolimerosDocumento10 páginasEnsaios em PolimerosLuis Sidnei MachadoAinda não há avaliações
- Alccol Ceto LaudoDocumento2 páginasAlccol Ceto LaudoholfmandAinda não há avaliações
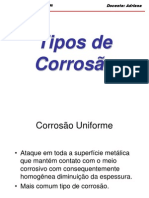
- Tipos de CorrosãoDocumento34 páginasTipos de CorrosãoChristianne G. RodriguesAinda não há avaliações
- 08 BarreiraGasesDocumento25 páginas08 BarreiraGasesDavrison BorgesAinda não há avaliações
- Glossário Plásticos & EmbalagensDocumento12 páginasGlossário Plásticos & Embalagensafb4Ainda não há avaliações
- BoretaçaoDocumento7 páginasBoretaçaoHebert NiceAinda não há avaliações
- Planilha Controle Carregamento - Dia 09-01Documento6 páginasPlanilha Controle Carregamento - Dia 09-01Eder RochaAinda não há avaliações
- Defeitos em TintasDocumento14 páginasDefeitos em Tintasfabricio marchiAinda não há avaliações
- AB09 Tubos de Avo Carbono ASTM A 53-Dimensões e Especificações TecemDocumento1 páginaAB09 Tubos de Avo Carbono ASTM A 53-Dimensões e Especificações TecemBruno VellinhaAinda não há avaliações
- Treinamento Isocure CompletoDocumento69 páginasTreinamento Isocure Completoedgarestevess100% (1)
- Relatório 1 - Metalografia Macroscópica FerrososDocumento9 páginasRelatório 1 - Metalografia Macroscópica FerrososWarley Egidio CostaAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- FosfatizaçãoDocumento13 páginasFosfatizaçãorobsonpintakAinda não há avaliações
- 5595 - FosfatizaçãoDocumento41 páginas5595 - FosfatizaçãoMaria AlineAinda não há avaliações
- Água de CaldeirasDocumento8 páginasÁgua de CaldeirasKariane Donatti KachinskiAinda não há avaliações
- FosfatizacaoDocumento18 páginasFosfatizacaoHubner BrazAinda não há avaliações
- Apostila Curso Software QiBuilder Gerenciador de Arquivos 2022Documento154 páginasApostila Curso Software QiBuilder Gerenciador de Arquivos 2022Maria Julia PolitiAinda não há avaliações
- Plano de Motivação LaboralDocumento11 páginasPlano de Motivação Laboraldiltondinis macuacuaAinda não há avaliações
- Nfs Ver150.6862820754333954Documento1 páginaNfs Ver150.6862820754333954Sudesc Proteção VeicularAinda não há avaliações
- SIMULADO INÉDITO 3 (Nova Sequência de Prova)Documento29 páginasSIMULADO INÉDITO 3 (Nova Sequência de Prova)Diogo BarbosaAinda não há avaliações
- Moinho JaguareDocumento2 páginasMoinho JaguareRafael BedoiaAinda não há avaliações
- Uff - Sdv.d.reais I Ementa 2022Documento1 páginaUff - Sdv.d.reais I Ementa 2022Emily QuimasAinda não há avaliações
- Oil MistDocumento19 páginasOil MistLuciano Saldanha100% (2)
- Principais Materiais Utilizados Na Fabricação de Ferramentas de UsinagemDocumento4 páginasPrincipais Materiais Utilizados Na Fabricação de Ferramentas de UsinagemCeliomar FranciscoAinda não há avaliações
- VW Gol Parati 1.0 16V atDocumento2 páginasVW Gol Parati 1.0 16V atJoão Paulo Queiroz MendesAinda não há avaliações
- Tipos de Dados No OracleDocumento24 páginasTipos de Dados No OracleLeandro NunesAinda não há avaliações
- Combinepdf - 2022-09-27T110708.998Documento10 páginasCombinepdf - 2022-09-27T110708.998Jô BritoAinda não há avaliações
- Exercícios de PCPDocumento2 páginasExercícios de PCPPamela LetíciaAinda não há avaliações
- Lista Telefônica PDFDocumento1 páginaLista Telefônica PDFRAULAinda não há avaliações
- Escalonamento 2023.1 Eng MecanicaDocumento15 páginasEscalonamento 2023.1 Eng MecanicaMan FilhoAinda não há avaliações
- Defesa de Sheyla 23set2022Documento21 páginasDefesa de Sheyla 23set2022Fabio AlmeidaAinda não há avaliações
- PRO-0192 - Troca Da Abanadeira Do Britador de MandíbulasDocumento3 páginasPRO-0192 - Troca Da Abanadeira Do Britador de MandíbulascalimannikolasAinda não há avaliações
- C 101 5 2Documento368 páginasC 101 5 2ryankp100% (1)
- EDITAL - Certificao Online Dezembro 2020 CorrigidoDocumento32 páginasEDITAL - Certificao Online Dezembro 2020 CorrigidoDJ vinicius castroAinda não há avaliações
- Plano de Manutencao BobCatDocumento4 páginasPlano de Manutencao BobCatWellisson Felipe BarbosaAinda não há avaliações
- Na96103 19Documento2 páginasNa96103 19AntonioAinda não há avaliações
- Ecu Repair - 1Documento5 páginasEcu Repair - 1ferassaleh532Ainda não há avaliações
- Lista PirâmidesDocumento3 páginasLista PirâmidesMargareth SanchezAinda não há avaliações
- Especificacao Tecnica para Integracao PDQ Com o Cartao Nacional de Saude v5Documento38 páginasEspecificacao Tecnica para Integracao PDQ Com o Cartao Nacional de Saude v5Anderson MerscherAinda não há avaliações
- Validades Atualizado 05-1Documento4 páginasValidades Atualizado 05-1Eric SilvaAinda não há avaliações
- Plataformas Digitais para Profissionais de Marketing e Comunicação (Amostra)Documento26 páginasPlataformas Digitais para Profissionais de Marketing e Comunicação (Amostra)JC Rodrigues100% (2)
- Espaçamento Entre ConectoresDocumento15 páginasEspaçamento Entre Conectoresbiancra100% (1)