Você também pode gostar
- ConfiabilidadeDocumento128 páginasConfiabilidadeNicolas De NadaiAinda não há avaliações
- Diagnosticar e Solucionar Falhas e Avarias Mecânicas em Equipamentos IndustriaisDocumento6 páginasDiagnosticar e Solucionar Falhas e Avarias Mecânicas em Equipamentos IndustriaisildoAinda não há avaliações
- Metrologia Dimensional.5393Documento64 páginasMetrologia Dimensional.5393Arthur SouzaAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Cad Cae CamDocumento46 páginasCad Cae CamGuilherme AlmeidaAinda não há avaliações
- Fundição ApresentaçãoDocumento32 páginasFundição ApresentaçãoMarceloPintoRibeiroFilho50% (2)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Usinagem Com Ferr Geometria Não DefinidaDocumento63 páginasUsinagem Com Ferr Geometria Não DefinidaJonas Matheus Sardena PeresAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- Usinagem Prof Daniel - Aula 01Documento24 páginasUsinagem Prof Daniel - Aula 01Daniel Alves de Andrade100% (1)
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Apostila PlanejamentoDocumento126 páginasApostila PlanejamentoFrederico MeirelesAinda não há avaliações
- Aula 02 - Manutenção Industrial...Documento33 páginasAula 02 - Manutenção Industrial...Adriano FilhoAinda não há avaliações
- E-Book Rolamentos AbecomDocumento50 páginasE-Book Rolamentos AbecomMaurizio TorresAinda não há avaliações
- Planejamento E Controle Da Produção: Volume 1No EverandPlanejamento E Controle Da Produção: Volume 1Ainda não há avaliações
- Exerc 1Documento3 páginasExerc 1Handerson Correa GomesAinda não há avaliações
- Introdução Ao Torneamento Inventor CAMDocumento10 páginasIntrodução Ao Torneamento Inventor CAMGustavo Macedo Harraquian0% (1)
- Banc Teste e Manut Bombas ParkerDocumento101 páginasBanc Teste e Manut Bombas ParkerFabio AlvesAinda não há avaliações
- Manutencao IndustrialDocumento67 páginasManutencao IndustrialNewton Magalhães100% (1)
- Aula 10 - Elementos de Apoio e ElevaçãoDocumento51 páginasAula 10 - Elementos de Apoio e ElevaçãoJunior CostaAinda não há avaliações
- Projeto de Manutencao IndustriDocumento30 páginasProjeto de Manutencao Industrigraziela100% (1)
- Atrito e LubrificaçãoDocumento6 páginasAtrito e LubrificaçãoPhillipe TavaresAinda não há avaliações
- SENAISC Aparelho DivisorDocumento138 páginasSENAISC Aparelho DivisorWesley FerreiraAinda não há avaliações
- Manutenção Preditiva - Aula 6Documento8 páginasManutenção Preditiva - Aula 6Thiago ReidarAinda não há avaliações
- Iniciação Ao Comando Numérico - 90pgDocumento90 páginasIniciação Ao Comando Numérico - 90pgOziel Cristiano SantosAinda não há avaliações
- Apresentação Festo PDFDocumento202 páginasApresentação Festo PDFluiztrevelinAinda não há avaliações
- Apresentação FresamentoDocumento33 páginasApresentação FresamentoLeandro VialAinda não há avaliações
- Processos de Conformação e Corte - IntroduçãoDocumento31 páginasProcessos de Conformação e Corte - IntroduçãoPaulaMagalhãesAinda não há avaliações
- PROCFAB.02-Furação e MandrilagemDocumento8 páginasPROCFAB.02-Furação e MandrilagemValerie OdomAinda não há avaliações
- Importancia Da Manutenção - Manual PRONACIDocumento28 páginasImportancia Da Manutenção - Manual PRONACIJoao Victor Matos CordeiroAinda não há avaliações
- Nooes de Ajustagem de BancadaDocumento91 páginasNooes de Ajustagem de BancadaLucas GabrielAinda não há avaliações
- 05 - FerramenteiroDocumento212 páginas05 - FerramenteirocnccepAinda não há avaliações
- Manual Cutmaster 60Documento72 páginasManual Cutmaster 60Gilberto Cardoso siqueiraAinda não há avaliações
- Aula 4 e 5 - Ensaio de TraçãoDocumento63 páginasAula 4 e 5 - Ensaio de TraçãoPaulo SantosAinda não há avaliações
- Aula Toleranciamento GeometricoDocumento29 páginasAula Toleranciamento GeometricoRicardo SantosAinda não há avaliações
- 7.0 - Cap. 07 - Conf. Plástica e RecristalizaçãoDocumento67 páginas7.0 - Cap. 07 - Conf. Plástica e RecristalizaçãoPedro ViniciusAinda não há avaliações
- MetrologiaDocumento111 páginasMetrologiaBruno César Moreira DutraAinda não há avaliações
- Comando Numérico ComputadorizadoDocumento3 páginasComando Numérico ComputadorizadoRafael AraujoAinda não há avaliações
- Aula 02 - Tipos de Manutenção - CorretivaDocumento24 páginasAula 02 - Tipos de Manutenção - CorretivawalterbctAinda não há avaliações
- RCM e AvariasDocumento28 páginasRCM e AvariasAnisio ManhiçaAinda não há avaliações
- 5 Processos de FabricoDocumento66 páginas5 Processos de FabricoHélio MachadoAinda não há avaliações
- Questionario de UsinagemDocumento11 páginasQuestionario de UsinagemEmerson SilvaAinda não há avaliações
- Prova de Manutenção IndustrialDocumento2 páginasProva de Manutenção IndustrialCarol T PomaAinda não há avaliações
- Maquinagem de Uma PeçaDocumento22 páginasMaquinagem de Uma PeçaRui CostaAinda não há avaliações
- Gestao Da Manutencao Senai CFP Alvimar CDocumento63 páginasGestao Da Manutencao Senai CFP Alvimar CNewton MagalhãesAinda não há avaliações
- Exercícios Traçagem, Brocas e FuradeirasDocumento4 páginasExercícios Traçagem, Brocas e FuradeirasTecmecânicoAinda não há avaliações
- Projetos Mecânicos - Aula 1Documento34 páginasProjetos Mecânicos - Aula 1Talisten Galo100% (1)
- Sebenta CNC - MRTDocumento62 páginasSebenta CNC - MRTAntónio CruzAinda não há avaliações
- Apresentação de PneumáticaDocumento68 páginasApresentação de PneumáticaGuilherme Henrique GodoiAinda não há avaliações
- Exercícios Alunos 1biDocumento16 páginasExercícios Alunos 1biAnonymous XNwOyqYfkkAinda não há avaliações
- UC02G10UE1 - Guias - FUNDAMENTOS DA TECNOLOGIA MECÂNICADocumento11 páginasUC02G10UE1 - Guias - FUNDAMENTOS DA TECNOLOGIA MECÂNICAPaulo BispoAinda não há avaliações
- LUBRIFICAÇÃO Slides AULA 01Documento86 páginasLUBRIFICAÇÃO Slides AULA 01winstontecnico100% (1)
- Apostila de Fresagem-EniacDocumento18 páginasApostila de Fresagem-EniacilledratAinda não há avaliações
- Manutenção CorrectivaDocumento2 páginasManutenção CorrectivaJoão Pedro CatarinoAinda não há avaliações
- 2021 Ebook Firjan Senai MecanicaDocumento10 páginas2021 Ebook Firjan Senai MecanicaFabrício RodriguesAinda não há avaliações
- Edital Concurso Fuzileiros Navais 2023Documento28 páginasEdital Concurso Fuzileiros Navais 2023Fabrício RodriguesAinda não há avaliações
- Concurso Docente Engenharia Mecanica 2014-2-222Documento16 páginasConcurso Docente Engenharia Mecanica 2014-2-222Fabrício RodriguesAinda não há avaliações
- Ojs, 02artigos04Documento9 páginasOjs, 02artigos04Fabrício RodriguesAinda não há avaliações
- Projeto de Graduacao II - Murilo Leonardelli DaltioDocumento86 páginasProjeto de Graduacao II - Murilo Leonardelli DaltioFabrício RodriguesAinda não há avaliações
- Silva CJR Me BauruDocumento98 páginasSilva CJR Me BauruFabrício RodriguesAinda não há avaliações
- Lista de Exercícios de Máquinas e Equipamentos Mecânicos - GabaritoDocumento3 páginasLista de Exercícios de Máquinas e Equipamentos Mecânicos - GabaritoFabrício RodriguesAinda não há avaliações
- Sistema de Carregamento Sem Fio de Baixo Custo Utilizando Acoplamento Ressonante IndutivoDocumento2 páginasSistema de Carregamento Sem Fio de Baixo Custo Utilizando Acoplamento Ressonante IndutivoFabrício RodriguesAinda não há avaliações
- Fisica em CasaDocumento29 páginasFisica em CasaFabrício RodriguesAinda não há avaliações
- 981090fabio Lunazzi CameraRFDocumento17 páginas981090fabio Lunazzi CameraRFFabrício RodriguesAinda não há avaliações
- Minerais DST 2020Documento86 páginasMinerais DST 2020Fabrício Rodrigues100% (1)
- ATIVIDADE 1.4 - As 20 Maiores Invenções Da Engenharia No Século XX - WAGNER SACRAMENTODocumento9 páginasATIVIDADE 1.4 - As 20 Maiores Invenções Da Engenharia No Século XX - WAGNER SACRAMENTOFabrício RodriguesAinda não há avaliações
- Projeto Bobina Musical - Arduino!Documento2 páginasProjeto Bobina Musical - Arduino!Fabrício RodriguesAinda não há avaliações
- Análise Do Treinamento Físico Militar de Soldados Ingressantes No Exército BrasileiroDocumento10 páginasAnálise Do Treinamento Físico Militar de Soldados Ingressantes No Exército BrasileiroFabrício RodriguesAinda não há avaliações
- Paciência (Via Santa Eugênia) : Horários, Paradas e Mapa Da Linha de Ônibus 897Documento4 páginasPaciência (Via Santa Eugênia) : Horários, Paradas e Mapa Da Linha de Ônibus 897Fabrício RodriguesAinda não há avaliações
- Constec Engenharia - ApresentaçãoDocumento15 páginasConstec Engenharia - ApresentaçãoHTMENDES CONSTRUTORA-AMAinda não há avaliações
- Modelo Portfolio AnhangueraDocumento9 páginasModelo Portfolio AnhangueraEziquiel BrandãoAinda não há avaliações
- Manual EmpreendedorismoUFCD5945Documento47 páginasManual EmpreendedorismoUFCD5945RicardoCosta100% (1)
- Parcela/Plano VencimentoDocumento1 páginaParcela/Plano VencimentoBruna SouzaAinda não há avaliações
- Rastreador Gps Veicular Moto Carro Coban Tk-303g BloqueadorDocumento1 páginaRastreador Gps Veicular Moto Carro Coban Tk-303g BloqueadorRubens Mesquita RodriguesAinda não há avaliações
- 14268864328zz TrocashjhgfffydxbjDocumento1 página14268864328zz TrocashjhgfffydxbjbreferreiraAinda não há avaliações
- Caixa de Papelão (24x16x4) para SedexCorreiosEcommercePACMini Envios (Medidas EXTERNAS) Caixas P Mini EnviosDocumento1 páginaCaixa de Papelão (24x16x4) para SedexCorreiosEcommercePACMini Envios (Medidas EXTERNAS) Caixas P Mini EnviosFranciele HenkeAinda não há avaliações
- Modelo de Contrato de Aluguel Simples Word para Preencher AtualizadoDocumento4 páginasModelo de Contrato de Aluguel Simples Word para Preencher AtualizadoChristian WilliamAinda não há avaliações
- AtendeNet 1578062986981Documento2 páginasAtendeNet 1578062986981Pedro GuimarãesAinda não há avaliações
- Hyperplus S ArticuladaDocumento121 páginasHyperplus S ArticuladaLucas Dos SantosAinda não há avaliações
- Centro e Centralidade Conceitos e Aproximacoes A Cidade de Sao PauloDocumento10 páginasCentro e Centralidade Conceitos e Aproximacoes A Cidade de Sao PauloIsabela de Souza RamosAinda não há avaliações
- Abnt NBR Iso 9001 2015 EditadaDocumento43 páginasAbnt NBR Iso 9001 2015 EditadaPaulo HenriqueAinda não há avaliações
- Sala Do Mestre Dos DerivativosDocumento13 páginasSala Do Mestre Dos DerivativosThiago100% (4)
- Irmas Carmelita MesaDocumento1 páginaIrmas Carmelita MesaOseas Freitas MouraAinda não há avaliações
- 2551 Dist. Route 66Documento1 página2551 Dist. Route 66charlesAinda não há avaliações
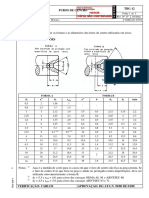
- Furos de Centro DIN-332Documento5 páginasFuros de Centro DIN-332Evandro AntonettiAinda não há avaliações
- PSM - MATERIAL - COMPLETO - PARTICIPANTES - 2021 - v2Documento170 páginasPSM - MATERIAL - COMPLETO - PARTICIPANTES - 2021 - v2rogertegAinda não há avaliações
- Dimensionamento Da CIPA Passo A Passo Mega Segurança Do TrabalhoDocumento6 páginasDimensionamento Da CIPA Passo A Passo Mega Segurança Do TrabalhoAna Sophya Camelo RochaAinda não há avaliações
- 03 - Vantagem CompetitivaDocumento23 páginas03 - Vantagem CompetitivaOsvaldo FerreiraAinda não há avaliações
- Manual - Financiamento de NegocioDocumento113 páginasManual - Financiamento de NegocioArmando MatheAinda não há avaliações
- Exercício OrçamentoDocumento9 páginasExercício OrçamentoPedro Henrique Moraes MedeirosAinda não há avaliações
- Auditoria Interna e Externa - CrepaldiDocumento101 páginasAuditoria Interna e Externa - CrepaldiFRANCISCO TAVARESAinda não há avaliações
- PDM Versao Final ParticipativaDocumento114 páginasPDM Versao Final ParticipativahackerzAinda não há avaliações
- 30-Modelos deDocumento28 páginas30-Modelos deLoirys Klein100% (1)
- Unigranrio AUDITORIACONTABILDocumento6 páginasUnigranrio AUDITORIACONTABILPaulo Ricardo RangelAinda não há avaliações
- Atividade Avaliativa - em Busca Da Qualidade Nos ServiçosDocumento4 páginasAtividade Avaliativa - em Busca Da Qualidade Nos ServiçosIntuitiva ConsultoriaAinda não há avaliações
- Planilha Bruno Do Voce Mais RicoDocumento5 páginasPlanilha Bruno Do Voce Mais RicoSorria SorriaAinda não há avaliações
- TCDF 2023 Plano de Estudos AuditorDocumento49 páginasTCDF 2023 Plano de Estudos AuditorAstolfo AstalfoAinda não há avaliações
- Ccmei 42612995000191Documento2 páginasCcmei 42612995000191Libia vazAinda não há avaliações
- Exercicios Micro 2Documento5 páginasExercicios Micro 2João PedroAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 21 dias para curar sua vida: Amando a si mesmo trabalhando com o espelhoNo Everand21 dias para curar sua vida: Amando a si mesmo trabalhando com o espelhoNota: 4.5 de 5 estrelas4.5/5 (57)
- Trading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNo EverandTrading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNota: 5 de 5 estrelas5/5 (1)
- Minimalismo: Técnicas para uma vida simples e significativaNo EverandMinimalismo: Técnicas para uma vida simples e significativaNota: 5 de 5 estrelas5/5 (2)
- Consultoria Especializada e Estratégias De Trade De ForexNo EverandConsultoria Especializada e Estratégias De Trade De ForexAinda não há avaliações
- Administração da Tecnologia de Informação e Comunicação: Da Informática Básica à Gestão do ConhecimentoNo EverandAdministração da Tecnologia de Informação e Comunicação: Da Informática Básica à Gestão do ConhecimentoNota: 5 de 5 estrelas5/5 (1)
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisNo EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisAinda não há avaliações
- Introdução Às Redes De Computadores: Modelos Osi E Tcp/ipNo EverandIntrodução Às Redes De Computadores: Modelos Osi E Tcp/ipAinda não há avaliações
- Tudo Sobre A Tecnologia Blockchain: O Guia Mais Completo Para Iniciantes Sobre Carteira Blockchain, Bitcoin, Ethereum, Ripple, DashNo EverandTudo Sobre A Tecnologia Blockchain: O Guia Mais Completo Para Iniciantes Sobre Carteira Blockchain, Bitcoin, Ethereum, Ripple, DashAinda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Nr-12 - Segurança No Trabalho Em Máquinas E EquipamentosNo EverandNr-12 - Segurança No Trabalho Em Máquinas E EquipamentosAinda não há avaliações
- Sua Primeira Startup: O Guia de Negócios Startup, da Ideia ao LançamentoNo EverandSua Primeira Startup: O Guia de Negócios Startup, da Ideia ao LançamentoAinda não há avaliações
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (26)
- Caixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasNo EverandCaixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasAinda não há avaliações
- 37 Regras para um Negócio Online de Sucesso: Como Desistir do Seu Emprego, Mudar Para o Paraíso e Ganhar Dinheiro Enquanto DormeNo Everand37 Regras para um Negócio Online de Sucesso: Como Desistir do Seu Emprego, Mudar Para o Paraíso e Ganhar Dinheiro Enquanto DormeNota: 1.5 de 5 estrelas1.5/5 (2)
- Blockchain Ethereum: Fundamentos de arquitetura, desenvolvimento de contratos e aplicaçõesNo EverandBlockchain Ethereum: Fundamentos de arquitetura, desenvolvimento de contratos e aplicaçõesAinda não há avaliações
- Crie seu mercado no mundo digital: Aprenda a viver de e-commerce com a estratégia que levou inúmeros negócios on-line a sair do zero e ultrapassar os R$ 100 mil em vendas por mêsNo EverandCrie seu mercado no mundo digital: Aprenda a viver de e-commerce com a estratégia que levou inúmeros negócios on-line a sair do zero e ultrapassar os R$ 100 mil em vendas por mêsNota: 4.5 de 5 estrelas4.5/5 (6)
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosNo EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosNota: 5 de 5 estrelas5/5 (10)