Você também pode gostar
- Paper Planejamento e Controle Da Produção: Dinamica Do LegoDocumento11 páginasPaper Planejamento e Controle Da Produção: Dinamica Do LegoRouseni Costa100% (2)
- Dinamica - Lego Rev. ProfDocumento11 páginasDinamica - Lego Rev. ProfThiago Camargo100% (1)
- JIT Questionario para DiscussãoDocumento4 páginasJIT Questionario para DiscussãobrunolmonteiroAinda não há avaliações
- Exercícios Resolvidos - KanbanDocumento3 páginasExercícios Resolvidos - KanbanLigia Oliveira0% (1)
- (Adm-Suely) - Administracao de Materiais e Producao IIIDocumento46 páginas(Adm-Suely) - Administracao de Materiais e Producao IIIWalter Teves100% (1)
- Prova Gestao Da ProduçãoDocumento3 páginasProva Gestao Da ProduçãoTadeu Melo SousaAinda não há avaliações
- Lista de Exercício Logística Da ProduçãoDocumento10 páginasLista de Exercício Logística Da ProduçãohallexAinda não há avaliações
- Exercicios Giro de EstoqueDocumento11 páginasExercicios Giro de EstoqueMatheus Ugo100% (1)
- ApostilaEMT Aux de Logística 2016Documento115 páginasApostilaEMT Aux de Logística 2016Ocimar Antonio FranciscoAinda não há avaliações
- Apresentaçao ToyotismoDocumento72 páginasApresentaçao ToyotismoSimone Fortunato100% (2)
- Logistica Reversa - Avaliação IDocumento4 páginasLogistica Reversa - Avaliação Ialbert pacheco0% (1)
- Questões de Planejamento e Organização No Trabalho SenaiDocumento1 páginaQuestões de Planejamento e Organização No Trabalho SenaiAmanda AnesiAinda não há avaliações
- Diagrama de DispersãoDocumento11 páginasDiagrama de DispersãoJefferson RibeiroAinda não há avaliações
- Exercicio de Logística ResolvidoDocumento4 páginasExercicio de Logística ResolvidoSuzy Queiroz50% (4)
- Tipos de Sistemas de ProduçãoDocumento6 páginasTipos de Sistemas de ProduçãoItalo P Machado50% (2)
- Ferramentas Lean ManufacturingDocumento11 páginasFerramentas Lean ManufacturingRafael BarrosAinda não há avaliações
- 1.1.1. Exercicios 1 ControladoriaDocumento4 páginas1.1.1. Exercicios 1 ControladoriaGeyce Anne Lima50% (2)
- Atividade - PDCA - SDCA - MASP - Com RespostasDocumento10 páginasAtividade - PDCA - SDCA - MASP - Com RespostasFlavia SilvaAinda não há avaliações
- Matriz GUTDocumento7 páginasMatriz GUTFlavia SilvaAinda não há avaliações
- Estudo de Caso Com PerguntasDocumento3 páginasEstudo de Caso Com PerguntasZelia MarianoAinda não há avaliações
- Fórum de Fundamentos de Administração - CópiaDocumento6 páginasFórum de Fundamentos de Administração - CópiaJean Carlos Pereira BarbosaAinda não há avaliações
- VSM Simbolos Referencia RapidaDocumento11 páginasVSM Simbolos Referencia RapidaSérgio Eduardo Martincues100% (1)
- Atividade de Planejamento e Controle de Produção 2007 - GabaritoDocumento6 páginasAtividade de Planejamento e Controle de Produção 2007 - GabaritoVinicius RosaAinda não há avaliações
- Atividade Sobre LOGÍSTICA E CADEIA DE SUPRIMENTOSDocumento4 páginasAtividade Sobre LOGÍSTICA E CADEIA DE SUPRIMENTOSRaphael Xavier Barbosa100% (1)
- Balanceamento de LinhaDocumento6 páginasBalanceamento de Linhaerisson_cAinda não há avaliações
- Av2 Logística (Minha Prova)Documento4 páginasAv2 Logística (Minha Prova)kauane lysienAinda não há avaliações
- Aula 1 Sistemas de ProduçãoDocumento33 páginasAula 1 Sistemas de Produçãofelipe_ss14Ainda não há avaliações
- 50 ExercicioDocumento1 página50 ExercicioJandir NevesAinda não há avaliações
- Lista de Exercícios - Sequenciamento Da ProduçãoDocumento3 páginasLista de Exercícios - Sequenciamento Da Produçãodecoag25100% (1)
- Exercícios Sobre Dente de Serra - Alunos UNG DiaDocumento2 páginasExercícios Sobre Dente de Serra - Alunos UNG Dianivaldo100% (1)
- Desafio - UA - Semana 1 - Fronteiras de Possibilidade de ProduçãoDocumento6 páginasDesafio - UA - Semana 1 - Fronteiras de Possibilidade de ProduçãoJonathan DavidAinda não há avaliações
- 2013-Lote Econômico de Fabricação (LEF)Documento2 páginas2013-Lote Econômico de Fabricação (LEF)EDGCONSULT71% (7)
- !AvRecuperação-ESt DadosDocumento3 páginas!AvRecuperação-ESt DadosAndré AlmeidaAinda não há avaliações
- Prova 8 Periodo 2022Documento25 páginasProva 8 Periodo 2022Christtian S.ReisAinda não há avaliações
- Lista de Exercícios - Projeto de Fábrica - 3 UnidadeDocumento8 páginasLista de Exercícios - Projeto de Fábrica - 3 UnidadeRibamar Júnior CavalcanteAinda não há avaliações
- Lista de Exercícios IIDocumento3 páginasLista de Exercícios IIanieblanc0% (1)
- Gestão Da QualidadeDocumento3 páginasGestão Da QualidadeFelipe Bruner67% (3)
- Prova 1 - Online 2020 - 3Documento7 páginasProva 1 - Online 2020 - 3Daniele AlbuquerqueAinda não há avaliações
- Nassau Aula 1 - EmpregabilidadeDocumento39 páginasNassau Aula 1 - EmpregabilidadeGyl Ribeiro0% (1)
- Atividade - Esp 05 FUNDAMNETOS DO COOPERATIVISMODocumento4 páginasAtividade - Esp 05 FUNDAMNETOS DO COOPERATIVISMOP.K.F Evolution100% (2)
- Exercícios de Fixação de LayoutDocumento19 páginasExercícios de Fixação de LayoutKegenaldo Alves50% (2)
- Aula PCP II - 03 - Planejamento Capacidade PDFDocumento45 páginasAula PCP II - 03 - Planejamento Capacidade PDFJosé Beltrão de MedeirosAinda não há avaliações
- CURSO 8 Melhoria ContínuaDocumento64 páginasCURSO 8 Melhoria ContínuaGabriela QueirozAinda não há avaliações
- Slide 1 Fundamentos Da LogísticaDocumento48 páginasSlide 1 Fundamentos Da LogísticaCarlaLeeAinda não há avaliações
- Aula 03 - MPS - Plano Mestre de ProduçãoDocumento17 páginasAula 03 - MPS - Plano Mestre de ProduçãoJeanAinda não há avaliações
- Lista de Exercícios - REDES PERT - CPMDocumento3 páginasLista de Exercícios - REDES PERT - CPMAugusto Otto CannataroAinda não há avaliações
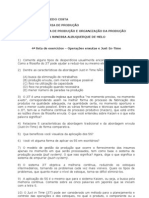
- 4º Lista de Exercicios - Operacoes Enxutas e Just in TimeDocumento2 páginas4º Lista de Exercicios - Operacoes Enxutas e Just in TimeLuiz Antonio Alves100% (3)
- Exercicios Takt TimeDocumento19 páginasExercicios Takt TimeGrahAinda não há avaliações
- MS ProjectDocumento51 páginasMS ProjectFábio MaiaAinda não há avaliações
- Ciclo PDCADocumento7 páginasCiclo PDCAhberigoAinda não há avaliações
- Prova PósDocumento7 páginasProva PósRebeca IvantesAinda não há avaliações
- CapacidadeDocumento23 páginasCapacidadeAndréa Louise Marques Figueredo da Silva100% (3)
- Just in TimeDocumento6 páginasJust in TimeViviane Rezende PratesAinda não há avaliações
- Aula 1 Introdução A Cadeia de SuprimentosDocumento29 páginasAula 1 Introdução A Cadeia de SuprimentosCarlos ferreiraAinda não há avaliações
- Fundamentos Da Administração - TEMA Sistema Toyota de ProduçãoDocumento22 páginasFundamentos Da Administração - TEMA Sistema Toyota de ProduçãoSilva JhonAinda não há avaliações
- Sistema Toyota de Produção - Shigeo ShingoDocumento7 páginasSistema Toyota de Produção - Shigeo ShingoBartolomeu Guilerme Dos Santos67% (3)
- O Sistema Toyota de ProduçãoDocumento6 páginasO Sistema Toyota de ProduçãoJaime J SouzaAinda não há avaliações
- Trabalho de TGA - 10 06 Teoria Geral Da AdmDocumento42 páginasTrabalho de TGA - 10 06 Teoria Geral Da AdmAlan JeffersonAinda não há avaliações
- Implantação Do Sistema de Produção Enxuta - ESTÁCIODocumento24 páginasImplantação Do Sistema de Produção Enxuta - ESTÁCIOLuiz David MendesAinda não há avaliações
- 2 - Endereçamento IPv6-Formato, Notação Compactada e Tipos de Endereços - Link Local, Unicast Global, MulticastDocumento14 páginas2 - Endereçamento IPv6-Formato, Notação Compactada e Tipos de Endereços - Link Local, Unicast Global, MulticastAirton Lopes FilhoAinda não há avaliações
- Estudos de Caso NEURODocumento12 páginasEstudos de Caso NEUROmercury1946Ainda não há avaliações
- Estudo de Caso - PetrobrásDocumento11 páginasEstudo de Caso - PetrobrásLeandro PereiraAinda não há avaliações
- AULA 14 - Madeiras para AcabamentosDocumento31 páginasAULA 14 - Madeiras para AcabamentosVinícius FrançaAinda não há avaliações
- Lista 03 - Primeiros Anos - Gabarito - Equações Do Primeiro e Segundo GrausDocumento2 páginasLista 03 - Primeiros Anos - Gabarito - Equações Do Primeiro e Segundo GrausGiuliano SalvaraniAinda não há avaliações
- ESCOLA BÍBLICA - BATISMOhhkhDocumento24 páginasESCOLA BÍBLICA - BATISMOhhkhBianca NascimentoAinda não há avaliações
- Rede de Precedencia ComissionamentoDocumento6 páginasRede de Precedencia ComissionamentoIgor AraújoAinda não há avaliações
- SP O Estado de S Paulo 311223Documento40 páginasSP O Estado de S Paulo 311223Guilherme JulianAinda não há avaliações
- Decifre Seu SonhoDocumento11 páginasDecifre Seu SonhoPAI ADRIANO DE EXU100% (7)
- Lovecraft's Call of Cthulhu - PDF Versão 1Documento2 páginasLovecraft's Call of Cthulhu - PDF Versão 1Sidnei Gomes CarvalhoAinda não há avaliações
- Gustavo Grand in I Bastos Gays A Plica TivoDocumento329 páginasGustavo Grand in I Bastos Gays A Plica TivoLuiz Carlos Martins de SouzaAinda não há avaliações
- ABNT NBR 12225 - Títulos de LombadaDocumento2 páginasABNT NBR 12225 - Títulos de LombadaEvandro DiegoAinda não há avaliações
- Terminologia em SaúdeDocumento6 páginasTerminologia em SaúdeAlmir JuniorAinda não há avaliações
- CLC6 - RA3 - Códigoestrada Carla 2Documento4 páginasCLC6 - RA3 - Códigoestrada Carla 2Karoll SoaresAinda não há avaliações
- Parecer Da SBB Sobre Licenciatura Da ComputaçãoDocumento20 páginasParecer Da SBB Sobre Licenciatura Da ComputaçãoMarcus Barros Braga100% (1)
- Vem Pra Cruzinha Apostila Modulo 3 PDFDocumento13 páginasVem Pra Cruzinha Apostila Modulo 3 PDFDinorahAinda não há avaliações
- Ava - 2 Educação e Currículo Toda CertaDocumento4 páginasAva - 2 Educação e Currículo Toda CertaElmo Cezário Pereira100% (1)
- Técnica Da NATAÇÃO DESPORTIVADocumento23 páginasTécnica Da NATAÇÃO DESPORTIVASolange ManaiaAinda não há avaliações
- Apostila Matrizes-Determinantes-Sistemas Lineares PDFDocumento47 páginasApostila Matrizes-Determinantes-Sistemas Lineares PDFGabriel Castro0% (1)
- Frases - A Mágica de Pensar GrandeDocumento2 páginasFrases - A Mágica de Pensar GrandeFernandoRocha100% (1)
- Projeto de Vida: 9° Ano - Autoconhecimento E Planos para O FuturoDocumento18 páginasProjeto de Vida: 9° Ano - Autoconhecimento E Planos para O FuturoAlyson AndradeAinda não há avaliações
- Afiliado MACDocumento18 páginasAfiliado MACTmloiro100% (1)
- Livro de Gravuras Do Evangelho - PorDocumento116 páginasLivro de Gravuras Do Evangelho - PorAntoniel Santos Cruz100% (1)
- Brincadeiras Das Crianças IndígenasDocumento9 páginasBrincadeiras Das Crianças Indígenasb_leonardoAinda não há avaliações
- As Sete Cartas - S Igrejas Do ApoDocumento37 páginasAs Sete Cartas - S Igrejas Do ApoMichelle Alkmim100% (2)
- APX3Documento3 páginasAPX3Diego Vasquinho SiqueiraAinda não há avaliações
- Jardiene Leandro Ferreira (UFCG) e Denise Lino de Araújo (UFCG)Documento15 páginasJardiene Leandro Ferreira (UFCG) e Denise Lino de Araújo (UFCG)Jaqueline LeandroAinda não há avaliações
- Modelo de Contestação À Ação de Divórcio LitigiosoDocumento5 páginasModelo de Contestação À Ação de Divórcio LitigiosovaldevanAinda não há avaliações
- Ação Lacaniana Nas Instituições - Elisa AlvarengaDocumento5 páginasAção Lacaniana Nas Instituições - Elisa Alvarengakarina.martinianoaAinda não há avaliações
- Art 2620240072519 8dc16c63e26cd07Documento2 páginasArt 2620240072519 8dc16c63e26cd07Francisco DmasfAinda não há avaliações