Você também pode gostar
- Acompanhamento do desgaste em caçambas, correntes e rodados de elevador de canecasDocumento46 páginasAcompanhamento do desgaste em caçambas, correntes e rodados de elevador de canecasAdonis BasilioAinda não há avaliações
- Carlos Eduardo Da Silva - Docx Com Correção BDocumento52 páginasCarlos Eduardo Da Silva - Docx Com Correção BCarlos Eduardo da SilvaAinda não há avaliações
- Validação de embaladora médicaDocumento99 páginasValidação de embaladora médicaJosé Carlos MartinsAinda não há avaliações
- TCC - Análise de Falhas em Um Sistema de Moendas de Uma Usina de Cana de Açúcar.Documento64 páginasTCC - Análise de Falhas em Um Sistema de Moendas de Uma Usina de Cana de Açúcar.Gilson NunesAinda não há avaliações
- SOPHIA TCC Manutenção Confiabilidade Aplicada Pelotização Minério SophiaDocumento103 páginasSOPHIA TCC Manutenção Confiabilidade Aplicada Pelotização Minério SophiaLucas FernandesAinda não há avaliações
- Sistema de remoção de rebarba em serras fitaDocumento39 páginasSistema de remoção de rebarba em serras fitaRomulo MondiniAinda não há avaliações
- Propagação de trinca por fadiga em soldas subaquáticasDocumento96 páginasPropagação de trinca por fadiga em soldas subaquáticasJoao Vitor SanchezAinda não há avaliações
- Estudo dos parâmetros de usinagem e desgaste de ferramentas no torneamento CNC do aço SAE 4140Documento62 páginasEstudo dos parâmetros de usinagem e desgaste de ferramentas no torneamento CNC do aço SAE 4140CacoKermitMuppetsAinda não há avaliações
- Análise Comparativa entre Fresamento 3 e 5 Eixos para MoldesDocumento400 páginasAnálise Comparativa entre Fresamento 3 e 5 Eixos para MoldesAlexandre SmakoviszAinda não há avaliações
- Relatório de Estágio - Isabele Sena - 2022Documento36 páginasRelatório de Estágio - Isabele Sena - 2022iuri.nascimento.021Ainda não há avaliações
- Estudo de falha em moega de pesagemDocumento43 páginasEstudo de falha em moega de pesagemCarlos Eduardo da SilvaAinda não há avaliações
- Programa 5S em Oficina de CilindrosDocumento50 páginasPrograma 5S em Oficina de CilindrosBruno DominguesAinda não há avaliações
- TCCP - Helen Rodrigues AraújoDocumento84 páginasTCCP - Helen Rodrigues AraújomarcelomagnavitaAinda não há avaliações
- Monitoramento de barragens de rejeitosDocumento156 páginasMonitoramento de barragens de rejeitosMariana IvoAinda não há avaliações
- TCC Rafael Durante - Rev05Documento41 páginasTCC Rafael Durante - Rev05Vitoria SilvaAinda não há avaliações
- Melhoria de Um Processo de ManutençãoDocumento95 páginasMelhoria de Um Processo de ManutençãoTadeu MaTASAinda não há avaliações
- Trabalho de Conclusão de CursoDocumento53 páginasTrabalho de Conclusão de CursoCarlos Eduardo da SilvaAinda não há avaliações
- TCC Igor - FinalDocumento78 páginasTCC Igor - FinalarthurblinsAinda não há avaliações
- Dissertação Solano Cristovão Da SilveiraDocumento113 páginasDissertação Solano Cristovão Da SilveiraHugo GuedesAinda não há avaliações
- Manoel MessiasDocumento83 páginasManoel MessiasManassés Pinto Silva JuniorAinda não há avaliações
- Relatório ESUI - Pablo Conrado Prestes de OliveiraDocumento112 páginasRelatório ESUI - Pablo Conrado Prestes de OliveiraPablo Conrado Prestes de OliveiraAinda não há avaliações
- Marcel Yamada Teshima TCCDocumento63 páginasMarcel Yamada Teshima TCCHiago PereiraAinda não há avaliações
- Joana-Rita Carvalho-CoelhoDocumento113 páginasJoana-Rita Carvalho-CoelhoFranck MonthanaAinda não há avaliações
- AlanRomuloSilvaQueirozOrigSemCorr16 PDFDocumento204 páginasAlanRomuloSilvaQueirozOrigSemCorr16 PDFSousaAinda não há avaliações
- Relatório de Conclusão de Curso - CARLOS EDUARDODocumento21 páginasRelatório de Conclusão de Curso - CARLOS EDUARDOrubya.cagepaAinda não há avaliações
- Relatório Incompleto KelyDocumento12 páginasRelatório Incompleto KelyHilson FerreiraAinda não há avaliações
- Relatório de Estágio na Braserv PetróleoDocumento33 páginasRelatório de Estágio na Braserv PetróleoAry NetoAinda não há avaliações
- TCC - Aline Santos ProcópioDocumento61 páginasTCC - Aline Santos ProcópioAline GonçalvesAinda não há avaliações
- TCC AplicacaoFerramentasGestaoDocumento49 páginasTCC AplicacaoFerramentasGestaolatifa ainadineAinda não há avaliações
- MANUTENCAO EM PONTES ROLANTES - estudo de caso em uma indústria siderúrgica de Belo Horizonte - Minas GeraisDocumento74 páginasMANUTENCAO EM PONTES ROLANTES - estudo de caso em uma indústria siderúrgica de Belo Horizonte - Minas GeraisLeon LoboAinda não há avaliações
- Conversao Fresa CNCDocumento83 páginasConversao Fresa CNCifmatos100% (1)
- Dissertacao2015 PPGEP MP MiltonJasonnNevesMacielDocumento75 páginasDissertacao2015 PPGEP MP MiltonJasonnNevesMacielCaroline Yukari Cancela IshiiAinda não há avaliações
- Importância da Metrologia na Engenharia ReversaDocumento44 páginasImportância da Metrologia na Engenharia Reversadnvfps1337Ainda não há avaliações
- Projeto de Colunas de Destilação Sujeito A IncertezasDocumento54 páginasProjeto de Colunas de Destilação Sujeito A IncertezasDante Vitoriano LocatelliAinda não há avaliações
- Tayner Suzano de Freitas Plagio 5%Documento29 páginasTayner Suzano de Freitas Plagio 5%AtaideAinda não há avaliações
- Preparação e Programação de Manutenção Industrial Na Empresa Celbi, S. ADocumento123 páginasPreparação e Programação de Manutenção Industrial Na Empresa Celbi, S. AGeraldoadriAinda não há avaliações
- Sistema de gestão de manutenção industrial para indústria alimentíciaDocumento78 páginasSistema de gestão de manutenção industrial para indústria alimentíciaPaulo KanasiroAinda não há avaliações
- Desbaste axial em fresamentoDocumento118 páginasDesbaste axial em fresamentoAlexandre SmakoviszAinda não há avaliações
- TCC Danilo VFinalDocumento83 páginasTCC Danilo VFinalocuriosoAinda não há avaliações
- MONOGRAFIA AnáliseAncoragemSegurançaDocumento38 páginasMONOGRAFIA AnáliseAncoragemSegurançaWilliam Unarineé da ConceiçãoAinda não há avaliações
- Processo de Qualifocação de Umbilicais - TCC - Felipe FaissalDocumento75 páginasProcesso de Qualifocação de Umbilicais - TCC - Felipe FaissalGilmax de Oliveira AraújoAinda não há avaliações
- MONOGRAFIA RevisãoPlanoManutençãoDocumento45 páginasMONOGRAFIA RevisãoPlanoManutençãoGuilherme Alexandre Mancilha FogacaAinda não há avaliações
- TCC - Aplicação Da Ferramenta de Balanceamento de OperaçõesDocumento70 páginasTCC - Aplicação Da Ferramenta de Balanceamento de OperaçõesWilsonVitorAinda não há avaliações
- TCC Alexandre Simon Shyu - Versao FinalDocumento74 páginasTCC Alexandre Simon Shyu - Versao FinalAlexandreAinda não há avaliações
- Metodologia simplificada de RCM para revisão de planos preventivosDocumento61 páginasMetodologia simplificada de RCM para revisão de planos preventivosAlice CalsingAinda não há avaliações
- NR 33 - ESPAÇO CONFINADO Padronização Dos Procedimentos de Segurança para Atividade de Manutenção em TanquesDocumento94 páginasNR 33 - ESPAÇO CONFINADO Padronização Dos Procedimentos de Segurança para Atividade de Manutenção em TanquesCPSSTAinda não há avaliações
- Gestão Da Manutenção Centrada Na Confiabilidade em Pontes RolantesDocumento68 páginasGestão Da Manutenção Centrada Na Confiabilidade em Pontes RolantesArkantos100% (1)
- TCC - André Oliveira (Exemplo)Documento54 páginasTCC - André Oliveira (Exemplo)Nei Castro CastroAinda não há avaliações
- Conte E. D. (2010) - RE-Planejamento e Projeto de Um Equipamento para Empacotar Frangos Padrao ExportacaoDocumento130 páginasConte E. D. (2010) - RE-Planejamento e Projeto de Um Equipamento para Empacotar Frangos Padrao ExportacaojonasAinda não há avaliações
- Dissertação Mansueto JuniorDocumento141 páginasDissertação Mansueto Juniorpauloricardo.ifprAinda não há avaliações
- TCC Técnico em Química - Transformadores e Testes Realizados em LaboratórioDocumento88 páginasTCC Técnico em Química - Transformadores e Testes Realizados em LaboratórioAdálcio Hugo GonçalvesAinda não há avaliações
- DM Anaalves 2018 MeeseDocumento116 páginasDM Anaalves 2018 MeeseDimitrio adamAinda não há avaliações
- Construção de Concentrador Solar Cilindro Parabólico para Produção de VaporDocumento91 páginasConstrução de Concentrador Solar Cilindro Parabólico para Produção de VaporXP C0% (1)
- Tiago TCC Eng 2020-1 - FinalDocumento59 páginasTiago TCC Eng 2020-1 - FinalarThorAinda não há avaliações
- Estudo Comparativo Entre Lajes Nervuradas em Concreto Armado e Lajes Nervuradas em Concreto Protendido: Fatores Técnicos e EconômicosDocumento104 páginasEstudo Comparativo Entre Lajes Nervuradas em Concreto Armado e Lajes Nervuradas em Concreto Protendido: Fatores Técnicos e Econômicosvalmir.sqjrAinda não há avaliações
- TCC Final-2Documento28 páginasTCC Final-2Iptv TvAinda não há avaliações
- Tcc-Glauber-2017 - 1 - Engrenagens - ForçasDocumento79 páginasTcc-Glauber-2017 - 1 - Engrenagens - ForçasGabriel EllisAinda não há avaliações
- TCC Guilherme VicenziDocumento90 páginasTCC Guilherme Vicenzitop1poneyAinda não há avaliações
- Aço Carbono 1020 Laminado A Frio Aplicado Ao Pré-Tratamento de Superfície em HexaflúorzircônioDocumento78 páginasAço Carbono 1020 Laminado A Frio Aplicado Ao Pré-Tratamento de Superfície em Hexaflúorzircôniohenrique cechinelAinda não há avaliações
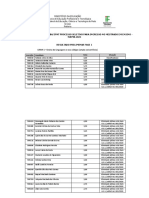
- Edital 2020.107.PGSS.2021.1.Mestrado Ensino - Resultado Preliminar Fase IDocumento26 páginasEdital 2020.107.PGSS.2021.1.Mestrado Ensino - Resultado Preliminar Fase ILuciano Carlos ArrudaAinda não há avaliações
- Ae cn6 Teste Avaliacao 3Documento7 páginasAe cn6 Teste Avaliacao 3Bruna Alexandra MartinsAinda não há avaliações
- Produtos Naturais bioativos-WEB PDFDocumento482 páginasProdutos Naturais bioativos-WEB PDFMartival SantosAinda não há avaliações
- IFRN Protecao TransformadorDocumento37 páginasIFRN Protecao TransformadorTiago MartinsAinda não há avaliações
- Tradução G-CodeDocumento7 páginasTradução G-CodeJean Neves dos Santos SerraAinda não há avaliações
- Plano Diretor AtualDocumento54 páginasPlano Diretor AtualWillian NovaesAinda não há avaliações
- A lição do abacaxiDocumento3 páginasA lição do abacaxiJunior John Erich Da SilvaAinda não há avaliações
- 2.2.1-Pot1 Sist3F AbilioDocumento48 páginas2.2.1-Pot1 Sist3F AbilioDanilo Do ValleAinda não há avaliações
- Comprovante ViniciusDocumento1 páginaComprovante Viniciusrayla23560% (1)
- Programa de Recuperação Ambiental, PRADocumento30 páginasPrograma de Recuperação Ambiental, PRACinthia FonsecaAinda não há avaliações
- Recursos HidricosDocumento2 páginasRecursos HidricosLucideia Alonso0% (1)
- 1º Lista de Exercicío - (2ºetapa Teste) - Noções de AlgebraDocumento4 páginas1º Lista de Exercicío - (2ºetapa Teste) - Noções de AlgebraErineu FilhoAinda não há avaliações
- Apostila 14 CAD Conceitos BasicosDocumento4 páginasApostila 14 CAD Conceitos BasicosJardel JuniorAinda não há avaliações
- Adesao RenainfDocumento2 páginasAdesao RenainfRodrigo VerissimoAinda não há avaliações
- Manual do Usuário Central Multimídia Plataforma Vi-300Documento48 páginasManual do Usuário Central Multimídia Plataforma Vi-300dickdunerAinda não há avaliações
- O Conceito de Região em Três Registros. Exemplificando Com o Nordeste BrasileiroDocumento11 páginasO Conceito de Região em Três Registros. Exemplificando Com o Nordeste Brasileirocelio soaresAinda não há avaliações
- Psicomotricidade e Educação Infantil 2Documento11 páginasPsicomotricidade e Educação Infantil 2Ana Cláudia GomesAinda não há avaliações
- Rdo Rev.12 07 18Documento2 páginasRdo Rev.12 07 18Cassio CostaAinda não há avaliações
- Actas-ENEC-2007-Contributos para A Qualidade Educativa No Ensino Das Ciências Do Pré-Escolar Ao SuperiorDocumento684 páginasActas-ENEC-2007-Contributos para A Qualidade Educativa No Ensino Das Ciências Do Pré-Escolar Ao SuperiorLeonel MorgadoAinda não há avaliações
- Excel Avançado: Funções e Ferramentas PoderosasDocumento41 páginasExcel Avançado: Funções e Ferramentas PoderosasJaqueline SilvaAinda não há avaliações
- O Que Nos Diz A Arte Kaxinawa Sobre A Relação Entre Identidade e AlteridadeDocumento27 páginasO Que Nos Diz A Arte Kaxinawa Sobre A Relação Entre Identidade e AlteridadeJulia BroguetAinda não há avaliações
- Estudo Das CoresDocumento4 páginasEstudo Das CoresJohn Kennedy100% (1)
- A Cidade & A Criança - Conselho Técnico Da Escola Da Cidade PDFDocumento6 páginasA Cidade & A Criança - Conselho Técnico Da Escola Da Cidade PDFAnelise Pigatto RigonAinda não há avaliações
- Beneficios Da Acupuntura Na Terceira IdadeDocumento15 páginasBeneficios Da Acupuntura Na Terceira IdadeNilton BragaAinda não há avaliações
- Relatório 1 - RecristalizaçãoDocumento9 páginasRelatório 1 - RecristalizaçãoAlexander JuniorAinda não há avaliações
- Deficiência MúltiplaDocumento8 páginasDeficiência MúltiplaLeandroAinda não há avaliações
- Biblioteca Escolar (39950)Documento5 páginasBiblioteca Escolar (39950)Nilson CortesAinda não há avaliações
- Orizicultura Nos Campos Do Mondego: Antes e Depois Do EmparcelamentoDocumento14 páginasOrizicultura Nos Campos Do Mondego: Antes e Depois Do EmparcelamentoInês FreireAinda não há avaliações
- DanfeDocumento1 páginaDanfeAldo OliveiraAinda não há avaliações
- Rotina Do CoordenadorDocumento5 páginasRotina Do CoordenadorDaniela LopesAinda não há avaliações