Você também pode gostar
- Transformações de fases em materiais metálicosNo EverandTransformações de fases em materiais metálicosNota: 5 de 5 estrelas5/5 (1)
- FlaviaBarrosLima Aço de Baixa LigaDocumento200 páginasFlaviaBarrosLima Aço de Baixa LigaczinskiAinda não há avaliações
- Universidade Federal Do Rio Grande Do Sul Departamento de Ciências AdministrativasDocumento49 páginasUniversidade Federal Do Rio Grande Do Sul Departamento de Ciências AdministrativasBruno OliveiraAinda não há avaliações
- Aço Carbono 1020 Laminado A Frio Aplicado Ao Pré-Tratamento de Superfície em HexaflúorzircônioDocumento78 páginasAço Carbono 1020 Laminado A Frio Aplicado Ao Pré-Tratamento de Superfície em Hexaflúorzircôniohenrique cechinelAinda não há avaliações
- Dissertação (Rodrigo Madrona Dias)_Versão FinalDocumento163 páginasDissertação (Rodrigo Madrona Dias)_Versão FinalAlfredo SilvaAinda não há avaliações
- Análise microestrutural e de dureza do aço ASTM A182 F22Documento48 páginasAnálise microestrutural e de dureza do aço ASTM A182 F22RobertodeOLiveiraAinda não há avaliações
- Análise Da Transformação de Fase e Encruamento Do Aço Inoxidável 201 Durante A Conformação A Frio Por TrefilaçãoDocumento53 páginasAnálise Da Transformação de Fase e Encruamento Do Aço Inoxidável 201 Durante A Conformação A Frio Por TrefilaçãoLiandra CardosoAinda não há avaliações
- Soldabilidade Do Aço Usisac350 Na Construção MetálicaDocumento105 páginasSoldabilidade Do Aço Usisac350 Na Construção MetálicaGustavoAinda não há avaliações
- Processo de GalvanizaçãoDocumento81 páginasProcesso de GalvanizaçãoLuiz Antônio Borges JúniorAinda não há avaliações
- Avaliação Da Microestrutura - Processos MiG PulsadoDocumento61 páginasAvaliação Da Microestrutura - Processos MiG PulsadoItalloFranciscoAinda não há avaliações
- LucasMB MONODocumento27 páginasLucasMB MONONelsonRecheadoAinda não há avaliações
- Metodologias de Detalhamento de Estruturas MetalicasDocumento399 páginasMetodologias de Detalhamento de Estruturas MetalicasPaulo CesarAinda não há avaliações
- Biosssorção de Metais Pesados em PlantasDocumento157 páginasBiosssorção de Metais Pesados em PlantasAlexandre WittAinda não há avaliações
- 2019 - TCC - Refinador Grao LatãoDocumento45 páginas2019 - TCC - Refinador Grao LatãoMarcelo Kramel100% (1)
- Fadiga em Ferro FundidoDocumento102 páginasFadiga em Ferro FundidoMaurício PiresAinda não há avaliações
- Relação entre características da rocha e comportamento na britagemDocumento120 páginasRelação entre características da rocha e comportamento na britagemKleber SilvaAinda não há avaliações
- Cunha AdiltoPereiraAndrade DDocumento141 páginasCunha AdiltoPereiraAndrade DMarcos Junior SilvaAinda não há avaliações
- Fernando de Barros Nogueira Machado PDFDocumento36 páginasFernando de Barros Nogueira Machado PDFRaphael FialhoAinda não há avaliações
- VictorSG MONODocumento47 páginasVictorSG MONOLuidy MartinsAinda não há avaliações
- Disserta o Mestrado Mariana Pessoa Medeiros de Paula CDDocumento107 páginasDisserta o Mestrado Mariana Pessoa Medeiros de Paula CDA BraunAinda não há avaliações
- TCC - Aurlio Neto 2015Documento58 páginasTCC - Aurlio Neto 2015Rui DanielAinda não há avaliações
- Monopoli 10021613Documento51 páginasMonopoli 10021613santosalysson338Ainda não há avaliações
- 2022 - RENÊ COUTINHO - Modelo NORSAND Aplica A Um Rejeito de Minerio de FerroDocumento183 páginas2022 - RENÊ COUTINHO - Modelo NORSAND Aplica A Um Rejeito de Minerio de FerroLais GarciaAinda não há avaliações
- Desenvolvimento de Tubo de Aço API 5CT Grau L80 Com 1p.c de Cromo Soldado Por ERW - HFIWDocumento71 páginasDesenvolvimento de Tubo de Aço API 5CT Grau L80 Com 1p.c de Cromo Soldado Por ERW - HFIWRonald Lucas Silva Lefundes OliveiraAinda não há avaliações
- Análise Da Solidificação para O Projeto de Molde E A Relação Com As Propriedades Mecânicas Na Fundição Da Liga de Latão 60/40Documento124 páginasAnálise Da Solidificação para O Projeto de Molde E A Relação Com As Propriedades Mecânicas Na Fundição Da Liga de Latão 60/40Lucas CunhaAinda não há avaliações
- Maximiza o Do Desaguamento de Rejeitos Minerais Gerados Pela Concentra o Do Min Rio de FerroDocumento78 páginasMaximiza o Do Desaguamento de Rejeitos Minerais Gerados Pela Concentra o Do Min Rio de FerroKleber MacedoAinda não há avaliações
- Dimensionamento de Silos em Concreto Armado para Armazenagem de Graos SiloDocumento80 páginasDimensionamento de Silos em Concreto Armado para Armazenagem de Graos SiloAnonymous xlGqQuz5bP100% (1)
- DISSERTAÇÃO AvaliaçãoIntegridadeEstruturalDocumento198 páginasDISSERTAÇÃO AvaliaçãoIntegridadeEstruturalSilas AraujoAinda não há avaliações
- Otimização do resfriamento do aço mola SAE 9254 na laminaçãoDocumento61 páginasOtimização do resfriamento do aço mola SAE 9254 na laminação-Ainda não há avaliações
- MONOGRAFIA RiscosDisposiçãoRejeitosDocumento38 páginasMONOGRAFIA RiscosDisposiçãoRejeitosTaci AlvesAinda não há avaliações
- Princípios Aerodinâmicos de Turbinas TCCDocumento40 páginasPrincípios Aerodinâmicos de Turbinas TCCJoao Vitor de Almeida SoaresAinda não há avaliações
- TCC Avaliacao Da Superficie e Do Comportamento Ao Desgaste Do Disco Dentado Considerando Diferentes Revestimentos. Autor Diorgenes Rodrigo Ferreira Ribeiro - Graduacao - UnisinosDocumento167 páginasTCC Avaliacao Da Superficie e Do Comportamento Ao Desgaste Do Disco Dentado Considerando Diferentes Revestimentos. Autor Diorgenes Rodrigo Ferreira Ribeiro - Graduacao - UnisinosMsp UsinagemAinda não há avaliações
- Dissertação - RELAÇÃO ESTRUTURA-PROPRIEDADES-PROCESSAMENTODocumento96 páginasDissertação - RELAÇÃO ESTRUTURA-PROPRIEDADES-PROCESSAMENTOAntonio GalvãoAinda não há avaliações
- PG Escória de Aciaria - Carlos Vinícius e RaísaDocumento111 páginasPG Escória de Aciaria - Carlos Vinícius e RaísaLuiz Otavio MachadoAinda não há avaliações
- Silva, 2020Documento141 páginasSilva, 2020RafaelAinda não há avaliações
- Caracterização Mecânica Por Ensaio de Tração de Alumínio Utilizados em Chassis de MotocicletasDocumento46 páginasCaracterização Mecânica Por Ensaio de Tração de Alumínio Utilizados em Chassis de MotocicletasThiago Cruz Da SilvaAinda não há avaliações
- Corrosão em Juntas Soldadas de Aços de Alta ResistênciaDocumento123 páginasCorrosão em Juntas Soldadas de Aços de Alta ResistênciaRenato ChilettoAinda não há avaliações
- PFFranco CompressedDocumento123 páginasPFFranco CompressedFlávio RamosAinda não há avaliações
- Ministério Da Educação Universidade Federal Do Rio Grande Do SulDocumento73 páginasMinistério Da Educação Universidade Federal Do Rio Grande Do SulA BraunAinda não há avaliações
- Estudo da danificação em barras de aço utilizadas na construção civil submetidas à corrosão através da mecânica do danoDocumento155 páginasEstudo da danificação em barras de aço utilizadas na construção civil submetidas à corrosão através da mecânica do danoLarissa SertorioAinda não há avaliações
- Projeto Integrador - MáquinaDocumento9 páginasProjeto Integrador - MáquinaLizandra MessiasAinda não há avaliações
- Parâmetros em dique de enrocamentoDocumento73 páginasParâmetros em dique de enrocamentoDaíla Aparecida FerreiraAinda não há avaliações
- Processo produtivo de tijolos cerâmicos no CearáDocumento104 páginasProcesso produtivo de tijolos cerâmicos no Cearácjaapy83Ainda não há avaliações
- 2008 - (Dissertação) Produção Do Compósito Bifásico Al2o3-Yag Com Adição de Nb2o5Documento131 páginas2008 - (Dissertação) Produção Do Compósito Bifásico Al2o3-Yag Com Adição de Nb2o5Lucas Bonan GomesAinda não há avaliações
- Caracterização Tecnologica de Carvões para CoqueriaDocumento90 páginasCaracterização Tecnologica de Carvões para CoqueriaMatheus AugustoAinda não há avaliações
- DISSERTAÇÃO InfluênciaTratamentosTermoquímicosDocumento62 páginasDISSERTAÇÃO InfluênciaTratamentosTermoquímicosKholen Paulo BenjamimAinda não há avaliações
- Aço DamascoTCC FINAL - Anderson Marinho MorenoDocumento67 páginasAço DamascoTCC FINAL - Anderson Marinho MorenoBruno FreitasAinda não há avaliações
- Análise comparativa de vigas metálicas alveolares e de alma cheiaDocumento143 páginasAnálise comparativa de vigas metálicas alveolares e de alma cheiaCleyton L. AlvesAinda não há avaliações
- tcc2 AssinadoDocumento57 páginastcc2 Assinadowarlei xavierAinda não há avaliações
- Cementação Por Plasma em Baixa Temperatura Do AçoDocumento51 páginasCementação Por Plasma em Baixa Temperatura Do AçoRenata LisboaAinda não há avaliações
- Teoria Da PlasticidadeDocumento88 páginasTeoria Da PlasticidadeAndréMondoAinda não há avaliações
- Projeto básico de galpão metálico de 22mDocumento62 páginasProjeto básico de galpão metálico de 22mWagner WeslleyAinda não há avaliações
- Parâmetros geotécnicos de areias quartzosas e carbonatadasDocumento197 páginasParâmetros geotécnicos de areias quartzosas e carbonatadasLuciano JuniorAinda não há avaliações
- TCC Engenharia - Gloria - ProntoDocumento54 páginasTCC Engenharia - Gloria - ProntogLorinha LeiteAinda não há avaliações
- Alice Branquinho MartinsDocumento114 páginasAlice Branquinho MartinsWadson MacielAinda não há avaliações
- Comparação entre facas forjadas e usinadasDocumento48 páginasComparação entre facas forjadas e usinadasBruno FreitasAinda não há avaliações
- 2017 TCC RtmendesDocumento59 páginas2017 TCC RtmendesRodolfoAinda não há avaliações
- CP 072338Documento168 páginasCP 072338kelvinAinda não há avaliações
- Análise Da Microestrutura e de Dureza de Barras Chatas de Aço SAE 15B29 Visando A Redução de EmpenamentoDocumento56 páginasAnálise Da Microestrutura e de Dureza de Barras Chatas de Aço SAE 15B29 Visando A Redução de EmpenamentoIgorAinda não há avaliações
- Presenca Hidrogenio No Aco PDFDocumento92 páginasPresenca Hidrogenio No Aco PDFVictor RibeiroAinda não há avaliações
- Prova 04 - PINTURA INDUSTRIALDocumento2 páginasProva 04 - PINTURA INDUSTRIALAnny CordeiroAinda não há avaliações
- Curso de ArquiteturaDocumento85 páginasCurso de ArquiteturaFabricio JoseAinda não há avaliações
- Refino a fogo de metaisDocumento19 páginasRefino a fogo de metaisAloide MoreiraAinda não há avaliações
- Aula 9 - Metais - AluminotermiaDocumento70 páginasAula 9 - Metais - AluminotermiaJulio Magalhaes de FreitasAinda não há avaliações
- Eletrodo RevestidoDocumento52 páginasEletrodo RevestidoJoão VictorAinda não há avaliações
- Caderno de Pioneiro FigurasDocumento13 páginasCaderno de Pioneiro Figurasiasmym.g.r.cAinda não há avaliações
- PORTFÓLIO - Roteiro de Aula Prática - Química e Ciência Dos MateriaisDocumento25 páginasPORTFÓLIO - Roteiro de Aula Prática - Química e Ciência Dos MateriaisGustavo SobralAinda não há avaliações
- Parafusos técnicosDocumento12 páginasParafusos técnicosCristiano Alves100% (1)
- Dashboard RHDocumento16 páginasDashboard RHCláudia MacielAinda não há avaliações
- Ligas Metálicas e AçosDocumento39 páginasLigas Metálicas e AçosArthur MotaAinda não há avaliações
- Ferros fundidos: classificação e propriedades dos principais tiposDocumento58 páginasFerros fundidos: classificação e propriedades dos principais tiposAna CarolinaAinda não há avaliações
- Produção do Aço emDocumento92 páginasProdução do Aço emJoão VictorAinda não há avaliações
- Aula - 9 - Soldagem A Arco ElétricoDocumento35 páginasAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesAinda não há avaliações
- Classificação Dos MineraisDocumento6 páginasClassificação Dos MineraisDacy Vareira JuniorAinda não há avaliações
- Recursos minerais e extrativismo no BrasilDocumento40 páginasRecursos minerais e extrativismo no BrasilMarcosAinda não há avaliações
- Avaliação fábrica blocosDocumento7 páginasAvaliação fábrica blocosBetinho FerreiraAinda não há avaliações
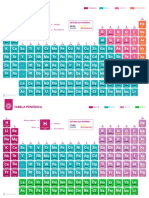
- Tabela Periódica dos Elementos QuímicosDocumento2 páginasTabela Periódica dos Elementos QuímicosClara BarretoAinda não há avaliações
- Cristais: Pedras Falsas E VerdadeirasDocumento21 páginasCristais: Pedras Falsas E VerdadeirasLola Gillian100% (1)
- 1o TRABALHO ACADEMICO - MAT CONSTR MECDocumento2 páginas1o TRABALHO ACADEMICO - MAT CONSTR MECVinicius BabaAinda não há avaliações
- AluminioDocumento85 páginasAluminioLuiz Alberto Dos SantosAinda não há avaliações
- Lista de Material SPDADocumento1 páginaLista de Material SPDAGabriel TomeAinda não há avaliações
- Recursos do Subsolo PortuguêsDocumento13 páginasRecursos do Subsolo PortuguêsDeolinda FerreiraAinda não há avaliações
- Artesanato de Alagoas: Materiais e Principais TiposDocumento14 páginasArtesanato de Alagoas: Materiais e Principais TiposPRISCILA SANTOS DA PAZAinda não há avaliações
- Pilhas comuns, alcalinas, mercúrio-zinco e lítio-iodoDocumento1 páginaPilhas comuns, alcalinas, mercúrio-zinco e lítio-iodoConta KwAinda não há avaliações
- Introdução à cutelaria - História e ferramentas básicasDocumento42 páginasIntrodução à cutelaria - História e ferramentas básicasBianca BymAinda não há avaliações
- Geologia dos metais base chumbo e zincoDocumento38 páginasGeologia dos metais base chumbo e zincoSidione Oliveira SouzaAinda não há avaliações
- Reatores II - 2ª Nota - Agostinho, Madu e Netto - Versão FinalDocumento54 páginasReatores II - 2ª Nota - Agostinho, Madu e Netto - Versão Finaljessiccaapolinario1508Ainda não há avaliações
- Prova Mineralogia JenniferDocumento3 páginasProva Mineralogia JenniferJennifer SoaresAinda não há avaliações
- Meio DragãoDocumento3 páginasMeio DragãoRhyanAinda não há avaliações
- Exercícios de fórmulas químicasDocumento7 páginasExercícios de fórmulas químicasJamile RampinelliAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Estratégias E Macetes Matemáticos Para ConcurseirosNo EverandEstratégias E Macetes Matemáticos Para ConcurseirosAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Cartas xamânicas: A descoberta do poder através da energia dos animaisNo EverandCartas xamânicas: A descoberta do poder através da energia dos animaisNota: 4 de 5 estrelas4/5 (10)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)