Você também pode gostar
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Presenca Hidrogenio No Aco PDFDocumento92 páginasPresenca Hidrogenio No Aco PDFVictor RibeiroAinda não há avaliações
- Jacqueline Magacho de Farias 2013Documento53 páginasJacqueline Magacho de Farias 2013NetoAinda não há avaliações
- Relatório Técnico - Ensaio de Metalografia (Materiais de Eng)Documento24 páginasRelatório Técnico - Ensaio de Metalografia (Materiais de Eng)Pedro HenriqueAinda não há avaliações
- Desenvolvimento de Tubo de Aço API 5CT Grau L80 Com 1p.c de Cromo Soldado Por ERW - HFIWDocumento71 páginasDesenvolvimento de Tubo de Aço API 5CT Grau L80 Com 1p.c de Cromo Soldado Por ERW - HFIWRonald Lucas Silva Lefundes OliveiraAinda não há avaliações
- FlaviaBarrosLima Aço de Baixa LigaDocumento200 páginasFlaviaBarrosLima Aço de Baixa LigaczinskiAinda não há avaliações
- 2019 - TCC - Refinador Grao LatãoDocumento45 páginas2019 - TCC - Refinador Grao LatãoMarcelo Kramel100% (1)
- Corrosão em Juntas Soldadas de Aços de Alta ResistênciaDocumento123 páginasCorrosão em Juntas Soldadas de Aços de Alta ResistênciaRenato ChilettoAinda não há avaliações
- Precipitação de fase de Laves em aço inoxidável superferríticoDocumento85 páginasPrecipitação de fase de Laves em aço inoxidável superferríticorenatobevAinda não há avaliações
- Efeito Nióbio Molibdênio Microestrutura Resistência Mecânica Aço MicroligadoDocumento79 páginasEfeito Nióbio Molibdênio Microestrutura Resistência Mecânica Aço MicroligadoLucas CaraffiniAinda não há avaliações
- Ministério Da Educação Universidade Federal Do Rio Grande Do SulDocumento81 páginasMinistério Da Educação Universidade Federal Do Rio Grande Do SulDarlan HeldtAinda não há avaliações
- Iniciar 2.4Documento122 páginasIniciar 2.4Ronie BomAinda não há avaliações
- Relação entre características da rocha e comportamento na britagemDocumento120 páginasRelação entre características da rocha e comportamento na britagemKleber SilvaAinda não há avaliações
- Propriedades Do LatãoDocumento69 páginasPropriedades Do Latãopaulo fialho FialhoAinda não há avaliações
- Antonio Fabiano de Oliveira Corr 19Documento290 páginasAntonio Fabiano de Oliveira Corr 19Leo SchroerAinda não há avaliações
- Elementos Deleterios No CinzentoDocumento175 páginasElementos Deleterios No CinzentoLucas CunhaAinda não há avaliações
- Desenvolvimento de molde refratário para fundição de precisãoDocumento34 páginasDesenvolvimento de molde refratário para fundição de precisãoMayke FernandesAinda não há avaliações
- ESTUDO DA CINÉTICA DE AUTORREDUÇÃO DOS ÓXIDOS DEDocumento75 páginasESTUDO DA CINÉTICA DE AUTORREDUÇÃO DOS ÓXIDOS DEJoao Victor de Mello Marinho AmaralAinda não há avaliações
- TCC Final PDFDocumento68 páginasTCC Final PDFBruna SantosAinda não há avaliações
- Analise Metalográfica-VERSÃOFINAL-0705Documento63 páginasAnalise Metalográfica-VERSÃOFINAL-0705Jefferson SouzaAinda não há avaliações
- Tratamento Térmico de Solubilização No Aço Duplex SAF 2205Documento56 páginasTratamento Térmico de Solubilização No Aço Duplex SAF 2205RicwasAinda não há avaliações
- Nitretação Aço H13 e ABNT 4140Documento106 páginasNitretação Aço H13 e ABNT 4140DIEGOAinda não há avaliações
- 2008 - (Dissertação) Produção Do Compósito Bifásico Al2o3-Yag Com Adição de Nb2o5Documento131 páginas2008 - (Dissertação) Produção Do Compósito Bifásico Al2o3-Yag Com Adição de Nb2o5Lucas Bonan GomesAinda não há avaliações
- DISSERTAÇÃO Avaliação Resistência Desgaste Microabrasivo AçoDocumento145 páginasDISSERTAÇÃO Avaliação Resistência Desgaste Microabrasivo Açomdconci2026Ainda não há avaliações
- Estudo e Caracterização Do Processo de Brasagem em Metal DuroDocumento93 páginasEstudo e Caracterização Do Processo de Brasagem em Metal DuronorthoncristyanAinda não há avaliações
- Análise microestrutural e de dureza do aço ASTM A182 F22Documento48 páginasAnálise microestrutural e de dureza do aço ASTM A182 F22RobertodeOLiveiraAinda não há avaliações
- Efeitos do Hidrogênio na Tenacidade do Aço 2,25Cr-1Mo-0,25VDocumento74 páginasEfeitos do Hidrogênio na Tenacidade do Aço 2,25Cr-1Mo-0,25VLuan CaetanoAinda não há avaliações
- Pre Tratamento de Efluentes de Industria Textil PDFDocumento52 páginasPre Tratamento de Efluentes de Industria Textil PDFEdilson JuniorAinda não há avaliações
- Síntese e caracterização de magnetitas substituídas com cromo para aplicações no tratamento redox de efluentes aquososDocumento215 páginasSíntese e caracterização de magnetitas substituídas com cromo para aplicações no tratamento redox de efluentes aquososPedro SônegoAinda não há avaliações
- Sinterização de bronze ao alumínio para buchasDocumento102 páginasSinterização de bronze ao alumínio para buchasWadson MacielAinda não há avaliações
- Interação Metal-Cerâmica No Processo de Fundição Por Cera PerdidaDocumento110 páginasInteração Metal-Cerâmica No Processo de Fundição Por Cera PerdidaMarian Ferreira Baptista da SilvaAinda não há avaliações
- Maximiza o Do Desaguamento de Rejeitos Minerais Gerados Pela Concentra o Do Min Rio de FerroDocumento78 páginasMaximiza o Do Desaguamento de Rejeitos Minerais Gerados Pela Concentra o Do Min Rio de FerroKleber MacedoAinda não há avaliações
- União de chapas galvanizadas por MIG-BrazingDocumento147 páginasUnião de chapas galvanizadas por MIG-BrazingGiselma ZéoAinda não há avaliações
- Introdução à Siderurgia: Processos e TecnologiasDocumento440 páginasIntrodução à Siderurgia: Processos e Tecnologiasemerson sennaAinda não há avaliações
- Análise Da Microestrutura e de Dureza de Barras Chatas de Aço SAE 15B29 Visando A Redução de EmpenamentoDocumento56 páginasAnálise Da Microestrutura e de Dureza de Barras Chatas de Aço SAE 15B29 Visando A Redução de EmpenamentoIgorAinda não há avaliações
- Dissertao - Verso Final Com Ficha CatalograficaDocumento150 páginasDissertao - Verso Final Com Ficha CatalograficaValdivino Rodrigues PereiraAinda não há avaliações
- 2021 TCC AosilvaDocumento41 páginas2021 TCC AosilvaDiego Godina SantosAinda não há avaliações
- TrabalhoDeConclusão Id24184.Documento22 páginasTrabalhoDeConclusão Id24184.Leonardo MirandaAinda não há avaliações
- Resistência à corrosão de aços eletrogalvanizadosDocumento233 páginasResistência à corrosão de aços eletrogalvanizadosVictoriaAinda não há avaliações
- TCC Avaliacao Da Superficie e Do Comportamento Ao Desgaste Do Disco Dentado Considerando Diferentes Revestimentos. Autor Diorgenes Rodrigo Ferreira Ribeiro - Graduacao - UnisinosDocumento167 páginasTCC Avaliacao Da Superficie e Do Comportamento Ao Desgaste Do Disco Dentado Considerando Diferentes Revestimentos. Autor Diorgenes Rodrigo Ferreira Ribeiro - Graduacao - UnisinosMsp UsinagemAinda não há avaliações
- Cementação Por Plasma em Baixa Temperatura Do AçoDocumento51 páginasCementação Por Plasma em Baixa Temperatura Do AçoRenata LisboaAinda não há avaliações
- Steyer (2006)Documento63 páginasSteyer (2006)romulomedeiroscaruaruAinda não há avaliações
- CP 072338Documento168 páginasCP 072338kelvinAinda não há avaliações
- Normas - Duplex USN S31803Documento101 páginasNormas - Duplex USN S31803WIGO WAIOAinda não há avaliações
- Estudo Aço 1020Documento27 páginasEstudo Aço 1020Heitor JoaoAinda não há avaliações
- Estudo Da Recristalização Do Cobre em Liga Comercialmente PuraDocumento37 páginasEstudo Da Recristalização Do Cobre em Liga Comercialmente PuravitordeleteAinda não há avaliações
- Avaliações sobre o processo de dobramento do aço LNE 380Documento100 páginasAvaliações sobre o processo de dobramento do aço LNE 380Odair Castilhos Dos PassosAinda não há avaliações
- Soldabilidade Do Aço Usisac350 Na Construção MetálicaDocumento105 páginasSoldabilidade Do Aço Usisac350 Na Construção MetálicaGustavoAinda não há avaliações
- Análise Do Comportamento Perfis Metálicos Enformados A Frio Com Secção OmegaDocumento223 páginasAnálise Do Comportamento Perfis Metálicos Enformados A Frio Com Secção Omegacivil2010Ainda não há avaliações
- Biosssorção de Metais Pesados em PlantasDocumento157 páginasBiosssorção de Metais Pesados em PlantasAlexandre WittAinda não há avaliações
- Influência da laminação na dureza da barra chata SAE 5160Documento76 páginasInfluência da laminação na dureza da barra chata SAE 5160Cunha Projetos de Cilindros HidráulicosAinda não há avaliações
- Tese - 632 - Wander Pacheco PDFDocumento129 páginasTese - 632 - Wander Pacheco PDFaloisioaAinda não há avaliações
- TCC Padrão Átila Igor Marcos VfinalDocumento23 páginasTCC Padrão Átila Igor Marcos VfinalLeonardo MirandaAinda não há avaliações
- DISSERTAÇÃO Estudo Termodinâmico Cinético Resíduos IndustriaisDocumento131 páginasDISSERTAÇÃO Estudo Termodinâmico Cinético Resíduos Industriaispalomamarques7Ainda não há avaliações
- Comparação entre facas forjadas e usinadasDocumento48 páginasComparação entre facas forjadas e usinadasBruno FreitasAinda não há avaliações
- Fernando de Barros Nogueira Machado PDFDocumento36 páginasFernando de Barros Nogueira Machado PDFRaphael FialhoAinda não há avaliações
- Projeto de Silos MetálicosDocumento210 páginasProjeto de Silos MetálicosDani SampaioAinda não há avaliações
- Simulação do desempenho de varetas combustíveis de aço inoxidávelDocumento180 páginasSimulação do desempenho de varetas combustíveis de aço inoxidávelIsma-MAAinda não há avaliações
- Everaldo Ant Nio CaldeiraDocumento98 páginasEveraldo Ant Nio CaldeiraJonathan ViníciusAinda não há avaliações
- Micrografia de Ligas FerrosasDocumento18 páginasMicrografia de Ligas FerrosasGabriel JulekAinda não há avaliações
- Reações enzimáticas: tipos de inibição, regulação e mecanismosDocumento1 páginaReações enzimáticas: tipos de inibição, regulação e mecanismosJoão Vitor Silva MendonçaAinda não há avaliações
- Propriedades do Grupo 5 da Tabela PeriódicaDocumento14 páginasPropriedades do Grupo 5 da Tabela PeriódicaNell's BalateAinda não há avaliações
- Quimica Organica AcetilenoDocumento8 páginasQuimica Organica Acetilenocjubert51@yahooAinda não há avaliações
- Química Orgânica - 3 AnoDocumento8 páginasQuímica Orgânica - 3 AnoProf Eduarda químicaAinda não há avaliações
- Processos da indústria de polpa e papelDocumento13 páginasProcessos da indústria de polpa e papeljose uiltonAinda não há avaliações
- Processos biológicos modelosDocumento37 páginasProcessos biológicos modelosEduardo MoreiraAinda não há avaliações
- Artigo Kwon and Wertz, 2015 2Documento18 páginasArtigo Kwon and Wertz, 2015 2cleverton limaAinda não há avaliações
- Ácido Nítrico FISPQDocumento5 páginasÁcido Nítrico FISPQpmarcelopontesAinda não há avaliações
- Capitulo 3Documento280 páginasCapitulo 3gambetzAinda não há avaliações
- Material 1 - 3º ANO - Aulas RemotasDocumento7 páginasMaterial 1 - 3º ANO - Aulas RemotaseduAinda não há avaliações
- Química-1Documento15 páginasQuímica-1Lillybeto100% (1)
- Fundamentos de Gemologia - Apostila (2020)Documento40 páginasFundamentos de Gemologia - Apostila (2020)joaoAinda não há avaliações
- Pinos e resinas indiretas para restaurações dentáriasDocumento15 páginasPinos e resinas indiretas para restaurações dentáriasJullian JsAinda não há avaliações
- Bioquímica Exercícios de Bioquímica Humana (Norberto José Palange, Custódio Chicumule Etc.)Documento214 páginasBioquímica Exercícios de Bioquímica Humana (Norberto José Palange, Custódio Chicumule Etc.)Bernardo DonçaAinda não há avaliações
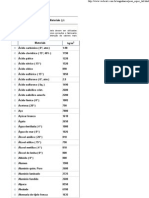
- WebCalc - Peso Específico de MateriaisDocumento8 páginasWebCalc - Peso Específico de Materiaiscunha44Ainda não há avaliações
- Lista de questões dissertativas de Química 3 da UERJDocumento29 páginasLista de questões dissertativas de Química 3 da UERJThiiagxAinda não há avaliações
- Reações orgânicas II - substituição em alcanos, aromáticos e ácidosDocumento19 páginasReações orgânicas II - substituição em alcanos, aromáticos e ácidosAlf VhaAinda não há avaliações
- Sistemas de CristalizaçãoDocumento10 páginasSistemas de Cristalizaçãoluiz13eduardoAinda não há avaliações
- Fosforo essencial para o crescimento das plantasDocumento10 páginasFosforo essencial para o crescimento das plantaslucianapotrichAinda não há avaliações
- FISPQ Sulfato de AlumínioDocumento16 páginasFISPQ Sulfato de AlumínioBruno DobbinAinda não há avaliações
- Apostila - PISM IIDocumento54 páginasApostila - PISM IIratataloko10Ainda não há avaliações
- Ligações Químicas: Prof. Marcel PiovezanDocumento29 páginasLigações Químicas: Prof. Marcel PiovezanGabriel de Carvalho da SilvaAinda não há avaliações
- Skripsi TRABALHO DO GRUPO (FAMILIA DO CARBONO) - 054944Documento22 páginasSkripsi TRABALHO DO GRUPO (FAMILIA DO CARBONO) - 054944Rykcard Fátima SampaioAinda não há avaliações
- Propriedades e aplicações do cloroDocumento3 páginasPropriedades e aplicações do cloroWassa Lourenco JúniorAinda não há avaliações
- Nox e classificação de compostos químicosDocumento4 páginasNox e classificação de compostos químicosLaís AzevedoAinda não há avaliações
- Lista de exercícios de química inorgânicaDocumento10 páginasLista de exercícios de química inorgânicaMarliza Karen CostaAinda não há avaliações
- Detergentes: Composição Química Dos DetergentesDocumento4 páginasDetergentes: Composição Química Dos DetergentesHell QuimAinda não há avaliações
- Guia de ingredientes cosméticosDocumento2 páginasGuia de ingredientes cosméticosmarcellaAinda não há avaliações
- Bioquímica Oral - ApontamentosDocumento38 páginasBioquímica Oral - ApontamentosVeraAinda não há avaliações
- Lista AromaticosDocumento4 páginasLista AromaticosPatrick RodriguesAinda não há avaliações