Você também pode gostar
- IMPRESSÃO 3D: A Tecnologia Do MometoDocumento5 páginasIMPRESSÃO 3D: A Tecnologia Do MometoThiago Neves PaivaAinda não há avaliações
- Trabalho Final UniasselviDocumento7 páginasTrabalho Final UniasselviLuidy Reis FelixAinda não há avaliações
- 159753, 10194 - Texto Do ArtigoDocumento13 páginas159753, 10194 - Texto Do ArtigoCarlos MagnoAinda não há avaliações
- O XYZ das Impressão 3D: Tudo o que você gostaria de saber sobre Impressão 3D e não tinha a quem perguntarNo EverandO XYZ das Impressão 3D: Tudo o que você gostaria de saber sobre Impressão 3D e não tinha a quem perguntarAinda não há avaliações
- Jnt-Facit Business and Technology JOURNAL - ISSN: 2526-4281 QUALIS B1Documento21 páginasJnt-Facit Business and Technology JOURNAL - ISSN: 2526-4281 QUALIS B1guissimoesAinda não há avaliações
- Artigo Impressora 3DDocumento4 páginasArtigo Impressora 3Dhenrrihenrri0123Ainda não há avaliações
- Introdução TCC Impressora 3D - Thiago BomboDocumento2 páginasIntrodução TCC Impressora 3D - Thiago BomboTHIAGO BOMBOAinda não há avaliações
- Artigo Impressão AditivaDocumento15 páginasArtigo Impressão AditivaKarielly NaraAinda não há avaliações
- Relatório de Aula Prática 04Documento16 páginasRelatório de Aula Prática 04Marcio LuizAinda não há avaliações
- Manufatura AditivaDocumento16 páginasManufatura AditivaMauricio F CamargoAinda não há avaliações
- 3537-Texto Do Artigo-12163-3-10-20190215Documento13 páginas3537-Texto Do Artigo-12163-3-10-20190215vuvutadopoAinda não há avaliações
- Como Iniciar Na Impressão 3D PDFDocumento18 páginasComo Iniciar Na Impressão 3D PDFdukinho10Ainda não há avaliações
- Apresentação Manufatura Aditiva 21-10-2021Documento18 páginasApresentação Manufatura Aditiva 21-10-2021marcelomaffeisAinda não há avaliações
- Unidade IV 2Documento16 páginasUnidade IV 2Felipe MuraroAinda não há avaliações
- Fábio Lombardo Evangelista - Estudo Das Consequências Da Aplicação de Impressoras 3D No Ambiente EscolarDocumento20 páginasFábio Lombardo Evangelista - Estudo Das Consequências Da Aplicação de Impressoras 3D No Ambiente EscolarNicole BarrosAinda não há avaliações
- Como Iniciar Na Impressao 3D Ebook V 1.1Documento18 páginasComo Iniciar Na Impressao 3D Ebook V 1.1kleber100% (2)
- Folheto GuiaImpressao3DDocumento18 páginasFolheto GuiaImpressao3DProf. Renato AlfaiaAinda não há avaliações
- Artigo39 COBICET2020Documento8 páginasArtigo39 COBICET2020Luís Henrique SantosAinda não há avaliações
- Apostila Impressoras 3D para IniciantesDocumento25 páginasApostila Impressoras 3D para Iniciantesluis mazza100% (1)
- Socialização - Impressora 3DDocumento8 páginasSocialização - Impressora 3DLuidy Reis FelixAinda não há avaliações
- Euller Brito Da Silva EstevãoDocumento23 páginasEuller Brito Da Silva EstevãoJosé Geraldo MionAinda não há avaliações
- Processos e Tecnologias de Impressão 3DDocumento13 páginasProcessos e Tecnologias de Impressão 3DMarcos PauloAinda não há avaliações
- Art JTnI Impressora3DDocumento19 páginasArt JTnI Impressora3Dmaicon.machadoAinda não há avaliações
- 4 0 Parte 6Documento9 páginas4 0 Parte 6Vinicius CaieroAinda não há avaliações
- 6 GabrielaHugoLucasVicthorDocumento7 páginas6 GabrielaHugoLucasVicthorMaryvannia santosAinda não há avaliações
- Estudo Prospectivo Sobre A Utilização Da Impressora 3d Na Área Da Construção Civil. Cadernos de ProspecçãoDocumento12 páginasEstudo Prospectivo Sobre A Utilização Da Impressora 3d Na Área Da Construção Civil. Cadernos de ProspecçãosandroaajAinda não há avaliações
- E Book Introducao A Manufatura AditivaDocumento16 páginasE Book Introducao A Manufatura Aditivalab3dcontato.univasfAinda não há avaliações
- O USO DA IMPRESSORA 3D NAS PRaTICAS MeDICASDocumento26 páginasO USO DA IMPRESSORA 3D NAS PRaTICAS MeDICASLuis RafaeliAinda não há avaliações
- Impresso3d 16Documento44 páginasImpresso3d 16Samora Tooling EngineerAinda não há avaliações
- Issn: Revistasignosdoconsumo@usp - BR: Signos Do Consumo 1984-5057 Universidade de São Paulo BrasilDocumento9 páginasIssn: Revistasignosdoconsumo@usp - BR: Signos Do Consumo 1984-5057 Universidade de São Paulo BrasilvuvutadopoAinda não há avaliações
- Cópia de Evolução Da ImpressoraDocumento3 páginasCópia de Evolução Da ImpressoraLuis BatosAinda não há avaliações
- Impressora 3dDocumento5 páginasImpressora 3dPatricia RochaAinda não há avaliações
- Willian Pires VareiroDocumento26 páginasWillian Pires VareiroYan CostaAinda não há avaliações
- Impresion 4D - El Siguiente Escalon Al Desarrollo Del Ser HumanoDocumento12 páginasImpresion 4D - El Siguiente Escalon Al Desarrollo Del Ser HumanoLemuel OsorioAinda não há avaliações
- 07 - 3D - Printing - Implications - For - OSH - PTDocumento14 páginas07 - 3D - Printing - Implications - For - OSH - PTJP PJAinda não há avaliações
- 10 - Aula Impressoras 3DDocumento31 páginas10 - Aula Impressoras 3DNathanAinda não há avaliações
- Aula 2 Tendências em Personalização e Manufatura AditivaDocumento21 páginasAula 2 Tendências em Personalização e Manufatura AditivaluizAinda não há avaliações
- Manual - Fundamentos Da Impresssão 3DDocumento142 páginasManual - Fundamentos Da Impresssão 3DDG ayrtonAinda não há avaliações
- Vantagens e Desvanagens Da Impressora 3D Na Construção CivilDocumento7 páginasVantagens e Desvanagens Da Impressora 3D Na Construção CivilMaryvannia santosAinda não há avaliações
- A Impressão 3D Aplicada À Construção CivilDocumento7 páginasA Impressão 3D Aplicada À Construção CivilGabriel BarretoAinda não há avaliações
- SustentabilidadenoprojetoDocumento14 páginasSustentabilidadenoprojetoIgorWAinda não há avaliações
- Impresso3d 30Documento52 páginasImpresso3d 30Daniel TchernovAinda não há avaliações
- AULA2 - 3D PRINTING TECHNOLOGIES TraduçaoDocumento19 páginasAULA2 - 3D PRINTING TECHNOLOGIES TraduçaoCarolinaDireitoAinda não há avaliações
- O Processo de Inovação No Segmento de Impressoras 3DDocumento51 páginasO Processo de Inovação No Segmento de Impressoras 3DengenheirojarmesonAinda não há avaliações
- Current Status and Prospects of Three-DimensionalDocumento11 páginasCurrent Status and Prospects of Three-DimensionalrodolfoAinda não há avaliações
- Desenvolvimento de Uma Impressora 3D Economicamente Acessivel Thierry Barbosa Dos SantosDocumento23 páginasDesenvolvimento de Uma Impressora 3D Economicamente Acessivel Thierry Barbosa Dos SantosDionarley VieiraAinda não há avaliações
- Impresso 3D Fluxo ConsultoriaDocumento38 páginasImpresso 3D Fluxo ConsultoriaRogério Cerqueira LimaAinda não há avaliações
- Apostila Impressoras 3D para Iniciantes - IEEE UFFDocumento26 páginasApostila Impressoras 3D para Iniciantes - IEEE UFFfabiano franco de godoy100% (1)
- O Futuro Da Indústria Do Vestuário: Prof. Andressa Jaqueline Gonçalves de MacedoDocumento33 páginasO Futuro Da Indústria Do Vestuário: Prof. Andressa Jaqueline Gonçalves de MacedoanieblancAinda não há avaliações
- Modelagem 3DDocumento21 páginasModelagem 3DThiagoLucas100% (1)
- Impressora 3DDocumento25 páginasImpressora 3DIsabella LuízaAinda não há avaliações
- 46-Processo Da Manufatura AditivaDocumento2 páginas46-Processo Da Manufatura AditivaJandir NevesAinda não há avaliações
- UntitledDocumento4 páginasUntitledFabianoAinda não há avaliações
- Industrialização Da Construção Com TerraDocumento6 páginasIndustrialização Da Construção Com TerraVeren naAinda não há avaliações
- Template BJDDocumento20 páginasTemplate BJDCristina MilozevitAinda não há avaliações
- Projeto Mestrado IndhirhaDeckmannDocumento10 páginasProjeto Mestrado IndhirhaDeckmannIndhirha DeckmannAinda não há avaliações
- Seminario Impressao 3DDocumento6 páginasSeminario Impressao 3DlukasduddyAinda não há avaliações
- 03 - Análise Swot para Escritórios de AdvocaciaDocumento11 páginas03 - Análise Swot para Escritórios de AdvocaciaJanine Costa CerqueiraAinda não há avaliações
- Mateus Lima Oliveira - FICHAMENTO PDFDocumento2 páginasMateus Lima Oliveira - FICHAMENTO PDFMateus LimaAinda não há avaliações
- BDP s590 Manual BDP s590Documento44 páginasBDP s590 Manual BDP s590Aparecido Gianni0% (1)
- Boletim Técnico Hitachi 32Documento3 páginasBoletim Técnico Hitachi 32ozeas Vilela de moraisAinda não há avaliações
- Apostila de Uso Do CLP FestoDocumento7 páginasApostila de Uso Do CLP FestoEduardo GuilhermeAinda não há avaliações
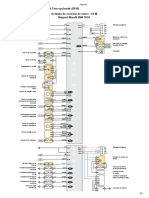
- Argo Drive 1.0 6V GSE Flex Manual Com Opcionais (2018) Unidade de Controle Do Motor - UCM Magneti Marelli IAW 10GFDocumento2 páginasArgo Drive 1.0 6V GSE Flex Manual Com Opcionais (2018) Unidade de Controle Do Motor - UCM Magneti Marelli IAW 10GFAlessandro MoisésAinda não há avaliações
- 00000000000000000000Documento27 páginas00000000000000000000qwertyAinda não há avaliações
- BST Ie 50006820Documento3 páginasBST Ie 50006820sniper9058Ainda não há avaliações
- EZpoint Web AcordoDocumento8 páginasEZpoint Web AcordoTiago FerreiraAinda não há avaliações
- Série 6125: Modelo 50U6125/78G Tamanho de Tela 50"Documento2 páginasSérie 6125: Modelo 50U6125/78G Tamanho de Tela 50"brunojosegymAinda não há avaliações
- Lista Telefonica MarcoDocumento1 páginaLista Telefonica MarcoPâmela Cristina da SilvaAinda não há avaliações
- 500V3 - Radio Modem NivetecDocumento2 páginas500V3 - Radio Modem NivetecCesarMotaAinda não há avaliações
- Apostila Treinamento DmOS-MPLS Removed PDFDocumento118 páginasApostila Treinamento DmOS-MPLS Removed PDFPedro MarangaoAinda não há avaliações
- Central NFS 640 Notifier PortuguesDocumento8 páginasCentral NFS 640 Notifier PortuguesMarcos SiqueiraAinda não há avaliações
- Ficha Trab n2 Mod13Documento2 páginasFicha Trab n2 Mod13Solange BastosAinda não há avaliações
- Tarifação StartDocumento3 páginasTarifação StartmaxaocAinda não há avaliações
- Hfta en PTDocumento34 páginasHfta en PTPy4ME Marcos R. SilvaAinda não há avaliações
- Exp Buck - 1Documento2 páginasExp Buck - 1AlexandreAinda não há avaliações
- Lista de Exercícios Curto CircuitoDocumento54 páginasLista de Exercícios Curto CircuitoLuis Alberto Brandão100% (1)
- Guia MotorolaDocumento2 páginasGuia Motorolanick_nilAinda não há avaliações
- Cabo RJ-45 Tem Diferentes Tipos e Velocidades Veja o Que Muda - Informática - TechTudoDocumento4 páginasCabo RJ-45 Tem Diferentes Tipos e Velocidades Veja o Que Muda - Informática - TechTudoAnderssen ViannaAinda não há avaliações
- Provas LPIDocumento23 páginasProvas LPICalols100% (1)
- Manual de AutoCAD2D - CesaeDocumento75 páginasManual de AutoCAD2D - CesaeFábio LeiteAinda não há avaliações
- Edital Reoferta 2023 1Documento7 páginasEdital Reoferta 2023 1Daniel Belmiro PereiraAinda não há avaliações
- Catalogo Novo 2021Documento56 páginasCatalogo Novo 2021Mariano RodriguesAinda não há avaliações
- b27.05 Fluxo Artigo Rease Verso Final Tasso Chaves 1Documento16 páginasb27.05 Fluxo Artigo Rease Verso Final Tasso Chaves 1VicenteBarreiraNetoAinda não há avaliações
- 1 INICIO DO CURSO - Tutorial Completo (Bins, CC, Etc)Documento3 páginas1 INICIO DO CURSO - Tutorial Completo (Bins, CC, Etc)Daniel Moraes FerreiraAinda não há avaliações
- Avaliação II - Individual ESDocumento5 páginasAvaliação II - Individual ESCarlos FFAinda não há avaliações
- 10 (Dez) Passos para Obtenção de Rádio ComunitáriaDocumento2 páginas10 (Dez) Passos para Obtenção de Rádio ComunitáriaLucia XavierAinda não há avaliações
- 01 - Ensaio de Curto Circuito e Circuito Aberto em Transformadores - v02Documento6 páginas01 - Ensaio de Curto Circuito e Circuito Aberto em Transformadores - v02Estevão Piccoli JuniorAinda não há avaliações