Você também pode gostar
- Revestimento Inconel Erwin v2Documento10 páginasRevestimento Inconel Erwin v2ervinteichmannAinda não há avaliações
- Eps 22 - Aço 1045Documento11 páginasEps 22 - Aço 1045Eng_RochaAinda não há avaliações
- SoldagemDocumento5 páginasSoldagemEduardo CamposAinda não há avaliações
- Modelo EpsDocumento10 páginasModelo EpsCelso BritoAinda não há avaliações
- Especificação de Soldagem DuplexDocumento10 páginasEspecificação de Soldagem DuplexWanderley FonsecaAinda não há avaliações
- Soldagem de gasodutos: requisitos para execução e inspeçãoDocumento10 páginasSoldagem de gasodutos: requisitos para execução e inspeçãoBruno Fernandes Matos Santos SantosAinda não há avaliações
- EPS 40 Soldagem Robotizada Ao CarbonoDocumento22 páginasEPS 40 Soldagem Robotizada Ao CarbonoFelipe MoraesAinda não há avaliações
- SIMEC - Catalogo 2023 - RevJ - SITE - CompressedDocumento24 páginasSIMEC - Catalogo 2023 - RevJ - SITE - CompressedLuis Felipe RamosAinda não há avaliações
- Api 1104-2010Documento69 páginasApi 1104-2010marcelogf74Ainda não há avaliações
- Nota Tecnica Anvisa 2009 Importancia Dos Projetos de Sistemas de Climatizacao em Estabelecimentos Assistenciais de Saude Eas 000Documento6 páginasNota Tecnica Anvisa 2009 Importancia Dos Projetos de Sistemas de Climatizacao em Estabelecimentos Assistenciais de Saude Eas 000Renê HangaiAinda não há avaliações
- Lista de Consumiveis de Soldagem Certificados Pela FBTS 2011Documento13 páginasLista de Consumiveis de Soldagem Certificados Pela FBTS 2011Deletado DeletadoAinda não há avaliações
- NBR 14193 - Fio de Cobre Nu de Secao Retangular - EspecificacaoDocumento7 páginasNBR 14193 - Fio de Cobre Nu de Secao Retangular - EspecificacaoAnderson SantosAinda não há avaliações
- NTC 810059Documento53 páginasNTC 810059jeovanymeloAinda não há avaliações
- PT - BR FactSheet - Main 01Documento1 páginaPT - BR FactSheet - Main 01joao guilhermeAinda não há avaliações
- Normas de Qualificacao e FabricacaoDocumento25 páginasNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaAinda não há avaliações
- Apostila SolidworksDocumento15 páginasApostila SolidworksBarros ElenildoAinda não há avaliações
- Ensaio de dobramento avalia ductilidadeDocumento37 páginasEnsaio de dobramento avalia ductilidadeAlissow BispoAinda não há avaliações
- Tubos Tri Norma ET AB RE 200 TubosDocumento8 páginasTubos Tri Norma ET AB RE 200 Tuboslusa8700% (1)
- Procedimentos de reparo por deposição de solda em tubulaçõesDocumento29 páginasProcedimentos de reparo por deposição de solda em tubulaçõesengenheiromateriaisAinda não há avaliações
- A4 Influência Da Variação Revista 2019 v13 n2Documento11 páginasA4 Influência Da Variação Revista 2019 v13 n2Antonio AugustoAinda não há avaliações
- Especificação de soldagem em tanque de aço inoxidávelDocumento5 páginasEspecificação de soldagem em tanque de aço inoxidávelPaulo CasaesAinda não há avaliações
- Procedimento de inspeção por ultrassom em chapas de acordo com ASTMDocumento8 páginasProcedimento de inspeção por ultrassom em chapas de acordo com ASTMJackson NicolasAinda não há avaliações
- Aula 11Documento18 páginasAula 11gestaoufoAinda não há avaliações
- Artigo Sobre Soldagem FCAWDocumento6 páginasArtigo Sobre Soldagem FCAWengetarcioAinda não há avaliações
- Avaliação da microdureza e microestrutura de juntas soldadas de aço API 5L GR B revestido com Inconel 625Documento10 páginasAvaliação da microdureza e microestrutura de juntas soldadas de aço API 5L GR B revestido com Inconel 625Marcelo Lima CardosoAinda não há avaliações
- Elaboração de EPS para soldagem dissimilar de aços A516 Gr 60 e A106 Gr BDocumento18 páginasElaboração de EPS para soldagem dissimilar de aços A516 Gr 60 e A106 Gr Bneto-portoAinda não há avaliações
- Padrões técnicos para cabos de alumínio tipo CADocumento3 páginasPadrões técnicos para cabos de alumínio tipo CAEverton MafraAinda não há avaliações
- Apostila Soldagem de Condutos Forçados e Caixas EspiraisDocumento6 páginasApostila Soldagem de Condutos Forçados e Caixas EspiraisJoao DeVitoAinda não há avaliações
- T2412068Documento2 páginasT2412068vendasbrartefatosAinda não há avaliações
- Relatório de custos da soldagem de junta chanfro tipo V duplo em painéis de balsasDocumento18 páginasRelatório de custos da soldagem de junta chanfro tipo V duplo em painéis de balsasMaurício MarianoAinda não há avaliações
- T2412068 2Documento2 páginasT2412068 2vendasbrartefatosAinda não há avaliações
- Ensaio em Bastões IsolantesDocumento10 páginasEnsaio em Bastões IsolantesAndré TeizenAinda não há avaliações
- Soldagem I - Lista de exercícios paraDocumento14 páginasSoldagem I - Lista de exercícios paraTorello PelegriniAinda não há avaliações
- Formação e experiência em soldagem e corteDocumento90 páginasFormação e experiência em soldagem e corteDanielle GreenAinda não há avaliações
- Cabos de alumínio com alma de aço CAADocumento5 páginasCabos de alumínio com alma de aço CAAEverton MafraAinda não há avaliações
- Diagnóstico - Soldador Final Revisado II - VP - 23-10-09fDocumento77 páginasDiagnóstico - Soldador Final Revisado II - VP - 23-10-09fMariana AbasAinda não há avaliações
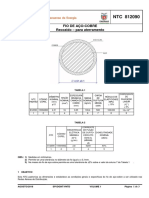
- Fio de aço-cobre recozido para aterramentoDocumento3 páginasFio de aço-cobre recozido para aterramentoJoão GranemanAinda não há avaliações
- Eps 14 Soldagem Astm A 516 GR 60 A 106 GR B Com FcawDocumento22 páginasEps 14 Soldagem Astm A 516 GR 60 A 106 GR B Com FcawSua Vida BrilhaAinda não há avaliações
- Estudo de CasosDocumento12 páginasEstudo de CasosJimmy Johnson100% (1)
- NOCADO ASME BPE - Tubos e ConexõesDocumento158 páginasNOCADO ASME BPE - Tubos e ConexõesFelipe DamascenoAinda não há avaliações
- Condições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Documento14 páginasCondições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Thiago R.Ainda não há avaliações
- PROCEDIMENTO DE SOLDAGEM PARA CHAPAS GROSSASDocumento3 páginasPROCEDIMENTO DE SOLDAGEM PARA CHAPAS GROSSASGustavo MundstockAinda não há avaliações
- Técnica da Soldagem SMAWDocumento9 páginasTécnica da Soldagem SMAWMauricio LamenzaAinda não há avaliações
- Valv. Diafragma 015 - 353 SE PI DIDocumento2 páginasValv. Diafragma 015 - 353 SE PI DIgenovancoutinhoAinda não há avaliações
- Catálogo de consumíveis para soldagem de alumínio GMAW e GTAWDocumento12 páginasCatálogo de consumíveis para soldagem de alumínio GMAW e GTAWFernando SouzaAinda não há avaliações
- Física Do Arco Elétrico 2009 (SENAI)Documento54 páginasFísica Do Arco Elétrico 2009 (SENAI)Márcio FerreiraAinda não há avaliações
- Apostila Do Curso de Inspetor de Soldagem N2 ProminpDocumento68 páginasApostila Do Curso de Inspetor de Soldagem N2 Prominprapascon50% (6)
- MC - Padão ASME B31.3 Rev.EDocumento14 páginasMC - Padão ASME B31.3 Rev.EToniase Guimaraes Barros0% (1)
- Catálogo de Materiais para Soldagem 2006Documento159 páginasCatálogo de Materiais para Soldagem 2006PFCT1968Ainda não há avaliações
- Resumo Da P1Documento10 páginasResumo Da P1José Alves Pinheiro JúniorAinda não há avaliações
- Chapas Finas A Quente de Ao Carbono para Uso Estrutural Intranet - CompressDocumento2 páginasChapas Finas A Quente de Ao Carbono para Uso Estrutural Intranet - CompressTONI OLIVEIRAAinda não há avaliações
- MC-18-Transporte de DE BLOCOS DE AÇO DEFLETORADocumento7 páginasMC-18-Transporte de DE BLOCOS DE AÇO DEFLETORAkleissonAinda não há avaliações
- Inspeção - Bagaceiras SMDocumento14 páginasInspeção - Bagaceiras SMw MassonAinda não há avaliações
- Datasheet - OPGW 56i81s 24FO-pt v1Documento2 páginasDatasheet - OPGW 56i81s 24FO-pt v1ventooesteAinda não há avaliações
- Ligações em estruturas de aço: parafusos e soldasDocumento93 páginasLigações em estruturas de aço: parafusos e soldasDavid RochaAinda não há avaliações
- Aços de Alta ResistênciaDocumento35 páginasAços de Alta ResistênciaWelly DiasAinda não há avaliações
- Desenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoNo EverandDesenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoAinda não há avaliações
- DDS - Temas LivrosDocumento53 páginasDDS - Temas LivrosRobson SantannaAinda não há avaliações
- Tinta amarela segura sem riscosDocumento9 páginasTinta amarela segura sem riscosludmillaAinda não há avaliações
- RadioatividadeDocumento10 páginasRadioatividadeprofxuxuAinda não há avaliações
- Hidrogenio PDFDocumento16 páginasHidrogenio PDFJuma Manual NahipaAinda não há avaliações
- Escoamento de líquidos e gases em dutos: conceitos fundamentaisDocumento67 páginasEscoamento de líquidos e gases em dutos: conceitos fundamentaisHayane AmorimAinda não há avaliações
- Monitoramento microbiológico de media fillDocumento2 páginasMonitoramento microbiológico de media fillEverton MonteiroAinda não há avaliações
- Projecto de Entreposto Frigorífico A R-744/R-717 para Produtos CongeladosDocumento17 páginasProjecto de Entreposto Frigorífico A R-744/R-717 para Produtos CongeladosZacarias NhanombeAinda não há avaliações
- Bioquimica - Sintese ProteicaDocumento13 páginasBioquimica - Sintese ProteicaMartha Maria S SouzaAinda não há avaliações
- Mirtilos Guia de Boas PráticasDocumento80 páginasMirtilos Guia de Boas Práticasmarcus11111Ainda não há avaliações
- NBR 7477 (1982) - Determinação Do Coeficiente de Conformação Superficial de Barras e Fios de Aço DesDocumento5 páginasNBR 7477 (1982) - Determinação Do Coeficiente de Conformação Superficial de Barras e Fios de Aço DesStenio Oliveira100% (1)
- Ficha de Segurança de Fungicida ConsentoDocumento10 páginasFicha de Segurança de Fungicida ConsentoRaquel SouzaAinda não há avaliações
- Fermentação levedura CO2 sacaroseDocumento3 páginasFermentação levedura CO2 sacaroseRoselene Linden100% (1)
- Caixas SOFNDocumento14 páginasCaixas SOFNrprojetos001tiAinda não há avaliações
- FQAnalitica Aula4Documento10 páginasFQAnalitica Aula4Erick LucasAinda não há avaliações
- Diferenças entre materiais amorfos e cristalinosDocumento4 páginasDiferenças entre materiais amorfos e cristalinosMalu OkAinda não há avaliações
- CCD de lipídios da gema de ovoDocumento7 páginasCCD de lipídios da gema de ovoPedro Henrique BastosAinda não há avaliações
- Estequiometria 01 CópiaDocumento1 páginaEstequiometria 01 CópiaAna Luiza OliveiraAinda não há avaliações
- Nomenclatura Dos HidrocarbonetosDocumento19 páginasNomenclatura Dos HidrocarbonetosGleisonAinda não há avaliações
- Mini-Teste 5 Com ResoluçãoDocumento5 páginasMini-Teste 5 Com ResoluçãoCAMILA ALEXANDRA CAMPOS DUARTEAinda não há avaliações
- Dia - Bio-Qui-GeoDocumento31 páginasDia - Bio-Qui-Geoivanir pazAinda não há avaliações
- Compostos organometálicos: estrutura, síntese e aplicaçõesDocumento11 páginasCompostos organometálicos: estrutura, síntese e aplicaçõesTatianyAinda não há avaliações
- Raio X produçãoDocumento2 páginasRaio X produçãoFabio RodrigoAinda não há avaliações
- Treinamento InstrumentaçãoDocumento3 páginasTreinamento InstrumentaçãojailsonnenemAinda não há avaliações
- Transformações Gasosas e Lei Dos GasesDocumento217 páginasTransformações Gasosas e Lei Dos GasesEsdras Santos de Oliveira100% (1)
- APOL 04, Química GeralDocumento5 páginasAPOL 04, Química GeralSilas SampaioAinda não há avaliações
- Listado de Medicamentos Poss y Registro InvimaDocumento30 páginasListado de Medicamentos Poss y Registro Invimamotita6617Ainda não há avaliações
- Metabolismo de LipídiosDocumento12 páginasMetabolismo de LipídiosDenisar PalmitoAinda não há avaliações
- 19-Titulação Potenciométrica Da AspirinaDocumento2 páginas19-Titulação Potenciométrica Da Aspirinalevi_santosAinda não há avaliações
- 3-Fermentação Do Caldo de CanaDocumento8 páginas3-Fermentação Do Caldo de CanaÁlvaro José MartinsAinda não há avaliações