Você também pode gostar
- Fosfatização - Otimização de Processo e Redução de Impactos AmbientaisDocumento37 páginasFosfatização - Otimização de Processo e Redução de Impactos AmbientaisrodrigoAinda não há avaliações
- NR 23 - Apostila de Prevenção e Combate A IncêndiosDocumento41 páginasNR 23 - Apostila de Prevenção e Combate A IncêndiosCPSSTAinda não há avaliações
- Reoperação de unidade selada de refrigeração: componentes e processoDocumento26 páginasReoperação de unidade selada de refrigeração: componentes e processoajaquilante50% (2)
- Resumo Do Léo - Fisiologia RenalDocumento65 páginasResumo Do Léo - Fisiologia RenalTalita RomanichenAinda não há avaliações
- Hidrogenacao Do PetroleoDocumento30 páginasHidrogenacao Do PetroleoDébora LuzAinda não há avaliações
- Determining the equilibrium moisture content of sewage sludge through thermal dryingDocumento163 páginasDetermining the equilibrium moisture content of sewage sludge through thermal dryingJoão Diego FeitosaAinda não há avaliações
- Apostila XguardDocumento84 páginasApostila XguardGabriel Benac100% (1)
- Manual Refrigeradores R130 R310 R360 R280 DC360 E D440Documento58 páginasManual Refrigeradores R130 R310 R360 R280 DC360 E D440Paulo ricardo RicardoAinda não há avaliações
- Tecnologia de equipamentos elétricos: buchas e pára-raiosDocumento221 páginasTecnologia de equipamentos elétricos: buchas e pára-raiosRamon CardozoAinda não há avaliações
- Tubo corrugado PEAD para drenagem e esgotoDocumento54 páginasTubo corrugado PEAD para drenagem e esgotoRogerio0% (1)
- Manual KNTS DrainDocumento57 páginasManual KNTS DrainWilliam Douglas LopesAinda não há avaliações
- Pneumat 2481Documento114 páginasPneumat 2481Ruan DoreaAinda não há avaliações
- Destilação Trocadores de Calor Bombas PDFDocumento144 páginasDestilação Trocadores de Calor Bombas PDFCarine RebelloAinda não há avaliações
- Kanaflex - Manual KNTS DrainDocumento53 páginasKanaflex - Manual KNTS DrainJoão Carlos Almeida JrAinda não há avaliações
- Glúcidos: funções, estruturas e metabolismoDocumento122 páginasGlúcidos: funções, estruturas e metabolismoJorgeAinda não há avaliações
- Produção de filmes finos de dióxido de vanádio por pulverização catódicaDocumento146 páginasProdução de filmes finos de dióxido de vanádio por pulverização catódicakenyaengAinda não há avaliações
- Pneumática - Silva 2002Documento121 páginasPneumática - Silva 2002HeguivertonAinda não há avaliações
- Kntssuper - Manual Tecnico - Tubo Pead Corrugado Com Parede Lisa - 30-06-2022Documento57 páginasKntssuper - Manual Tecnico - Tubo Pead Corrugado Com Parede Lisa - 30-06-2022Anderson Fernandes BorgesAinda não há avaliações
- MOTIVE A1 Arbeitsbuch Loesungen 20180326Documento63 páginasMOTIVE A1 Arbeitsbuch Loesungen 20180326Odilon Leite0% (2)
- Rtaa-Iom-4a NacionalDocumento136 páginasRtaa-Iom-4a NacionalMarcos AndréAinda não há avaliações
- Determinação Potenciometrica de Cloreto em Argamassas de ParedeDocumento99 páginasDeterminação Potenciometrica de Cloreto em Argamassas de ParedeMarcello Resende LeiteAinda não há avaliações
- Manual KNTS SuperDocumento57 páginasManual KNTS SuperTen FreireAinda não há avaliações
- Unidade 5 Hidraulica1661265870Documento95 páginasUnidade 5 Hidraulica1661265870Carlos ElisbaoAinda não há avaliações
- Apostila Curso Manutenção Ar Condicionado Split System - Felipe S. ZDocumento50 páginasApostila Curso Manutenção Ar Condicionado Split System - Felipe S. ZMUILLAR BENTO100% (1)
- Manual Usuario CL-ECO - r15Documento46 páginasManual Usuario CL-ECO - r15daniel.fariasAinda não há avaliações
- Kntsdrain - Manual Tecnico - Tubo Pead Corrugado - 30-06-2022Documento57 páginasKntsdrain - Manual Tecnico - Tubo Pead Corrugado - 30-06-2022Anderson Fernandes BorgesAinda não há avaliações
- 2020 AlexandreAlcantaraDeOliveira TCCDocumento44 páginas2020 AlexandreAlcantaraDeOliveira TCCRoger OliveiraAinda não há avaliações
- DISSERTAÇÃO ContribuiçõesDiagnósticoAmbiental PDFDocumento122 páginasDISSERTAÇÃO ContribuiçõesDiagnósticoAmbiental PDFJúlia Fonseca de CastroAinda não há avaliações
- Soldagem de Metais e Soldabilidade dos MateriaisDocumento106 páginasSoldagem de Metais e Soldabilidade dos MateriaisTaciane Barbosa Silva ReisAinda não há avaliações
- KNTSDocumento57 páginasKNTSFabricio ValadaresAinda não há avaliações
- EBGL Apostila v2Documento165 páginasEBGL Apostila v2Luciano Silva de Lemos100% (5)
- Caderneta de CampoDocumento36 páginasCaderneta de CampoPaulo Fernando100% (4)
- Ihmus Rppar001Documento60 páginasIhmus Rppar001raioarcondicionadosAinda não há avaliações
- Op - Sonda de Perfuração - Controle de PoçoDocumento49 páginasOp - Sonda de Perfuração - Controle de Poçod-fbuser-31787400Ainda não há avaliações
- Estudo Da Perda de Calor Nas Tubulações de Água Quente em Parede de AlvenariaDocumento94 páginasEstudo Da Perda de Calor Nas Tubulações de Água Quente em Parede de Alvenariagabrielpequeno100% (1)
- TCC - Projeto Básico ETE (Treeking Ambiental)Documento99 páginasTCC - Projeto Básico ETE (Treeking Ambiental)Élida MariaAinda não há avaliações
- 03 Bases Da Refrigeracao IndustrialDocumento61 páginas03 Bases Da Refrigeracao IndustrialDouglas Henrique CostaAinda não há avaliações
- Quimica Analitica QuantitativaDocumento121 páginasQuimica Analitica QuantitativaAdrianaMenegaro100% (2)
- Alvenaria em blocos de concreto: Projeto estrutural de acordo com a NBR 16868 - 1, 2 ABNT, 2020No EverandAlvenaria em blocos de concreto: Projeto estrutural de acordo com a NBR 16868 - 1, 2 ABNT, 2020Ainda não há avaliações
- Aquário De Recife De Corais: Teoria E Prática - Versão DigitalNo EverandAquário De Recife De Corais: Teoria E Prática - Versão DigitalAinda não há avaliações
- Complexos Convectivos De Mesoescala Sobre O Nordeste Do BrasilNo EverandComplexos Convectivos De Mesoescala Sobre O Nordeste Do BrasilAinda não há avaliações
- Introdução À Programação Para Bioinformática Com PerlNo EverandIntrodução À Programação Para Bioinformática Com PerlAinda não há avaliações
- Manual de Servicos Condicionadores Wi We Kit WifiDocumento70 páginasManual de Servicos Condicionadores Wi We Kit WifiOFICINA DO FRIOAinda não há avaliações
- manual-de-servicos-lava-loucas-le06bDocumento34 páginasmanual-de-servicos-lava-loucas-le06bOFICINA DO FRIOAinda não há avaliações
- modulo-i-manual-lava-loucas-dwi55Documento28 páginasmodulo-i-manual-lava-loucas-dwi55OFICINA DO FRIOAinda não há avaliações
- manual-de-servico-re31-re35-rde33-rw35Documento44 páginasmanual-de-servico-re31-re35-rde33-rw35OFICINA DO FRIOAinda não há avaliações
- 6_Classe de Vazamento V3Documento2 páginas6_Classe de Vazamento V3OFICINA DO FRIOAinda não há avaliações
- 8_Coeficiente de Vazão V3Documento3 páginas8_Coeficiente de Vazão V3OFICINA DO FRIOAinda não há avaliações
- 2 - Atrasos Sistema ControleDocumento3 páginas2 - Atrasos Sistema ControleOFICINA DO FRIOAinda não há avaliações
- 4 - Acoes Controle Malha FechadaDocumento58 páginas4 - Acoes Controle Malha FechadaOFICINA DO FRIOAinda não há avaliações
- 3 - Valvulas de Deslocamento Rotativo V3Documento18 páginas3 - Valvulas de Deslocamento Rotativo V3OFICINA DO FRIOAinda não há avaliações
- Guia de instalação e operação do gerador de cloroDocumento16 páginasGuia de instalação e operação do gerador de cloroOFICINA DO FRIOAinda não há avaliações
- Carga Refrigerante Nas 30HX e 30GXDocumento2 páginasCarga Refrigerante Nas 30HX e 30GXOFICINA DO FRIOAinda não há avaliações
- Preparo e Diluição de Soluções QuímicasDocumento10 páginasPreparo e Diluição de Soluções QuímicasChadrekzy January PungosAinda não há avaliações
- Gestão de manutenção de câmara frigoríficaDocumento67 páginasGestão de manutenção de câmara frigoríficaOFICINA DO FRIOAinda não há avaliações
- Grupo V. Comunicacao e Politicas de DistribuicaoDocumento17 páginasGrupo V. Comunicacao e Politicas de DistribuicaoJorge Cossa Jr.Ainda não há avaliações
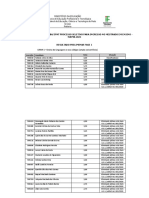
- Análise Viário BR381Documento35 páginasAnálise Viário BR381Felipe OlliverAinda não há avaliações
- Recursos HidricosDocumento2 páginasRecursos HidricosLucideia Alonso0% (1)
- Operações de Separação Sólido-LíquidoDocumento38 páginasOperações de Separação Sólido-LíquidoVictória BermúdezAinda não há avaliações
- A Escola Indígena José Carapina em Pariconha - AL - Memórias Sobre A Concepção, Construção e o Ensino Diferenciado (2003-2018)Documento39 páginasA Escola Indígena José Carapina em Pariconha - AL - Memórias Sobre A Concepção, Construção e o Ensino Diferenciado (2003-2018)Sheyla FariasAinda não há avaliações
- Edital 2020.107.PGSS.2021.1.Mestrado Ensino - Resultado Preliminar Fase IDocumento26 páginasEdital 2020.107.PGSS.2021.1.Mestrado Ensino - Resultado Preliminar Fase ILuciano Carlos ArrudaAinda não há avaliações
- Relatorio Projeto PogubaDocumento23 páginasRelatorio Projeto PogubaPaulo Ricardo da SilvaAinda não há avaliações
- História Da Moda Da Idade Média À Contemporaneidade Do Acervo Bibliográfico Do Senac - Campus Santo AmaroDocumento11 páginasHistória Da Moda Da Idade Média À Contemporaneidade Do Acervo Bibliográfico Do Senac - Campus Santo AmaroCidinha PinheiroAinda não há avaliações
- Produtos Naturais bioativos-WEB PDFDocumento482 páginasProdutos Naturais bioativos-WEB PDFMartival SantosAinda não há avaliações
- 2S036A0000S00Documento162 páginas2S036A0000S00Miguel DiasAinda não há avaliações
- O Conceito de Região em Três Registros. Exemplificando Com o Nordeste BrasileiroDocumento11 páginasO Conceito de Região em Três Registros. Exemplificando Com o Nordeste Brasileirocelio soaresAinda não há avaliações
- Textos de inspiração para o coraçãoDocumento23 páginasTextos de inspiração para o coraçãoJoysse Campanha PsicólogaAinda não há avaliações
- Vestido Barbie Infantil de Alcinha e Pregas - DIY - Marlene Mukai - Molde InfantilDocumento15 páginasVestido Barbie Infantil de Alcinha e Pregas - DIY - Marlene Mukai - Molde InfantilKédima PrinceAinda não há avaliações
- Relatório Gerador de Van Der GraffDocumento7 páginasRelatório Gerador de Van Der GraffBrenda CamposAinda não há avaliações
- Laudo de Inspeção Equipamentos MoveisDocumento3 páginasLaudo de Inspeção Equipamentos Moveisgabmonique_85740137490% (10)
- Apostila 14 CAD Conceitos BasicosDocumento4 páginasApostila 14 CAD Conceitos BasicosJardel JuniorAinda não há avaliações
- Estudo Das CoresDocumento4 páginasEstudo Das CoresJohn Kennedy100% (1)
- Maquinaria para elevação e transporte de cargas com cabos de açoDocumento97 páginasMaquinaria para elevação e transporte de cargas com cabos de açoNayara oliveiraAinda não há avaliações
- Manual do Usuário Central Multimídia Plataforma Vi-300Documento48 páginasManual do Usuário Central Multimídia Plataforma Vi-300dickdunerAinda não há avaliações
- Unirio 19.2Documento29 páginasUnirio 19.2DaviAinda não há avaliações
- Excel Avançado: Funções e Ferramentas PoderosasDocumento41 páginasExcel Avançado: Funções e Ferramentas PoderosasJaqueline SilvaAinda não há avaliações
- Problemas Ambientais 2020Documento8 páginasProblemas Ambientais 2020Adão Marcos GracianoAinda não há avaliações
- IFRN Protecao TransformadorDocumento37 páginasIFRN Protecao TransformadorTiago MartinsAinda não há avaliações
- Conceitos básicos de Eletrônica Digital: sistemas de numeração, álgebra Booleana e portas lógicasDocumento56 páginasConceitos básicos de Eletrônica Digital: sistemas de numeração, álgebra Booleana e portas lógicasValter SilvaAinda não há avaliações
- Tecnologias de Informação e ComunicaçãoDocumento12 páginasTecnologias de Informação e ComunicaçãoSergioMatsoloAinda não há avaliações
- Plano de ação e investimentos prioritários para o município de Sabáudia-PRDocumento16 páginasPlano de ação e investimentos prioritários para o município de Sabáudia-PREmanuel RodriguesAinda não há avaliações
- Adesao RenainfDocumento2 páginasAdesao RenainfRodrigo VerissimoAinda não há avaliações
- Esqueleto ApendicularDocumento12 páginasEsqueleto ApendicularMarcelo MarcosAinda não há avaliações
- Gincana Estudantil sobre Folclore BrasileiroDocumento11 páginasGincana Estudantil sobre Folclore Brasileirovaldirene rodriguesAinda não há avaliações
- Deficiência MúltiplaDocumento8 páginasDeficiência MúltiplaLeandroAinda não há avaliações