Você também pode gostar
- Manual ArtCAM 8.10 - PortuguêsDocumento232 páginasManual ArtCAM 8.10 - Portuguêsapi-3800166100% (11)
- Problemas - Ensaio de TraçãoDocumento6 páginasProblemas - Ensaio de TraçãoMatheus Paes Peçanha88% (8)
- Programa de Emagrecimento CompletoDocumento29 páginasPrograma de Emagrecimento CompletoIgor Hanna67% (3)
- MC200 - Gerenciamento de Vida Útil PDFDocumento16 páginasMC200 - Gerenciamento de Vida Útil PDFtwin9123Ainda não há avaliações
- Manual de Comunicação - Config Cabo RS232Documento11 páginasManual de Comunicação - Config Cabo RS232Rafaela SilvaAinda não há avaliações
- Manual Datasheet Interface Placa Controladora CNC Via Porta RJ45 Ethernet Wifi NVEM V2 - 6 Eixos para Mach3Documento39 páginasManual Datasheet Interface Placa Controladora CNC Via Porta RJ45 Ethernet Wifi NVEM V2 - 6 Eixos para Mach3M1 Automacao EmpresaAinda não há avaliações
- CNC - Apostila de Programa-Mach 3Documento43 páginasCNC - Apostila de Programa-Mach 3Jurebba86% (7)
- Manual - Sigma II PDFDocumento311 páginasManual - Sigma II PDFEduardoRichenaAinda não há avaliações
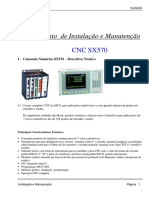
- Man Instsx570Documento47 páginasMan Instsx570Antonio LucasAinda não há avaliações
- Manual Edgecam Essential Turning SKA - 2011 R1Documento161 páginasManual Edgecam Essential Turning SKA - 2011 R1Rogerio FelixAinda não há avaliações
- Curso Instalação 8055 Power V14Documento59 páginasCurso Instalação 8055 Power V14Rogério Pereira100% (3)
- Formação Fagor PLC 8055Documento71 páginasFormação Fagor PLC 8055joaopedrosousa100% (2)
- Apostila Básica XG5000 2.0vDocumento26 páginasApostila Básica XG5000 2.0vMkleberAinda não há avaliações
- ASDA-A2 - ENC - Procedimento de Pulso e DireçãoDocumento2 páginasASDA-A2 - ENC - Procedimento de Pulso e DireçãoSergio PereiraAinda não há avaliações
- Apostila Curso Ballbar - CompletaDocumento42 páginasApostila Curso Ballbar - CompletaAnonymous xuEZu5Ky100% (3)
- Desenvolvendo Projetos Em C Para Stm8 Volume ÚnicoNo EverandDesenvolvendo Projetos Em C Para Stm8 Volume ÚnicoAinda não há avaliações
- CNC - Conceitos Básicos e AvançadosDocumento90 páginasCNC - Conceitos Básicos e Avançadosapi-3800166100% (10)
- Tutorial Mach3Documento15 páginasTutorial Mach3Marcos50% (2)
- Configurando Mach3Documento4 páginasConfigurando Mach3Cézar AngelitonAinda não há avaliações
- Introdução Ao LdmicroDocumento22 páginasIntrodução Ao LdmicrorcimplastAinda não há avaliações
- Comparativo Interface Placa Controladora CNC Mach3 Porta Paralela Usb Ethernet Windows 32 64 BitsDocumento1 páginaComparativo Interface Placa Controladora CNC Mach3 Porta Paralela Usb Ethernet Windows 32 64 BitsJulio Cesar MikasAinda não há avaliações
- Manual Mach3 Tradução Thunder CNCDocumento130 páginasManual Mach3 Tradução Thunder CNCAntonio Rosemblach100% (1)
- Comparativo Interface Placa Controladora CNC Mach3 Porta Paralela Usb Ethernet Windows 32 64 BitsDocumento1 páginaComparativo Interface Placa Controladora CNC Mach3 Porta Paralela Usb Ethernet Windows 32 64 BitsMarcelo TavaresAinda não há avaliações
- 02 - Manual Prático Do Mach3 Ver09.04.01Documento18 páginas02 - Manual Prático Do Mach3 Ver09.04.01Mauricio Chites MagnusAinda não há avaliações
- Manual Prático Do SheetCam Rev1.2Documento10 páginasManual Prático Do SheetCam Rev1.2Guilherme Pedal0% (1)
- Vdocuments - MX Manual de Manutencao McsDocumento53 páginasVdocuments - MX Manual de Manutencao Mcskeven marques100% (1)
- Fagor Comunicacao RS Rev 2.0Documento16 páginasFagor Comunicacao RS Rev 2.0jonathapmcAinda não há avaliações
- Mensagens de Avarias DCEDocumento49 páginasMensagens de Avarias DCEGilson ScheibeAinda não há avaliações
- Manual Mach3 Traducao Thunder CNC PDFDocumento130 páginasManual Mach3 Traducao Thunder CNC PDFSérgio BarbosaAinda não há avaliações
- Correção de Erros Do Mach3Documento3 páginasCorreção de Erros Do Mach3junioratnAinda não há avaliações
- Manual SWF TradDocumento11 páginasManual SWF TradLuis gonzaga100% (3)
- Manual Datasheet Interface Placa Controladora CNC Usb Nvum SK 4 Eixos Mach3Documento32 páginasManual Datasheet Interface Placa Controladora CNC Usb Nvum SK 4 Eixos Mach3Carlos EduardoAinda não há avaliações
- Manual MCSDocumento59 páginasManual MCSDiogo Gonçalves100% (1)
- Pinagem Cabo Serial e ParaleloDocumento5 páginasPinagem Cabo Serial e ParaleloBruno BatistaAinda não há avaliações
- Interface CNC Paralela db25 6 - Eixos Toshiba Mach3Documento32 páginasInterface CNC Paralela db25 6 - Eixos Toshiba Mach3Carlos Eduardo100% (1)
- MeldasDocumento4 páginasMeldasAdrianoAinda não há avaliações
- Manual Instrucciones de PLC MCS sx570Documento142 páginasManual Instrucciones de PLC MCS sx570Freddy YánezAinda não há avaliações
- 52 ManualDocumento517 páginas52 ManualPaul HenriqueAinda não há avaliações
- CNC FANUC FONTE Alarmes Servos ALPHADocumento59 páginasCNC FANUC FONTE Alarmes Servos ALPHAfrancisco moura Moura macedo50% (2)
- Alexandre - Eletrônica Básica - Como Fazer Sua PCIDocumento3 páginasAlexandre - Eletrônica Básica - Como Fazer Sua PCIarrsouzaAinda não há avaliações
- Modulo IIDocumento38 páginasModulo IIGilson Scheibe100% (1)
- Modulo IIIDocumento69 páginasModulo IIIGilson Scheibe100% (1)
- SAG 1006 4x4 PDFDocumento10 páginasSAG 1006 4x4 PDFCarlosAinda não há avaliações
- Manual DatasheetDocumento25 páginasManual DatasheetM1 Automacao EmpresaAinda não há avaliações
- Manual de Operacao SX570Documento200 páginasManual de Operacao SX570MauricioAinda não há avaliações
- Parâmetros Q - Heidenhain DIN - ISODocumento30 páginasParâmetros Q - Heidenhain DIN - ISOLuís SilvaAinda não há avaliações
- Document - Onl - Apostila Mcs Serie 500Documento17 páginasDocument - Onl - Apostila Mcs Serie 500Adelar Ferreira Souza0% (1)
- Criando Uma Nova Ferramenta No EdgeCAM Com SuporteDocumento8 páginasCriando Uma Nova Ferramenta No EdgeCAM Com SuporteRoberta CamposAinda não há avaliações
- Construindo Uma CNC CaseiraDocumento8 páginasConstruindo Uma CNC CaseiraJoia FerreiraAinda não há avaliações
- Manual Do CNC - ProteutornoDocumento97 páginasManual Do CNC - ProteutornoRogérioSouzaAinda não há avaliações
- Cat CNC 8055 PlusDocumento17 páginasCat CNC 8055 Plusvinicar13Ainda não há avaliações
- Projetos De Eletrônica Industrial Usando O ArduinoNo EverandProjetos De Eletrônica Industrial Usando O ArduinoAinda não há avaliações
- Implementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvNo EverandImplementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvAinda não há avaliações
- Desenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoNo EverandDesenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoAinda não há avaliações
- Desenvolvendo Projetos Poe Modbus Com Comunicação Tcp/ip Programado No PicNo EverandDesenvolvendo Projetos Poe Modbus Com Comunicação Tcp/ip Programado No PicAinda não há avaliações
- PowerMILL 5 - Básico (Port BR)Documento146 páginasPowerMILL 5 - Básico (Port BR)api-3800166100% (2)
- Manual ArtCAM 9 - (Port)Documento121 páginasManual ArtCAM 9 - (Port)api-3800166Ainda não há avaliações
- Projeto CNC 3 Eixos - PUCCRS - Rodrigo KrugDocumento91 páginasProjeto CNC 3 Eixos - PUCCRS - Rodrigo Krugapi-3800166100% (4)
- Tubo de ImagemDocumento3 páginasTubo de Imagemapi-3800166100% (1)
- Manual de Flamingo (PORT)Documento340 páginasManual de Flamingo (PORT)api-3800166Ainda não há avaliações
- Oscilador HorizontalDocumento4 páginasOscilador Horizontalapi-3800166Ainda não há avaliações
- Fontes oDocumento4 páginasFontes oapi-3800166Ainda não há avaliações
- Bobina DesmagnetizadoraDocumento3 páginasBobina Desmagnetizadoraapi-3800166Ainda não há avaliações
- Exemplo Prático VIDocumento5 páginasExemplo Prático VIapi-3800166Ainda não há avaliações
- Circuito de ApagamentoDocumento4 páginasCircuito de Apagamentoapi-3800166Ainda não há avaliações
- Sincronismo HorizontalDocumento3 páginasSincronismo Horizontalapi-3800166Ainda não há avaliações
- Fontes oDocumento4 páginasFontes oapi-3800166Ainda não há avaliações
- Circuito HorizontalDocumento5 páginasCircuito Horizontalapi-3800166100% (1)
- Fonte Com DefeitoDocumento3 páginasFonte Com Defeitoapi-3800166100% (1)
- Fonte ChaveadaDocumento3 páginasFonte Chaveadaapi-3800166100% (1)
- Circuito Horizontal (Cont)Documento5 páginasCircuito Horizontal (Cont)api-3800166100% (1)
- 7.1 - Nr-13-Comentada Vasos Sob PressãoDocumento169 páginas7.1 - Nr-13-Comentada Vasos Sob PressãoamathiasmecAinda não há avaliações
- Captação de ÁguaDocumento14 páginasCaptação de ÁguaElias Dos Santos SilvaAinda não há avaliações
- Manual de Instalacao MGT 500Documento53 páginasManual de Instalacao MGT 500Zona SulAinda não há avaliações
- A Tecnica HooponoponoDocumento5 páginasA Tecnica HooponoponoLaura SebastiaoAinda não há avaliações
- Montagem e Alinhamento de MáquinasDocumento92 páginasMontagem e Alinhamento de MáquinasJoziel Saxophonist100% (2)
- Ensaio de Dureza RockwellDocumento9 páginasEnsaio de Dureza RockwellsadugaAinda não há avaliações
- PS 25 - Técnico de Manutenção II - Climatização - 35qDocumento11 páginasPS 25 - Técnico de Manutenção II - Climatização - 35qFabio MaiaAinda não há avaliações
- Maternal II 4semanasDocumento37 páginasMaternal II 4semanasAndré Das Graças100% (1)
- Resumo - As 3 Leis de NewtonDocumento6 páginasResumo - As 3 Leis de NewtonIngryd Devillart0% (1)
- Atividade 2 MECÂNICA DOS FLUIDOSDocumento6 páginasAtividade 2 MECÂNICA DOS FLUIDOSJoao Baltazar Batista Dos SantosAinda não há avaliações
- Clive Cussler - Choque MortalDocumento368 páginasClive Cussler - Choque Mortalc996326Ainda não há avaliações
- Manual Sepam Series80 Operation BRDocumento152 páginasManual Sepam Series80 Operation BRJairo SilvaAinda não há avaliações
- Prova PraticaDocumento15 páginasProva PraticaLUIZAinda não há avaliações
- Gabarito Comentado Engenharia Química (Qui) - Versão ADocumento16 páginasGabarito Comentado Engenharia Química (Qui) - Versão AMaisa Paraguassu100% (1)
- Válvula Alívio Spirax IM D343 01 - Rev03 SV81HDocumento25 páginasVálvula Alívio Spirax IM D343 01 - Rev03 SV81HcjaraujoAinda não há avaliações
- Ficha de Trabalho Quimica 9º Ano Metais e Não Metais Abril 2019Documento3 páginasFicha de Trabalho Quimica 9º Ano Metais e Não Metais Abril 2019semeano100% (1)
- 9 26 Proceso de Avaliacao de Um Sistema de Deteccao de Vazamento FinalDocumento5 páginas9 26 Proceso de Avaliacao de Um Sistema de Deteccao de Vazamento FinalHélder PascoalAinda não há avaliações
- TrigonometriaDocumento2 páginasTrigonometriaVanderlim PinheiroAinda não há avaliações
- Lei de CoulombDocumento5 páginasLei de CoulombAdryana SousaAinda não há avaliações
- Aula Prática QuimicaDocumento8 páginasAula Prática QuimicaFernando MarquesAinda não há avaliações
- Pontes de MadeiraDocumento8 páginasPontes de MadeiraMariana SiqueiraAinda não há avaliações
- Transformações LinearesDocumento3 páginasTransformações LinearesJean CarlosAinda não há avaliações
- Harmônicos Na Flauta Transversal Como Exercício de SonoridadeDocumento26 páginasHarmônicos Na Flauta Transversal Como Exercício de SonoridadeMauro Rodrigues100% (1)
- Trabalho Usinagens em Alta RotaçãoDocumento18 páginasTrabalho Usinagens em Alta RotaçãoEduardo ReisAinda não há avaliações
- Movimento Retilineo Uniformemente VariadoDocumento13 páginasMovimento Retilineo Uniformemente VariadoDimas MatosAinda não há avaliações
- Engenharia Quimica Versao ADocumento28 páginasEngenharia Quimica Versao AWiltemberg Lima100% (1)
- 15 Respostas Às Besteiras CriacionistasDocumento10 páginas15 Respostas Às Besteiras CriacionistasRonaldo RibeiroAinda não há avaliações
- Aulas de FluidosDocumento23 páginasAulas de FluidosRudhá Moura PortoAinda não há avaliações