Você também pode gostar
- Boleto RecoveryDocumento1 páginaBoleto RecoverySamuel AndradeAinda não há avaliações
- Operator 1Documento270 páginasOperator 1Rafael Puga100% (1)
- Apostila FLEXCOMDocumento30 páginasApostila FLEXCOMAna Luiza Luiza Ana33% (3)
- Manual de Operação e Manutenção 777GDocumento248 páginasManual de Operação e Manutenção 777GAt. 18 Lima100% (1)
- Projeto de FabricaDocumento8 páginasProjeto de FabricaBruno CesarAinda não há avaliações
- 1 - Perforadora HC-95 - 11665Documento20 páginas1 - Perforadora HC-95 - 11665Cinthia EspinozaAinda não há avaliações
- 1 - Perforadora HC 50 Ø45 - 11907Documento24 páginas1 - Perforadora HC 50 Ø45 - 11907Jeos Ortiz100% (1)
- Manutenção Perfuratriz HL820STDocumento25 páginasManutenção Perfuratriz HL820STTHIAGO ARAUJO100% (2)
- 1 Perforadora HC 50 Ø45Documento28 páginas1 Perforadora HC 50 Ø45onur tezman100% (1)
- Perforadora X2Documento19 páginasPerforadora X2Anonymous iu95trpxN100% (1)
- Sistema HidraulicoDocumento59 páginasSistema Hidraulicocristian100% (1)
- Manual MW-3500 R-01Documento75 páginasManual MW-3500 R-01Newton Henrique FernandesAinda não há avaliações
- MSE18 Motor PoclainDocumento40 páginasMSE18 Motor PoclainCésar Cusi LazoAinda não há avaliações
- Filtro HidraulicoDocumento6 páginasFiltro HidraulicoAnonymous iu95trpxNAinda não há avaliações
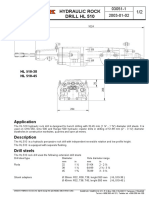
- HL 510Documento2 páginasHL 510Joseph Bernaola0% (1)
- 2 - Viga 8000 4' CAD ReseminDocumento58 páginas2 - Viga 8000 4' CAD ReseminCinthia EspinozaAinda não há avaliações
- Catalogo Pecas MammothDocumento61 páginasCatalogo Pecas MammothWalisson100% (1)
- Rel 15162134Documento190 páginasRel 15162134geovane cardosoAinda não há avaliações
- Sistema Electrico Bolter 88Documento17 páginasSistema Electrico Bolter 88Ever Jhonatan Mellisho Cano100% (1)
- 5 ST 1030 HidraulicoDocumento62 páginas5 ST 1030 HidraulicoJH Miguel Angel100% (1)
- Conjunto PrincipalDocumento35 páginasConjunto PrincipalESRAAinda não há avaliações
- Teste Bombas - PV351DDocumento17 páginasTeste Bombas - PV351DMarcelo LeandroAinda não há avaliações
- 3 - Boom 2.4 - 1158Documento40 páginas3 - Boom 2.4 - 1158TEAL TAinda não há avaliações
- 420D Backhoe Loader, EstabilizadorDocumento2 páginas420D Backhoe Loader, EstabilizadorDavid A. HurtadoAinda não há avaliações
- Sistema HidraulicoDocumento50 páginasSistema HidraulicocristianAinda não há avaliações
- 2 - Torreta T99-7'X10 (HC50-HC28) - 8451Documento56 páginas2 - Torreta T99-7'X10 (HC50-HC28) - 8451ENSO SURCO100% (1)
- DrumMotor Vista Geral PT WEB OY PDFDocumento8 páginasDrumMotor Vista Geral PT WEB OY PDFcarloseduardo1964Ainda não há avaliações
- Perfuratriz Hidráulica MR040 - CatálogoDocumento4 páginasPerfuratriz Hidráulica MR040 - CatálogoThales CaetanoAinda não há avaliações
- 10 - Gui - A4 ColoridoDocumento7 páginas10 - Gui - A4 ColoridoCleveston MoraisAinda não há avaliações
- 1 - Perforadora HC 50 Ø45 - 11907Documento20 páginas1 - Perforadora HC 50 Ø45 - 11907PaulAldoAinda não há avaliações
- Is 2024 - Introdu+º+Úo Da Val. Admiss+Úo C190 Com Porca Trava e Fun+º+Úo Pre-LoadDocumento10 páginasIs 2024 - Introdu+º+Úo Da Val. Admiss+Úo C190 Com Porca Trava e Fun+º+Úo Pre-LoadMarcelo KurtinaitisAinda não há avaliações
- Catalogo Linha CanaDocumento4 páginasCatalogo Linha Canabananacouto2Ainda não há avaliações
- Goodyear PDFDocumento196 páginasGoodyear PDFOriana Palencia FinolAinda não há avaliações
- Manual Picarroca, Chancador PrimarioDocumento35 páginasManual Picarroca, Chancador Primarioisraelitajuda100% (1)
- Cat. Pecas SP2000 MBB - Om 366 PT PDFDocumento139 páginasCat. Pecas SP2000 MBB - Om 366 PT PDFRicardo AzeredoAinda não há avaliações
- 2015 FST Fluidpower GlobalCatalog FST Epub PDFDocumento500 páginas2015 FST Fluidpower GlobalCatalog FST Epub PDFeguren_91Ainda não há avaliações
- Central KXH 30 Fs V 12 14Documento2 páginasCentral KXH 30 Fs V 12 14Gleison Aparecido Onofre0% (1)
- Catalogo AliconDocumento5 páginasCatalogo AliconPatricia CrespoAinda não há avaliações
- UDR 710 - Manual em PortDocumento208 páginasUDR 710 - Manual em PortVinicius FelipeAinda não há avaliações
- Display e ControlesDocumento18 páginasDisplay e ControlesAdriano MessiasAinda não há avaliações
- Barrido Semi HúmedoDocumento12 páginasBarrido Semi HúmedoJhancarlos Gonzales HuarangaAinda não há avaliações
- HP IndecoDocumento9 páginasHP Indecohesiotj100% (1)
- Hm100 Ehc-S Pdwc31412 Portegees 1Documento103 páginasHm100 Ehc-S Pdwc31412 Portegees 1Edgar AbdulaAinda não há avaliações
- Teco FixDocumento16 páginasTeco FixCarlos Eduardo Lima CoelhoAinda não há avaliações
- Manual de Peças BJ442PDocumento65 páginasManual de Peças BJ442PMarceloGagoAinda não há avaliações
- Curva ABC - Vilhena1Documento238 páginasCurva ABC - Vilhena1leidianeAinda não há avaliações
- WEG Ruw01 Manual Unidade Remota Canopen 10000301331 Manual Portugues BRDocumento53 páginasWEG Ruw01 Manual Unidade Remota Canopen 10000301331 Manual Portugues BRVinicius Mello Almeida100% (1)
- Pca T PlusDocumento54 páginasPca T PlusSergio AlvesAinda não há avaliações
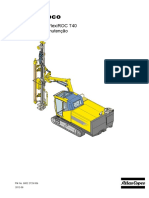
- 9852 2729 06b Maintenance Instructions FlexiROC T35. T40Documento124 páginas9852 2729 06b Maintenance Instructions FlexiROC T35. T40Marcelo Farias100% (1)
- JBL Partybox 110 ManualDocumento17 páginasJBL Partybox 110 ManualEDSON MONTRESORAinda não há avaliações
- Mordaza para Rolatec RL 48Documento3 páginasMordaza para Rolatec RL 48Lanco SAAinda não há avaliações
- Cat Vortech 24-05 f3Documento11 páginasCat Vortech 24-05 f3Silva_MichelAinda não há avaliações
- Procedimento de Substituicao Hrc800Documento30 páginasProcedimento de Substituicao Hrc800Jonathas Claudino GomesAinda não há avaliações
- Spare Part Manual OficialDocumento552 páginasSpare Part Manual OficialandystefanoAinda não há avaliações
- 9 Blokito BLK 500 L Se PDFDocumento2 páginas9 Blokito BLK 500 L Se PDFSila SilvaAinda não há avaliações
- DWDocumento99 páginasDWDaniAinda não há avaliações
- 09 Porca PrecisaoDocumento2 páginas09 Porca PrecisaoRonildo DuarteAinda não há avaliações
- Manual Liebherr R9250Documento173 páginasManual Liebherr R9250Ronald100% (2)
- Manual Do Operador-PtDocumento53 páginasManual Do Operador-PtJoão Guardado100% (1)
- Eixo Porta FresaDocumento2 páginasEixo Porta FresaArnaldoAinda não há avaliações
- Plano de Seguranca AndersonDocumento29 páginasPlano de Seguranca AndersonAbsalão TembeAinda não há avaliações
- Avaliação Do Ajuste de Reta e Chi-Quadrado - Gabriel CoelhoDocumento6 páginasAvaliação Do Ajuste de Reta e Chi-Quadrado - Gabriel CoelhoThiago SilvaAinda não há avaliações
- Atividade Avaliativa - 01Documento5 páginasAtividade Avaliativa - 01Paulo MarcosAinda não há avaliações
- Apostila LabVIEW Versao 3 ExerciciosDocumento36 páginasApostila LabVIEW Versao 3 ExerciciosAnonymous O6I4DKAinda não há avaliações
- Catalogo AccurioPirnt C4065Documento2 páginasCatalogo AccurioPirnt C4065Jean FariasAinda não há avaliações
- EdilimDocumento37 páginasEdilimAmara PedrosaAinda não há avaliações
- Git - Guia Prático - Sem Complicação!Documento9 páginasGit - Guia Prático - Sem Complicação!Alberto Alves FragaAinda não há avaliações
- CV Victor LimaDocumento1 páginaCV Victor LimaVictor LimaAinda não há avaliações
- NodeJS - Criando Uma Rede SocialDocumento22 páginasNodeJS - Criando Uma Rede SocialAnderson KerllyAinda não há avaliações
- AV2 - Automação IndustrialDocumento3 páginasAV2 - Automação IndustrialDanielAinda não há avaliações
- Exercícios de AlgoritmosDocumento3 páginasExercícios de AlgoritmosJoyce Souza VianaAinda não há avaliações
- Métodos para Diagnóstico em Redes PROFIBUS DPDocumento16 páginasMétodos para Diagnóstico em Redes PROFIBUS DPMax MüllerAinda não há avaliações
- Manual Treinamento PCS7Documento104 páginasManual Treinamento PCS7Everaldo MarquesAinda não há avaliações
- Pensamento Computacional Apostila02Documento74 páginasPensamento Computacional Apostila02Cleber VitoriaAinda não há avaliações
- Apresentação Empresa SEVADocumento11 páginasApresentação Empresa SEVARose Pereira PaloschiAinda não há avaliações
- System TM - Solução para Erro 29209 Do Servo MotorDocumento4 páginasSystem TM - Solução para Erro 29209 Do Servo MotordieimAinda não há avaliações
- Aula - 12 - CRUD Com PHP e MYSQLDocumento23 páginasAula - 12 - CRUD Com PHP e MYSQLcarlos pucciniAinda não há avaliações
- Cartilha - 5 Controles de Seguranca Cibernetica para OntemDocumento38 páginasCartilha - 5 Controles de Seguranca Cibernetica para Ontem. .LopesAinda não há avaliações
- Manual DRVNT IM113IDocumento24 páginasManual DRVNT IM113IRodrigo LossAinda não há avaliações
- NBR 5180Documento31 páginasNBR 5180Fabio RicardoAinda não há avaliações
- Lista de Exercícios 2Documento2 páginasLista de Exercícios 2Michael DouglasAinda não há avaliações
- Body CAM - VM686Documento2 páginasBody CAM - VM686associacaodistritalAinda não há avaliações
- 3.6 Modelo Vista ControladorDocumento22 páginas3.6 Modelo Vista ControladorHenry Edison Marihuen AguilaAinda não há avaliações
- AC5 - v3.3Documento16 páginasAC5 - v3.3Robespierre NogueiraAinda não há avaliações
- Exercicios LPI 01Documento4 páginasExercicios LPI 01AndersonAinda não há avaliações
- LISTA DE INSCRITOS PUBLICAÇÃO - CompressedDocumento184 páginasLISTA DE INSCRITOS PUBLICAÇÃO - Compressedjaco vasconcelosAinda não há avaliações
- RemapDocumento683 páginasRemapLesliê Cardoso100% (5)
- SAGE SNMP IntroducaoDocumento18 páginasSAGE SNMP IntroducaoRicardo PossidonioAinda não há avaliações
- Lista Produtos 20231011190858Documento73 páginasLista Produtos 20231011190858Guido CampuzanoAinda não há avaliações
- Controlador Camara Quente Mod S8000Documento1 páginaControlador Camara Quente Mod S8000Edergf Gomes FerreiraAinda não há avaliações