Escolar Documentos
Profissional Documentos
Cultura Documentos
Traçagem e Planificação de Chapas - 2007
Enviado por
arllancruzTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Traçagem e Planificação de Chapas - 2007
Enviado por
arllancruzDireitos autorais:
Formatos disponíveis
CALDEIRARIA
Traagem e Planificao de Chapas
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrnio Machado Zica Diretor Regional do SENAI e Superintendente de Conhecimento e Tecnologia Alexandre Magno Leo dos Santos Gerente de Educao e Tecnologia Edmar Fernando de Alcntara
Elaborao Equipe Tcnica do CFP/ACR Unidade Operacional Centro de Formao Profissional Alvimar Carneiro de Rezende
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Sumrio
APRESENTAO.................................................................................................. 6 1. TECNOLOGIA MECNICA .............................................................................. 7
1.1. 1.2. 1.3. 1.4. 1.5. 1.6. INTRODUO................................................................................................................7 CLASSIFICAO DOS MATERIAIS.............................................................................7 MATERIAIS - CONCEITOS ...........................................................................................8 CARACTERSTICAS FSICAS DOS METAIS...............................................................8 LIGAS METLICAS .......................................................................................................8 PROPRIEDADES DOS METAIS....................................................................................8
1.6.1. PROPRIEDADES TECNOLGICAS..........................................................................9 1.6.2. PROPRIEDADES MECNICAS.................................................................................9 1.7. METAIS FERROSOS ...................................................................................................10 1.7.1. AOS ........................................................................................................................10 1.7.2. FERROS FUNDIDOS................................................................................................10 1.8. OBTENO DOS METAIS FERROSOS ....................................................................10 1.8.1. MINRIO DE FERRO ...............................................................................................10 1.8.2. TRATAMENTO OU BENEFICIAMENTO DO MINRIO ..........................................11 1.8.3. COMBUSTVEL ........................................................................................................11 1.8.4. FUNDENTE ...............................................................................................................12 1.8.5. ALTO FORNO...........................................................................................................12 1.8.6. PRODUTOS DO ALTO FORNO...............................................................................13 1.8.7. FERROS FUNDIDOS................................................................................................14
2. CLASSIFICAO DOS AOS ....................................................................... 17
2.1. 2.2. 2.3. 2.4. SISTEMA S.A.E. (SOCIETY OF AUTOMOTIVE ENGINEERS)..................................17 SISTEMA A.I.S.I. (AMERICAN IRON AND STEEL INSTITUTE)................................17 SISTEMA A.B.N.T........................................................................................................18 SISTEMA D.I.N.............................................................................................................20
2.3.1. CLASSES DE AOS ABNT .....................................................................................19 2.4.1. DESIGNAO E NORMALIZAO DOS AOS SEM LIGAS...............................20 2.4.2. DESIGNAO E NORMALIZAO DOS AOS COM BAIXA LIGA ....................21 2.4.3. DESIGNAO E NORMALIZAO DOS AOS COM ALTA LIGA......................21
3. NOES GERAIS DOS TRATAMENTOS
3.1. 3.2. 3.3.
TRMICOS DO AO ............. 23
FASES DO TRATAMENTO TRMICO........................................................................23 FINALIDADES DO TRATAMENTO TRMICO DOS AOS .......................................23 TIPOS DE TRATAMENTO TRMICO DOS AOS.....................................................23
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
3.4.
CARACTERIZAO GERAL DOS TRATAMENTOS TRMICOS ............................24
3.4.1. TMPERA .................................................................................................................24 3.4.2. REVENIMENTO ........................................................................................................24 3.4.3. RECOZIMENTO ........................................................................................................24 3.4.4. CEMENTAO.........................................................................................................24 3.4.5. NITRETAO ...........................................................................................................25
4. A TMPERA ................................................................................................... 26
4.1. 4.2. 4.3. 4.4. PASSOS DA OPERAO...........................................................................................26 TEMPERATURAS E CORES DE AQUECIMENTO ....................................................26 MEIOS DE AQUECIMENTO - FORNOS DE TRATAMENTO .....................................27 MEIOS DE RESFRIAMENTO ......................................................................................28
5. REVENIMENTO .............................................................................................. 29
5.1. 5.2. 5.3. 5.4. 5.5. NOO DO FENMENO DO REVENIMENTO ..........................................................29 AQUECIMENTO DO AO PARA O REVENIMENTO.................................................29 CORES DO REVENIMENTO .......................................................................................30 MANUTENO DA TEMPERATURA DO REVENIMENTO.......................................30 RESFRIAMENTO .........................................................................................................30
6. CUIDADOS NA TRAAGEM ......................................................................... 31
6.1. 6.2. 6.3. 6.4. INTRODUO..............................................................................................................31 NORMAS A SEREM OBSERVADAS..........................................................................31 CUIDADOS NA TRAAGEM EM SRIE ....................................................................32 SIMBOLOGIA CONVENCIONAL DE TRAAGEM ....................................................32
7. PLANIFICAR PEAS SIMPLES..................................................................... 34
7.1. PROCESSOS DE EXECUO....................................................................................34
8. NOES DE GEOMETRIA ............................................................................ 36
8.1. 8.2. 8.3. 8.4. 8.5. 8.6. 8.7. LINHA ...........................................................................................................................36 NGULOS ....................................................................................................................38 POLGONOS ................................................................................................................40 TRINGULOS ..............................................................................................................41 QUADRILTEROS.......................................................................................................42 POLGONOS REGULARES E IRREGULARES..........................................................43 CRCULO......................................................................................................................44
9. DESENHO LINEAR GEOMTRICO ............................................................... 48 4
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
9.1. 9.2. 9.3. 9.4. 9.5. 9.6.
INTRODUO..............................................................................................................48 DESENVOLVIMENTO PARA A EXECUO DA PRIMEIRA PARTE .......................48 EXPLICAO DA SEQNCIA DE OPERAES PARA A EXECUO DOS PROBLEMAS GEOMTRICOS...................................................................................48 PROBLEMAS GEOMTRICOS...................................................................................49 DIVISO DA CIRCUNFERNCIA - PROCESSO POR CONSTANTES.....................60 DESENVOLVIMENTO..................................................................................................63
10. PLANIFICAO ............................................................................................. 64
10.1. DESENVOLVIMENTO LATERAL DE UM CILINDRO.................................................64 10.2. PLANIFICAO DE CILINDRO COM UMA BOCA NO PARALELA ...........................65 10.3. PLANIFICAO DE CILINDRO COM DUAS BOCAS INCLINADAS .............................66 10.4. PLANIFICAO DE COTOVELO DE 90 ......................................................................66 10.5. PLANIFICAO DE COTOVELO DE 45 ......................................................................67 10.6. INTERSEO DE UM CILINDRO POR OUTRO DE DIMETRO IGUAL .......................67 10.7. INTERSEO DE CILINDROS COM DIMETROS DIFERENTES ................................68 10.8. BIFURCAO EM Y A 120.......................................................................................69 10.9. CHAPU CHINS..........................................................................................................70 10.10. TRONCO DE CONE (PROCESSO DA GERATRIZ) .....................................................70 10.11. CONE CORTADO P/ UM PLANO OBLQUO ENTRE A BASE E O VRTICE..............72 10.12. REDUO EXCNTRICA ...........................................................................................73 10.13. COIFA ........................................................................................................................74 10.14. TRANSIO QUADRADA PARA REDONDA .............................................................76 10.15. TUBO COM INTERSEO CILNDRICA OBLQUA....................................................78 10.16. CURVA DE GOMOS CILNDRICA A 90 .....................................................................80 10.17. CURVA CNICA PELO PROCESSO DE TRIANGULAO........................................82 10.18. INTERSEO CNICA OBLQUA..............................................................................83 10.19. PEA CNICA COM BASE CILNDRICA E RETANGULAR OBLQUA ......................87 10.20. SEGMENTO DE ESFERA - TAMPO ESFRICO .........................................................89
BIBLIOGRAFIA .................................................................................................... 90
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Apresentao
Muda a forma de trabalhar, agir, sentir, pensar na chamada sociedade do conhecimento. Peter Drucker
O ingresso na sociedade da informao exige mudanas profundas em todos os perfis profissionais, especialmente naqueles diretamente envolvidos na produo, coleta, disseminao e uso da informao. O SENAI, maior rede privada de educao profissional do pas, sabe disso, e, consciente do seu papel formativo, educa o trabalhador sob a gide do conceito da competncia: formar o profissional com responsabilidade no processo produtivo, com iniciativa na resoluo de problemas, com conhecimentos tcnicos aprofundados, flexibilidade e criatividade, empreendedorismo e conscincia da necessidade de educao continuada. Vivemos numa sociedade da informao. O conhecimento , na sua rea tecnolgica, amplia-se e se multiplica a cada dia. Uma constante atualizao se faz necessria. Para o SENAI, cuidar do seu acervo bibliogrfico, da sua infovia, da conexo de suas escolas rede mundial de informaes - internet to importante quanto zelar pela produo de material didtico. Isto porque, nos embates dirios,instrutores e alunos , nas diversas oficinas e laboratrios do SENAI, fazem com que as informaes, contidas nos materiais didticos, tomem sentido e se concretizem em mltiplos conhecimentos. O SENAI deseja , por meio dos diversos materiais didticos, aguar a sua curiosidade, responder s suas demandas de informaes e construir links entre os diversos conhecimentos, to importantes para sua formao continuada ! Gerncia de Educao e Tecnologia
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
1. Tecnologia Mecnica
1.1. Introduo
Nos dias de hoje, uma gama enorme de materiais utilizada na Construo Mecnica, desde os metlicos ferrosos e no ferrosos aos no-metlicos, polmeros, plsticos e resinas. Isto nos coloca, a cada dia, diante de novos materiais ou aplicaes de propriedades s vezes surpreendentes para nossos conhecimentos anteriores.
1.2. Classificao Dos Materiais
Os materiais podem ser classificados da seguinte forma: Materiais metlicos - ferrosos - no-ferrosos Materiais no-metlicos - naturais - sintticos
METLICOS NO-METLICOS
Ferrosos
Ao Ferro fundido
No-ferrosos
Alumnio Cobre Zinco Magnsio Chumbo Estanho Titnio
Naturais
Madeira Asbesto Couro Borracha
Sintticos
Vidro Cermica Plstico
Alm desta classificao geral, existem outras, como por exemplo a que agrupa os materiais de acordo com a utilizao. Nesta, tem-se: Materiais resistentes corroso e oxidao, Materiais resistentes a altas temperaturas, Materiais resistentes a baixas temperaturas, Materiais resistentes ao desgaste, Materiais para ferramentas, Materiais de alta resistncia mecnica, Materiais para a indstria automobilstica.
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
1.3. Materiais - Conceitos
Minerais - substncias em formas diversas de ocorrncia, como xidos, sulfetos, carbonetos, etc., que formam os depsitos. Minrios - so depsitos de minerais em quantidades suficientes para permitir a explorao econmica. Metais - substncias qumicas elementares, lustrosas, boas condutoras de calor e eletricidade e, quando polidas, boas refletoras de luz. Polmeros - so materiais constitudos de longas cadeias macromoleculares. Macromolculas so como um grande nmero de tomos e grande peso molecular. Cermicas - so materiais no-metlicos, inorgnicos, cuja estrutura, aps queima em altas temperaturas, apresenta-se inteira ou parcialmente cristalizada.
1.4. Caractersticas Fsicas dos Metais
Os metais normalmente apresentam certo grau de ductilidade e plasticidade e, via de regra, so mais pesados que outras substncias elementares. As propriedades que tm maior importncia, sob o ponto de vista da Construo Mecnica, so as propriedades mecnicas que relacionam a resistncia do metal com os esforos de trao, compresso, toro, etc., pois baseado nelas, so dimensionadas as peas e estruturas. Outras caractersticas dos metais que podemos observar so densidade, propriedades trmicas e eltricas, propriedades qumicas, entre outras.
1.5. Ligas Metlicas
Os metais raramente so utilizados puros. Geralmente fazem-se ligas, que so substncias que consistem em mistura ntima de dois ou mais elementos qumicos, dos quais pelo menos um metal, possuindo propriedades metlicas, segundo Vicente Chiaverini. As ligas constituem combinao de dois ou mais tipos de tomos que produzem uma substncia que apresenta alteraes, s vezes profundas, tanto nas propriedades fsicas quanto qumicas, em relao aos elementos componentes.
1.6. Propriedades Dos Metais
Uma vez que pretendemos estudar os metais e que esse estudo se dar atravs de suas propriedades, fundamental que conheamos exatamente o significado de cada uma dessas propriedades. As propriedades de um metal podem ser tecnolgicas ou mecnicas. As primeiras tm grande importncia para os processos de conformao. J as 8
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
mecnicas interessam aos processos de obteno com remoo de cavacos (usinagem). A seguir destacam-se os mais importantes. 1.6.1. Propriedades Tecnolgicas Ductilidade - Caracterstica dos metais de se deixarem transformar em fios. sempre acompanhada de alta tenacidade. Fadiga - Diminuio gradual da resistncia de um material, por efeito de solicitaes repetidas e cclicas. Fluncia - Deformao lenta, que ocorre em metal que fica sob carga constante, por longo tempo. Forjabilidade - Propriedade de se deixar conformar a quente, por meio de prensagem ou martelamento. Fragilidade - Incapacidade de resistncia ao choque. Fusibilidade - Capacidade de fundir com facilidade e manter determinadas caractersticas favorveis ao processo de fundio. Maleabilidade - Propriedade que os metais apresentam de se deixarem transformar em chapas ou lminas. Soldabilidade - Capacidade dos metais de se deixarem soldar com maior ou menor facilidade. Temperabilidade - Esta propriedade aplica-se mais aos aos e relaciona a capacidade do material em adquirir dureza pela tmpera, com a profundidade de penetrao da tmpera (medida atravs da dureza). Tenacidade - Capacidade de resistir a esforos mltiplos. 1.6.2. Propriedades Mecnicas Dureza - Capacidade do metal de resistir penetrao de esferas e/ou formas pontiagudas, padronizadas, sob efeito de cargas e tempo tambm padronizados. Elasticidade - Capacidade do metal de retornar forma inicial, uma vez cessado o esforo mecnico. Plasticidade - Capacidade do metal de se deixar trabalhar a frio, sofrer deformaes permanentes. Resilincia - Capacidade do metal de resistir a esforos externos dinmicos (choques), capacidade de absorver energia cintica. Resistncia mecnica - Capacidade do metal de resistir a esforos externos estticos ou lentos (esforos de trao, compresso, flexo, toro, cisalhamento).
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
1.7. Metais Ferrosos
Por metais ferrosos designam-se todas as ligas onde o ferro o principal elemento da liga. Podem ser divididos em aos e ferros fundidos. 1.7.1. Aos So ligas de ferro e carbono, com teores de carbono entre 0,008 e 2,11%, contendo certos elementos residuais como enxofre, silcio, fsforo e mangans, provenientes dos processos de obteno. Basicamente so de dois tipos: aos carbono, definido acima, e aos ligas, em que, alm do carbono, h a presena de outros elementos qumicos. 1.7.2. Ferros Fundidos So ligas de ferro e carbono, com teores de carbono entre 2,11 e 6,67% (comercialmente 2,5 a 4,5%), contendo, ainda, certos elementos residuais como enxofre, silcio, fsforo e mangans, provenientes dos processos de obteno. Podem ser, basicamente, de dois tipos: branco ou cinzento, dependendo da forma como o carbono est ligado ao ferro.
1.8. Obteno Dos Metais Ferrosos
Para produo dos aos e ferros fundidos, so necessrias matrias-primas como minrio de ferro, combustvel e fundentes. 1.8.1. Minrio de ferro O minrio de ferro uma substncia muito espalhada por toda a natureza. No entanto, o valor de um minrio ou jazida depende de vrios fatores. Entre eles: a) Percentagem (teor) de ferro contido no minrio, classificando-se como: Minrio pobre - menos de 50% de teor de ferro Minrio rico - mais de 50% de teor de ferro Dentre os minrios de ferro de ocorrncia em nossa regio, destacamos: Magnetita: +/- 74% teor de ferro puro (pouca ocorrncia) Hematita: +/- 70% teor de ferro puro Itabirito: +/- 60% teor de ferro puro Chapita: +/- 55% teor de ferro puro Limonita: +/- 50% teor de ferro puro 10
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Jacutinga: +/- 50% teor de ferro puro b) Natureza das substncias estranhas (ganga) que o acompanha, por exemplo, o teor de fsforo e enxofre que no deve ultrapassar determinados valores. 1.8.2. Tratamento ou Beneficiamento do Minrio O minrio de ferro, depois de extrado na lavra, passa por um beneficiamento. Este termo genrico, dito tambm tratamento, engloba vrias operaes a que se submetem os minrios, visando melhorar suas caractersticas, adequandoos utilizao nos fornos. Esse tratamento consiste em operaes como: Britagem - Quebram-se as pedras, deixando-as de tamanhos menores, mais adequado ao carregamento dos altos fornos (+/- 40 a 10mm). Peneiramento - Classificam-se as pedras em tamanho, separando-as em vrias granulaes, conforme solicitao ou exigncia. Lavagem - Lava-se o minrio, reduzindo-se as quantidades de areia e argila, ou seja, reduzindo-se a quantidade de estreis. Separao eletromagntica - Aproveitando-se as propriedades magnticas dos minrios, separa-se o minrio de ferro das gangas no-magnticas. Aglomerao - So operaes e visam aglutinao dos finos (ps) produzidos no manuseio, transporte e armazenagem das cargas. Esses ps no podem ser carregados nos altos fornos, pois compactariam a carga, atrapalhando sua marcha normal (passagem de ar). Assim se desenvolverem a briquetagem, a pelotizao, a sinterizao e a nodulizao. Desses processos, os mais utilizados so a sinterizao, que produz o sinter, e a pelotizao, que produz a pelota. Nesses dois processos os ps de minrio so misturados a um pouco de fundente, s vezes carvo, e um aglomerante. So aquecidos a temperaturas entre 1200 e 1300C, quando o aglomerante se funde e agrega as partculas. A diferena bsica entre os dois processos est no tamanho (granulao) dos finos. A pelota trabalha com ps, realmente, enquanto o sinter trabalha com partculas maiores (pedrinhas). As operaes acima so realizadas de forma geral para os minrios de ferro. Ainda assim, incluem-se ou excluem-se operaes em funo das caractersticas do minrio. 1.8.3. Combustvel Como combustvel utiliza-se o carvo mineral ou vegetal, que atuam fornecendo: calor para a combusto, carbono para a reduo do minrio, carbono como principal elemento da liga. 11
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
O carvo mineral pode ser classificado como: turfa, linhito, sub-betuminoso, betuminoso, semi-antrcito e antrcito. Recebe um tratamento de coqueificao no qual o carvo aquecido em fornos hermticos, temperatura entre 1000 e 1100C e dele extrada uma substncia oleosa, que se destina fabricao de produtos carboqumicos. Desse leo destilam-se vrios produtos qumicos como xilol, toluol, benzeno, antraceno, benzol, nafta, entre outros. O que sobra dentro do forno um resduo poroso e rico em carbono, de nome coque, ser carregado no alto forno. O coque apresenta como vantagens teor calorfico entre 6000 e 8000 kcal/kg e boa resistncia ao empacotamento, que varia entre 120 e 140 kg/cm2. O carvo mineral nacional de baixa qualidade e de alto teor de cinzas, o que obriga a sua utilizao em mistura com o carvo importado na razo de 30% do nacional para 70% do importado. O carvo vegetal o produto de queima da madeira em fornos, sem a presena do oxignio. O produto dessa combusto que ser carregado no alto forno. O carvo vegetal apresenta como vantagens sobre o coque um teor de enxofre e fsforos mais baixos, que resulta em melhores qualidades no gusa produzido. (O processo de transformao da madeira em carvo no Brasil, ainda hoje muito rudimentar, aproveitando-se apenas o carvo. Perdese toda a matria voltil do processo.) Como desvantagens apresenta a baixa resistncia ao empacotamento (+/- 20 kg/cm2), o que reduz sensivelmente a capacidade de produo nos fornos, pois tm que ser menores. Outro grave problema o elevado consumo de madeira, que cobra sempre mais reflorestamentos e cria vrios problemas ambientais e sociais. S para se ter uma idia, um hectare de floresta de eucalipto leva oito anos para atingir o ponto de corte, quando produz +/- 100m3 de carvo, que permite produzir +/40 toneladas de gusa. 1.8.4. Fundente Os fundentes so substncias que tm como funo facilitar a eliminao das impurezas do processo e o fazem combinando-se e tornando-as mais fluidas, mais lquidas, de forma a sobrenadar o banho no alto forno. A escolha do fundente depende de vrios fatores, entre eles: tipo de ganga que acompanha o minrio, tipo de refratrio do forno, tipo de material que se quer eliminar. Como fundente se usam vrias substncias, como calcrio, fluorita, dolomita. 1.8.5. Alto Forno A metalurgia do ferro consiste basicamente na reduo de seus minrios (xidos) no alto forno. Esse equipamento, geralmente com 28 a 30 metros de 12
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
altura (da o seu nome), composto de, basicamente, dois troncos de cone unidos pela parte mais larga, tendo no topo a goela ou tragante (boca) por onde se processa o carregamento (por esteira ou skip). Para se proceder ao carregamento no forno, temos um sistema chamado grande sino e pequeno sino ou grande cone e pequeno cone, que promovem o fechamento do forno, de forma que nunca se abrem os dois juntos. Tambm a se dispem o sistema de captao de gases e o distribuidor, que tem como funo uniformizar a distribuio da carga do forno. Logo abaixo vem a regio formada pelo maior tronco de cone, chamada de cuba. Nesta regio, medida que a carga desce, vai aumentando a temperatura e sofrendo vrias reaes qumicas, at chegar a regio da juno dos cones, chamada ventre, onde existem as ventaneiras, equipamentos que injetam ar dentro do alto forno. Esse ar previamente aquecido (nos recuperadores) e sua injeo produz a queima intensa do carvo ou coque, elevando a temperatura e provocando a fuso da carga, que desce pela regio chamada de rampa e goteja no cadinho, de onde, de tempos em tempos, vazado pelas canaletas. A marcha do alto forno composta por dois movimentos em direes opostas, o movimento descendente da carga e o movimento ascendente do ar/gs. 1 - O ar injetado no alto forno atravs das ventaneiras aquecido a temperaturas que variam entre 750 e 850C. Alguns processos, hoje em dia, fazem junto uma injeo de finos de carvo, para otimizar o sistema, melhorando o rendimento do alto forno. Esse ar insuflado queima o coque, fazendo a temperatura se elevar nessa regio, a cerca de 1800C. A partir da, sobe, passando atravs da carga, produzindo reaes do oxignio com o carbono, silcio, enxofre e o mangans (reaes essas que no cabem no mbito deste estudo) e, ao mesmo tempo, pr-aquecendo a carga, trocando seu calor. Depois recolhido por um sistema de tubulaes eu processa uma limpeza e armazena esse gs, que, posteriormente, ser usado como combustvel dentro da prpria usina, no aquecimento de recuperadores e caldeiras. 2 - No caminho inverso, a carga admitida atravs da goela distribuda dentro do alto forno, descendo pela cuba. A carga vai se pr-aquecendo e, medida que o faz, vai tambm reagindo quimicamente com os elementos presentes inicialmente no ar e, depois, no gs. As reaes acontecem inicialmente entre o oxignio e o carbono e depois com o silcio, mangans, enxofre e fsforo. Algumas dessas reaes so exotrmicas, o que contribui para elevar a temperatura na faixa de 1800C. Nesta regio, chamada zona de fuso, a carga funde e escorre pela rampa, atingindo o cadinho, onde o produto se separa. A escria mais leve flutua, sobrenadando o banho de gusa, que, por ser mais pesado, fica no fundo, facilitando a separao e eliminao, antes e durante a corrida (vazamento). 1.8.6. Produtos do alto forno 13
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
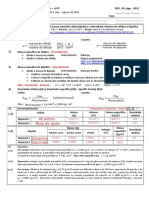
Gases do alto forno (G.A.F.) - So o produto da passagem do oxignio pelo alto forno. Aps as reaes com enxofre, silcio, fsforo, mangans e carbono, ele vira gs, recolhido e armazenado e, posteriormente, utilizado na prpria usina, para aquecimento de recuperadores, caldeiras e fornos, uma vez que combustvel. Escria - o fundente j combinado com as impurezas do processo. sendo mais leve, sobrenada o gusa, facilitando a eliminao. Sua composio qumica varivel, dependendo do fundente usado, do tipo de ganga e do tipo de revestimento. sua composio qumica que determina sua aplicao. Em funo dela, a escria pode ser usada para fabricao de adubos, cimento ou como brita para lastros, pavimentao de estradas ou para pr-moldados de concreto. Gusa - o ferro de primeira fuso, com altos teores de enxofre, silcio e fsforo, alm do elevado teor de carbono. Isto o torna muito duro e quebradio e, praticamente, elimina sua utilizao na indstria mecnica. O gusa, porm, matria-prima bsica para a produo dos aos e ferros fundidos.
Figura 1 Esquema do Alto Forno
1.8.7. Ferros Fundidos
14
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Obteno - Os ferros fundidos so obtidos a partir do gusa do alto forno. Os dois principais processos so o cubil e o forno eltrico, onde se consegue a reduo dos teores do silcio, fsforo, enxofre, mangans e carbono, pela queima e pela reao desses elementos com o fundente. Cubil ou Cubilot - O nome vem do francs e quer dizer cuba pequena, uma referncia regio do alto forno. Nesse equipamento, muito semelhante ao alto forno, a carga tambm feita por cima, normalmente com skip, e composta de fundente, gusa slido, sucata e coque. O ar insuflado pelas ventaneiras promove a queima do coque e as reaes qumicas do enxofre, silcio, fsforo e mangans, at atingir os teores desejados, quando, ento, vazado em panelas, onde se processa a remoo da escria e a adio de elementos de liga (e a inoculao para se produzir a nodulizao nos fofos nodulares) e, posteriormente, vazado em moldes.
Figura 2 CUBILOT (Vista)
Figura 3 CUBILOT (Corte)
Fornos Eltricos - Podem ser de trs tipos: a induo, por resistncia ou a arco, podendo atingir temperaturas da ordem de 3000C. o tipo mais utilizado para o ferro fundido o forno a arco Forno a Arco Eltrico - O princpio o arco voltaico, formado quando se afastam as extremidades de duas hastes onde circula corrente eltrica. Nos fornos eltricos, esse arco pode ser obtido entre eletrodos ou entre o eletrodo e a carga. O tipo mais utilizado est neste segundo grupo. 15
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Forno tipo Heroult - um forno basculante com dois ou trs eletrodos de grafite, tambm utilizados na produo de aos. A carga se faz pela parte superior, onde, depois, vem a tampa com os eletrodos e composta de gusa (slido, principalmente) e sucata. Esse tipo de forno permite melhor controle sobre o ferro fundido a ser produzido.
Figura 4 Forno HEROULT
16
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
2. CLASSIFICAO DOS AOS
Em nossos dias, a grande variedade de fabricante de tipos e de qualidade de aos tornou necessria a padronizao e a classificao deles, segundo algum critrio. As primeiras classificaes consideravam o teor de carbono ou sua resistncia ruptura, como se comprova:
% CARBONO
AO EXTRA DOCE AO DOCE AO MEIO DOCE AO MEIO DURO AO DURO AO EXTRA DURO
TENSO DE RUPTURA (Kg/mm2)
< 0,15% 0,15 - 0,30% 0,30 - 0,40% 0,40 - 0,60% 0,60 - 0,70% 0,70 - 1,20%
35 / 45 45 / 55 55 / 65 65 / 75 75 / 100 75 / 100
Essa classificao, porm, mostrou-se falha, pois o processo de fabricao dos aos (se laminado ou forjado) altera sua resistncia, variando sua tenso de ruptura/ ou a introduo de elementos de liga permite, a um ao doce, apresentar resistncia igual de um ao duro. Assim, buscou-se classificar os aos pela sua composio qumica. Para tanto, procurou-se padronizar as composies qumicas dos aos e, da, surgiram vrios processos de designao.
2.1. Sistema S.A.E. (Society of Automotive Engineers) 2.2. Sistema A.I.S.I. (American Iron and Steel Institute)
Nesses dois sistemas, dividiram-se os aos em nove grupos: 1. Carbono 2. Nquel 3. Nquel-Cromo 4. Nquel-Cromo-Molibidnio (mdia liga) 5. Cromo 6. Cromo-vandio 7. Tungstnio 8. Nquel-Cromo-Molibidnio (baixa liga) 9. Nquel-Cromo-Molibidnio-Silcio-Mangans Esses processos, para se designar um ao qualquer, adotam, ento, um cdigo numrico, em que os dois primeiros algarismos indicam o grupo ao qual 17
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
pertence o ao e os dois ou trs ltimos algarismos, divididos por 100, indicam o teor mdio de carbono no ao. Exemplo:
Indicam o grupo a que pertence o ao
S.A.E. XX XX
Esses dois algarismos divididos por 100, do-nos a percentagem de carbono no ao
S.A.E. 1040 - grupo 10 - ao carbono - 40/10 = 40% de carbono
Aos com presena de chumbo (teores de Pb entre 0,15 e 0,35%) recebem a letra L entre o segundo e o terceiro algarismos. Exemplo: S.A.E.10L40 Aos com presena de boro (teores de B = 0,005% mnimo) recebem a letra B entre o segundo e o terceiro algarismos. Exemplo: S.A.E.86B45 O sistema A.I.S.I. varia muito pouco em relao ao S.A.E., ressaltando, apenas, a distino entre aos produzidos em fornos eltricos e fornos SIEMENS-MARTINS. Essa distino se manifesta pela presena das letras E, para aos produzidos em fornos eltricos, e C, para aos produzidos em fornos SIEMENS-MARTINS, colocadas antes dos algarismos. Exemplo: A.I.S.I. E 1040 / A.I.S.I. C 1040 No mais, o sistema A.I.S.I. igual ao sistema S.A.E. para classificao de aos.
2.3. Sistema A.B.N.T.
(Associao Brasileira de Normas Tcnicas - NORMA ABNT-NBR 6006) Este sistema foi baseado no sistema S.A.E. Portanto, a denominao do ao feita basicamente atravs de quatro ou cinco algarismos. Os dois primeiros indicam a classe a que pertence o ao e os demais indicam o teor mdio aproximado de carbono. Quando especificada, adio de boro ou de chumbo, procede-se como no sistema S.A.E. Quando o ao apresenta a letra D antes dos algarismos, indica-se que a composio qumica do ao exatamente igual estabelecida pela norma alem DIN: Exemplos: ABNT D 5116 = D.I.N. 16 Mn Cr 5 ABNT 1040 = ao carbono (classe 10XX), com 0,40% C mdio ABNT 4340 = ao nquel-cromo-molibidnio (classe 43XX), com 0,40%C mdio ABNT 50100 = ao cromo (classe 50XX), com 1,00% C mdio 18
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
ABNT 8645 = ao cromo (classe 86XX), com adio de boro e 0,45% C mdio 2.3.1. Classes de aos ABNT Aos Carbono 10XX - Aos carbono com 1,00% Mn mximo 11XX - Aos ressulfaturados 12XX - Aos ressulfaturados e refosforados 14XX - Aos ao nibio 10XX - Aos ao carbono com Mn de 1,00 a 1,65% Aos Mangans 13XX - Aos com 1,75% Mn Aos Nquel 23XX - Aos com 3,50% Ni 25XX - Aos com 5,00% Ni Aos Nquel Cromo 31XX - Aos com 1,25% Ni, 0,65% a 0,80% Cr 32XX - Aos com 1,75% Ni, 1,07% Cr 33XX - Aos com 3,50% Ni, 1,50% a 1,57% Cr 34XX - Aos com 3,00% Ni, 0,77% Cr Aos Cromo Molibdnio 41XX - Aos com Cr 0,50 / 0,80 / 0,95% e Mo 0,12 / 0,20 / 0,25% Aos Nquel Cromo Molibdnio 43XX - Aos com 1,82% Ni, 0,50 a 0,80% Cr, 0,25% Mo 47XX - Aos com 1,05% Ni, 0,45% Cr, 0,20 a 0,35% Mo 81XX - Aos com 0,30% Ni, 0,40% Cr, 0,12% Mo 86XX - Aos com 0,55% Ni, 0,50% Cr, 0,20% Mo 87XX - Aos com 0,55% Ni, 0,50% Cr, 0,25% Mo 88XX - Aos com 0,55% Ni, 0,50% Cr, 0,35% Mo 93XX - Aos com 3,25% Ni, 1,20% Cr, 0,12% Mo 94XX - Aos com 0,45% Ni, 0,40% Cr, 0,12% Mo 97XX - Aos com 0,55% Ni, 0,20% Cr, 0,20% Mo 98XX - Aos com 1,00% Ni, 0,80% Cr, 0,25% Mo Aos Nquel Molibdnio 46XX - Aos com 0,85 a 1,82% Ni, 0,20 a 0,25% Mo 48XX - Aos com 3,50% Ni, 0,25% Mo Aos Cromo 50XX - Aos COM 0,27 / 0,40 / 0,50 / 0,65% Cr 51XX - Aos com 0,80 / 0,87 / 0,92 / 0,95 / 1,0 / 1,05 / 1,15 / 1,25% Cr 50XXX - Aos com 0,50% Cr 51XXX - Aos com 1,02% Cr 52XXX - Aos com 1,45% Cr 19
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Aos Cromo Vandio 61XX - Aos com 0,60 / 0,80 / 0,95 / 1,05% Cr, 0,10 / 0,15% Vmin Aos Silcio Mangans 92XX - Aos com 1,40 / 2,0% Si, 0,65 / 0,82 / 0,85% Mn, 0,65% Cr Aos Ao Boro E Ao Chumbo XXBXX - A letra B indica aos ao boro XXLXX - A letra L indica aos ao chumbo
2.4. Sistema D.I.N.
Na norma alem D.I.N., os aos tambm so classificados pela composio qumica, porm o sistema de designao bem diferente dos anteriores. A norma D.I.N. 17006 divide os aos em trs tipos: Aos sem ligas; Aos com baixa liga (elementos de ligas 5%); Aos com alta liga (elementos de ligas 5%). 2.4.1. Designao e Normalizao dos Aos sem Ligas Aos de baixa qualidade - So tipos de ao de baixa pureza, sem ligas e que no podem ser tratados termicamente. So designados atravs das letras St (ao) e da resistncia mnima ruptura.
ao St 37 resistncia mnima a ruptura = 37 x 10N/mm2
Aos ao carbono - Tm melhor pureza, podem ser tratados termicamente. So designados atravs da letra C (carbono) e da porcentagem do carbono. Para caracterizar a diferena dos aos finos no-ligados, alm da letra C, colocam-se letras com os seguintes significados: k - Ao fino com teor de enxofre mais fsforo, menor do que 0,01% f - Ao para tmpera a chama e por induo q - Ao para comentao e beneficiamento, adequado para deformao a frio
ao ao carbono 10 0,1% teor de carbono CK ao ao carbono de alta pureza (P + S 0,01%) 20 0,2% teor de carbono Cq 45 0,45%C ao ao carbono pa-ra beneficiamento
20
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
2.4.2. Designao e Normalizao dos Aos com Baixa Liga So aos que possuem, no mximo, 5% de teor de ligas.
0,48% C 6 4 = 1,5% Cr
48 Cr Mo V
67 7 = 0,7% Mo 10
baixo teor de V
Para designar o teor dos elementos de liga, os nmeros da norma devem ser divididos pelos fatores correspondentes ao elemento qumico. Os fatores so apresentados na tabela a seguir.
Fator 4 Cobalto Co Cr Mn Ni Si Tungstnio W Fator 10 Alumnio Al Mo Ti Vandio V Fator 100 Carbono C P S N
Fatores para elementos de liga
A norma se compe dos seguintes elementos: No se coloca a letra C para o carbono; As outras letras definem os elementos de liga; Os nmeros divididos pelos fatores definem o teor dos elementos e so colocados na mesma seqncia, como as letras. 2.4.3. Designao e Normalizao dos Aos com Alta Liga So aos com um teor de liga acima de 5%. Para design-los, coloca-se um X em frente do teor de carbono. Todos os elementos, exceto o carbono, tm o fator 1, ou seja, os nmeros apresentam o valor de teor real. Aos rpidos para ferramentas so designados da seguinte forma: 21
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
S6-5-2-5 Coloca-se S (ao rpido) no incio e os teores das ligas. O teor de carbono s pode ser determinado atravs da especificao do produtor.
ao com alta liga ao com alta liga 0,05% C 2,1% C X 5 Cr X 210 Cr 12 Ni Mo 18 18% Cr
13 13% Ni baixo teor de Mo
12% Cr
ao rpido
ao rpido
S 6 - 5 - 2 - 5
5% Co 2% V 5% Mo 6% W
S 12 - 1 - 4 - 5
5% Co 4% V 1% Mo 12% W
22
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
3. NOES GERAIS TRMICOS DO AO
DOS
TRATAMENTOS
do conhecimento do homem, h muitos sculos, que o aquecimento e o resfriamento do ao modificam suas propriedades. O estudo da estrutura interna do ao por meio do microscpio e as numerosas experincias feitas para atender s exigncias industriais levaram concluso de que as mudanas ntimas na estrutura metlica obedecem a condies determinadas. Descobriu-se que, no somente as temperaturas mas tambm a velocidade de variao das temperaturas influem para dar ao ao certas propriedades mecnicas. Todo processo no sentido de alterar a estrutura do ao por meio de aquecimento e resfriamento denominado tratamento trmico.
3.1. Fases do tratamento trmico
Todo tratamento trmico comporta trs fases distintas: 1. Aquecimento 2. Manuteno numa temperatura determinada 3. Resfriamento
3.2. Finalidades do tratamento trmico dos aos
Qualquer tratamento trmico do ao pode servir: 1. Para dar-lhe propriedades particulares (tais como dureza ou maleabilidade, por exemplo) que permitam seu emprego em condies mais favorveis; 2. Para restabelecer no ao (cuja estrutura se alterou pelo trabalho de martelagem ou de laminao, por exemplo, ou por outro tratamento trmico) as propriedades que ele apresentava anteriormente.
3.3. Tipos de tratamento trmico dos aos
H duas classes importantes de tratamentos trmicos dos aos. 1. Os que modificam as caractersticas mecnicas e as propriedades do ao, por simples aquecimento e resfriamento, estendendo-se a toda a massa do mesmo. So: Tmpera Revenimento Recozimento
23
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
2. Os que modificam as caractersticas mecnicas e as propriedades do ao, por processos termoqumicos, isto , aquecimento e resfriamento, com reaes qumicas. Tais processos apenas modificam a estrutura e as caractersticas mecnicas de uma camada superficial do ao. So: Cementao Nitretao
3.4. Caracterizao geral dos tratamentos trmicos
Em poucas palavras, ser explicado, a seguir, em que consiste cada tratamento trmico. 3.4.1. Tmpera o tratamento trmico por meio do qual um ao aquecido at determinada temperatura, igual ou acima de uma chamada ponto de transformao do ao e, em seguida, resfriado bruscamente pela imerso na gua, no leo, ou por exposio a uma corrente de ar, conforme o caso. Efeitos principais da tmpera: endurece o ao, mas, ao mesmo tempo, o torna frgil. 3.4.2. Revenimento o tratamento trmico que consiste em reaquecer um ao j temperado, at uma certa temperatura, bem abaixo do ponto de transformao, deixando-o, depois, resfriar-se lenta ou bruscamente, conforme o caso. Efeitos principais do revenimento: d ao ao dureza pouco inferior da tmpera, mas reduz grandemente a fragilidade. 3.4.3. Recozimento o tratamento trmico que se faz aquecendo um ao a uma temperatura igual ou maior que a de tmpera, deixando-o, depois, resfriar-se lentamente dentro de cinzas ou areia ou cal viva. Particularmente, um recozimento chamado normalizao se aplica aos aos depois de fundidos ou laminados ou forjados. Efeitos principais de recozimento: abranda o ao temperado (isto , suprime a dureza da tmpera), recupera o ao prejudicado pelo superaquecimento, melhora a estrutura ntima dos aos fundidos, laminados ou forjados e anula tenses internas. 3.4.4. Cementao Consiste em aquecer o ao, juntamente com um outro material slido, lquido ou gasoso, que seja rico em carbono, at temperatura acima do ponto de 24
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
transformao. Esse aquecimento se faz durante vrias horas, estando as peas e o material cementante dentro de caixas apropriadas. O resfriamento deve ser lento. Depois da cementao, tempera-se o ao cementado. 3.4.5. Nitretao um processo semelhante cementao. O aquecimento do ao, porm, se faz juntamente com um corpo gasoso denominado azoto. Em geral, esse tratamento termoqumico aplicado em aos especiais que contm certa porcentagem de alumnio para diminuir ou limitar a penetrao de azoto na massa do ao. Efeitos principais da cementao e da nitretao: aumentam a porcentagem de carbono em uma fina camada superficial do ao, sem modificar a estrutura do interior da pea, que pode ser at ao doce. Desta forma, o ao que foi cementado, ao ser temperado, tem endurecida apenas a sua camada superficial, enquanto a nitretao endurecida apenas a sua camada superficial, enquanto a nitretao endurece tambm sem necessitar de tmpera.
25
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
4. A Tmpera
4.1. Passos da operao
1) Aquecimento lento e uniforme at que o ao adquira por completo a temperatura de tmpera (aproximadamente 50 acima do ponto de transformao). De um modo geral, como exemplo, a temperatura de tmpera pode atingir aproximadamente os valores a seguir: Aos de 0,4 a 0,6% de carbono: 750 + 50 - 800C Aos de 0,6 a 0,8% de carbono: 735 + 50 - 785C Aos de 0,8 a 1,5% de carbono: 720 + 50 - 770C 2) Manuteno da temperatura de tmpera - Entre o momento em que o pirmetro (aparelho indicador da temperatura do forno) mostra a temperatura da tmpera e o momento em que a pea se torna totalmente aquecida, passam alguns minutos. Deve-se manter a pea no forno, portanto, mais algum tempo: cerca de trs minutos para peas delgadas e dez minutos para peas pesadas. 3) Resfriamento - Passa-se a pea o mais rapidamente possvel do fogo para o banho de resfriamento. Deixa-se que se resfrie rapidamente at cerca de 400C. A partir da, a temperatura deve baixar lentamente. O resfriamento, assim em duas fases, diminui as possibilidades de deformao da pea e de ocorrncia de fendas ou fissuras na massa do ao, devido s tenses internas.
4.2. Temperaturas e cores de aquecimento
1) Os tcnicos ou operrios de grande experincia avaliam as temperaturas, com grande aproximao, por meio das cores caractersticas por que passa a superfcie da pea. Eis uma tabela:
Castanho escuro Castanho avermelhado Vermelho escuro 520C - 580C 580C - 650C 650C - 750C Vermelho cereja escuro Vermelho cereja Vermelho cereja claro 750C - 780C 780C - 800C 800C - 880C
Esse mtodo de avaliao pelas cores, ainda que muito usado, conduz a erros at 150C, aproximadamente, pois depende de apreciaes pessoais pouco rigorosas. No aconselhvel em tmperas de responsabilidade, dos quais devam resultar propriedades muito especiais do ao. 2) A determinao precisa das temperaturas exige um aparelho de medida sensvel e delicado, que se denomina pirmetro. Os tipos usuais so: a) pirmetro termo-eltrico b) pirmetro tico c) pirmetro de dilatao d) cones fusveis
26
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
4.3. Meios de aquecimento - fornos de tratamento
Trmico 1) Para trabalhos comuns de tratamento trmico (ferramentas manuais), realiza-se o aquecimento na forja, com carvo ligeiramente umedecido e envolvendo bem a pea (fig. 5). 2) Ainda em trabalhos comuns, usa-se o aquecimento, por vezes, por meio do maarico de oxiacetileno. 3) Em trabalhos de responsabilidade, utilizam-se os fornos a leo (fig. 6), ou a gs (do mesmo tipo), ou ainda os fornos eltricos (fig. 7). 4) Tambm em tmperas de responsabilidade, usam-se lquidos em elevada temperatura: sais qumicos (cloretos e nitratos); chumbo em fuso; leos minerais. As peas so mergulhadas totalmente nesses banhos, durante o tempo necessrio.
Figura 6 Aquecimento no Forno a leo
Figura 5 Aquecimento na Forja
Figura 7 Aquecimento no Forno Eltrico
27
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
4.4. Meios de resfriamento
Os fluidos usados na tmpera em tm a finalidade de provocar o resfriamento rpido das peas, das quais eles retiram o calor. usado, em geral, um dos seguintes banhos de tmpera: 1) gua, com temperatura de 15 a 20C (gua fria). Produz a chamada tmpera seca, que endurece bem o ao, sendo rpido o resfriamento. 2) Soluo de gua e soda ou cloreto de sdio. Produz a chamada tmpera muito seca. 3) leos vegetais e minerais. Produz tmpera mais suave, sendo lento o resfriamento em relao aos dois primeiros fluidos citados. 4) Corrente de ar frio, para fraca velocidade de tmpera. usada na tmpera de aos rpidos. 5) Banhos de sais qumicos ou de chumbo fundido, ou de zinco fundido. So tambm usados para a tmpera de aos rpidos.
28
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
5. Revenimento
O revenimento do ao tem a importante finalidade de anular praticamente a fragilidade que resulta da tmpera do metal, custa de pequena diminuio da dureza. Assim, pois, o revenimento um tratamento trmico que s se aplica ao ao temperado.
5.1. Noo do fenmeno do revenimento
Devido ao resfriamento rpido, a tmpera produz tenses internas, que tornam o ao muito frgil. Reaquecendo-se o ao, aps a tmpera, at que uma gota dgua borbulhe na superfcie do ao (ou seja, at cerca de 100C), esse reaquecimento apenas alivia as tenses internas. A partir da, prosseguindo-se no aquecimento, d-se gradualmente diminuio da dureza e diminuio da fragilidade. Nos casos de boa tmpera, sobretudo aos destinados a ferramentas de corte (com 0,7% ou mais de carbono), as experincias demonstram que, reaquecendo-se aps a tmpera, entre 200 e 325, isto , revenindo-se, praticamente se anula a fragilidade (o ao fica com alta resilincia). Continua, entretanto, muito satisfatria a dureza, apesar de inferior de tmpera. Conforme, pois, as instrues do fabricante do ao, em certa temperatura da faixa acima indicada (200 a 325C), faz-se cessar o aquecimento, mergulhando-se a pea na gua ou no leo ou expondo-a naturalmente ao ar.
5.2. Aquecimento do ao para o revenimento
Em instalaes industriais importantes, faz-se o aquecimento em fornos a gs, em fornos eltricos ou em banhos de leo aquecido; ou, ainda, em banhos de sais minerais, ou chumbo em fuso. O controle da temperatura se faz por meio de pirmetros. Comumente, na oficina mecnica, para as ferramentas manuais comuns, usase um dos processos indicados nas figuras 8 e 9. Revenimento ao calor da forja - A ferramenta, aps a tmpera e exposta acima do fogo da forja, recebendo calor por irradiao. Como o controle da temperatura visual (pelas cores do revenimento), tal processo sujeita o mecnico a erros, pois as fumaas de carvo, que se desprendem, dificultam apreciar a colorao adequada ao revenimento. Revenimento ao calor de um bloco de ao aquecido - este o processo mais aconselhvel nos trabalhos usuais da oficina. Um bloco volumoso de ao doce aquecido ao vermelho. A ferramenta temperada e polida na parte a ser revenida exposta, nesse regio, ao forte calor que se irradia do bloco. A ferramenta vai sendo progressivamente aquecida at surgir a colorao que indique o momento de revenir.
Figura 8 Aquecimento na Forja
Figura 9 Aquecimento no Bloco 29 Ao de
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Observao: Tratando-se de peas mais espessas, deve-se apoi-las diretamente no bloco aquecido.
5.3. Cores do revenimento
Se uma barra temperada for bem polida e depois submetida ao calor, nota-se que adquire sucessivamente diversas cores, medida que aumenta a temperatura. So as chamadas cores do revenimento. Resultam das diferentes camadas de xido que se vo formando em virtude do aquecimento. As cores do revenimento so teis para indicar as temperaturas aproximadas, simples vista, quando o operrio ou o tcnico adquire bastante prtica. Eis a tabela das cores:
Amarelo claro Amarelo palha Amarelo Amarelo escuro Amarelo de ouro Castanho claro 210C 220C 230C 240C 250C 260C Castanho avermelhado Violeta Azul escuro Azul marinho Azul claro Azul acinzentado 270C 280C 290C 300C 310C 320C
5.4. Manuteno da temperatura do revenimento
Como no caso da tmpera, uma vez atingida a temperatura desejada (acusada pelo pirmetro ou pela cor), mantm-se a pea ao calor por alguns momentos, de modo a permitir que o grau de aquecimento se torne uniforme na pea.
5.5. Resfriamento
Alcanada a temperatura adequada, faz-se cessar a exposio ao calor e, em geral, se deixa a pea resfriar naturalmente ao ar. este um meio de resfriamento lento, que evita a criao de tenses internas. A velocidade de resfriamento no influi no revenimento. Deve-se, entretanto, sempre que possvel, em peas de responsabilidade, evitar o resfriamento rpido, que poder causar fissuras ou fendas. Usam-se, alm do ar, outros meios de resfriamento tais como a gua e o leo.
30
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
6. Cuidados na Traagem
6.1. Introduo
Nas operaes de traagem, necessrio agir com os devidos cuidados para se obter a maior eficcia das ferramentas de traagem, evitar o desgaste do material e deixar consignadas para eventuais sucessores no trabalho, indicaes que possibilitem evitar erros no prosseguimento de traagem.
6.2. Normas a serem observadas
Conservar o riscador em adequada inclinao em relao superfcie a traar e proceder com firmeza, traando linhas contnuas e seguras. (A) Posio do riscador 1 em relao ao plano perpendicular chapa (2), segundo a direo da traagem. O riscador avana no sentido da flecha ao longo da borda da rgua (3). (B) Posio do riscador em relao ao plano perpendicular chapa e direo da traagem. Sobre o riscador exercida uma moderada presso no sentido da flecha (Figura 10). Controlar as dimenses transportadas em rela-o ao desenho a fazer. Proceder burilagem das retas traadas e completar a burilagem dos trechos oblquos, curvos, etc. Exemplos de burilagem (A) Pontos pra burilagem ao longo de uma reta. (B) Burilagem do centro de um furo, 5mm (C) Burilagem do centro de um rufo, 5 10mm (D) Burilagem de um furo 10mm (fig. 2)
Figura 11 Exemplos de Burilagem
Figura 10 Posies do Riscador
31
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
6.3. Cuidados na Traagem em Srie
Na traagem que se faz com o emprego de moldes, conveniente trabalhar evitando desperdcio de material. indispensvel que a direo das fibras no material traado esteja em adequado sentido, a fim de que favorea a operao no diminuindo a resistncia do material. Geralmente, as chapas tm formato retangular. As fibras tm a direo do comprimento da chapa, o que permite que, com facilidade, se determine essa direo.
Figura 12 Aproveitamento
(A) Exemplo de traagem com desperdcio de material (B) Exemplo de traagem sem desperdcio de material (Figura 12)
(A) Traagem das peas 1 e 2 trabalhadas no sentido direcional das fibras (B e C) Direo das fibras em sentido adequado para a operao (Figura 13)
Figura 13 Sentido de Dobra
A traagem com moldes deve ser feita de maneira que se possam reproduzir os desenhos das vrias peas para uma rpida operao de corte.
Figura 14 Aproveitamento
(A) Exemplo de traagem que facilita a operao de corte do material (B) Exemplo de traagem que dificulta a operao de corte do material (Figura 14 )
6.4. Simbologia Convencional de Traagem
A traagem completa-se com aplicao sobre o material dos sinais convencionais que indicam o tipo de operao a ser executada na pea. Muitas 32
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
indstrias adotam sua simbologia prpria, porm, neste contedo sero apresentados os sinais convencionais mais usadas na traagem de chaparia.
SIMBOLOGIA OPERAO A SER EXECUTADA
= = = = = = = = = =
Furo Esquema Corte de chapas Corte de perfil Nmero do item do conjunto Furos do lado oposto Furo escareado ou roscado Linha de referncia para dobra Linha de referncia de centros Limites de contornos das peas
OBS: Estes smbolos so marcados diretamente nas peas com tintas apropriadas.
33
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
7. Planificar Peas Simples
traar o desenvolvimento da superfcie de uma pea de forma geomtrica simples, em um plano. Essa operao utilizada na construo de armrios, cabine de fora, painis de comandos eltricos, etc.
7.1. Processos de Execuo
1 passo: Esquadreje uma borda e o topo da chapa. a) Tomar como referncia a borda maior e traar as perpendiculares dos topos, determinando o comprimento total (Figura 15)
Figura 15 Esquadejamento de Chapa
2 passo: Trace a largura total (Figura 16). a) Determine as linhas de centros. b) Marque a metade para cada lado da largura e do comprimento partindo da linha de centro.
Figura 16 Esquadejamento de Chapa
34
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
3 passo: Trace as abas e os recortes (Figura 17). a) Trace as alturas das abas nas bordas e nos topos OBS: A medida da altura das abas deve ser tomada na vista de elevao, medindo a diagonal. b) Uma os pontos de interseco, puncionando-os levemente.
Figura 17 Limites da Pea
4 passo: Corte o contorno e os cantos. a) D acabamento ajustando os cantos e eliminando as rebarbas. Exemplo de distribuio das peas no plano X e seqncias dos cortes com economia de tempo e material.
Figura 18 Distribuio de Peas
35
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8. Noes de Geometria
8.1. Linha
8.1.1. Linhas - o limite de uma superfcie; formada de infinitos pontos e s tem uma dimenso: o comprimento.
8.1.2. Superfcie - o limite que separa uma figura plana, ou um corpo, do resto do espao. A superfcie tem apenas duas dimenses: a largura e o comprimento e pode ser plana ou curva.
8.1.3. Ponto - Apesar de o ponto no ter definio nem dimenso, podemos dizer que o limite de uma linha. Tambm chamado de ponto o centro de uma circunferncia.
ponto ponto
Centro da circunferncia (ponto)
8.1.4. Linha reta - a menor distncia entre dois pontos; no possui ngulos nem raios e possui a mesma direo.
8.1.5. Linha quebrada - aquela que possui ngulos em sua trajetria.
8.1.6. Linha curva - a linha que no reta em nenhuma de suas partes e cada ponto dessa linha tem uma direo.
36
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.1.7. Linha mista - a linha que possui partes curvas e partes retas formando ngulos.
8.1.8. Linha horizontal - a linha que est situada no mesmo plano das guas, quando estas esto em repouso.
LINHA HORIZONTAL
GUAS
EM
REPOUSO
8.1.9. Linha vertical - a linha que tem o mesmo alinhamento do prumo; ou seja, perpendicular linha horizontal.
8.1.10. Linha inclinada - a linha que forma ngulos diferentes de 90 com uma horizontal.
> 90 < 90
LINHA INCLINADA LINHA HORIZONTAL
8.1.11. Linhas paralelas - So linhas cujos pontos permanecem com uma mesma abertura, na sua trajetria.
8.1.12. Linhas oblquas - So linhas que interceptam outra linha, formando ngulos diferentes de 90.
> 90 < 90
37
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.1.13. Linhas perpendiculares - So linhas que interceptam outra linha, formando ngulos retos, ou seja, ngulos de 90.
8.1.14. Segmento de reta - Chama-se segmento de reta a distncia entre dois pontos distintos situados nesta reta. A B Reta R
Segmento de reta AB ou BA
8.1.15. Linha poligonal - a linha formada de vrios segmentos de retas consecutivos, no pertencentes mesma reta. I D B F A C E G H K
8.2. ngulos
8.2.1. ngulo - o espao compreendido por dois segmentos de reta que tm origem comum. Os dois segmentos que formam o ngulo so chamados lados do ngulo, e a origem com de vrtice. A - Vrtice AB e BC so os lados - Abertura do ngulo
ONDE
8.2.2. ngulo agudo - o ngulo cuja abertura menor que 90.
> 90 = ngulo agudo
38
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.2.3. ngulo obtuso - o ngulo cuja abertura maior que 90.
> 90 = ngulo obtuso
8.2.4. ngulo reto - o ngulo cuja abertura de 90.
= 90 = ngulo reto
8.2.5. ngulo raso - o ngulo cuja abertura de 180 (duas semi-retas formam um ngulo de 180). = 180 = ngulo raso
8.2.6. ngulos de 3600 - Duas cordas, perpendiculares e que passam pelo centro de uma circunferncia, formam quatro ngulos de 90 (ngulos retos). Portanto, em uma circunferncia temos um ngulo de 360.
AB = CD = CORDAS CD AB
Centro da circunferncia o vrtice dos ngulos = = = = 90
8.2.7. ngulo central - um ngulo cujo vrtice o centro de uma circunferncia.
= ngulo central
8.2.8. ngulos complementares - Dois ngulos so complementares quando a soma dos seus ngulos for 90.
o complemento de o complemento de + = 90 39
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.2.9. ngulos suplementares - Dois ngulos so suplementares quando a soma de seus ngulos for 180. o suplemento de o suplemento de + = 180 8.2.10. ngulos replementares - Dois ngulos so replementares quando a soma de seus ngulos for 360.
o replemento de o replemento de + = 360 8.2.11. Bissetriz - uma semi-reta que, partindo do vrtice de um ngulo, divide-o em dois ngulos iguais. A = vrtice AB e AC so os lados AD = bissetriz =
8.2.12. Mediatriz - a reta que divide um segmento de reta em duas partes iguais.
AB = mediatriz CD = segmento de reta C) = DO = partes do segmento
8.3. Polgonos
8.3.1. Polgono - uma figura plana formada por uma linha poligonal fechada e pode ser regular ou irregular.
Polgono de 8 lados
40
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.3.2. Polgono regular - uma figura plana, formada de lados e ngulos iguais. Polgono regular 6 lados iguais 6 ngulos iguais
8.3.3. Polgono irregular - uma figura plana, formada de lados e ngulos diferentes. Polgono irregular 5 lados diferentes 5 ngulos diferentes
8.4. Tringulos
8.4.1. Tringulo eqiltero - um polgono regular de trs lados e trs ngulos iguais.
8.4.2. Tringulo issceles - um polgono irregular que tem dois lados e dois ngulos iguais e um lado e um ngulo diferente.
8.4.3. Tringulo escaleno - um polgono irregular que tem trs lados e trs ngulos desiguais.
41
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.4.4. Tringulo retngulo - um polgono irregular que tem trs lados e trs ngulos desiguais. Um dos ngulos reto, ou seja, de 90. Pode haver um caso especial em que os ngulos agudos sejam iguais a 45, fazendo com que os catetos tambm sejam iguais. O lado maior oposto ao ngulo chamado de hipotenusa e os outros dois lados, chamados de cateto maior e cateto menor.
ABC = RETNGULO ^ Lado a oposto ao A = hipotenusa ^ Lado b oposto ao B = cateto menor ^ Lado c oposto ao C = cateto maior
A = 90 B + C = 90 A + B + C = 180
OBS: Em qualquer tringulo, a soma interna dos ngulos igual a 180.
8.5. Quadrilteros
So polgonos de quadro lados. 8.5.1. Quadrado - um polgono regular de quatro lados e quatro ngulos C iguais. D
8.5.2. Retngulo - um polgono irregular que tem os lados opostos iguais, paralelos dois a dois e quatro ngulos retos.
C D
8.5.3. Trapzios - So polgonos irregulares que possuem dois lados paralelos, chamados de bases do trapzio. O lado menor a base menor e o lado maior a base maior.
C D B C D C B D B
42
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.5.4. Paralelogramo - um polgono irregular, sendo seus lados iguais e paralelos dois a dois. Seus dois ngulos agudos e D obtusos so iguais dois a dois.
C
8.5.5. Losango - um polgono irregular de quatro lados iguais, paralelos dois a dois e seus ngulos agudos e obtusos so iguais.
C
8.6. Polgonos regulares e irregulares
8.6.1. Pentgono - um polgono regular ou irregular, de cinco lados e cinco ngulos iguais ou desiguais.
1 5 4 2
Polgono regular
3
Polgono irregular
8.6.2. Sextavado ou Hexgono - um polgono regular ou irregular, de seis lados e seis ngulos iguais ou desiguais.
1 6 2
Polgono regular
Polgono irregular
5 4
8.6.3. Heptgono - um polgono regular ou irregular, de sete lados e sete ngulos iguais ou desiguais.
Polgono regular
Polgono irregular
43
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.6.4. Octgono - um polgono regular ou irregular, de oito lados e oito ngulos iguais ou desiguais.
1 8 7 6 5 2 3 4
Polgono regular
Polgono irregular
8.7. Crculo
a superfcie de uma figura plana limitada por uma circunferncia.
D = Dimetro do crculo r = Raio do crculo
r Circunferncia
8.7.1. Setor Circular - a superfcie plana limitada por um ngulo central e o arco que ele determina sobre a circunferncia.
....... ....................... .. . . . . . . . . . . . . . A ............................... B . ....................... . ................... ........... . . . .
AB = Arco AB = Comprimento do Arco AB = ngulo central = ngulo setor R = Raio da circunferncia
8.7.2. Segmento Circular - a superfcie plana limitada por uma corda e o arco que ele determina sobre a circunferncia.
. ............... . . A ......................... B
AB = Arco AB = Comprimento do Arco AB = ngulo do segmento R = Raio da circunferncia C = Corda h = Altura
8.7.3. Coroa Circular - a superfcie plana limitada por duas circunferncias, sendo uma interna e outra externa.
r = Raio menor (interno) R = Raio maior (externo) d = Dimetro menor (interno) D = Dimetro maior (externo)
d D
44
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.7.4. Setor de Coroa Circular - a superfcie plana limitada por um ngulo central e por dois arcos, sendo um interno e outro externo.
. ............. . ....................... ..................... ..... . .. ..... .. .. r R D
r = Raio menor (interno) R = Raio maior (externo) d = Dimetro menor (interno) D = Dimetro maior (externo) = ngulo do setor
8.7.5. Circunferncia - a linha curva, plana, fechada, que tem todos os seus pontos eqidistantes a um ponto interior fixo, chamado centro.
r r r r r r
Centro da circunferncia Circunferncia
8.7.6. Circunferncias Concntricas - So duas ou mais circunferncias que possuem o mesmo centro.
8.7.7. Circunferncias Excntricas - So excntricas, quando a distncia entre seus centros for menor que a diferena entre seus raios.
R r
Considerando: R = 20 r = 16 d < 20 d<4 d<R-r
8.7.8. Circunferncias Exteriores - So aquelas na qual a distncia entre seus centros maior que a soma de seus raios.
Considerando:
r
R = 20 r = 16 d < 20 + 16 d < 36
d>R+r
45
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8.7.9. Circunferncias Secantes - So secantes quando a distncia entre seus centros for menor que a soma dos seus raios e maior que a diferena entre eles, ou seja, interceptam em dois pontos.
Considerando:
R r
R = 20 r = 16 d<R+r>R-r d > 36
d<R+r>R-r d = 5 a 35
8.7.10. Circunferncias Tangentes Interiores - So aquelas na qual a distncia entre seus centros igual diferena entre seus raios.
Ponto de tangncia R r
Considerando: R = 20 r = 16 d=R-r d = 20 - 16 d=Rr d=4
8.7.11. Circunferncias Tangentes Exteriores - So aquelas cuja distncia entre seus centros igual soma de seus raios.
Considerando:
R r
R = 20 r = 16 d=R+r> d = 20 + 16 d = 36
d=R+r
8.7.12. Linhas da Circunferncia
F A C B E D G I R H J Ponto de tangncia D Centro
1 - Arco: uma parte da circunferncia limitada por dois de seus pontos. ARCO - AB 2 - Corda: a reta que liga dois pontos quaisquer na circunferncia. CORDA - CD 3 - Tangentes: o segmento de reta que intercepta a circunferncia em apenas um ponto. TANGENTE
46
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________ 4 - Flecha: o segmento de reta que liga o ponto mdio da corda perpendicular mesma at o arco compreendido pela corda. FLECHA - FE 5 - Raio: a reta que liga o centro a qualquer ponto da circunferncia. OBS: O raio a maior flecha na circunferncia. RAIO R 6 - Dimetro: a reta que, passando pelo centro, liga dois pontos na circunferncia. OBS: O dimetro a maior corda da circunferncia.
DIMETRO D
.H 7 - Secante: o segmento de reta G. intercepta dois pontos na circunferncia. que
8.7.13. Circunferncia Circunscrita: Uma circunferncia circunscrita a um polgono qualquer, quando os seus pontos tangenciam os vrtices desse polgono.
C B C A A B A D F E B C D
8.7.14. Circunferncia Inscrita: Uma circunferncia inscrita a um polgono qualquer quando os seus pontos tangenciam os lados desse polgono.
B F A C A B E D C D C A B
47
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
9. Desenho Linear Geomtrico
9.1. Introduo
O desenho geomtrico tem por finalidade representar as figuras planas e resolver com a rgua e o compasso, os problemas da geometria plana. A soluo grfica de um problema se diz puramente geomtrica quando nela se usa, como instrumentos de desenho, apenas a rgua e o compasso. A rgua usada para traar retas e o compasso descreve circunferncias e arcos de circunferncias. O trabalho que ora vamos fazer est dividido em duas partes: Primeira parte: Execuo de 56 problemas geomtricos que sero feitos em um caderno de desenho, previamente divididos. Segunda parte: Aplicao prtica dos problemas geomtricos, com a execuo de desenhos na escala natural vista de frente de peas planas.
9.2. Desenvolvimento para a execuo da primeira parte
A - Dividir a folha do caderno de desenho em 4 partes iguais. B - Desenhar no canto superior esquerdo de cada retngulo da divizo acima uma circunferncia de 12m/m de dimetro (usar gabarito de circunferncia). C - Dentro de cada circunferncia anotar o nmero do problema geomtrico a ser desenvolvido (comear de zero 0), problema do exemplo de baixo. D Usando caligrafia tcnica, colocar o ttulo em cada problema geomtrico.
9.3. Explicao da seqncia de operaes para a execuo dos problemas geomtricos
Dentro de cada retngulo desenhar apenas o produto de cada problema e para que isto acontea, seguir as vrias fases de execuo (1 fase, 2 fase, 3 fase, etc.). OBS: S inicie o desenho se tiver entendido o enunciado do problema.
48
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Exemplo n 0 - Levantar uma perpendicular que passe pelo ponto C na reta AB.
1 fase: Traar um segmento de reta AB e determinar o ponto C. 2 fase: Abrir o compasso com a abertura r qualquer, colocar a ponta seca em C e determinar o ponto D e E. 3 fase: Com a ponta seca em D e abertura R maior que DC, traar um arco de circunferncia acima ou abaixo de C (neste caso acima). Com a mesma abertura R, colocar ponta seca em E, traando um arco de circunferncia que cruze o outro j traado, determinado assim o ponto F. Produto: Ligar os pontos C e F com uma reta (perpendicular ao segmento AB).
9.4. Problemas Geomtricos
1. Levantar uma perpendicular na extremidade B da reta AB.
2. Baixar uma perpendicular de ponto P dado fora de reta AB.
49
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
3. Dividir a reta AB ao meio e traar a perpendicular (Mediatriz).
4. Construir um ngulo AOB, igual a outro lado.
5. Dividir uma reta AB em partes iguais (Neste caso em 5 partes).
6. Traar uma paralela reta AB, que passe pelo ponto P.
7. Dividir um ngulo AOB ao meio (Bissetriz)
8. Traar a Bissetriz de um ngulo cujo vrtice desconhecido.
50
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
9. Dividir um ngulo RETO ABC (90) em trs partes iguais.
10. Num ngulo reto ABC, traar ngulos de 15, 30, 60 e 75.
11, Construir um tringulo ISSCELES, sendo dados a altura BC e o ngulo do vrtice A.
12. Construir um tringulo EQUILTERO, sendo dado o lado AB.
13. Construir um tringulo RETNGULO, sendo dados um lado CD e a hipotenusa AB.
51
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
14. Construir um QUADRADO, sendo dado o lado AB.
15. Construir um PARALELOGRAMA, sendo dados os lados AB e EF e sua altura CD.
16. Determinar o centro de um arco de circunferncia AB.
17. Determinar o centro da circunferncia.
18. Dividir uma circunferncia em trs partes iguais e inscrever um tringulo EQUILTERO.
19. Dividir uma circunferncia em 4 e 8 partes iguais e inscrever os polgonos. 52
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
20. Dividir uma circunferncia em 5 e 10 partes iguais e inscrever os polgonos.
21. Dividir uma circunferncia em 6 partes iguais e inscrever o polgono.
22. Dividir uma circunferncia em 7 partes iguais e inscrever o polgono.
23. Dividir uma circunferncia em 9 partes iguais e inscrever o polgono.
53
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
24. Dividir uma circunferncia em 11 partes iguais e inscrever o polgono.
25. Diviso da circunferncia em qualquer nmero de partes iguais. (Neste caso, 9 partes).
26. Desenvolver um arco de circunferncia AB menor que 90.
27. Desenvolver um arco de circunferncia AC maior que 90, maior que 180.
28. Desenvolver um arco de circunferncia AB de 180.
54
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
29. Desenvolver uma circunferncia AA (360).
30. Traar uma paralela curva AB com distncia R.
31. Traar tangente uma circunferncia no ponto A.
32. Traar tangentes uma circunferncia de um ponto A dado fora da circunferncia.
33. Traar circunferncias tangentes entre si e inscritas num ngulo ABC.
55
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
34. Traar tangentes exteriores a duas circunferncias de raios R e r dados.
35. traar tangentes inferiores a duas circunferncias de raios R e r dados.
36. Concordar uma semicircunferncia com duas retas paralelas AB e CD.
37. Concordar uma semicircunferncia de raio R dado com duas retas perpendiculares entre si.
38. Concordar um arco de circunferncia de raio R dado com duas retas que se encontram, formando um ngulo agudo ABC (< 90).
56
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
39. Concordar um arco de circunferncia de raio R dado com duas retas que se encontram, formando um ngulo obtuso ABC (> 90).
40. Traar um arco de circunferncia que partindo de um ponto P sobre uma reta, concorde com uma reta CD dada.
41. Concordar um arco de circunferncia de raio dado R com uma reta AB dada, partindo do ponto P dado sobre a reta AB.
42. Concordar um arco de circunferncia de raio R dado, com uma reta AB dada, e que passe por um ponto P dado fora da reta.
43. Concordar um arco de circunferncia com uma reta AB dada, partindo de um ponto P sobre a reta e que passe por um ponto C.
57
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
44. Concordar um arco de circunferncia de raio R dado, com uma reta AB e uma circunferncia dadas (Concordncia externa).
45. Concordar um arco de circunferncia de raio r dado com uma reta AB e um arco de circunferncia R dados (concordncia interna).
46. Traar um arco de circunferncia de raio R1 dado, concordando com duas circunferncias de raios R e r conhecidos (1 caso - externa).
47. 2 caso (concordncia interna).
48. 3 caso (concordncia interna e externa).
58
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
49. Traar um arco de circunferncia de raio r dado, concordando externa e internamente com dois arcos de raios R e R1 conhecidos.
50. Traar uma curva reversa de raios iguais, concordado duas retas AB e CD paralelas dadas.
51. Construir uma falsa ELIPSE, dados dois eixos AB CD.
52. Construir uma ELIPSE verdadeira, conhecendo os dois eixos AB e CD.
53. Construir uma ELIPSE, sendo dado o eixo maior AB.
59
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
54. Construir uma ELIPSE, sendo dado o eixo menor AB.
55. Construir uma OVAL IRREGULAR sendo dado o eixo menor AB.
9.5. Diviso da circunferncia - processo por constantes
Este processo permite dividir a circunferncia pelo clculo da corda atravs de constantes. Multiplicar o dimetro pela constante correspondente ao nmero de divises. Dado: A = Arco = abertura do compasso C = Constante A=DxC D = Dimetro Nota: Para determinar a abertura do compasso da circunferncia divide-se o LADO (arco) pela CONSTANTE. Exemplo: Determinar a abertura do compasso para dividir uma circunferncia de 25mm de dimetro em 7 partes iguais.
A=? C = 0,433 (consultar tabela) D = 25mm A=DxC A = 25 x 0,433 A = 10,82mm
TABELA DE CONSTANTES PARA DIVISO DE CIRCUNFERNCIA
N de divises Constante N de divises 26 27 3 4 5 0,866 0,707 0,587 28 29 30 Constante 0,120 0,116 0,111 0,108 0,104 N de divises 51 52 53 54 55 Constante 0,061 0,060 0,059 0,058 0,057 N de divises 76 77 78 79 80 Constante 0,041 0,040 0,040 0,039 0,039
60
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
0,500 0,433 0,382 0,342 0,309 0,281 0,258 0,239 0,232 0,207 0,195 0,183 0,173 0,164 0,156 0,149 0,142 0,136 0,130
31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
0,101 0,098 0,095 0,092 0,089 0,087 0,084 0,082 0,080 0,078 0,076 0,074 0,073 0,071 0,070 0,0684 0,065 0,065 0,064 0,062
56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75
0,056 0,055 0,054 0,053 0,052 0,051 0,050 0,049 0,049 0,048 0,047 0,046 0,046 0,045 0,044 0,044 0,043 0,043 0,042 0,041
81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100
0,038 0,038 0,037 0,037 0,036 0,036 0,036 0,035 0,035 0,034 0,034 0,034 0,033 0,033 0,033 0,033 0,032 0,032 0,031 0,031
Acontece, porm, que, s vezes, o caso diferente; isto , dada a distncia entre faces de uma pea de determinado nmero de lados, deve o profissional achar o dimetro correspondente (fig. 19). Exemplo: Determinar as distncias das circunferncias das figs. 20, 21 e 22, sabendo-se a distncia entre as faces.
B
Multiplicam-se as distncias entre faces (A) pelas constantes correspondentes.
Fig19
CONSTANTE = 1,4142
CONSTANTE = 1,154
CONSTANTE = 1,083
A = 21
A = 26
D = 21 x 1,4142 D = 29,698 Figura-20
D = 26 x 1,154 D = 30,004
Figura -21
D = 27 x 1,083 D = 29,241
Figura-22
61
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
30
C A 120 B 90 F D
E
I J
M G H
Questionrio 1. D o nome a cada uma das figuras. A ____________________________ B ____________________________ C ____________________________ D ____________________________ E ____________________________ F ____________________________ G ____________________________ H ____________________________ I ____________________________ J ____________________________ K ____________________________ L ____________________________ M ____________________________ N ____________________________ O ____________________________ P ____________________________ Q ____________________________ R ____________________________
2. Quantos graus mede meio ngulo reto: ____________________________ 3. Quantos graus mede meia circunferncia: __________________________
62
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
9.6. Desenvolvimento
Desenhar,no seu caderno de desenho, na escala natural a vista de frente dos desenhos n 01 a 06. OBS: 1. Para uma distribuio mais rpida, usar os valores X/Y para locar o ponto A. sendo: Y - A distncia da margem inferior ao ponto A X - A distncia da margem esquerda ao ponto A; 2. Iniciar o desenho pelo ponto A; 3. Usar apenas rgua e compasso; 4. Deixar todas as construes geomtricas e reforar apenas o que interessar; 5. No necessrio cotar; 6. Se necessrio, consultar os problemas geomtricos correspondentes. 01 02
92 30 25
40 x 45
30
5 Furos 21 41 132 41 44
35
50
26
120
X = 45 Y = 45
190
O A
X = 30 Y = 40
197
O A
03
45
04
75
15
75
3x20=60
25
64
3x20=60
120
75
57
8 Furos 13
45
30
60
6 Furos 14
X = 30 Y = 40
210
O A
X = 135 Y = 45
o 220
05
20
6 Furos 18 equidist
06
37
30
30
15
40 o A 150
52
X = 205 Y = 100
177 X = 45 Y = 25 200
A O
95
30
4 Furos 18
63
150
0=9 3 x3
30
25
90
41 25
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10. Planificao
10.1. Desenvolvimento lateral de um cilindro
Figura - 23
Figura - 25
Figura - 24
DM
DM x 3,142
As figuras 23, 24 e 25 mostram o desenvolvimento lateral de um cilindro, que um retngulo, cujo comprimento igual ao dimetro mdio encontrado, multiplicado por 3,142. em planificao de chapas, tanto em funilaria industrial como em caldeiraria, deve-se sempre usar o dimetro mdio, indicado aqui pelas letras DM. Mtodo para se encontrar o DM: Se o dimetro indicado no desenho for interno, acrescenta-se uma vez a espessura do material e multiplica-se por 3,142. 1 exemplo: Dimetro indicado no desenho 120mm interno; espessura do material, 3mm. 120 + 3 = 123. O nmero 123 o DM encontrado e ele que deve ser multiplicado por 3,142. 1 exemplo: O dimetro indicado no desenho 120mm externo; subtrai-se uma vez a espessura do material. Assim, 120 3 = 117. O nmero 117 o DM encontrado e ele que deve ser multiplicado por 3,142. OBS: Em chaparia costume usar-se apenas o nmero 3,14, em vez de 3,142. Entretanto, se acrescentamos 0,0004 (quatro dcimos milsimos) ao 3,1416 obteremos o nmero 3,142 que d uma melhor preciso ao dimetro da pea que ser confeccionada. Para confirmar seguem-se dois exemplos: 1 - 120 x 3,14 = 376 2 - 120 x 3,142 = 377. Verifica-se, assim, que obtivemos uma melhor aproximao. 64
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.2. Planificao de cilindro com uma boca no paralela
1. Determinamos o mdio AB, traando sua mediatriz (linha de centro). 2. Levantamos por B a altura H, obtendo C. 3. Traamos em C, com o auxlio do arco XY, um ngulo de 45, que determina com a altura traada de A, o ponto D. Observao: - Est pronta a vista de frente. - A medida LD poder ser calculada trigonometricamente, sendo a medida AD = BC + LD.
Figura - 26
Figura 26.1
4. Traamos na vista de frente uma circunferncia auxiliar igual ao mdio. 5. Dividimos a circunferncia em 12 ou mais partes iguais de acordo com o . 6. Pelos pontos de diviso da circunferncia, unimos obtendo as verdadeiras grandezas (V. G) : E-E, F-F, G-G, H-H, I-I, J-J e K-K.
7. Calcule e trace a planificao do comprimento, C = x mdio, dividindo nas 12, ou mais partes, de acordo com o item 5. 8. Calcule e trace a planificao da largura, Z = K-K + 5 + E-E. 9. Transportamos, nas divises, as V.G.: E-E, F-F, G-G, H-H, I-I, J-J e K-K. 10. Deixamos, entre cada interseco, o espaamento de 5mm (K-E). 11. Com o auxlio de curvas francesas ou rgua flexvel, unimos os pontos nas divises (V.G.). 12. Corte o material e faa o ajuste.
Figura 27
65
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.3. Planificao de cilindro com duas bocas inclinadas
Figura - 29 Figura - 28
Esta pea bastante semelhante s que foram desenhadas anteriormente, com a nica diferena de que tem duas bocas inclinadas. Pelo prprio desenho desta pgina, verifica-se como fcil a planificao. Basta que se divida o semicrculo AB em partes iguais e se levantem perpendiculares, marcando os pontos 1-2-3-4-5-6-7 e 1-2-3-4-5-6-7. Levantam-se perpendiculares tambm na parte que ser desenvolvida (Figura 29). O cruzamento das linhas horizontais que partem da Figura 28, com as verticais da Figura 28 formam as linhas de desenvolvimento EF e CD. Obs: Esta figura tambm pode ser desenvolvida transportando-se as medidas com o compasso, em vez de se cruzarem as linhas.
10.4. Planificao de cotovelo de 90
Figura - 30
Figura - 31
66
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
As Figuras 30 e 31, que representam o cotovelo de 90, no precisam tambm de maiores explicaes. Basta que se desenvolvam dois tubos de 45, como j foi explicado anteriormente, e solde-se um no outro.
10.5. Planificao de cotovelo de 45
Figura 32 Figura - 32
Figura - 33 Figura 33
O cotovelo de 45 largamente utilizado em instalaes industriais. Nas figuras anteriores mostrou-se como se desenvolvem tubos com a face em grau, no sendo necessrio explicar-se aqui como se faz o desenvolvimento, porque o cotovelo nada mais do que dois tubos desenvolvidos com o mesmo grau. Assim, dois tubos de 22,5 formam o cotovelo de 45. Obs: Os encanadores, pelo fato de trabalharem com tubos j prontos, devero desenvolver os modelos em chapa fina e para isso devero medir o dimetro externo do tubo e multiplic-lo por 3,142.
10.6. Interseo de um cilindro por outro de dimetro igual
Figura - 34 Figura 34
67
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
A interseo de dois cilndros saindo a 90 um do outro, tambm chamada boca de lobo, uma das peas mais usadas em funilaria indunstrial e de fcil confeco. Basta que se trace inicialmente a vista de elevao, e se divida o arco AB (Figura 34) em partes iguais e marquem-se os pontos 1-2-3-4-5-6-7. a partir destes pontos levantam-se perpendiculares, at tocar o tubo superior, marcando os pontos 1-2-3-4-5-6-7. A seguir, acha-se o dimetro mdio, multiplica-se por 3,142 e a medida encontrada marca-se em uma reta CD na mesma dirao de AB, e divide-se em partes iguais marcando-se os pontos MN-O-P-Q-R-S-R-Q-P-O-N-M. A partir destes, levantam-se perpendiculares. Depois, partindo dos pontos 1-2-3-4- etc., traam-se linhas horizontasis que cruzaro com as verticais e levantadas anteriormente, marcando os pontos 12-3-4-5-6-7 etc. Terminando, unem-se estes pontos com uma rgua flexvel.
10.7. Interseo de cilindros com dimetros diferentes
Figura - 36
Figura - 35
A interseo de cilindros com dimetros diferentes, saindo a 90 um do outro, feita da mesma forma como foi explicado na Figura 34. A nica diferena que quando os dimetros so iguais, um tubo encaixa no outro at a metade e quando os dimetros so diferentes, isso no ocorre, como mostra a vista lateral (Figura 36) desenhada acima.
68
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.8. Bifurcao em Y a 120
Figura - 37
69
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.9.
Chapu Chins
Figura - 38
Para o desenvolvimento de um chapu chins, primeiro temos que desenhar a figura A e B. Depois dividimos a circunferncia da figura A em 16 partes iguais. Projetamos esses pontos sobre a base da figura B e ligamos esses pontos at o vrtice P. Para traarmos o desenvolvimento, tomamos a distncia R com o compasso que do vrtice P at 1. Com essas distncias traamos uma circunferncia. Marcamos sobre essa circunferncia 16 vos igualmente espaados que so iguais a: 3,1416 x da figura A. Ligamos esses pontos at o ponto P da figura C. 16 Nota: Depois s cortarmos o contorno externo a linha 1 teremos o desenvolvimento da pea. P, e enrolando
10.10. Tronco de cone (processo da geratriz)
1. Traamos uma linha de centro marcando perpendicular a ela os dimetros D e d, com distncia igual a altura H. 2. Obtemos, ento, os pontos A, B, C e D. 3. Ligamos AC e BD, prolongando, e vamos obter V na linha de centro. 4. Desta forma, traamos a vista da frente.
Figura - 39
70
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Figura - 40
5. Traamos outra linha de centro, executando o mesmo traado anterior. 6. Centro em V, raio VA ou VB, traa-se o arco maior. 7. Centro em V, raio VC ou VD, traa-se o arco menor. 8. Sobre o arco maior, marcamos o perodo do desenvolvimento: P = D x (Dimetro mdio maior x 3,14). 9. Dividimos esse permetro marcado no arco maior, no maior nmero possvel de partes iguais (de preferncia 20). Neste caso, foi dividido em apenas 12 partes iguais. 10. Unimos as divises 1,2,3,4,5 e 6 ao ponto V.
Frmula para calcular setor (corda) de cone e tronco de cone
FOMULRIO: Corda = seno G2 2 D = Dimetro maior d = Dimetro menor B = Base maior = D - d . 2 b = Base menor = D - d . 2 H = Altura do vrtice H= hxB. b 2 2 G = Geratriz = B + H = O ngulo do arco do desenvolvimento do cone. = B2. : G2 - ) 360 ou = D . 180 . G
Figura - 41
71
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
OBS: Quando o do desenvolvimento for maior de 180, calcular pelo ngulo oposto.
10.11. Cone cortado p/ um plano oblquo entre a base e o vrtice
Figura - 42
Desenha-se a vista de elevao do cone (Figura 42) e o semicrculo 1-7, o qual divide-se em partes iguais 1-2-3-4-5-6-7. Por esses pontos levantam-se verticais at tocar a base do cone e da elas sero elevadas at o vrtice, marcando no plano oblquo os pontos A-B-C-D-E-E-F-G. Esses pontos sero transportados para o lado G7 do cone. Depois, com abertura de compasso igual a S7, traa-se o arco maior 1-1, o qual divide-se em partes iguais, utilizando-se, para isso, uma das divises do semicrculo 1-7. Numeram-se no arco maior os pontos 1-2-3-4-5-6-7-6-5-4-3-2-1 e, a partir desses pontos traam-se as retas em direo ao vrtice S. A seguir, partindo dos pontos A-BC-D-E-F-G (do lado do cone), traam-se arcos que cortem as retas traadas anteriormente. O cruzamento dos arcos com as retas marcam a linha de desenvolvimento do cone (Figura 42).
72
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.12. Reduo excntrica
Figura - 45
Figura - 44
Figura - 43
Figura - 46
Traa-se a vista de planta (Figura 43) e dividem-se ambas as bocas em partes iguais. Liga-se 1 a 2; 2 a 3; 3 a 4; 4 a 5; 5 a 6, etc., formando as linhas de triangulao. Para se obter a verdadeira grandeza da pea, traa-se a linha ABC (Figura 45), sendo a altura desejada marcada de B at A. A seguir, abrese o compasso com medida igual a 1-2 (da Figura 43), centra-se em B da Figura 45 e marca-se o ponto 1, o qual deve ser ligado ao ponto A. Volta-se Figura 43, abre-se o compasso com medida igual a 2-3, passa-se para a Figura 45, centra-se em B e marca-se o ponto 2, elevando-o tambm ao ponto A. E assim, sucessivamente, vo-se transportando todas as medidas. Para traar o desenvolvimento, traa-se uma linha vertical e abre-se o compasso com a medida 1 (Figura 45) e marca-se na Figuraa 46, determinando os pontos 1 e 2. Abre-se o compasso com medida igual a uma das divises da boca maior, 73
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
centra-se no ponto 1 da Figura 46 e traa-se um pequeno arco. Passa-se para a Figura 45, abre-se o compasso com medida igual a 2, centra-se no ponto 2 da Figura 46 e traa-se outro arco, marcando o ponto 3, o qual liga-se ao ponto 2 atravs da linha pontilhada. Volta-se Figura 43, pega-se uma das divises da boca menor, centra-se no ponto 2 da Figura 46 e traa-se um pequeno arco. Volta-se Figura 43, pega-se a distncia 3, centra-se no ponto 3 da Figura 46 e traa-se outro arco, marcando o ponto 4. E assim vai-se traando o desenvolvimento. De preferncia, para esse tipo de traado devem-se usar trs compassos do seguinte modo: um deles fica aberto com medida igual a uma das divises da boca menor. O outro com medida igual a uma das divises da boca maior. O terceiro passo o que vai variar as aberturas no transporte das medidas, da Figura 43 para a Figura 46.
10.13. Coifa - Pea perpendicular base
piramidal
truncada
com
um
lado
Figura - 47
1. Traamos as linhas de centro, construindo a partir delas a vista de cima e frente. 2. A medida H ser a altura e a K ser executada aps o trmino da planificao da pea (usar medidas internas). 3. Obtemos na vista de cima os pontos 1,2,3,4,5,B,C,D,E,W,X,Y e Z. 4. Traamos as diagonais 1-B, 2-A, 1-D, 4-A, 3-D e 4-C.
4 D
Z W C
E 5
K A 1 W Z
r
H B 2
1-B/4-C 1-D/4-A 2-C/3-B 2-A/3-D
Figura - 48
VG
2-E/3-E 5-B/5-C
5. Traamos uma reta r, marcando nela a perpendicular 5E igual medida H. 6. A partir do ponto 5 marcamos as distncias da vista de cima (planta): Z-W, X-Y, 5-B/5-C, 2-E/3-E, 2-A/3-D, 2C/3B, 1-D/4-A e 1-B/4-C. 7. Ligamos os pontos marcados do ponto E, obtendo as verdadeiras grandezas (V.G.).
X-Y Z-W E H
Figura - 49
74
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
1 A
8. Traamos uma perpendicular, determinando o ponto X. Centro em X, transportamos da vista de cima os pontos 1 e 4. 9. Centro em X, raio X-Y, marcamos Y na perpendicular. 10. Centro em 1 e 4, raio 1-D/4-A, traamos arcos. Centro em Y, raio Y-A ou Y-D, determinamos A e D. 11. Centro em 1, raio 1-B/4-C, traamos um arco. Centro em A, raio A-B, determinamos o ponto B. 12. Centro em A, raio 2-A/3D, traamos um arco. Centro em 1, raio 1-2, determinamos o ponto 2. 13. Ligando-se os pontos determinados, obtemos o traado de meia pea. Observao: Todos os raios tomados, nos itens 7 a 11, devero ser retirados da vista de cima e da vista V. G. (verdadeira grandeza).
Figura - 50
2 B
3 C
14. Traamos uma linha com medida igual a 3-4, construindo em 3 uma perpendicular, com medida igual a Z-W, obtendo o ponto C. 15. Centro em 3, raio 2-A/3-D, traamos um arco. Centro de C, raio C-D, determinamos o ponto D. 16. Centro em 3, raio 2-C/3-B, traamos um arco. Centro em C, raio C-D, determinamos o ponto B. 17. Centro em 3, raio 3-2, traamos um arco. Centro em C, raio 2-C/3-B, determinamos o ponto 2. 18. Ligando-se os pontos determinados, obtemos o traado da outra meia pea. Observao: Todos os raios tomados, nos itens 13 a 16, devero ser retirados da vista de cima e da vista V. G. (verdadeira grandeza).
D 4
Figura - 51
75
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.14. Transio quadrada para redonda
Figura - 54
Figura - 53
Figura - 52
Desenha-se a vista de planta (Figura 52) e divide-se a boca redonda em partes iguais, as quais sero ligadas aos cantos da parte quadrada. Para se achar a verdadeira grandeza da pea, desenha-se a altura normal da pea (Figura 54) e depois abre-se o compasso com medida A1 (Figura 52), centra-se em E (Figura 54) e marca-se um ponto que ser ligado ao ponto F. Volta-se fig. 164, pega-se a medida A2, a qual tambm transportada para a Figura 54. 76
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Sendo a pea concntrica, as linhas 2 e 3 (Figura 52) tm a mesma dimenso, como tambm as linhas 1 e 4 so iguais. Deve-se transportar tambm o deslocamento da pea indicado na planta com a letra D e na Figura 54 com a letra D1. Para se fazer o desenvolvimento (Figura 55) traa-se a linha de centro G1. Abre-se, ento, o compasso com medida AH (Figura 52), centra-se no ponto G (Figura 55) e marcam-se os pontos I e J. Vai-se Figura 54, pega-se a medida IF, passa-se para a Figura 55, centra-se em I e depois em J e traamse dois arcos que se cruzem na linha de centro, marcando o ponto 1. Abre-se o compasso com medida 1-2 (Figura 52), centra-se no ponto 1 da Figura 55 e traam-se dois arcos. Pega-se a medida 2F da Figura 54, centra-se em I e J da Figura 55 e traam-se outros dois arcos que cruzem com os anteriores, marcando os pontos 2. E assim por diante, at o final da pea quando, por ltimo, se dever usar a medida AK e D1 para concluir a pea.
Figura - 55
Figura - 56
Todo quadrado para redondo deve ter a base e o colarinho para o encaixe dos flanges que sero parafusados na
77
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.15. Tubo com interseo cilndrica oblqua
Figura - 57
1. Traamos uma linha de centro , determinando o dimetro externo no cilndrico 1 e seu comprimento H. 2. Determinamos a posio h do cilindro menor, traando-o com o dimetro mdio, com um ngulo . 3. Centro em O (cilindro 1), traamos o arco AK, centro em A (cilindro 1), traamos o arco MN com raio igual ao do cilindro 2, no prolongamento de OA. 4. Dividimos o arco MN em 3 partes iguais, ligando, perpendicular a ao arco AK, determinando B, C e D. 5. Pelo ponto Y, traamos uma circunferncia auxiliar do cilindro 2, dividindo-a em 12 partes iguais (obtendo 1,2,3,4,5,6,7,8,9,10,11 e 12) e os pontos auxiliares 1. 6. Ligamos os pontos de diviso do cilindro 2, prolongando, que vai determinar com o prolongamento dos pontos A, B, C e D (cilindro 2), os pontos E,F,G,H,I,J e L. Obtendo dessa forma a interseo dos dois cilindros. 7. Prolongamos perpendicularmente a do cilindro 2, os pontos E,F,G,H,I, J e L, determinando A e A. 8. Centro na , raio AB, marcamos B-B (duas vezes). 9. Centro na projeo de B, raio BC marcamos B-C. 10.Centro na projeo de C, raio CD marcamos C-D. 11.Desta forma, obtemos a planificao auxiliar do furo para o cilindro. 78
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
12. Calculamos o permetro ( mdio x ) do cilindro 2. 13. Dividimos este permetro em doze partes iguais, obtendo os pontos 1,2,3,4,5,6 e 7. 14. Retirando as medidas da vista de frente, procedemos da seguinte forma: Centro em 1, raio 1-E, marcamos E Centro em 2, raio 1-F, marcamos F Centro em 3, raio 1-G, marcamos G Centro em 4, raio Y-H, marcamos H Centro em 5, raio 1-I, marcamos I Centro em 6, raio 1-J, marcamos J Centro em 7, raio 7-L, marcamos L 15. Ligando-se os pontos (com curva francesa), teremos a planificao do cilindro 2.
Figura - 58
16. Calculamos o permetro ( mdio x ) do cilindro 1. 17. Marcamos o comprimento H do cilindro, posicionando a dimenso h (vista de frente). 18. Transportamos da vista de frente os pontos A, A, B, C e D, determinados anteriormente (itens 7 a 11) obtendo o furo para a interseo do cilindro 2. 19. Ligando-se os pontos obtendo o traado final (use curva francesa).
Figura - 59
79
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.16. Curva de gomos cilndrica a 90
O desenho do lado representa a curva com 4 gomos completos e 2 meios gomos. Bem como as respectivas dimenses para clculo. RE = R + 1 mdio 2 H = Re x tg I=Hx2 1. Traamos uma reta, marcando O e O1 com distncia igual a R. 2. Centro em 01 raio igual a metade do mdio, traamos uma circunferncia obtendo A e G na reta. 3. Traamos por A, G e O1, perpendiculares. 4. Dividimos a circunferncia em 12 partes iguais, obtendo 1,2,3,4,5,6,7,8,9,10,11 e 12.
Figura - 60
Figura - 61
5. Marcamos na perpendicular G a dimenso H, obtendo G. Ligando G at 0, obtendo A na perpendicular A. 6. Ligamos s divises da circunferncia: 2-12, 3-11, 4-10, 5-9, 6-8, obtendo na ligao GG e OO, os pontos B-B, C-C, D-D, E-E e F-F. 7. Obtemos assim o meio gomo A.A e G.G e suas divises para transporte.
80
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
8. Traamos uma reta marcando nela os pontos A-A igual ao permetro (P= mdio x ). 9. Dividimos perpendicularmente o permetro em 12 partes iguais, obtendo os pontos A, B, C, D, E, F e G. 10. Para traar o meio gomo (distncia H), marcamos nas divises as distncias: A-A ; B-B ; C-C ; D-D ; E-E ; F-F e G-G , retiradas do tem 7. 11. Para traar o gomo completo (distncia I), marcamos nas divises as distncias: A A-A ; B B-B ; C C-C ; D D-D ; E E-E ; F F-F e G G-G, retiradas do item 7. 12. Traar a curva (unio dos pontos) utilizando curvas francesas.
Figura - 62
81
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.17. Curva cnica pelo processo de triangulao
Para se achar as divises dos gomos A-B-C, usa-se o mesmo processo da curva normal. Marca-se ento os tamanhos das bocas EF e GH e para achar a conicidade, centra-se primeiro o compasso em S (Figura 63), abre-se com medida igual a SG, centra-se em E e depois em G e traam-se dois arcos que se cortem marcando o ponto R1, e centrando em R1, traa-se o arco EG. Depois, abre-se o compasso com medida FS, centra-se em F e depois em H e traam-se dois arcos, marcando o ponto R2; centrando ento em R2, traa-se o arco FH. Copia-se ento o gomo B (Figura 65) e para isso preciso saber copiar os ngulos. Copiando o gomo, traam-se nele duas semicircunferncias, que sero unidas por linhas em ziguezague, cheias e pontilhadas. preciso ento achar as verdadeiras grandezas destas linhas e para isso procede-se como se segue: traa-se uma reta e levanta-se na sua extremidade a perpendicular OP (Figura 64). Ento, abre-se o compasso com medida igual a 2-13 (Figura 66) e centrando em O, marca-se o ponto 2 e ai levanta-se uma perpendicular marcando o ponto 2. As alturas 2-2, 3-3, 4-4 , 5-5, 6-6 so as que vo dos ponto de diviso do semicrculo menor at a base do gomo 8-14, e as distncias 0-9-13, 0-12-10 e 0-11 so as mesmas que vo dos pontos de diviso do semicrculo maior at a base do gomo 1-7. Para achar as verdadeiras grandezas das linhas pontilhadas (Figura 67), procede-se da mesma forma, com diferena de que as alturas 2-2, 3-3, 4-4, 5-5 e 6-6 so as distncias que vo do semicrculo maior at a base 1-7 do gomo. Mostra-se nas Figuras 66 e 67 o desenvolvimento do gomo A e do gomo B. Para se desenvolver os gomos C e D procede-se da mesma forma.
Figura - 63
82
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Figura - 64
Figura - 66
Figura - 65
Figura - 67
Figura - 66
83
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.18. Interseo cnica oblqua
Figura 68 1. Traa-se uma (linha de centro), marcando o D (externo) e a altura H da pea 1. 2. Marque o centro 0, passando a no ngulo da pea 2. 3. Marque o D1 (mdio) e D2 (mdio), bem como a distncia h da pea 2.
Figura - 68
Figura 69 4. Dividimos o D1 em 12 partes iguais obtendo os pontos de 1 a 12. 5. Unimos os pontos 2-12, 3-11, 4-10, 5-9 e 6-8, determinando no D1 os pontos a, b, c, d, e. 6. Unimos os pontos 1-1 e 7-7, da parte cnica (pea 2), prolongando at determinar o ponto de convergncia V (vrtice) na (linha de centro). 7. Ligamos V aos pontos a, b, c, d, e, prolongando. 8. Prolongando a base da pea 1, projetamos o ponto V, obtendo o ponto X. 9. Centro em O, traamos uma visita auxiliar. 10. Dos pontos a, b, c, d, e, marcados no D1, baixamos perpendiculares na linha X, obtendo 1, a, b, c, d, e, 7. 11. Transportamos as distncias ( D1) a-2, b-3, c-4, d-5, e-6, para a linha X, obtendo os pontos 2,3,4,5,6, nas perpendiculares baixadas. 12. Unimos o ponto X aos pontos 1,2,3,4,5,6,7, obtendo na vista auxiliar os pontos 1,2,3,4,5,6,7.
84
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
C L
Figura - 69
Figura 70 13. Dos pontos 2,3,4,5,6, marcados na vista auxiliar, levantar os perpendiculares que determinam com os prolongamentos do ponto V, os pontos 2,3,4,56. Ateno: para cada ponto prolongado, existe um respectivo com o mesmo C L nmero. 14. Ligando-se os pontos 1,2,3,45,6,7, teremos a interseo das duas peas. Observao: conforme o ngulo da pea 2, a posio do ponto 6 poder dar abaixo do ponto 7. Observar os tambm. 15. Dos pontos 1,2,3,4,5,6, traamos perpendiculares em relao a . (linha do centro) da pea 2, pegando toda a parte cnica. 16. Centro em V, raios V-1, V-2, V-3, V-4, V-5, V-6, V-7 (marcados na parte cnica da pea 2), traamos arcos. 17. Marcamos no arco V-7, a partir de um ponto qualquer, o permetro do D1 (mdio) da parte cnica (menor). Dividimos esse permetro (neste caso) em 12 partes iguais (pontos: 1,2,3,4,5,6,7). 18. Ligamos o ponto V aos pontos da diviso do permetro, que determina com os arcos, os pontos 1,2,3,4,5,6,7. 19. Ligando os pontos (curva francesa), obtemos a planificao da pea 2. 20. Para traarmos o furo na pea 1, traamos perpendiculares em relao linha de centro da mesma, nos pontos 1,2,3,4,5,6,7. 21. Os pontos so marcados da seguinte maneira: 1 e 7 so projetados diretamente. Os demais, 2,3,4,5,6, so transportados da vista auxiliar. 22. Ligamos os pontos e obtemos o furo (curva francesa). 85
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Figura - 70
Figura 71 23. Para planificar a pea 1, marcamos o clculo do permetro Dmdio vezes , bem como a altura H. 24. Por uma (linha de centro), transportamos o furo obtido no traado anterior.
Figura - 71
Figura 71
86
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
10.19. Pea cnica com base cilndrica e retangular oblqua
U = 155
Dados U = 60 X = 40 Y = 30 = 60 T=8
Figura - 73
Figura - 72
L 1. Traamos as linhas de centro C e C , paralelas com distncia V entre si e L nelas marcamos a altura U. 2. Perpendicular a cada uma das linhas de centro, centramos as dimenses Y e Z. 3. Nas extremidades de Y descemos as perpendiculares R e S. 4. Na perpendicular R, marcamos a dimenso T, definindo o ponto O. 5. Com vrtice em O e lado perpendicular a R, construmos um ngulo de 30, obtendo-se o ponto W na perpendicular S. 6. Ligamos os pontos O e W com as extremidades da dimenso Z, obtendose o perfil da vista de frente. L L C comeamos a desenhar a 7. No alongamento das linhas de centro C e s L vista de cima, traando uma linha de simetria , transversal s linhas de centro, logo abaixo da vista de frente. s 8. No cruzamento da linha de centro C com a linha de simetria L , centramos a L circunferncia Z. s 9. No cruzamento da linha de centro C com a linha de simetria L , centramos L o retngulo X x Y, obtendo os pontos A, B, C, D e por transferncia os pontos O e W. 10. Dividimos a circunferncia Z em 12 partes iguais, numerando os pontos a partir da linha de simetria.
87
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
11. Ligamos os pontos A com (1,12,11,10); B com (1,2,3,4,); C com (4,5,6,7) e D com (7,8,9,10). 12. Transportamos os pontos e seus nmeros para a vista de frente e ligamos os pontos ) com (1,12,11,10) e W com (10,9,8,7). 13. Traamos uma linha base e nela as perpendiculares R e S. 14. A partir da base marcamos as dimenses RO e SW transportadas da vista de frente. 15. A partir de R, marcamos na linha base as distncias A-1, A-12, A-11, A-10 ou B-1, B2, B3, B4 transportadas da vista de cima. 16. Ligamos os pontos marcados ao ponto O, obtendo-se as verdadeiras grandezas (VG). 17. A partir de S marcamos na linha base as distncias: C-4, C-5, C-6, C7 ou D-7, D-8, D-9, D-10 transportadas da vista de cima. 18. Ligamos os pontos marcados ao ponto W, obtendo-se as verdadeiras grandezas (VG). 19. A partir de S marcamos na linha base a distncia W-7 transportada da vista de cima. 20.Ligamos o ponto marcado (7) ao ponto W da reta S. 21.Em uma linha de centro, traamos uma perpendicular determinando o ponto O. 22.Transportamos da vista de cima a medida X e centrando-a no ponto O determinamos os pontos A e B. 23.Centro em A e B, raio = (VG) O 1, traamos arcos cruzando-os sobre a linha de centro determinando o ponto 1. 24.Centro em 1, raio = P 12 (permetro da circunferncia 12) traamos arcos para cada lado. Centro em A e B, raio = (VG) 2, traamos os arcos determinando os pontos 2 e 12. 25.Centro em 2 e 12, raio = P 12, traamos arcos. Centro em A e B, raio = (VG) 0 3, traamos os arcos determinando os pontos 3 e 11. 26.Centro em 3 e 11, raio = P 12, traamos arcos. Centro em A e B, raio = (VG) 0 4, traamos os arcos determinando os pontos 4 e 10. 27.Centro em 4 e 10, raio = (VG) W 4, traamos arcos. Centro em A e B, raio = OW, traamos os arcos determinando os pontos C e D. 28.Centro em 4 e 10, raio = P 12, traamos arcos. Centro em C e D, raio = (VG) W 5, traamos os arcos determinando os pontos 5 e 9. 29.Centro em 5 e 9, raio = P 12, traamos arcos. Centro em C e D, raio = (VG) W 6, traamos os arcos determinando os pontos 6 e 8. 30.Centro em 6 e 8, raio = P 12, traamos arcos. Centro em C e D, raio = (VG) W9, traamos os arcos determinando os pontos 7 e 7. 88
Figura - 74
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
31. Centro em 7 e 7, raio = (VG) W 7, traamos arcos. Centro em C e D, raio = X 2, traamos os arcos determinando os pontos W e W. 32. Ligamos os pontos para obter o traado final da pea.
10.20. Segmento de esfera - tampo esfrico
1. Traar os eixos centro. 2. Traar o trapzio ABCD. 3. Abrir o compasso com raio EB, fixar em E e traar o arco Ab. 4. Abrir o compasso com raio Eb; fixar nos pontos ADBC e traar os pontos G e H. 5. Abrir o compasso com raio HA, fixar em H e G, traar os arcos AB e BC. 6. Abrir o compasso com o raio PC, traar o arco CD.
Figura - 76
Figura - 75
Figura - 77
89
CALDEIRARIA / Traagem e Planificao de Chapas ____________________________________________________________
Bibliografia
ARAUJO, Etevaldo S., Curso Tcnico de Caldeiraria 1a ed., So Paulo: Hemus, 1976. MARRETO, Vandir, Elementos Bsicos de Caldeiraria 1a ed., So Paulo: Hemus, 1987. JASCHKE, Johann, Desenvolvimento de Chapas 19a ed., Springer-Verlag, Berlin: Polgono Ltda, 1958. CH. Lobjois, Desenvolvimento de Chapas 3a ed., So Paulo: Hemus, 1981. CHIAVERINI, Vicente, Tecnologia Mecnica Vol. 2 2a ed., So Paulo: McGraw-Hill, 1986. Holtz, Oddone A., Noes de Tratamento Trmicos 2a ed., Porto Alegre: Sagra-DC Luzzatto, 1992.
90
Você também pode gostar
- Caldeiraria - Módulo de Traçagem e Planificação de ChapasDocumento89 páginasCaldeiraria - Módulo de Traçagem e Planificação de Chapaspauloedcosta100% (2)
- CaldeirariaDocumento60 páginasCaldeirariaAislan Pedro100% (1)
- Divisão da circunferência em partes iguaisDocumento32 páginasDivisão da circunferência em partes iguaisvictoregep100% (1)
- Desenho e Traçado CaldeirariaDocumento89 páginasDesenho e Traçado CaldeirariaGiovana Leão Lacerda83% (6)
- Desenho de caldeiraria e retificação de circunferênciasDocumento73 páginasDesenho de caldeiraria e retificação de circunferênciasOdair Dias100% (1)
- Tecnologia de CaldeirariaDocumento101 páginasTecnologia de CaldeirariaWalney Machado Franco86% (7)
- Fórmulas trigonométricas, teorema de Pitágoras e cálculos de ângulos, arcos, cordas e flechasDocumento16 páginasFórmulas trigonométricas, teorema de Pitágoras e cálculos de ângulos, arcos, cordas e flechasJosé Luciano Cerqueira CesarAinda não há avaliações
- Calculos de desenhos técnicosDocumento51 páginasCalculos de desenhos técnicosMarcos100% (1)
- Tecnologia de Tubulação IndustrialDocumento85 páginasTecnologia de Tubulação IndustrialWalney Machado Franco100% (10)
- Calculo Dobramento de Caldeiraria PDFDocumento209 páginasCalculo Dobramento de Caldeiraria PDFCarlos LucasAinda não há avaliações
- Apostila de CalderariaDocumento208 páginasApostila de Calderariahebert10100% (5)
- Apostila Leitura e Interpretação de Desenho TécnicoDocumento542 páginasApostila Leitura e Interpretação de Desenho TécnicoMarcus AlexandreAinda não há avaliações
- Mecânica - Acessórios de Tubulação Industrial (SENAI/CST)Documento54 páginasMecânica - Acessórios de Tubulação Industrial (SENAI/CST)Roberto Carlos Teixeira100% (4)
- Calculo IIDocumento29 páginasCalculo IIWalney Machado Franco100% (1)
- Cálculos de derivações em tubulaçõesDocumento63 páginasCálculos de derivações em tubulaçõesserrano75Ainda não há avaliações
- Cálculos geométricos para desenho técnicoDocumento40 páginasCálculos geométricos para desenho técnicoCarlos Lucas100% (2)
- Caldeiraria TraçadosDocumento141 páginasCaldeiraria Traçadossancosta77783% (6)
- Planificação e Desenvolvimento em ChapasDocumento37 páginasPlanificação e Desenvolvimento em ChapasWalney Machado Franco100% (5)
- ManualdeCaldeirariaedio1 1Documento62 páginasManualdeCaldeirariaedio1 1Jean Oliveira100% (8)
- Traçados de derivações em tubulaçõesDocumento39 páginasTraçados de derivações em tubulaçõesLuiz Claudio82% (11)
- Calculo IDocumento29 páginasCalculo IWalney Machado Franco100% (1)
- Calderaria: técnicas de traçado geométricoDocumento106 páginasCalderaria: técnicas de traçado geométricoHudsonxavier100% (1)
- Cálculo II - SITEDocumento29 páginasCálculo II - SITEWalney Machado Franco100% (1)
- Tecnologia Dos Materiais PDFDocumento18 páginasTecnologia Dos Materiais PDFEdnilson dos Santos100% (3)
- Desenho Técnico MecânicoDocumento106 páginasDesenho Técnico Mecânicotrennepohl100% (14)
- Manual Traçado de Caldeiraria JJTudoDocumento49 páginasManual Traçado de Caldeiraria JJTudoEnio Ferreira100% (5)
- 2 - Traçados para CaldeirariaDocumento120 páginas2 - Traçados para CaldeirariaJoão Rogério Machado Pereira100% (1)
- Traçagem e Planificação de Chapas - 2007Documento90 páginasTraçagem e Planificação de Chapas - 2007Marlon CostaAinda não há avaliações
- SENAI CFP Alvimar Carneiro de Rezende CaldeirariaDocumento91 páginasSENAI CFP Alvimar Carneiro de Rezende CaldeirariaJONATAS MORAIS DE SOUZAAinda não há avaliações
- Ferramentas manuais e equipamentos para caldeirariaDocumento57 páginasFerramentas manuais e equipamentos para caldeirariaRicardo MandeliAinda não há avaliações
- Equipe Alpha FSAE EstatutoDocumento26 páginasEquipe Alpha FSAE EstatutoBruno Mello SilveiraAinda não há avaliações
- Apostila de Ajustagem Mecânica PDFDocumento289 páginasApostila de Ajustagem Mecânica PDFAeletrônika AekAinda não há avaliações
- Investario Relatorio RasDocumento210 páginasInvestario Relatorio RasAnna Christina Faria SoaresAinda não há avaliações
- DT TecAutomovel 2018Documento34 páginasDT TecAutomovel 2018Luis Miguel LimaAinda não há avaliações
- Instrumentação GeralDocumento118 páginasInstrumentação Geraljonfarias100% (1)
- Manual de Anteprojeto SINFRA MTDocumento69 páginasManual de Anteprojeto SINFRA MTLouistelson MoreiraAinda não há avaliações
- Serralharia Civil 2018Documento31 páginasSerralharia Civil 2018Celestino MucoaAinda não há avaliações
- Manual Do Coordenador de Curso UfesDocumento27 páginasManual Do Coordenador de Curso UfesOsmane Lopes JúniorAinda não há avaliações
- Manutenção de equipamentos: ferramentas manuaisDocumento46 páginasManutenção de equipamentos: ferramentas manuaisDj-Samuel Oliveira83% (6)
- Falar FrancêsDocumento34 páginasFalar FrancêsHugo SousaAinda não há avaliações
- Apostila DESTEC - Curso Aprend - Tec.Des - Proj.MecDocumento147 páginasApostila DESTEC - Curso Aprend - Tec.Des - Proj.MecLênin Rodrigues CampolinaAinda não há avaliações
- Endermo ManualDocumento49 páginasEndermo ManualRosi Santos100% (1)
- POP - Laboratório Monte Negro.Documento48 páginasPOP - Laboratório Monte Negro.Gabriela MarecoAinda não há avaliações
- Manual Do Usuario Liftendo - Rev05 2Documento39 páginasManual Do Usuario Liftendo - Rev05 2Erik BrooksAinda não há avaliações
- Metodologia para Avaliação Técnica e de Durabilidade de Sinalização Horizontal de Rodovias de Tráfego Muito PesadoDocumento155 páginasMetodologia para Avaliação Técnica e de Durabilidade de Sinalização Horizontal de Rodovias de Tráfego Muito PesadoLeís FariasAinda não há avaliações
- E-07-503.365-2010 RAS São Fidelis Aterro Sanitário SEADocumento263 páginasE-07-503.365-2010 RAS São Fidelis Aterro Sanitário SEAMatheus RochaAinda não há avaliações
- Curso de Mecânica de CosturaDocumento90 páginasCurso de Mecânica de CosturaSandro Garcia OlimpioAinda não há avaliações
- Matériais Construção MecânicaDocumento93 páginasMatériais Construção MecânicaDeraldo EurinidioAinda não há avaliações
- EIA-Volume1 - Estudo Impacto AmbientalDocumento340 páginasEIA-Volume1 - Estudo Impacto AmbientalAlan CoutoAinda não há avaliações
- Gestao Da ManutencãoDocumento50 páginasGestao Da ManutencãoAngelo Leão100% (1)
- EuedsadasdDocumento335 páginasEuedsadasdMarcio Gabriel MunizAinda não há avaliações
- 4.-Pepi Pled Final Mar-15Documento98 páginas4.-Pepi Pled Final Mar-15Marcelino Adelino NivallAinda não há avaliações
- PPC Tti Cacc 2019Documento87 páginasPPC Tti Cacc 2019jweblog2Ainda não há avaliações
- Relatorio Final de Estágio IGOR QUINTAL - NL VERSÃO FINAL PDFDocumento218 páginasRelatorio Final de Estágio IGOR QUINTAL - NL VERSÃO FINAL PDFJosé VelosaAinda não há avaliações
- CPRZ-3M#G (26) 1Documento59 páginasCPRZ-3M#G (26) 1Ewerton JuniorAinda não há avaliações
- 01 - Plano de Trabalho TRS 2019 PDFDocumento102 páginas01 - Plano de Trabalho TRS 2019 PDFRicardo GadelhaAinda não há avaliações
- Introdução à programação e ADVPL básicoDocumento216 páginasIntrodução à programação e ADVPL básicoCaio ChimAinda não há avaliações
- Quimica MacetesDocumento21 páginasQuimica MacetesMarina Rocha DarosAinda não há avaliações
- ToxicologiaDocumento6 páginasToxicologiaArtaniel Leinatra50% (2)
- Determinar massa específica e viscosidade de fluidosDocumento3 páginasDeterminar massa específica e viscosidade de fluidosLEONARDO DELUCA NUNESAinda não há avaliações
- Sal - Uan PDFDocumento2 páginasSal - Uan PDFEdinaldoAinda não há avaliações
- Prova Sobre Prevenção e Combate A IncêndioDocumento3 páginasProva Sobre Prevenção e Combate A IncêndioAmbilon AssessoriaAinda não há avaliações
- Relatório TratabilidadeDocumento31 páginasRelatório TratabilidadeFelipe RainerAinda não há avaliações
- Apostila PanificaçãoDocumento52 páginasApostila Panificaçãomarquitosouza90% (10)
- Drenagem de Rodovias Eng. Marcos Augusto Jabr OCRDocumento184 páginasDrenagem de Rodovias Eng. Marcos Augusto Jabr OCRBolivar Felipe100% (2)
- Depósito Residual 2023Documento23 páginasDepósito Residual 2023Alvaro NevesAinda não há avaliações
- Agrotóxicos e Ética na AgriculturaDocumento47 páginasAgrotóxicos e Ética na AgriculturaMarcos Ferreira100% (1)
- Luz e Sombra (Jose Parramon) PDFDocumento72 páginasLuz e Sombra (Jose Parramon) PDFPauloAntoniniAinda não há avaliações
- Experimento 5 - Cromatografia em Camada DelgadaDocumento5 páginasExperimento 5 - Cromatografia em Camada Delgada7L coBra0% (1)
- Book de Formulas - 2018 PDFDocumento193 páginasBook de Formulas - 2018 PDFDaiênia Gomes Barbosa92% (38)
- Teste de ProvetaDocumento8 páginasTeste de ProvetaAna Flávia RosaAinda não há avaliações
- Tratamento de Agua para CaldeiraDocumento1 páginaTratamento de Agua para Caldeiraedu15987Ainda não há avaliações
- Relatório de EstágioDocumento61 páginasRelatório de EstágioLucas MoraAinda não há avaliações
- Camila Rodrigues CostaDocumento133 páginasCamila Rodrigues CostawilliamAinda não há avaliações
- Simulado Ciclo 1 - 2 Dia EnemDocumento34 páginasSimulado Ciclo 1 - 2 Dia EnemLucas VerasAinda não há avaliações
- Fluido Perfeito Aerodinâmica IDocumento10 páginasFluido Perfeito Aerodinâmica IRicardo AlmeidaAinda não há avaliações
- Química analítica: técnicas e cálculosDocumento1 páginaQuímica analítica: técnicas e cálculosKaroline NóbregaAinda não há avaliações
- FT - Consolidação - 5 A 12 NovDocumento3 páginasFT - Consolidação - 5 A 12 Novjosecancela0% (1)
- 1927 - Criacão PDFDocumento368 páginas1927 - Criacão PDFmario100% (1)
- Unicamp2023 2fase 2dia Prova-2Documento23 páginasUnicamp2023 2fase 2dia Prova-2junior cerna vegaAinda não há avaliações
- Adição de óxido de nióbio em alumina para catalisadoresDocumento6 páginasAdição de óxido de nióbio em alumina para catalisadoresMariana Marciano LeiteAinda não há avaliações
- Apr 012 Montagem Do Reservatório de Água Rev A-1Documento3 páginasApr 012 Montagem Do Reservatório de Água Rev A-1Hudson Legnar100% (2)
- Olha Trilho Memoria de Calculo - Dispositivo de Icamento-M355A-GOC-D-0023Documento5 páginasOlha Trilho Memoria de Calculo - Dispositivo de Icamento-M355A-GOC-D-0023fcesar1986Ainda não há avaliações
- Condicionador de ar portátil 9000 BtusDocumento12 páginasCondicionador de ar portátil 9000 BtusAvelina Ferreira100% (1)
- Simulado de Física com questões sobre referenciais, movimento e queda de corposDocumento6 páginasSimulado de Física com questões sobre referenciais, movimento e queda de corposSonya KarlaAinda não há avaliações
- Garantia de fluxo de hidratosDocumento64 páginasGarantia de fluxo de hidratosFranciscoGermanoMartinsAinda não há avaliações
- Teste Escolha Acertada Fraldas 2015Documento2 páginasTeste Escolha Acertada Fraldas 2015Ana Rita NunesAinda não há avaliações