Escolar Documentos
Profissional Documentos
Cultura Documentos
Filosofia Enxuta - Textos PDF
Enviado por
Éder Wendel BattagiottoTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Filosofia Enxuta - Textos PDF
Enviado por
Éder Wendel BattagiottoDireitos autorais:
Formatos disponíveis
Pós – Graduação em Engenharia de Produção
Ênfase na Produção Enxuta de Bens e Serviços
(LEAN MANUFACTURING)
A FILOSOFIA DA PRODUÇÃO ENXUTA
(LEAN THINKING)
Textos para Leitura
Prof. Eduardo G. M. Jardim, PhD.
Prof. Ricardo Sarmento Costa, DSc.
SUMÁRIO
Texto 1: A Gestão das Operações de Produção e Serviços nos
dias de hoje ......................................................................1
Texto 2: Avaliando o desempenho operacional de um Sistema
de Produção e Serviços .................................................... 43
Texto 3: O Pensamento Lean nas operações de Produção e
Serviços ......................................................................... 89
REFERÊNCIAS ............................................................... 134
A Filosofia da Produção Enxuta
1
Texto 1: A Gestão das Operações de Produção e Serviços nos dias
de hoje
Ricardo Sarmento Costa e Eduardo G. M. Jardim
extraído e adaptado do livro
Produção e serviços: reflexões e conceitos
de Ricardo Sarmento Costa e Eduardo Galvão Moura Jardim
Em publicação, Editora Atlas, 2015, 1o edição
POR ESTAR ESTE MATERIAL EM FASE DE PUBLICAÇÃO
É vedada a cópia e utilização para outro fim que não a utilização como material de
estudo na Pós-Graduação em Lean Manufacturing da FUCAPI
sem autorização expressa e por escrito dos autores
A Gestão das Operações de Produção e Serviços nos dias de hoje
Motivação e objetivo deste texto
Se víssemos um filme de ficção científica há alguns anos, ou lêssemos um livro em que
se especulasse sobre como seria o futuro, provavelmente nos depararíamos com o
sonho de um mundo em que a tecnologia requalificaria nossas vidas para melhor, para o
lazer. Robôs, automação, impressão 3D, armazenamento de dados nas nuvens, drones,
convergência das inovações, redes, realidade aumentada, objetos virtualmente
inteligentes, semiautônomos e conectados uns aos outros, a internet das coisas: no
imaginário do ser humano tudo sugeria (e ainda sugere) um amanhã mais simples, com
mais tempo para curtir a vida, para desfrutar do “ócio criativo”. As coisas maçantes do
cotidiano ficariam por conta das máquinas; conosco, as façanhas do espírito: a criação,
a arte, o esporte, a natureza, as relações humanas, a transcendência.
Surpresa porém: examinamos nossas vidas nos últimos anos e temos a sensação quase
oposta. O tempo foge às mãos, a condução do dia a dia parece se tornar mais e mais
complexa, mais agitada e ansiosa ! É um paradoxo, afinal de contas com tantas
ferramentas potentes e muito mais meios para coordenar e controlar nossas atividades
do que tínhamos quem poderia supor que fossemos terminar nesse corre-corre
alucinado da vida moderna ?
Há vinte e cinco anos, ainda sem celular, internet e computador pessoal em nossas
mãos, tudo de fato tinha ares mais suaves. Nós, por exemplo, autores deste texto,
trabalhávamos então ambos em um instituto de pesquisas durante o dia e à noite,
eventualmente, dávamos aulas em cursos de pós-graduação no Rio de Janeiro. Era
frequente irmos ter com os amigos após a jornada de trabalho em um bar ou chegar em
A Filosofia da Produção Enxuta
2
casa com o dia ainda claro, aproveitando a luz do horário de verão e a beleza da
paisagem carioca.
Olhadas retrospectivamente, estas imagens e sensações simples nos dão certa nostalgia.
Parecem já distantes, como se tudo houvesse virado às avessas nesse curto período.
Sem que tivéssemos planejado isso, paulatinamente cruzamos o perímetro da cidade e
passamos atuar em todo o estado, depois na região sudeste, então nos quatro cantos do
país. Hoje, na condução de uma pequena empresa de base tecnológica, desenvolvemos
projetos e cursos em quase todos os estados brasileiros e atuamos em outros países da
América Latina e Europa. Mais dia menos dia haveremos de estar fazendo algo na África
ou no oriente !
A consequência é que – como provavelmente acontece também com vocês – ao acordar
de manhã somos assolados por um lote de e-mails reclamando justa atenção e
solicitando o cumprimento de pendências. Outro lote, porém, nos oferta diversas
oportunidades e novos chamados. Os compromissos e agendas se conectam, se afetam,
se integram. A mudança de planos e prioridades é uma constante. No peito, uma
permanente ansiedade e a sensação de perda de controle e complexidade.
Mas afinal de contas: de onde veio toda essa complexidade?
Sintonizar as percepções sobre a gestão de operações de produção e serviços nos dias de
hoje; compreender o que são os sistemas de produção e serviços; como a gestão das
operações pode contribuir para ganhar clientes, dinheiro e prover utilidade; descrever
introdutoriamente as principais linhas de ação que vêm sendo adotadas por empresas
líderes em seus segmentos de atuação, esses são os objetivos deste texto.
Os 7+1 “Vs” da complexidade nas operações de bens e serviços
A variedade imposta pela concorrência
Possivelmente uma das principais fontes da complexidade na nossa vida contemporânea
é a variedade de coisas que nos comprometemos a fazer todos os dias! Uma coisa é dar
aula em um curso em uma cidade. Outra coisa é dar aula em diferentes cursos e em
muitas cidades. Ainda que o volume total de alunos alcançados fosse o mesmo nestes
dois cenários, o fato dos cursos serem diferentes, terem conteúdos, cargas horárias e
públicos-alvo distintos tornaria tudo mais complexo. Seria preciso pensar as ementas e a
diferenciação entre elas; preparar os materiais; conceber a dinâmica de aula; a forma de
avaliação, e customizar outros tantos aspectos acadêmicos.
A pressão da variedade não ocorre apenas nas nossas vidas pessoais. No contexto
empresarial são também raríssimas as empresas que podem dar-se hoje ao luxo de
fabricar apenas uma estreita faixa de produtos. Aparentemente as causas-raiz são: as
necessidades ilimitadas dos seres humanos e a concorrência. Sim, porque não se trata
mais apenas de encantar o cliente; é preciso que ele considere sua oferta de valor mais
atraente que a de seu concorrente.
A Filosofia da Produção Enxuta
3
Como exemplo, tome o caso da indústria de refrigerantes. Somos sete bilhões de
habitantes no planeta, cada um bebe seis, sete copos de líquido por dia. É um mercado
relativamente finito. Como sede não se estoca, quem faz refrigerante e quer crescer
neste mercado tem que preparar-se para concorrer com água, sucos, café, chá, vinhos, a
variedade de coisas com as quais os seres saciam a sede e são ofertadas no mercado.
Com efeito mesmo empresas “ícones” da produção em massa não podem mais
concentrar seus recursos na produção em um único ou poucos SKUs1. Pergunte a um
leigo quantos diferentes produtos são envasados pela empresa líder de refrigerantes no
mundo? Talvez ele diga: cinco, sete, dez ou algo assim. Pois saiba: são mais que 200
variantes entre marcas tradicionais, marcas locais que foram adquiridas, sucos,
energéticos, chás e muitos outros; sem dizer das opções: normal, diet, light; dos tipos
de vasilhame: vidro, lata, PET e; das alternativas de volume e amarração.
A variabilidade trazida pela inovação e pelo aleatório
Repare! Quando se introduz variedade em um sistema comumente surge também uma
segunda fonte de complexidade: a variabilidade!
Sim, variedade e variabilidade costumam andar juntas. Palavras parecidas, mas com
significados diferentes. Ministre várias vezes um mesmo curso para um mesmo único
público-alvo. Agora, ministre esse mesmo curso para diferentes públicos, ou ainda para
o mesmo público-alvo, mas em diferentes regiões do Brasil. Você se surpreenderá ao
perceber como a execução e o resultado são diferentes. Experiência própria: se a cultura
local não é exatamente a mesma, as expectativas e desejos pessoais também tendem a
variar. O curso é percebido pelos alunos de forma diferenciada. O mesmo acontece se
você apresenta um mesmo conteúdo para estudantes de graduação, de especialização,
de um MBA executivo ou de um mestrado acadêmico. Serão aulas bem diferentes,
mesmo se os slides e dinâmicas forem parecidos.
De modo análogo, em uma empresa, se você faz vários produtos com um mesmo
fornecedor, o grau de controle do processo é mais determinado. Se você já o conhece, a
introdução de um novo produto trará questões novas, é claro, mas sendo o
relacionamento com o canal maduro você pode presumir ou conter mais facilmente a
variabilidade.
Por outro lado, se o aumento da oferta de variedade para o seu mercado traz consigo
fornecedores, processos, materiais ou consumidores não típicos, é plausível, e bastante
provável, que você se depare com variações que não conhece bem ainda, processos não
estabilizados e flutuações imprevistas de desempenho.
Some-se a esse tipo de turbulência, a existência de variáveis aleatórias, fatos que fogem
ao nosso domínio ou à previsão humana. No nível pessoal: a morte, a paixão, os
1
SKU – stock keeping unit, unidade que identifica um item específico de armazenagem ou venda.
A Filosofia da Produção Enxuta
4
encontros e desencontros. No nível corporativo: o absenteísmo, a falta de energia,
greves, desabastecimento por algo imprevisto, furtos, quebras de equipamentos, chuvas,
alagamentos, nevascas, terremotos, tsunamis; as intempéries da natureza ! Ou
simplesmente um acidente; uma pessoa passando mal ao seu lado, pedindo socorro.
Como nos planejar para isso ?
Observe que na realidade do mundo contemporâneo, e particularmente nos grandes e
complexos aglomerados urbanos, mesmo pequenos fatos se propagam, se amplificam.
Uma pequena manifestação, a greve de um serviço essencial, uma discussão de trânsito,
até mesmo um evento tolo e fortuito pode suspender a mobilidade de uma grande
cidade.
A velocidade do fluxo de informações
Há uma terceira razão para o mundo das operações, no dia a dia, parecer de pernas para
o ar: tudo se comunica muito rapidamente, velocidade meteórica!
Citamos há pouco nossa memória de há vinte cinco anos atrás. Pois, embora em uma
perspectiva histórica esse seja um período irrisório, o fato é que naquela altura a
comunicação era ainda dominada por carta e telex. A ligação telefônica era cara, o
aparelho de telefone era um bem (listado como um ativo na declaração do imposto de
renda). Ligar da rua dependia de encontrar um “orelhão”2. Computadores pessoais
tinham custo elevado. Para nós, por exemplo, era ainda um item inacessível ao nosso
orçamento pessoal. Entre pergunta e resposta o tempo parecia passar mais devagar e
ninguém ficava aflito se a resposta a uma carta demorava dias e não minutos. Havia
mesmo um romantismo nessa espera: imaginar o interlocutor abrindo o envelope, lendo
sua carta, preparando a resposta!
Hoje se o computador demora segundos para se conectar ficamos já impacientes. Um
programa de televisão precisa nos conquistar imediatamente antes que seja trocado via
controle remoto. A informação flui e nos alcança por vários veículos. Tudo se sabe, tudo
se copia e se transforma rapidamente. Se a variedade e a variabilidade ao entrar em
cena já nos deixam atônitos, que dirá se esse processo acontece em um fluxo de alta
velocidade e aceleração crescente? É grande de fato a chance de perdermos o fio da
meada.
A volatilidade dos ciclos de vida e a curta validade das novidades
Outra dimensão da velocidade refere-se ao encurtamento dos ciclos de vida dos
produtos. Todos os dias novos produtos e modelos são lançados no mercado. É um mar
de novidades capaz de “afogar” o mais compulsivo dos consumidores.
2
Gíria popular que identifica no Rio de Janeiro e em outras cidades brasileiras os telefones
públicos.
A Filosofia da Produção Enxuta
5
O que mais surpreende é que a novidade dura pouco! Pouquíssimo ! O produto entra
hoje na vitrine principal e dois meses depois já é deslocado para um lugar de menor
destaque. Montadoras de automóveis, computadores, celulares, periféricos, automóveis e
cosméticos; produtores de software, fabricantes e prestadores de serviço, praticamente
todos, em todos os segmentos da sociedade, competem em um ritmo frenético de
invenção e moda, fazendo modificações ou mudando por completo o pacote de valor
ofertado em períodos que se contam em meses ou, em alguns mercados, já em semanas
ou dias.
E observe que a fonte de pressão não é só seu cliente ávido por novidade. É dura, meu
amigo, a vida de quem inventa algo ! Você investe em pesquisa e desenvolvimento, arca
com esses custos e “dez minutos depois” é seguido por concorrentes que atalham o
processo e sem arcar com os mesmos custos copiam seus produtos colocando-se par e
passo na competição. Por exemplo: nós como consultores testemunhamos recentemente
uma situação em que uma empresa, líder em seu mercado, teve que adotar como
política alterar continuamente as peças de seus produtos apenas para impedir que a
concorrência as copiasse. É que sua rede de concessionárias espalhada por todo o
território nacional é uma de suas grandes vantagens competitivas e estava sendo usada
predatoriamente pelos concorrentes que para tanto fabricavam produtos com peças
idênticas às suas.
A vagarosidade dos processos logísticos (em contraposição aos fluxos de
informação)
Um fato interessante da correria contemporânea é que enquanto a distância virtual entre
pessoas, empresas e países se encurtou, a distância física não. Através de meu
computador visito a casa de um parente no Canadá instantaneamente pela internet, mas
para abraçá-lo de fato tenho que reservar, com sorte, pelo menos um dia de viagem
entre a minha casa e a dele !
Eis aí mais um elemento gerador de tensão: a vagarosidade dos processos logísticos
frente à velocidade da informação e as expectativas daí derivadas. Em uma época em
que o tempo parece faltar a todos nós, os processos de produção, fornecimento ou
entrega seguem tomando dias, semanas ou meses e são quase sempre fonte provável de
estresse. Já as expectativas não estão nem aí para isso, querem respostas
instantâneas.
Tempos existem na produção e no fluxo entre os elos da cadeia como, por exemplo,
entre o sistema e seus fornecedores ou entre o sistema e seus clientes. À esse respeito
observe que quando os lead-times3 dos processos logísticos são longos, mais expostos
3
Lead-time é o termo em inglês que refere o tempo total de atravessamento de um material em um sistema
de produção ou de um cliente em um sistema de serviço. De forma simplificada pense no tempo que decorre
entre você entrar em uma loja e sair após compra de um produto; ou o tempo entre a encomenda de um
material até o instante em que você o recebe em sua casa; ou o tempo entre o processo receber uma
requisição de serviço e o entregar.
A Filosofia da Produção Enxuta
6
ficam à variabilidade e interferências. Se isso é verdade as ações da gestão deveriam
convergir para a busca de fluidez e redução dos tempos. Óbvio, não é? Nem tanto!
Quando a cadeia de suprimento reúne processos que estão distantes uns dos outros; ou
são muito turbulentos; ou quando a gestão dos fluxos é conduzida sob o estresse de
relações de poder desbalanceadas – em lugar de parcerias ganha-ganha – tende a haver
ações defensivas de proteção, seja com estoques ou com antecipações de tempo. A
consequência é que a fluidez desejada fica obstaculizada por eficiências locais; a
complexidade cresce e com ela a chance de erros.
O volume de tarefas, o aumento do alcance e dos impactos
Combinado com a velocidade que avança em desembalada carreira, outro fenômeno
caracteriza também nossos dias: o alcance das nossas ações vem se alargando
consideravelmente. Via telefonia, e-mail e redes sociais pela internet, a metáfora da
“aldeia global” tornou-se realidade e mesmo crianças relacionam-se, hoje, com “amigos”
de diferentes locais do mundo. No nível corporativo então nem se fala: empresas locais
passaram a se relacionar nacionalmente, e as que já atuavam nesse nível lançaram-se
aos mercados internacionais.
A consequência disso é que cresceram os volumes de produção e vendas (o que é bom!).
Mas, em correspondência cresceram também os riscos e as responsabilidades (o que não
é tão agradável assim!). De fato, quanto maiores os volumes, mais impactantes os
desdobramentos de não conformidades, não atendimentos ou atrasos, daí advindo novos
graus de tensão.
Interessante é notar que se de um lado o alto volume traz complexidade de outro não
menos complexo é a situação de quem produz volumes baixos ou unitários. Quem faz
algo irregular ou unitariamente tem menos possibilidade de padronizar ou fazer ganhos
de escala tende a ver-se às voltas com mais incertezas e variabilidade.
O valor dos ativos
Na produção de bens e serviços há dois tipos de problema:
o “doce problema”, que é quando a demanda supera a capacidade;
e o “amargo problema”, que é quando, ao contrário, há mais capacidade que
pedidos.
O “doce problema” é, em tese, bom de ter. De fato, se você pode crescer
incrementalmente sua capacidade de produção, ou ajustá-la com as flutuações de
demanda, esse é um cenário de sonhos. Pense, por exemplo, num processo
fundamentalmente dominado por pessoas, bancadas, ferramentas e ativos baratos.
Exemplo: situações de montagem ou sistemas de prestação de serviços que não
requerem máquinas caras. Quando a capacidade é barata e pode ser contratada ou
comprada paulatinamente pode-se imaginar o sistema crescendo no ritmo da demanda e
tirando o melhor proveito da oportunidade de mercado.
A Filosofia da Produção Enxuta
7
Se, porém, o processo é dominado por processos automatizados, com ativos caros,
temos aí mais um dado de complexidade e tensão. Pois, se a demanda cresce
gradualmente, a capacidade de máquina tende a ser provisionada em patamares e
precisa ser providenciada com antecipação.
Isto é, suponha que você tem uma máquina cara com capacidade para processar 100
produtos em certo período. Considere também que você tem uma demanda de 95
produtos que a consome quase que integralmente. Se a sua demanda avançar para 120,
o que você faz? Compra outra máquina? Meio arriscado, não é? Ativos caros significam
um risco a mais para a gestão!
Bem, quanto ao “amargo problema” nem é preciso dizer que grande tensão haverá se
ativos caros ficarem subutilizados. Provavelmente a ineficiência e o baixo aproveitamento
do capital imobilizado deixará o acionista de “cabelo em pé”.
A vaidade e a cegueira de paradigma
Além destes sete fatores geradores de complexidade (variedade, variabilidade, volume,
velocidade, volatilidade, valor e vagarosidade) que de algum modo se originam
externamente - relacionados que estão com a dinâmica do mundo contemporâneo e seu
processo de globalização - há um oitavo aspecto, de natureza mais interna, mais ligada
a nossa própria atitude diante da mudança. Referimo-nos aqui à vaidade ou a “cegueira
de paradigma”. Pesquisas da neurociência mostram que o cérebro humano desenvolve
mecanismos de poupança de energia em buscas de zonas de conforto. Escolher, depois
decidir e então mudar são processos mentais que demandam energia; muitas vezes
manter a posição que estamos traz conforto, calma.
Em tese, procurar calma e conforto diante da complexidade parece sensato, mas se tudo
a volta segue mudando e se transformando manter-se na mesma posição pode,
contrariamente ao propósito, significar estresse elevado. Diz-se que uma causa
recorrente de afogamento no mar é nadar contra a maré. Por outra, se você nadar em
sintonia com a corrente, suavemente, aproveitando o ritmo e sentido das ondas, com
calma e menor esforço chegará à praia são e salvo.
O que nos faz não querer mudar? Por que manter a posição? Uma causa é a que
mencionamos: a hipótese (na maioria das vezes falaciosa) de que onde estamos é a zona
de maior conforto. Outra possibilidade (talvez um pouco menos honrosa) é a de estarmos
tomados pela vaidade, seduzidos pelo próprio ego, encantados com escolhas que fizemos
no passado (e porventura nos trouxeram recompensas). Tais fatos e sucessos muitas
vezes nos iludem, contribuindo para uma certa cegueira de paradigma que nos retém,
paralisa. E quando despertamos, em geral tardiamente, vemos que em lugar do
conforto almejado estamos é “perdendo o barco” e elevando assim a ansiedade à sua
máxima potência.
A Filosofia da Produção Enxuta
8
Síntese desta primeira seção e conclusões
Investigamos aqui algumas das causas que estão por trás da complexidade das
operações no mundo contemporâneo. Listamos 7+1 aspectos da realidade que em
combinação trazem grande dificuldade para a gestão articular, consistentemente, as
decisões e ações locais do dia a dia com o nível estratégico, os planos e resultados
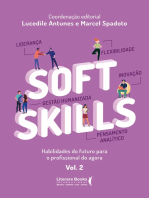
desejados pela corporação. A figura 1 resume as fontes de complexidade aqui
identificadas.
Figura 1: Os 7+1 “Vs” da complexidade
A COMPLEXIDADE
O QUÊ CARACTERIZA? INDICADOR DE REFERÊNCIA
AUMENTA QUANDO O
(de quê?) (no sistema de produção)
INDICADOR:
1 VARIEDADE (de) PRODUTOS
Nº de diferentes produtos feitos
simultaneamente
AUMENTA ( )
Nº de diferentes recursos /
2 VARIABILIDADE (de) PROCESSOS fornecedores usados para a mesma
operação / o mesmo insumo
AUMENTA ( )
3 VELOCIDADE (das) MUDANÇAS Tempo disponível para introduzir um
novo processo ou produto
DIMINUI ( )
4 VOLUME (dos) PEDIDOS
Diferenças nas quantidades a serem
produzidas de um mesmo produto AUMENTA ( )
5 VALIDADE (dos) CICLOS DE VIDA
Tempo de vida de um produto no
mercado DIMINUI ( )
6 VAGAROSIDADE (nas) ENTREGAS
Tempo necessário para receber ou
entregar um produto
AUMENTA ( )
7 VALOR (dos) ATIVOS
Custo de aquisição ou adaptação
dos recursos
AUMENTA ( )
7+1 VAIDADE (da) GESTÃO
Frequência com que clientes são
consultados sobre a sua satisfação
DIMINUI ( )
A Filosofia da Produção Enxuta
9
As doenças da visão global na gestão de operações
A ação local em desarmonia com o objetivo global
Os 7+1 fatores citados na seção anterior operam simultaneamente para o aumento da
complexidade em quase todos os sistemas de produção e serviços do mundo de hoje. A
questão torna-se ainda mais intensa quando tais elementos atuam sobre uma extensa
cadeia de processos que precisa atuar de forma integrada. De fato, uma característica
do nosso tempo é a produção de bens e a oferta de serviços através de grandes sistemas
ou cadeias integradas de suprimento que se configuram em nós espalhados, muitas
vezes, pelos vários continentes do planeta.
Embora, em tese, quando se consolida e se integra diferentes sistemas num único o que
se busca seja exatamente produzir sinergias tais que proporcionem economias globais e
eliminação de atividades anteriormente feitas de modo redundante, por outro lado, o
aumento do número global de recursos e a necessidade de operá-los de maneira
harmônica traz aos sistemas de produção e serviços um crescimento de complexidade
que tende a ser combinatorialmente explosivo. A consequência é que comumente tem-
se dificuldade de ver o todo com nitidez e, muitas vezes sem perceber, induz-se
comportamentos que terminam hostis aos próprios interesses e estratégias competitivas.
Há até mesmo razões matemáticas que explicam isso. Pode-se provar por exemplo que
a complexidade de solução de um problema de programação da produção aumenta muito
mais que proporcionalmente quando o escopo de análise cresce. Com efeito, agendar
quatro clientes em dois recursos, de forma integrada, oferece uma gama de alternativas
muitíssimo superior que o dobro das existentes para o agendamento integrado de apenas
dois clientes nesses mesmos dois recursos4.
Com o crescimento da complexidade, fica mais difícil a programação e o controle das
operações no dia a dia e, em decorrência, costuma crescer o fosso entre as decisões
locais tomadas no cotidiano e os objetivos estratégicos traçados pelas corporações.
Não faltam situações que ilustram a operação caminhando em um sentido avesso ao
pretendido. E, muitas vezes, isto é consequência de distorções de nossa visão global que,
diante da dimensão do sistema, teima em nos iludir fazendo com que nos confortemos
com ótimos locais que não necessariamente conduzem ao que realmente se deseja.
Tomemos um exemplo típico do campo da Gestão das Operações. Suponha que uma
empresa, por uma definição estratégica, quer ter a pontualidade como seu diferencial
competitivo. Mas, claro, está também preocupada com o uso racional e a rentabilização
dos seus caros ativos. Imagine ainda que, neste instante, há três produtos em carteira
4
O universo de possibilidades de agendamento de dois clientes em dois recursos é da ordem de 2!2, que é igual
a 4; enquanto o universo de possibilidades de agendamento de quatro clientes nesses mesmos dois recursos é
dado por 4!2, que é igual a 576, muito mais que o dobro das 4 existentes na situação com dois clientes. Isso
ocorre porque o sequenciamento de n atividades em m recursos é da ordem de n!m, o que configura um
problema de natureza combinatória explosiva.
A Filosofia da Produção Enxuta
10
que devem ser preparados para hoje. Considere que para passar de um serviço para o
outro perde-se cerca de duas horas preparando e ajustando a máquina para o
processamento do novo pedido.
Admita agora que, face à dimensão do sistema, o objetivo estratégico (“ser pontual”)
não tenha sido claramente comunicado ou percebido pela célula de produção local. Ou
pior, ao invés disso, a alta direção tenha decidido medir o desempenho do gerente local
de acordo com a utilização da máquina que processará estes pedidos. Ora, qual será a
provável consequência desse estímulo ao uso eficiente dos caros ativos?
Possivelmente, o chefe local se guiará pela forma como é medido. Para apresentar alta
utilização da máquina ele tenderá a manter em processamento o mesmo produto durante
todo o dia. De fato, se não gastar tempos improdutivos, trocando o produto que está em
processamento, conseguirá o melhor resultado possível de utilização do ativo e ficará
“bem na foto”. Porém, os outros dois produtos que não foram priorizados para
processamento ficarão para o dia seguinte. Ou seja, o objetivo estratégico da
pontualidade acabará traído pelo comportamento local.
A visão global e a sua clara comunicação para a operação é, no mundo contemporâneo,
um fator crítico. A complexidade não é apenas a causa, ou um fator intrínseco aos
sistemas, mas é muitas vezes consequência de uma visão imprecisa, parcial ou
deformada da realidade. Uma percepção errônea sobre os gargalos do sistema, ou a
adoção de medidas de performance que induzem comportamentos locais hostis aos
objetivos estratégicos pretendidos, pode ser o aspecto crítico que retém todo o
desempenho do sistema.
Quais são as principais anomalias que dificultam nossa visão? Poderíamos fazer um
paralelo com as dificuldades que tão frequentemente assolam a gestão da produção e
serviços, obstruindo a visão global do desempenho dos sistemas?
A miopia na gestão de operações
No dicionário da língua portuguesa, miopia é definida como a “condição em que objetos
distantes parecem menos nítidos e aqueles objetos próximos são vistos claramente”.
Que analogia há com a gestão de operações no mundo contemporâneo? Ora, pensemos
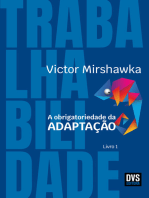
no conceito de “produtividade”. Reflita sobre a expressão apresentada na figura 2.
A Filosofia da Produção Enxuta
11
Figura 2: A produtividade e a mediação entre as oportunidades e a racionalidade
As oportunidades são ilimitadas ...
EFICÁCIA
RESULTADOS
PRODUTIVIDADE
ESFORÇOS
EFICIÊNCIA
Os recursos de produção são limitados !
Produtividade é uma relação entre resultados obtidos por um sistema e os esforços feitos
para alcançá-los. É uma conta de dividir. Pode-se aumentar a Produtividade de duas
formas: potencializando-se os outputs (o numerador da fração) ou reduzindo-se os
inputs (o denominador da fração). Na linguagem de “operações”, o aproveitamento das
oportunidades de negócio, os objetivos, o aumento dos resultados, é o campo da
eficácia; já a desafio pela racionalidade e a economicidade no uso dos meios, a redução
dos esforços, é o campo da eficiência.
Examinemos essas alternativas. Lutar por reduzir o denominador da conta (os esforços
realizados para se obter o resultado) parece ser uma solução atraente e relativamente
simples. Veja: os recursos de produção estão sob controle direto do gestor, estão “perto
dos olhos, perto do coração”. Talvez por isso reduzir os custos de utilização dos recursos
é para muitas empresas o primeiro caminho, a solução mais imediata (e talvez a mais
fácil).
A segunda forma possível de beneficiar o quociente seria trabalhar para alavancar os
resultados, o numerador da conta. Há aí duas situações a considerar. Primeiro: se a
demanda é inferior aos limites de capacidade existentes, os resultados do sistema estão
potencialmente restritos pela obtenção de pedidos no mercado. Isto é, nessa
circunstância gerar mais resultados, ser mais eficaz, depende de mais pedidos, de uma
oferta de valor atraente capaz de suplantar os concorrentes.
Seria portanto o caso de focalizar e desenvolver diferenciais competitivos de valor na
oferta do bem ou serviço e obter assim, se tudo der certo, no médio prazo, o
A Filosofia da Produção Enxuta
12
reconhecimento disso com o eventual adesão do mercado à essa oferta. É um processo
que pode ser longo, e mesmo arriscado, pois depende de variáveis que estão fora do seu
controle. Isto é, não temos como arbitrar as expectativas e sentimentos dos outros
(mesmo que sejam fiéis clientes); tampouco temos como dirigir as ofertas concorrentes
feitas por outros provedores (que provavelmente estão de olho no que estamos fazendo
e não querem ficar atrás). Trata-se pois - o aumento das vendas - uma ação que foge
ao domínio estrito do provedor do bem ou serviço. Por isso, na metáfora da miopia
gerencial, nos referimos às oportunidades comerciais como o elemento mais distante,
mais longe dos olhos, isso quando comparado aos recursos, às máquinas e
colaboradores, que usualmente estão ao alcance das mãos e podem ser eventualmente
descartados ou demitidos numa decisão com impacto imediato.
Mesmo no caso em que a capacidade de produzir é menor que a demanda, o aumento de
resultados não é algo simples; dependerá, provavelmente, de uma gestão sagaz, de uma
compreensão clara sobre o “gargalo” do sistema e seu pleno aproveitamento, bem como
da inteligência de uso dos recursos “não gargalos” como preconiza, por exemplo, a
“Teoria das Restrições”.
Eliminar desperdícios seguramente é saudável do ponto de vista da gestão, mas o perigo
é que sendo esta uma tarefa relativamente mais fácil do que a busca pelo crescimento
dos resultados, pode-se confundir a produtividade com a eficiência (o uso racional dos
recursos) fazendo dessa última não um meio, mas um fim em si mesmo. Essa distorção é
o que chamamos aqui de “miopia gerencial”. Leia-se: ser excessivo na uso racional dos
recursos (que estão ao meu lado) e desconsiderar a importância de prover um valor de
mercado notável, pelo simples fato que o impacto desse posicionamento competitivo está
“longe” para ser alcançado, e portanto não afetará minha avaliação de curto prazo.
Uma razão que de algum modo explica essa distorção é a propriedade cumulativa que
tem o custo. Com efeito, um real de custo tem o mesmo valor, seja gasto com o
cafezinho ou com a máquina mais importante da empresa. Se você quer uma redução
global de 10% basta comandar uma redução de 10% em cada departamento, e se todos
localmente cumprirem o estabelecido a redução global será de 10%.
Já quando se fala de resultado ou de ganho a conta não fecha assim de forma tão fácil.
Um real gasto em um recurso com folga de capacidade pode não significar nada no
resultado, talvez apenas mais ociosidade nesse recurso. Já um real gasto em uma área
“gargalo” tem impacto global. Enquanto o custo se acumula de forma aditiva, o ganho
requer um entendimento mais apurado da cadeia de valor para sua potencialização.
Em suma, o que é, então, a “miopia gerencial”? Reflita sobre a fórmula da
produtividade: se você reduz o denominador, o quociente aumenta; se você reduz mais
um pouco o denominador, o quociente aumenta mais um pouco. Mas, cuidado! Se a
redução de custo minar a sua oferta de valor em um mercado competitivo, o numerador
pode despencar e o feitiço virar contra o feiticeiro. Se isso acontecer, a economia
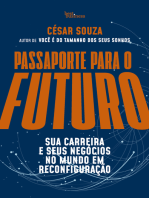
pretendida se torna uma miragem. Veja a figura 3. Se redução de despesas ocorre mas
provoca queda nas vendas cai o custo unitário. Pense ainda: se o denominador chegar a
zero, qual resultado você obtém?
A Filosofia da Produção Enxuta
13
Figura 3: Se as vendas caírem a redução de despesas pode virar miragem
Resultado / esforço = Produtividade
Esforço / Resultado => revela a mesma ideia
Despesa total / Quantidade vendida = Custo unitário
100.000 / 20.000 = 5,00
98.000 / 20.000 = 4,90
mas
98.000 / 19.000 = 5,16
Outros cenários para pensar:
102.000 / 21.000 = 4,86
98.000 / 21.000 = 4,67
A hipermetropia na gestão de operações
Se a miopia gerencial é o foco excessivo na eficiência, a hipermetropia gerencial seria o
oposto: um sistema excessivamente seduzido pelas oportunidades, pela eficácia mas
desatento à estruturação racional dos meios. No dicionário: “disfunção ocular que faz a
pessoa enxergar melhor de longe que de perto”.
É fato: diante do ilimitado do mundo, da dinamicidade das situações de mercado e do
ritmo frenético de inovação, muitas organizações tornam-se igualmente frenéticas,
“nervosas”, e se deixam dominar, demasiadamente, pela sedução da “nova
oportunidade”.
Está mudando positivamente o cenário de mercado? A empresa reage logo alterando
seus objetivos! O mercado se retrai? Imediatamente o plano é modificado! No afã de
aproveitar as oportunidades muda-se o tempo todo de meta e consequências danosas
começam a surgir.
Com efeito, nos sistemas de produção atuais, frequentemente grandes e integrados, a
constante mudança na ponta de venda gera ondas de turbulência que tendem a se
propagar danosamente pela cadeia de suprimentos. A informação flui, mas sendo um
fato novo, repentino, tende a gerar estresse e incerteza, amplificando-se a cada nó da
cadeia, que tende a prevenir-se de “sustos” futuros, adicionando proteção de estoques
de segurança (e por consequência lentidão) na sua esfera de controle local.
Além disso, como entre a tomada de decisão e a passagem da informação tende a haver
defasagem de tempo, a turbulência não só se amplifica, mas também se defasa, fazendo
A Filosofia da Produção Enxuta
14
com que quando lá no ponto de consumo o movimento de retorno começa, a base da
cadeia, por vezes, ainda está reagindo à situação oposta e seguindo para outra direção5.
Por exemplo: imagine que por algum motivo o mercado se aqueceu. Essa informação é
passada pela ponta de venda ao supridor e assim por diante. A cada elo da cadeia, a
tendência de nos protegermos do desconhecido, faz com que as reações se amplifiquem.
Além disso, como há um tempo entre o estímulo e a resposta, a cada passo vai também
se estendendo mais e mais a defasagem em relação ao fato original. No fim das contas,
frequentemente, a onda inicial já começou a se inverter (por exemplo, o mercado
começou a cair) e a ponta oposta da cadeia de suprimentos está ainda reagindo ao
primeiro impulso, como se o mercado ainda estivesse aquecido.
A consequência é que o custo global da cadeia cresce. Em correspondência, cresce o
custo unitário do produto final que assim perde competitividade em relação à
concorrência. O sonho de aproveitar a oportunidade de venda que na origem alimentou
toda a história acaba minado pela baixa competitividade em preço, tempo, pontualidade,
qualidade e flexibilidade decorrente da má gestão da cadeia de suprimentos.
Outro dano decorrente de uma postura nervosa em relação às oportunidades diz respeito
à dificuldade dos processos amadurecerem. A constante mudança de foco nas prioridades
dificulta o aprendizado e a estabilização dos processos.
Qual é, então, a metáfora contida no termo “hipermetropia gerencial”? Voltemos a
“fórmula” da produtividade apresentada na figura 2.
Você tem um tino apurado para as oportunidades, fareja as chances mesmo aquelas que
parecem distantes e competentemente alavanca com agilidade os resultados – o
numerador da conta. Mas, não percebe claramente os custos globais que decorrem
dessa ação e produzem turbulência em toda a cadeia. Tampouco estrutura
adequadamente os processos que reincidem em erros de forma grosseira e ineficiente. O
numerador da conta da produtividade aumenta mas o denominador cresce também mais
que proporcionalmente e o pobre quociente, em lugar do esperado aumento, despenca.
De novo, o feitiço vira contra o feiticeiro. Pense bem: se em uma fração o numerador
(receitas do sistema, por exemplo) é maior que o denominador (despesas do sistema,
por exemplo) e você soma uma unidade a cada uma dessas parcelas, o que acontece
com o quociente? Ele cai, não é mesmo? Se o aumento do resultado for neutralizado
pelo aumento do custo global o ganho de resultado pretendido vira uma miragem.
O astigmatismo na gestão de operações
Uma terceira e conhecida anomalia da visão é o astigmatismo. Segundo o dicionário o
astigmatismo é uma “condição ocular em que o olho não consegue focar a luz
uniformemente em todas as direções”. Que analogia cabe aqui com o mundo das
operações?
5
Na literatura de “Gestão de Operações” esse fenômeno é conhecido como “efeito chicote”.
A Filosofia da Produção Enxuta
15
Tomemos como base o conceito de qualidade. Em sentido amplo, a qualidade na
produção ou em serviços focaliza a satisfação de todos os interessados no sistema. Não
apenas os clientes finais, mas também os colaboradores, os parceiros, os fornecedores e,
seguramente, os acionistas, que, afinal de contas, investiram na instalação do sistema e
esperam remunerar seu capital consistentemente.
Se quisermos tomar o conceito da qualidade ainda mais amplamente deveríamos
considerar, também, o interesse social no que toca à sustentabilidade do meio ambiente,
o pagamento regular dos impostos devidos ao governo, a segurança do trabalho e a ética
empresarial, tudo dentro do entendimento de que um sistema capaz de produzir
satisfação em todos os seus stakeholders6 é aquele de fato preparado para obter
sucesso, de forma duradoura e sustentada, mesmo em um contexto competitivo.
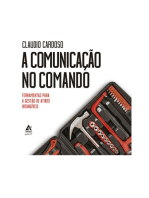
Conforme ilustra a figura 4 a seguir, o desafio da qualidade, no contexto da gestão de
operações, tem uma característica omnidirecional, devendo o gestor desenvolver uma
visão abrangente e equilibrada dos vários interesses e pontos focais envolvidos na
questão.
Figura 4: A qualidade e a satisfação de todos
QUALIDADE
SATISFAÇÃO DE TODOS
Governo
Sociedade
Ora, o que seria então o “astigmatismo gerencial”? A resposta é exatamente a que está
no dicionário! É quando a visão global não consegue focar o olhar uniformemente em
todas as direções.
Imagine um sistema que:
6
Stakeholders são os “os interessados” em um determinado sistema de produção, nomeadamente: clientes,
acionistas, colaboradores, parceiros, fornecedores, governo e sociedade.
A Filosofia da Produção Enxuta
16
no afã de cumprir um plano de venda ou uma meta financeira do acionista
desconsidera a qualidade do produto percebida pelo cliente;
constrói um bom produto, mas o faz pondo em risco o trabalhador ou o submete a
uma condição antiergonômica de trabalho;
abusa do poder de compra e estabelece com o fornecedor uma relação de
subordinação sem nenhuma visão de parceria;
faz bons produtos, ganha bom dinheiro, tem os colaboradores motivados, porém
destrói o meio-ambiente e tem a sociedade contra si;
proporciona valor para todos, mas o faz via corrupção a expensas da ética e/ou dos
direitos do consumidor.
Síntese desta segunda seção e conclusões
Foram aqui discutidas três típicas distorções comumente incorridas por empresas no
enfrentamento da complexidade inerente à gestão dos sistemas de produção e serviços
nos dias de hoje. Metaforicamente, foram conceituadas a “miopia gerencial”; a
“hipermetropia gerencial” e o “astigmatismo gerencial”. A figura 5 resume brevemente
esses três conceitos.
Figura 5: As doenças da visão global na gestão das operações de produção e serviços
1 A miopia Quando a gestão fica excessivamente concentrada nas reduções de custo
gerencial (que estão perto dos olhos) e acaba empobrecendo a oferta de valor aos
clientes (um aspecto que só reverterá em resultado mais à frente).
2 A hipermetropia Quando a gestão fica excessivamente concentrada nas oportunidades (de
gerencial curto prazo) e acaba não estruturando os processos e não retendo
aprendizado (para o longo prazo).
3 O astigmatismo Quando, em nome do resultado econômico ou comercial, são
gerencial desconsiderados aspectos como: a motivação dos colaboradores, o
sentido de parceria na relação com fornecedores, o respeito ao meio-
ambiente, a segurança do trabalho, o pagamento de obrigações sociais, o
respeito à ética empresarial e a utilidade social
Três filosofias de gestão de operações para lidar com a
complexidade
São tantas as armadilhas no dia a dia; tantas as chances de, no enfrentamento das
questões locais, perdermos a visão do todo que precisamos pensar: o que fazer para
lidar com a complexidade das operações e não perder o rumo?
Vejamos, a seguir, as três principais filosofias de gestão de operações que as empresas
industriais e de serviços têm procurado seguir nessa busca.
A Filosofia da Produção Enxuta
17
A gestão das operações com foco na integração (e a Gestão Integrada da
Rede de Suprimentos)7
O mundo está rápido e complexo? Estou perdendo a visão global e tudo parece
fragmentado? Como recuperar a percepção do todo e enfrentar a velocidade e a
complexidade? Ora, quem tem capacidade de velozmente processar uma extensa
massa de dados? Elementar, meu caro! O computador, é claro!
Sim, a tecnologia é uma óbvia resposta para o enfrentamento da aceleração do mundo. A
vida está corrida e afobada, não há tempo para nada e perde-se muitas horas em
deslocamento no trânsito e em aeroportos. Que tal ir ao shopping e comprar um celular
ou um tablet com acesso à internet e as redes sociais ou um notebook potente e leve,
que se possa portar por aí? Se o mundo corre, corro também eu, fazendo uso de meios
tecnológicos avançados.
A empresa comprou várias plantas, em diferentes lugares, cada uma faz vários produtos,
relaciona-se com diferentes clientes. Que tal comprar um sistema computacional
integrado e padronizar os processos de gestão? Colocar sensores nos equipamentos para
capturar seu desempenho em tempo real e acioná-los automaticamente? Etiquetar
produtos e materiais com “tags eletrônicos” inteligentes para que revelem sua localização
e se relacionem autonomamente com os recursos de produção sem intervenção humana?
Aproximar-se do cliente com sistemas inteligentes que armazenam informações sobre
seus hábitos de consumo e interesses, de forma a tentar adivinhar a sua necessidade? E,
porque não integrar estas várias informações em uma base de dados centralizada,
calculando-se perdas e ganhos, e disponibilizar no notebook que fica na mesa do
presidente da empresa o resultado global de todo o sistema atualizado, em tempo real?
Que tal (re)integrar os sistemas usando a tecnologia?
O sonho do sistema de produção robotizado e integrado pelo computador há muito povoa
o inconsciente da humanidade. Intuído nos livros e filmes de ficção científica ou
experimentado nas viagens interplanetárias não tripuladas, esse ambiente cibernético foi
aos poucos se infiltrando nas nossas vidas e, hoje, é de fato plausível pensar-se em
sistemas com grande grau de automatização operando no cotidiano de forma
semiautônoma.
No campo da gestão, esse imaginário de enfrentamento da complexidade via tecnologia é
fomentado pelas consultorias especializadas em sistema integrados de gestão8,
programas computacionais cujas rotinas orbitam em torno de uma base de dados central
que abrange, hoje, quase todas as operações da empresa.
7
Em inglês, Supply Chain Management.
8
No mundo os sistemas integrados de gestão mais difundidos são o SAP e o ORACLE. No Brasil merece
destaque entre outros a TOTUS que integrou as experiências bem sucedidas da MICROSIGA, RM, DATASUL e
LOGIX, dentre outros.
A Filosofia da Produção Enxuta
18
Figura 6: A cadeia de valor integrada pela tecnologia
Para além do cenário ilustrado na figura 69, tal abordagem evolui hoje a passos rápidos,
no caminho da integração, também, de toda a cadeia de valor, abrangendo
verticalmente as estruturas de suprimento, desde a fonte de matérias-primas até a
distribuição (o fornecedor do meu fornecedor e o cliente do meu cliente), e incluindo a
experiência do consumo pelo cliente final na ponta final da cadeia de valor e a logística
reversa de reciclagem até de volta a origem dela.
A gestão das operações com foco nas restrições (e a Teoria das Restrições10)
O mundo está rápido e complexo? Você sente-se perdendo a visão do todo? Que tal,
antes de sair automatizando tudo, entender melhor seus próprios processos? Separar o
importante do desimportante: o trigo do joio. Sim, se você não faz isso corre o risco de
integrar e acelerar processos ineficientes.
Suponha que para lidar com a complexidade no nível pessoal, em lugar de notebook e
celular, você resolvesse aplicar seu dinheiro em psicanálise. Resolvesse entender melhor
seus mecanismos mentais, seus comportamentos; optasse por concentrar-se em
descobrir as questões que lhe paralisam, lhe retêm; e como gerenciá-las, concentrando
seus esforços nas questões realmente críticas. Será que é mesmo tudo no entorno que
está complexo ou há algo segurando você? Algo que, se você compreendesse e
9
CRM – Consumer relationship management (gerenciamento do relacionamento com o consumidor).
CAD – Computer aided design (projeto do produto apoiado pelo computador).
CAM – Computer aided manufacuring (fabricação apoiada pelo computador).
CAPP – Computer aided process planning (planejamento da produção apoiado pelo computador).
RFID – Radio frequency identification (identificação eletrônica por rádio frequência).
DRP – Distribution requirement planning (planejamento das necessidades de distribuição).
ERP – Enterprise resource planning (planejamento dos recursos da empresa).
SCM – Supply chain management (gestão integrada da cadeia de suprimentos).
10
Em inglês Theory of Constraints.
A Filosofia da Produção Enxuta
19
gerenciasse melhor, desanuviaria e faria fluir melhor todas as suas demais questões e
relações.
No contexto corporativo também, frequentemente, há um ou poucos processos que
retêm todos os demais e limitam o faturamento. Nessas circunstâncias, é inócuo forçar
os recursos que antecedem estes “gargalo” no fluxo de produção, pois ele é uma
limitação mais forte e barra a fluidez do sistema. Pense: pouco importa quão grande
seja o diâmetro de uma garrafa, o fluxo de saída do líquido nela contido é limitado pelo
seu gargalo.
Para entendermos melhor, tomemos um exemplo corporativo fictício (mas como algumas
tintas bem reais). Suponha um grande sistema de produção e logística que de forma
integrada são executados três grandes processos: (i) a extração de um metal precioso no
interior de um país; (ii) o transporte do produto por linha férrea e (iii) a exportação
através de um porto no litoral. Onde está a riqueza?
Um leigo tenderá a dizer: a riqueza está na mina, claro! Mas, vamos supor que a
capacidade de produção da mina neste instante supera a capacidade de transporte da
linha de férrea, e que esta é, por seu turno, mais restrita que a capacidade de embarque
do porto. Nessa hipótese, quem limita a geração de riqueza do sistema é a estrada de
ferro, certo? Pois não é possível faturar nenhum real a mais que o referente ao minério
transportado na linha. Não é possível vender o minério se ele não for transportado até o
porto ! E pouco adianta uma grande capacidade de embarque no porto se não houver
minério para exportar.
Se a eficiência da mina aumentar e mais minério for extraído por hora, qual será o
impacto disso no resultado global? O que acontecerá com o material excedente que
porventura vier a ser disponibilizado pela mina para transporte, mas não tiver como ser
transportado imediatamente? Haverá faturamento adicional ou, muito ao revés, o que
haverá será o aumento das despesas operacionais para extrair o minério e para
armazená-lo até que chegue a sua vez de transporte?
No contexto da gestão de operações, este tipo de reflexão caracteriza a Teoria das
Restrições. Segundo essa abordagem, gargalos e não-gargalos têm papel distinto na
gestão e entender isso é o “fio da meada”. Com efeito, é o pleno aproveitamento da
capacidade do gargalo o que potencializa os resultados (o numerador da produtividade),
enquanto a gestão apropriada dos não-gargalos garante o fluxo de produção e contém as
despesas operacionais (o denominador da produtividade).
Nessa perspectiva, o segredo para o enfrentamento da complexidade das operações
está:
1. no entendimento da cadeia de valor e dos objetivos do negócio;
2. na identificação do “gargalo” de capacidade e/ou restrições críticas que limitam o
faturamento;
3. no aproveitamento pleno da capacidade limitante existente no recurso crítico;
4. na subordinação da operação dos “não-gargalos” ao ritmo de produção do “gargalo”,
focalizando a redução da despesa operacional global e a fluidez do sistema;
A Filosofia da Produção Enxuta
20
5. na elevação do limite de capacidade do gargalo (o que, provavelmente, levará ao
surgimento de um novo “gargalo” no sistema e, consequentemente, ao retorno ao
passo ii, recursivamente, até que no limite o “recurso crítico” passe a ser o mercado.
A figura 7 ilustra, resumidamente, a logística preconizada pela Teoria das Restrições,
assinalando que os recursos que antecedem ao gargalo de um sistema não devem
antecipar-se. Isto é, devem ser “puxados” pelo gargalo, enquanto os que o sucedem
podem ser “empurrados”, ou seja, acionados assim que o material oriundo do gargalo ali
chegue.
Figura 7: A cadeia de valor gerenciada de acordo com as suas restrições
A gestão das operações com base no fluxo e na simplificação (e o
Pensamento Enxuto11)
O mundo está rápido e complexo? Estou perdendo a visão do todo? Que tal, em lugar do
computador ou da psicanálise, rever nossas escolhas e tornar a vida mais simples?
Driblar os “Vs” da complexidade. Ora, se a complexidade vem da variedade e do volume
de coisas processadas no “continente”, porque não dividir o problema em pequenas
“ilhas”? Problemas menores, complexidade menor. “Small is beautiful!”, dizem com
propriedade os ingleses.
Haverá sempre quem argumente contrariamente: se particiono o problema, aí mesmo é
que perco a visão do todo e a lentidão se torna generalizada. Será mesmo? Bem,
depende. Depende de como você “divide o bolo”.
Analisando a figura 8, se o sistema é particionado departamentalmente ou
funcionalmente, talvez de fato a visão do objetivo final perca-se diante da busca de
eficiências locais (lembre-se do perigo da miopia gerencial !). Mas se por outro lado o
corte é longitudinal, no sentido cliente-fornecedor, as pontas da cadeia de valor tendem
a se aproximar viabilizando, quem sabe, um fluxo de valor contínuo e eficaz entre a
demanda e o suprimento. Se assim for, o particionamento traria coesão, não
fragmentação, e isso nos faria enxergar com mais clareza a conexão entre as ações
locais e seu impacto global, na entrega do valor ao cliente final.
11
Em inglês, Lean Thinking.
A Filosofia da Produção Enxuta
21
Pense, por exemplo, em células trabalhando em paralelo, cada qual focada e
integralmente dedicada a fazer uma quantidade limitada de produtos ou serviços
semelhantes. Enfatizando o fluxo, aproximam-se os elos da cadeia e diminui-se a
variabilidade e a vagarosidade da cadeia logística. Com efeito, se os sistemas são
menores e conectados pode-se trabalhar mais facilmente a confiança e a parceria entre
os elos da cadeia, evitando-se duplicação de esforços e controles com grande
simplificação da gestão.
Figura 8: Divisão por áreas funcionais ou por família de produtos
E é daí que decorre o “pulo do gato” da filosofia do pensamento enxuto: alcançando-se a
fluidez e com o problema de gestão simplificado, porque não delegar a gestão (ou pelo
menos alguns graus de planejamento e controle) para os próprios operadores que fazem
o produto ou o serviço?
Alguém dirá: ilusão! Nossa mão de obra é despreparada, não há como delegar o desafio
gerencial. E, ainda, na linha da contra-argumentação: o que precisamos é de gerentes
sagazes, capazes de liderar com competência o processo de solução de problemas. E
ademais, responsabilidade não se delega!
Claro que não se discute a importância da liderança na inovação e melhoria operacional,
mas a julgar por estatísticas comprovadas em sistemas de produção repetitiva, cerca de
80% dos problemas que acontecem, cotidianamente, e penalizam o resultado, são
problemas simples e têm soluções já conhecidas!
Será de fato que um adulto que gerencia sua própria vida, que providencia alimento,
residência e escola para os filhos não é capaz de resolver um pequeno problema cuja
solução já é conhecida? Será que a causa-raiz desse distanciamento é de fato ele, o
operador, ou sou eu, o gerente, que o confino num papel meramente operacional e
reativo? Será que não é mesmo possível motivá-lo para o processo de solução de
problemas? Será que não é possível organizar previamente planos de contingência e
A Filosofia da Produção Enxuta
22
treiná-lo para a execução desses planos quando pequenas questões ligadas ao seu posto
de trabalho porventura ocorrerem?
É verdade que responsabilidade não se delega, no entanto, é mérito e boa estratégia
para lidar com a complexidade dos dias de hoje delegar, aos colaboradores, parcelas da
autoridade que você, líder, detém sobre a solução dos problemas que afetam sua equipe.
Ou você acabará virando o “gargalo”!
Fica então para reflexão a pergunta-chave: é o colaborador mais simples de nossas
empresas que não está preparado para esse desafio ou é o nosso sistema de gestão que
não está? Se o colaborador que está diante de um problema no seu posto de trabalho,
estivesse motivado a resolvê-lo e tivesse ao alcance a informação sobre o plano de
contingência a implementar, será mesmo que ele não teria condição de participar do
processo de solução de problemas?
Tomemos um exemplo simples para pensar: um jogo de futebol! O time A, mais forte
tecnicamente, está pressionando o time B, mais fraco, há uma hora, sem fazer gols.
Domínio total, mas nada de gol.
Então, finalmente, um tento. Um a zero, passa a dizer o placar. De repente tudo muda.
O time B, inferiorizado no escore avança e inverte as posições, parte para cima. O time A
que estava com controle do jogo recua. É algo um tanto incrível, são os mesmos onze de
cada lado, o mesmo campo, a mesma bola. Mas, de repente, o jogo parece outro. O que
mudou? O placar! O time B, mesmo sendo mais fraco, sabe que agora está atrás do seu
objetivo, sabe o tempo que lhe resta, tenta recuperar o terreno perdido sem que
ninguém lhes sopre isso no ouvido. Instintivamente, os jogadores correm atrás do
prejuízo. Acontece todos os dias.
Pense nesse exemplo do futebol e reflita: se o operador de um posto de trabalho
soubesse sua meta de produção local, hora a hora; se coubesse a ele próprio
acompanhar o andamento do seu trabalho; se tivesse consciência do placar (realização
versus meta) e de sua capacidade de produção horária (a capacidade técnica máxima de
produção); será que este operador não reagiria, também, instintivamente quando se
visse em atraso – como faz o time que está perdendo?
E ainda: se, logo abaixo do placar, o chefe houvesse preparado e afixado ali um plano de
contingência do tipo “se” acontecer isso “então” faça aquilo “ou” alerte alguém, será que
o operador não estaria apto a transformar-se de fato no grande personagem da solução
rápida dos problemas que assolam o cotidiano, deixando assim de ser mera “mão de
obra” e tornando-se uma autêntica “cabeça pensante”?
Simplicidade, fluxo, delegação e melhoria contínua: pedras fundamentais da filosofia
LEAN, a filosofia da Produção Enxuta. Se você conseguir dividir o seu sistema complexo
em um arquipélago de “ilhas” simples, ágeis e semiautônomas, talvez você encontre uma
bela saída para se diferenciar no mercado competitivo dos dias de hoje. E lembre-se:
melhor do que resolver maravilhosamente um problema é não tê-lo12.
12
Uma descrição detalhada do Pensamento Lean é feita no capítulo 3
A Filosofia da Produção Enxuta
23
Síntese desta terceira seção e conclusões
Nesta seção apresentamos introdutoriamente aquelas que são, possivelmente, as três
abordagens de gestão de operações mais disseminadas na sociedade visando o
enfrentamento das questões trazidas pelo mundo contemporâneo. A figura 9 expõe os
pontos focais dessas três grandes filosofias de gestão aqui citadas.
Figura 9: As principais abordagens para enfrentamento da complexidade nos
sistemas de produção e serviços
Tecnologias de Proposição filosófica quanto à
Foco da
gestão que adotam complexidade na Gestão das
abordagem
este foco Operações
CIM (Computer Diante da complexidade, a visão global é
integrated resgatada com forte apoio da tecnologia de
A gestão com Manufacturing) informação e automação.
foco na As informações corporativas são
ERP (Enterprise
integração das consolidadas em uma base de dados
Resource Planning)
operações centralizada que se conecta
SCM (Supply Chain automaticamente com as plantas,
Management) supridores e clientes.
Diante da complexidade, o resultado global
é potencializado pela identificação e
aproveitamento máximo do gargalo do
A gestão com sistema.
ToC - Theory of
foco nas Constraints Os recursos não-gargalos têm sua gestão
restrições da subordinada ao ritmo de produção do
operação (Teoria das Restrições)
gargalo, evitando antecipações
desnecessárias de produção e procurando
garantir a fluidez do sistema ao longo da
cadeia de valor.
Diante da complexidade, agilidade e foco são
conquistados pela simplificação e eliminação
A gestão com de desperdícios e um amplo envolvimento das
foco na LEAN THINKING equipes de linha de frente com a solução de
simplificação e problemas.
(A filosofia da Produção
agilidade da Enxuta) A melhoria contínua dos processos é buscado
Operação por células de trabalho semi-autônonas
focadas e o fluxo de trabalho é direcioando
para a demanda em fluxo contínuo.
Os sistemas de “Produção e Serviços”
Nas fábricas, lojas, construções, restaurantes, eventos, escolas, hospitais, escritórios e
aeroportos, onde quer que formos nos dias de hoje, vamos nos deparar com situações de
Produção e Serviços. E o que as caracteriza?
Bem, quando pensamos num sistema de produção e serviços de pronto nos vêm a
cabeça dois personagens ! E junto com eles um enredo, um objetivo. O objetivo
poderia se dizer que, em sentido amplo, é atender uma necessidade ou agregar valor
A Filosofia da Produção Enxuta
24
para alguém. Esse é o real significado da palavra Produção nos dias de hoje, como
ressalta a figura 10.
Figura 10: O conceito atual de produção que abarca além da produção de bens
também a prestação de serviços
PRODUÇÃO
Conceito Tradicional:
É a atividade pela qual os recursos,
fluindo dentro de um sistema definido,
são reunidos e transformados de uma forma
controlada, a fim de agregar valor de acordo com
os objetivos empresariais.
Conceito Atual:
Gerar ou aumentar a UTILIDADE ou VALOR
de um bem ou serviço
TRABALHO nem sempre leva a PRODUÇÃO !
?
TRABALHO PRODUÇÃO
Já os dois “personagens” necessários para que a “peça da produção” se passe no
“cenário produtivo” são: o que deseja ter satisfeita a sua necessidade e o que se decide
a tentar satisfazê-la. Em outras palavras: o cliente e o Produtor do bem ou Prestador do
serviço.
Para atender as necessidades do cliente o Produtor/Prestador usa recursos e processa
coisas de forma a configurar a entrega desejada pelo Cliente. E que coisas são essas que
são processadas?
A resposta mais imediata a essa pergunta que tende a vir a nossa mente são os
materiais, insumos, coisas assim. Talvez porque lá atrás no tempo o imaginário da
Revolução Industrial tenha deixado gravado no nosso inconsciente a associação entre
produção e transformação de materiais. Isso de fato se revela no conceito
tradicionalmente atribuído ao termo “Produção”, muito referido aos setores primário e o
secundário da economia como é descrito também na figura 10. Mas repare que hoje, de
algum modo, participamos de inúmeros sistemas que não processam exatamente
materiais.
Você dá a um contador, por exemplo, uma série de comprovantes de débito e crédito. Ele
processa estes dados e lhe devolve um balancete, a consolidação em um resultado
financeiro. A um arquiteto você descreve qualitativamente o que quer e ele traduz em
desenhos, projetos. A um advogado você passa argumentos, sua visão dos fatos e ele
com base nas leis prepara sua linha de defesa ou de acusação.
A Filosofia da Produção Enxuta
25
Escritórios de contabilidade, arquitetura ou advocacia são sistemas de produção. Têm
Prestador de serviço e Cliente e querem satisfazer uma necessidade de alguém ou
agregar um valor, mas, basicamente, o que estes sistemas transformam são
informações.
E há, ainda, além de materiais e de informações, um terceiro elemento que é
“transformado” no mundo de hoje. Pense bem: é claro que em uma escola todo dia
processam-se materiais na hora de se preparar a merenda dos alunos. É certo também
que informações são pedagogicamente organizadas para o ensino. Porém, com outro
olhar, talvez mais significante para o caso, vemos que há ali crianças se transformando
pela experiência e conhecimento. Em um colégio o principal recurso processado são as
pessoas, os próprios clientes do sistema de produção. O mesmo ocorre em um parque
de diversões temático, em um salão de beleza, em um consultório médico e em uma
miríade de outros sistemas de produção e serviços.
Materiais, informações e pessoas! De algum modo todos os sistemas de produção e
serviços processam um, ou um mix, destes recursos para tentar proporcionar a utilidade
ou valor pretendido pelos clientes. Mas como se dá este processamento? Quantos
diferentes Tipos de Processamento de produção e serviço há no mundo atualmente?
Uma categorização abrangente para os sistemas de produção e serviços
Nigel Slack [1], pesquisador inglês, que organizou com clareza esta discussão, propõe
um modelo simples que abrange os diversos tipos de produção e serviços. Considera-se
que são quatro os tipos de processamento ou OPERAÇÕES presentes no mundo
contemporâneo:
1. Transformação de itens em outros de maior valor;
2. Comercialização deles;
3. Distribuição entre pontos de suprimento, produção e venda ou consumo, e;
4. Armazenagem de itens e valores para posterior distribuição e venda.
Na operação de transformação o produtor ou prestador do serviço arregimenta os
materiais e elementos necessários e, lançando mão de recursos como máquinas e
pessoas, conhecimentos e tecnologias, agrega utilidade e valor a esses insumos
compondo a cesta de bens e serviços, o pacote de valor desejado pelo Cliente.
Observe-se que a característica do processo de transformação é a alteração no estado
dos elementos processados pelo sistema. Assim, por exemplo, nos sistemas de
siderurgia, o ferro gusa vira aço, na eletroeletrônica diferentes itens são reunidos e uma
vez montados transformam-se em um aparelho de áudio ou vídeo, no salão de beleza o
cabelo comprido fica curto, no parque temático a criança que chegou triste sai feliz, o
consultor dá ao dado extraído da realidade sistematização e valor.
Já a operação de comercialização é típica dos sistemas de atacado e varejo. Nessa
situação nenhuma característica física ou química do elemento processado é alterada (ou
pelo menos não se espera que seja). O que se altera na loja é a propriedade sobre o
A Filosofia da Produção Enxuta
26
bem. O comerciante recebe um pagamento e transfere a propriedade do bem para o
comprador.
Por seu turno, a operação de distribuição trata da mudança do local onde está o bem.
Porém, não apenas as características que determinam o estado do bem devem ser
preservadas, como também agora a propriedade do mesmo é mantido.
Por fim, a operação de armazenagem é o processo que zela por conservar intactas as
características do bem, seu local e propriedade.
A figura 11 apresenta uma matriz de Tipos de Operação por Elemento Processado
exemplificando como, praticamente, todos os sistemas de produção e serviços dos dias
de hoje que de algum modo podem ser nela representados.
Figura 11: Mapa geral dos sistemas de produção categorizados pelo posicionamento na matriz
“Itens processados x Tipo de operação dominante”
TIPO DE ITENS PROCESSADOS
OPERAÇÃO MATERIAIS INFORMAÇÕES CONSUMIDORES
•Cabeleireiro
•Operações de Manu‐ •Contador •Cirurgião Plástico
PSICOLÓGICA
FISIOLÓGICA
FÍSICA
fatura •Banco •Clínica / Hospital
TRANSFORMAÇÃO •Mineração •Teatro / Cinema
•Analista / Consultor •Restaurante
•Refeições Industriais
•Centro de Pesquisa •Parque Temático
•Cemitério •Escolas / Cursos
•Arquiteto
•“Motel”
•Serviço Postais •Transporte Aéreo
•Frete •Serviço de Notícias / •Navio
DISTRIBUIÇÃO •Embarque de “Containers” Reuters •Trem
•Distribuidora de Gás / •Taxi
Eletricidade •Telecomunicações
•Metrô
•Depósito •Biblioteca •Hotel
ARMAZENAMENTO •Armazém do Cais do •Berçário
Porto •Norma Técnica
•Aeroporto •Banco de Dados •Sala de Espera (VIP)
•“Head‐Hunter”
•Operações de Varejo •Empresário de esportista
VENDA •Pesquisa / Marketing. profissional
•“Agiota” •Detetive Particular •Agenciador de artistas
•“Paparazzi”
Observe-se que seguramente muitos dos exemplos dados poderiam ser também
representados em outros quadrantes, pois dentro de um mesmo sistema tendem a
conviver diferentes tipos de operação e diversos elementos sendo processados. A
exemplificação baseou-se no que a nós parece ser o processo dominante em cada
situação. Pense no processamento dominante no seu sistema ou num sistema de
produção e/ou serviços que você conheça bem. Faça um exercício: tente classificá-lo na
tabela.
A Filosofia da Produção Enxuta
27
Operação, processo, sistema, cadeia de suprimentos, cadeia de valor,
rede
O que é uma operação? É um dos elementos básicos de um sistema que almeja alcançar
um objetivo.
A operação está para um sistema assim como o átomo está para a substância, um gene
para um ser vivo.
O que é um processo? É uma sequência de operações interligadas, onde a “saída” de um
consiste na “entrada” de outro, de modo a viabilizar que se alcance o objetivo a que se
propõe o sistema. É o que ilustra a figura 12.
Figura 12: Um processo integra operações para realizar um objetivo
Entrada OP OP OP Objetivo / Resultado
Inicial 1 2 n Parcial / Final
O que é um sistema? É um conjunto de processos integrados para o alcance de um
objetivo comum ou objetivos complementares. A figura 13 ilustra o conceito.
Figura 13: Um sistema integra processos para realizar um objetivo
Entrada OP OP OP Objetivo / Resultado
Inicial 1 2 n Parcial / Final
Entrada OP OP OP Objetivo / Resultado
Inicial 1 2 n Parcial / Final
Entrada OP OP OP Objetivo / Resultado
Inicial 1 2 n Parcial / Final
A Filosofia da Produção Enxuta
28
A TERCEIRA REVOLUÇÃO INDUSTRIAL
Chris Anderson [2] é um autor americano que se notabiliza por refletir sobre o
presente para imaginar possibilidades de futuro. Refletindo sobre o impacto da
evolução tecnológica atual, ele e outros futurólogos consideram que a conjugação
de inventos como impressoras 3D, drones e células de energia solar, por
exemplo, nos levarão a um novo patamar na civilização. Para ele estamos diante
de uma nova revolução industrial.
Com efeito, assim como a máquina a vapor e o carvão viabilizaram o
industrialização, as estradas de ferro e as grandes frotas navais e, num segundo
momento, o petróleo e a eletricidade, tornaram possível o motor de combustão
interna, a locomoção por carro e a comunicação pelo rádio e televisão, agora
estaríamos entrando num novo período da história dominado por células de
energia com captação solar e baterias de longa duração, conexão digital de alta
qualidade em todo canto e automação inteligente.
Um fato subjacente a esse cenário seria a paulatina substituição dos grandes
sistemas centralizados de energia, comunicação e produção por novos arranjos
produtivos baseados em redes de energia e internet, descentralização,
cooperação e partilha.
Tomemos os sistemas de Produção e Serviços em que, como vimos, predominam
as operações de transformação, distribuição, venda e armazenagem. Na lógica
atual de mercados globais, a tendência é de concentração de capitais pois o
acesso a fronteira da inovação tecnológica depende de altos investimentos. As
economias de escala são fundamentais para garantir a rentabilidade dos grandes
atores da economia global.
Esse mundo da concentração pode entretanto vir de fato a ser desmantelado se:
(i) a fabricação de bens materiais por indivíduos passa a ser possível com
impressoras 3D que materializam objetos em suas casas a partir de projetos
próprios ou de terceiros comercializados diretamente por via digital; (ii) a
distribuição de itens individuais passa a ser possível através de veículos aéreos
não tripulados como os drones que, pelo menos em tese, permitem a entrega
entre as janelas do apartamento do produtor e do consumidor; (iii) o controle da
posição física dos bens passa a ser informado por eles mesmos via tags
eletrônicos e rádio frequência, (iv) a venda pode ser feita por e-commerce
diretamente entre os interessados, além da (v) consultoria, apoio técnico e
treinamento que também podem ser disponibilizados via Educação á distância.
A desconcentração dos meios de produção pode estar a caminho e,
consequentemente as economias de escala que definem relações de poder entre
empresas e mesmo entre nações estaria em questão. As tecnologias de produto
e processo se alterarão vertiginosamente daqui para frente num ritmo de
inovação quase imprevisível.
Será um cenário desafiador para todos nós. Queremos crer entretanto que os
elementos básicos de um sistema de produção e serviços, ofertante de valor e
cliente e os critérios de produtividade e qualidade, permanecerão existindo e
quanto mais contundente for esse cenário de grande oferta e variedade
tecnológica, mais a competência na gestão das operações haverá de tornar-se
um extraordinário diferencial competitivo.
A Filosofia da Produção Enxuta
29
O que é uma cadeia de suprimentos ? É um sistema de maior dimensão, formado por
um conjunto de sistemas menores que atual de forma integrada, onde a “saída” de um
consiste na “entrada” de outro, de modo a viabilizar que se alcance o objetivo maior da
cadeia de suprimentos como um todo. Observe que entre as fontes primárias de
material e o cliente final todos os elos desempenham simultaneamente um papel como
cliente do elo anterior mas também como supridor do próximo elo, por isso o nome
genérico “cadeia de suprimentos”.
Cadeia de valor é uma cadeia de suprimentos em que a entrega de cada elo para o
próximo não se restringe ao suprimento de materiais mas inclui uma cesta de valor que
pode ser composto de itens tangíveis e intangíveis.
Rede de suprimentos é uma expressão que vem sendo mais e mais utilizada atualmente
em função dos múltiplos arranjos que tornam-se cada dia mais frequentes e incluem, por
exemplo, a colaboração de elos concorrentes e fluxos reversos ao longo da cadeia.
A gestão do chão-de-fábrica, dos serviços e dos processos de consumo
Não há como negar que a maioria do conhecimento e práticas de administração de
operações tem berço na indústria. Desde os primórdios da revolução industrial foi no
chão-de-fábrica que se desenvolveram os primeiros estudos da administração científica.
O foco era o trabalho em si, o estudo dos movimentos e tempos, a padronização e a
divisão de tarefas.
A transformação da sociedade nas últimas décadas, entretanto, trouxe para o centro das
discussões, os Serviços, que cada vez mais passaram a ser valorizados como uma oferta
de valor em si ou como uma componente que se soma a itens tangíveis valorizando-os
numa cesta de valor mista a ser ofertada ao cliente.
A pesquisa sobre qualidade e produtividade em serviços entrou na ordem do dia e
evidentemente valeu-se do aprendizado gerado nas fábricas de todo o mundo ao longo
do século XX. Há muitos pontos em comum e, por consequência, muitas das aplicações
em serviços são replicações ou adaptações de práticas industriais. Mas é claro que
quando as operações do sistema transformam informações ou os próprios clientes, ou
referem-se à processos de armazenagem, distribuição e venda, surgem questões
específicas que colocam desafios novos para a gestão de operações. São temas que
estão em ebulição e há muita oportunidade de pesquisa e inovação ainda a se
desenvolver nesta área. Talvez seja você a pessoa que vai trazer novos e decisivos
“insights” a essas discussões.
Por exemplo, um campo de pesquisa claro e instigante, mas ainda pouco explorado diz
respeito aos processos de consumo em si, a chamada “Engenharia do Consumo”. Trata-
se de tomar a perspectiva do cliente em lugar do olhar do provedor e pensar o fluxo de
valor na perspectiva do consumidor. Em muitas situações, ao fazermos o mapeamento
dos tempos despendidos no processo de consumo com esta perspectiva, somos
A Filosofia da Produção Enxuta
30
surpreendidos (e ficamos decepcionados) pela constatação de que usualmente colocamos
grande esforço na otimização da produção dos bens mas somos desatentos aos tempos
que decorrem depois disso, entre o cliente querer o produto e de fato obtê-lo em
condições de pleno uso.
Você que trabalha num banco, que gerencia um restaurante, um posto de gasolina, uma
clínica, uma loja, um armazém, uma frota, ou você que colabora numa fábrica ou na
agroindústria, você tem um papel nesta discussão: o de criador, o de alguém que
analisa os “remédios” existentes, compõe o diagnóstico e depois propõe os
medicamentos mais adequados para aquele paciente singular, que é o seu sistema de
produção!
Veja: ninguém hoje oferta apenas bens ou só serviços! Em quase todos os sistemas
compõe-se uma cesta de valor para comercialização que inclui tanto bens quanto
serviços. Há infinitas possibilidades de compor essa “cesta” e infinitas formas de
administrá-las. É claro que dependendo da circunstância a balança pesa mais para um
lado ou para outro, mas é importante entendermos que a satisfação do consumidor não
se esgota na fabricação do produto em si mas passa pela nossa competência no
gerenciamento de todo a cadeia de suprimentos, incluindo a armazenagem, distribuição
venda no varejo e pós-venda (talvez mesmo a reciclagem).
É com esta perspectiva ampla que desenvolveremos as discussões deste texto.
Analisaremos em detalhe as principais tecnologias de gestão. No anexo você encontrará
uma reflexão sobre como os “gens” dos sistemas de produção e serviços (os gens dos
“pacientes”) afetam a escolha da tecnologia de gestão mais apropriada (os “remédios”).
Ficará com você o desafio de compor inovadoramente a solução mista que melhor pode
se adequar e transformar positivamente a sua realidade.
Síntese desta quarta seção e conclusões
Neste texto foi apresentada uma primeira categorização dos diferentes sistemas de
produção e serviços. Foi assinalada a existência de semelhanças e diferenças entre a
produção e serviços. Especificamente mostrou-se que sistemas de produção e serviços
utilizam ambos recursos de produção para prover uma oferta de valor e utilidade para os
seus clientes (e demais stakeholders), oferta esta que cada vez mais é formada por um
composto de itens tangíveis e intangíveis.
Embora os setores primário e secundário da economia operem com itens de natureza
tangível e os sistemas de serviço numa primeira aproximação tendam a se relacionar
com aspectos mais intangíveis a diversidade de situações é muito grande. As figuras 14
e 15 resumem as discussões apresentadas nesta seção.
A Filosofia da Produção Enxuta
31
Figura 14: O sistema e os tipos das operações de produção e serviços
Operadores / Processadores contribuem para o OBJETIVO
• materiais (hardware)
• métodos (software)
• Recursos • pessoas (humanware)
• dinheiro (moneyware)
Operados / Processados foco do OBJETIVO
Entrada OPERAÇÃO Saída
• Recursos
• Tipos
Pacote de valor
Materiais
Materiais Pessoas
Pessoas Controle Informação
Informação Dinheiro
Dinheiro
• Transformação - muda o atributo > Impressora 3D
Impactantes
Tecnologias
• Venda - muda a posse > Internet
• Tipos
• Transporte - muda o local > Drones
• Armazenamento- não muda o atributo,
> RFID / “Cloud”
a posse e o local
Figura 15: As operações de produção e serviços e os stakeholders
OPERAÇÕES CADEIA PRODUTOS
em geram e
disponibilizam
que são
BENS e/ou SERVIÇOS
(tangíveis) (intangíveis)
compõem
PACOTES DE VALOR
“STAKEHOLDERS” percebidos pelos
(as partes interessadas)
OS QUE ATUAM
NA OPERAÇÃO quem são?
OS DETERMINANTES!
Clientes, Acionistas,
Colaboradores Internos (Funcionários),
Colaboradores Externos (Fornecedores),
Governo e Sociedade
OS QUE LEGITIMAM A OPERAÇÃO
A Filosofia da Produção Enxuta
32
O sistema de produção e serviços como fonte de vantagens competitivas
Como na fábula da "Galinha dos Ovos de Ouro" – onde o dono mata a ave que lhe traz
riqueza para retirar o ouro que supunha existir em sua barriga – muitas vezes, na vida
real, a ânsia de maximizar resultados deixa de lado alguns dos aspectos mais estruturais
das questões.
No contexto da gestão empresarial, por exemplo, é comum o foco das atenções
gerenciais deslocar-se da essência do processo produtivo para a resposta à urgências de
natureza comercial e financeira. Não há, porém, como ilustra a fábula, processo de
geração de riqueza, fora do chão-de-fábrica13, que seja sustentável ao longo do tempo.
Uma boa estratégia de marketing não será capaz de garantir o sucesso estável de uma
empresa no mercado se não estiver sintonizada com as forças e limitações do sistema
produtivo existente. Do mesmo modo, aplicações especulativas de alta rentabilidade
podem aumentar a lucratividade de uma empresa em certo momento, mas não
necessariamente garantem a sua posição competitiva no tempo.
O lugar onde de fato ocorre a geração de valor, na sua dimensão primária e essencial, é
a fabricação, venda, distribuição ou armazenagem de bens e serviços no mercado. E por
mais adversas que sejam as condições macroeconômicas ou por mais sedutoras que
sejam as oportunidades de curtíssimo prazo, é gerenciando o chão-de-fábrica com uma
visão estratégica que se encontram alguns dos elementos mais decisivos para a
competitividade no mundo de hoje.
De fato, a partir dessa constatação muitas empresas líderes em seu ramo de negócio têm
reformulado e concebido estratégias bem sucedidas de competitividade que valoram as
Operações como fonte de vantagens competitivas. Chama atenção, por exemplo, o caso
das firmas japonesas, chinesas e coreanas que penetraram em mercados já existentes
com produtos melhores e mais baratos, alcançando esses resultados, fundamentalmente,
a partir do uso de modernas tecnologias de gestão de chão-de-fábrica.
O papel estratégico do chão-de-fábrica
Por razões quase opostas, as operações de produção reassumem hoje, em todo o
mundo, relevância semelhante à que desfrutaram no período que se seguiu à Revolução
Industrial. Naquela época, as preocupações gerenciais focavam, prioritariamente, os
processos fabris como decorrência do fato de que os mercados estavam incipientemente
13
Chão-de-fábrica (shop-floor, em inglês, gemba, em japonês) é usado aqui como uma metáfora para o “lugar
onde as coisas acontecem”, onde o processo de agregação de valor de fato se dá. Na fábrica, o posto de
trabalho; no salão, a cadeira do cabeleireiro; na escola, a sala de aula. Em todo o texto, a menos que frisado o
contrário, usaremos sempre o termo “chão-de-fábrica” tomado assim nessa perspectiva ampla incluindo os
sistemas de serviços.
A Filosofia da Produção Enxuta
33
explorados e a capacidade de produção era ainda muita restrita. Praticamente tudo o que
se fabricava, vendia-se14.
Desde então muita coisa mudou ! Terry Hill [3], pesquisador inglês, que está entre os
pioneiros da “Estratégia de Manufatura” (em inglês, Manufacturing Strategy), registra o
que se passou em seguida. Em meados do século XX, a busca de novos mercados e a
disputa dentro dos já existentes trouxe ao centro da cena empresarial as funções de
Marketing, como consequência da relação demanda/capacidade que se tornava mais
exigente. Em muitos casos, os diretores de Marketing vieram a se tornar os diretores das
empresas e a tomada de decisão estratégica passou a se vincular diretamente a essa
função.
O momento seguinte, já na década de 70, foi marcado pela ascensão da função de
Finanças ao centro das decisões, como decorrência das recessões mundiais e da crise
energética.
Paradoxalmente, após ter ficado durante tantos anos relegada a um papel apenas
reativo, desde a segunda metade do século passado, e particularmente nas duas últimas
décadas quando a competição nos mercados mundiais tornou-se mais acirrada, a função
Produção voltou a ser paulatinamente recolocada na ordem do dia.
Diferentemente dos primórdios da Revolução Industrial, porém, o que está em jogo
agora no século XXI não é mais simplesmente o aumento dos volumes de produção para
atender mercados “compradores”. Nesse novo tempo, de mercados globais e
ultracompetitivos, a definição de que preços cobrar, que prazos prometer e com qual
qualidade fabricar foge ao controle puro e simples do fabricante e torna-se um fato
externo ao sistema, especificado pelos clientes no mercado.
Em decorrência, a gestão da produção passa a conjugar preocupações tradicionais
ligadas à eficiência do processo e à redução de custos com aspectos mais diretamente
relacionados à eficácia e satisfação dos clientes, tais como: qualidade do produto,
rapidez, versatilidade, cumprimento de prazos, dentre outros.
No nível corporativo, a correspondência desses fatos é a reintegração da função de
Produção no processo de definição das estratégias corporativas. Trata-se de um
fenômeno observado nas grandes empresas de todo o mundo.
No Brasil, essa mudança de atitude ganhou força a partir da década de 1990 com a
abertura da economia e a consequente necessidade de competir em mercados regulados
pela lógica e padrão internacional. Passadas já quase três décadas, em alguns
segmentos produtivos, como os sistemas baseados em Serviços, e especialmente no
contexto da pequena e média empresa, o “chão-de-fábrica” encontra-se frequentemente
14
Sobre esse cenário e o domínio da função Produção no contexto estratégico das corporações do início do
século XX é emblemática a famosa frase de Ford que dizia: “faço qualquer carro desde seja o modelo T”.
Entenda-se: modelo “T” era o modelo fabricado pela Ford e o mercado era tão comprador que se alguém não
quisesse comprá-lo outro alguém o faria. O desafio de FORD era um desafio típico de Operações naquele
momento: fazer muito com os escassos recursos que tinha em mãos. Não a toa Henri Ford, cuja atuação
marcou aquela época, era um homem de fábrica.
A Filosofia da Produção Enxuta
34
ainda relegado a um papel secundário, apenas reativo, respondendo como pode a
políticas corporativas definidas, em geral, sem a sua participação efetiva.
É uma constatação surpreendente, pois são muitas as evidências que sugerem que a
performance competitiva de uma empresa, em especial no que se refere aos fatores
relacionados à qualidade, pontualidade, rapidez, preço e flexibilidade, é diretamente
afetada pelas decisões e escolhas relacionadas aos sistemas de gestão da produção. De
fato, no ambiente de competição acirrado que estamos vivendo o conteúdo estratégico
das decisões de curto prazo não pode de fato ser negligenciado.
A questão-chave que precisa ser respondida aqui é portanto: em que medida o sistema
de gestão reforça ou enfraquece a posição competitiva de sua empresa? E, tendo por
base, as estratégias definidas e as oportunidades de mercado existentes, como dever
estruturada a gestão das operações?
Com efeito, cada uma das diversas partes ou módulos de um sistema de planejamento e
controle e execução das operações (gestão do fluxo, da capacidade, de materiais, de
atividades, de pessoas, parcerias e fornecedores, dentre outros pontos de decisão)
precisa ser avaliado e projetado tendo em mente as necessidades estratégicas e
operacionais da estrutura de produção em questão.
Fatores de Competitividade e estratégias competitivas
Pensar a produção de forma estratégica é procurar entender como o chão-de-fábrica
pode contribuir para o sucesso da empresa no mercado. Trata-se de examinar o
funcionamento e as características do ambiente em que a empresa compete para então
decidir, de forma coordenada e consistente, quais processos, procedimentos e métodos
de gestão são capazes de prover vantagens competitivas nos fatores que efetivamente
decidem a obtenção de um pedido de cliente.
O ponto de partida para essa análise é o mercado. Entender os critérios que levam um
cliente típico a escolher uma marca em lugar de outra ou a encomendar um serviço a um
fornecedor em detrimento de outros. Sem pretender fazer uma análise exaustiva do
assunto, a figura 16 enumera uma série de razões que influenciam essa decisão.
Observe que dependendo do negócio em questão, a forma como cada um dos fatores de
competitividade influi na decisão de compra do cliente é diferenciada. Há mercados onde
o baixo preço tende a ser o fator decisivo como, por exemplo, na comercialização de
bens de consumo popular. Já em outras situações, como na produção de automóveis de
luxo, por exemplo, o preço é relativamente menos importante e a qualidade intrínseca do
produto ganha força como um aspecto decisivo no comportamento do cliente.
Para estruturar essa reflexão, há duas categorias de análise, quais sejam:
a. o grau de influência que o fator desempenha na efetiva obtenção de encomendas no
mercado, e;
A Filosofia da Produção Enxuta
35
b. a contribuição do fator na qualificação da empresa para participar do processo de
concorrência.
Distinguem-se assim, para cada negócio e/ou público-alvo, fatores de competitividade
que são ganhadores e fatores que são apenas qualificadores.
Figura 16: Fatores que afetam a escolha de um produto (ponto de vista do consumidor)
Um exemplo bem simples: em uma concorrência entre duas lojas de “fast-food” com
produtos similares, se o público-alvo é o profissional liberal que deseja fazer um lanche
rápido na hora de almoço, a presteza do atendimento tende a ser mais decisiva do que
pequenas variações no preço e na própria qualidade do sanduiche para efeito da escolha
feita pelo cliente. Saliente-se que se o pão é ruim ou o preço do sanduiche é o mesmo de
um jantar sofisticado, a loja nem será lembrada quando o cliente decidir fazer seu
lanche. Isto é, o preço e a qualidade qualificam a loja para a concorrência contudo, é o
tempo de atendimento que, provavelmente, determinará a escolha final, nesse caso, a
rapidez de entrega atua como o fator ganhador.
O mesmo exemplo pode resultar em uma análise totalmente diversa se o público-alvo, ao
invés de executivos com pressa, é composto de assalariados de baixa renda. Nessa
hipótese, a tendência é que o preço do sanduiche passe a ser decisivo deixando a rapidez
da entrega relegada a um papel ainda importante, mas apenas qualificador.
Identificados quais são os fatores “ganhadores” e “qualificadores”, dois caminhos são
usualmente mencionados na definição de uma estratégia de competição.
O primeiro deles dá conta de uma abordagem omnidirecional, isto é, a empresa tenta
superar seus concorrentes em todos, ou quase todos, os fatores de competitividade
relevantes, simultaneamente (e.g. preço, qualidade, rapidez de entrega, pontualidade e
flexibilidade).
Em contraste, a segunda estratégia é selecionar um, ou alguns, dos principais fatores
“ganhadores de pedidos” e focar as atenções gerenciais nesses objetivos, buscando
A Filosofia da Produção Enxuta
36
estabelecer uma diferenciação positiva em relação aos competidores, ainda que se
situando em posição ligeiramente inferior (mas não desclassificante) à concorrência nos
demais fatores qualificadores.
A justificativa da estratégia focada é que, diante do acirramento da competição e da
velocidade de inovação nos mercados atuais, dificilmente uma empresa poderá alcançar
e sustentar uma posição de “excelência” em todos os fatores de competitividade, ao
mesmo tempo.
Nessas circunstâncias, a estratégia onmidirecional é mais típica de empresas líderes que
precisam se salvaguardar de ameças trazidas por diferentes concorrentes. Já a
estratégia focada é, possivelmente, a melhor forma de alavancar a posição competitiva
de uma empresa que luta por ampliar a fatia de mercado que ocupa. Trata-se de uma
abordagem ofensiva que visa persuadir clientes que usam produtos de outros fabricantes
a refazer suas opções em favor dos produtos da empresa em questão. Para alterar o
comportamento desses consumidores é necessário alcançar graus nítidos de
diferenciação em pelo menos algum dos fatores que são decisivos na sua atitude em
relação à compra do bem ou serviço considerado.
Vantagens competitivas geradas pelos sistemas de produção e serviços
As análises feitas até aqui referem-se não apenas à produção, mas à empresa como um
todo. Com efeito, observando-se a natureza dos fatores de competitividade, citados na
figura 16, constata-se que a obtenção de uma diferenciação positiva nesses fatores é
fruto não do desempenho de um setor isolado da empresa, mas sim do esforço conjunto
e integrado de suas várias funções (e.g. marketing, finanças, produção, dentre outras).
Figura 17: Matriz para discussão de uma estratégia competitiva integrada
Funções P&D Produção Marketing Finanças Pessoal Outros
Fatores de
Competitividade
Qualidade do produto
Linha de Produtos
Preços
Rapidez de entrega
Pontualidade
Serviço pós-venda
---
---
---
Conveniência da compra
Condições de pagamento
Desempenho do vendedor
Flexibilidade
Imagem social da empresa
A Filosofia da Produção Enxuta
37
A figura 17 apresenta um quadro que serve como referência para a reflexão sobre a
contribuição que cada área funcional tem a dar na melhoria de performance dos vários
elementos de competitividade. Dois aspectos devem ser notados:
1. as linhas da matriz contêm os fatores identificados como relevantes para o
negócio em questão;
2. nem todos os fatores relevantes são igualmente “potencializáveis” pelas várias
funções da empresa.
Por exemplo, tomando-se para análise a função Produção e analisando objetivos como
baixo preço e qualidade do produto, pode-se supor que a contribuição dessa função para
a performance global da empresa é, diante desses objetivos, clara e decisiva.
Já no que toca aos fatores como o serviço pós-venda, a conveniência de compra e a
imagem social da empresa, o papel estratégico da produção tende a ser mais de suporte,
podendo ser comparativamente pouco significativo quando o critério de decisão dos
clientes está relacionado por exemplo às condições de pagamento, atuação dos
vendedores e o sistema em questão é uma fábrica15.
A MATRIZ DE COMPETITIVIDADE
Uma forma de usar essa matriz: debata com sua equipe qual a percepção que
têm em relação aos fatores que diferenciam a oferta de valor de sua empresa
daquela feita pelos concorrentes. Determine assim as linhas da matriz. Inclua
também linhas para fatores que hoje não são decisivos mas talvez devessem
ser.
Agora capture a percepção sobre como cada função da empresa está
alavancando o fator. Pode-se atribuir por exemplo valores para cada célula,
designando-se o nível de importância da contribuição.
Num primeiro momento pense o sistema como ele é. Em seguida pense como o
sistema deveria ser numa situação ideal. Comparando os graus atribuídos a
cada célula em cada um dos dois cenários identifique os “gaps” e estabeleça a
partir daí seu plano de ação para potencializar seus diferenciais competitivos.
Com este modelo de análise em perspectiva - e assumindo o ponto de vista do cliente
como critério de avaliação - cinco são os fatores largamente reconhecidos na literatura
como “as vantagens competitivas diretamente potencializáveis pela produção”. São eles:
o preço (baixo custo);
Observe que se o sistema se em análise fosse uma loja a categorização seria outra pois
15
certamente nessa circunstância a atuação dos vendedores seria totalmente relevante.
A Filosofia da Produção Enxuta
38
a qualidade intrínseca do produto ou serviço;
a rapidez de entrega;
a confiabilidade (a capacidade de ser confiável, ser pontual), e;
a flexibilidade.
Com respeito à flexibilidade deve-se ressaltar que o conceito pode ser desdobrado em
várias categorias distintas, quais sejam::
i. a flexibilidade de produto, que trata da capacidade de introduzir novos produtos
ou de modificar aqueles em produção;
ii. a flexibilidade de “mix”, que se refere a capacidade de mudar a variedade de
coisas que está sendo produzida em um determinado período;
iii. a flexibilidade de volume, relacionada à alteração do nível agregado de produção,
e;
iv. a flexibilidade de entrega, cuja ideia está associada à capacidade de refazer os
planos para acomodar novas prioridades ou datas de entrega.
Henrique Correa [4], autor brasileiro com várias publicações no campo da Gestão de
Operações, acrescenta ainda para cada tipo de flexibilidade duas dimensões de análise,
a saber:
i. velocidade de mudança, que descreve o quão rápido a empresa é capaz de mudar
o que é feito, e;
ii. amplitude da mudança, que descreve a magnitude da alteração
Estratégia de “Produção e Serviços”
Identificadas no mercado as prioridades competitivas que devem ser priorizadas pelo
chão-de-fábrica para desenvolver a posição competitiva da empresa, a definição de uma
Estratégia de Produção pode ser entendida como um “roteiro” estruturado de decisões
que são tomadas com o propósito de direcionar a atividade do chão-de-fábrica para a
performance que se deseja alcançar.
Com efeito, há uma série de decisões e escolhas de longo, médio e curto prazo, relativas
ao sistema de produção, que afetam diretamente a posição competitiva da empresa no
mercado. São questões que vão desde a localização das instalações, identificação da
tecnologia do processo mais adequada e do arranjo físico dos recursos, passam pela
filosofia de acionamento da produção, pela definição da política de recursos humanos e
dos sistemas de suprimentos, qualidade e manutenção até alcançar o planejamento de
estoques e a programação de atividades.
Tomar essas decisões de forma integrada, consistente e orientada para as prioridades
estabelecidas é um desafio simples de ser enunciado mas que, na prática, é muito
complexo de ser alcançado pelo número e variedade de decisões envolvidas.
Tal complexidade faz, inclusive, com que muitas empresas prefiram adotar estratégias de
produção focadas, visando reduzir a dimensão do problema e, assim, favorecer um
A Filosofia da Produção Enxuta
39
melhor desempenho do sistema pela especialização, aprendizado e eliminação de
desperdícios.
Para tanto, escolhem poucos e claros objetivos, e selecionam um elenco restrito de
produtos a fabricar ou serviços a ofertar escolhendo tecnologias de processo
particularizadas e adotando tecnologias de gestão adequadas às características do
negócio.
Uma forma simples de entender o conjunto de decisões e escolhas relativas à Produção
pode ser visto na figura 18.
Como se observa, as decisões estruturais são genericamente identificadas pelo termo
“hardware”. De fato, esse tipo de escolha guarda, em geral, relação com aspectos físicos
(instalações, máquinas, dentre outros) ou parâmetros a eles relacionados.
Já os aspectos relativos ao funcionamento da infraestrutura do sistema estão
desmembrados em dois núcleos:
o primeiro deles, denominado “peopleware”, agrupa as decisões de natureza mais
metodológica ou organizacional, onde os recursos humanos são o objeto principal ou
estão de algum modo envolvidos.
o segundo grupo reúne um elenco de decisões relacionadas aos sistemas de
programação e controle do fluxo de materiais. Por exemplo: a definição do plano
mestre de produção, o planejamento das necessidades de material, o ajuste do nível
de capacidade no curto prazo, a programação das atividades, o acionamento e
apontamento das atividades de fábrica, o controle de estoques, dentre outras. Esse
grupo de decisões é identificado pelo termo genérico “software”.
COMPETIÇÃO BASEADA NO TEMPO E FLEXIBILIDADE
Rapidez na entrega, pontualidade e velocidade de mudança têm sido cada vez
mais identificadas como as novas “armas estratégicas de competição” nos
mercados mundiais.
Trabalhando com estratégias de redução de tempos que abrangem todas as fases
do ciclo de produção, desde a pesquisa e o projeto do produto e do processo até o
processamento dos pedidos, o suprimento de materiais, a fabricação e a
distribuição – muitas empresas, líderes mundiais nos seus mercados, conseguiram
não só reduções de custos, mas também abrir e consolidar mercados, oferecendo
uma linha de produtos diversificada com inovações constantes.
Pequenos tempos de produção aproximam a fábrica do mercado, reduzindo o
tempo de atendimento ao cliente. Internamente, dentre outros benefícios, reduz-
se a necessidade de trabalho com previsões, os estoques em processo e os custos
indiretos.
Além disso, estratégias de redução de tempo aplicadas à fase de pesquisa e
desenvolvimento permitem o aprimoramento contínuo de novos produtos, uma
vantagem especialmente importante em mercados muito competitivos, onde cada
novo produto é visto como uma oportunidade para ultrapassar a concorrência.
Tempos curtos favorecem, ainda, o atendimento dos prazos contratados na
medida em que os fatos causadores da baixa pontualidade são, em geral, os
mesmos relacionados a longos tempos de produção: filas e atividades que não
agregam valor. A Filosofia da Produção Enxuta
40
As escolhas relacionadas ao “software” situam-se, comparativamente, em um horizonte
de planejamento de menor prazo sendo, em geral, apoiadas pelas modernas tecnologias
de gestão da produção, por exemplo, a Produção Enxuta (Lean Thinking), a Teoria das
Restrições, a Gestão Integrada pelo computador, dentre outras filosofias de gestão.
Figura 18: Algumas das decisões de longo, médio e curto prazo no contexto da manufatura
HARDWARE
Onde localizar a fábrica ?
Qual o porte da planta ?
Quais processos utilizar ?
Que tipos ou famílias de produtos fabricar ?
Qual o nível de automação ?
Com que equipamentos fabricar ?
Qual o nível de verticalização ?
Qual o melhor "lay-out" ?
PEOPLEWARE
Que estilo de liderança adotar ?
Descentralizar a tomada de decisão ?
Como motivar os recursos humanos ?
Como deve ser o sistema de premiação ?
Que padrões de qualidade adotar ?
Desenvolver fornecedores ?
Como garantir qualidade ?
SOFTWARE
Quanto fabricar de cada produto ?
Quando e quanto comprar os materiais ?
Quando e quanto fabricar os componentes ?
Com que recursos fazer cada serviço ?
Fazer horas-extra ?
Subcontratar tarefas ?
Como acionar a produção
Como apontar a produção ?
Como reprogramar ?
Tais questões, embora, intrinsecamente sejam de natureza tática e/ou operacional, são
vistas como pertinentes à definição de uma Estratégia de Produção, porque o efeito
cumulativo das muitas pequenas decisões envolvidas faz com que a sua eventual
reversão seja tão lenta, difícil e dispendiosa quanto as estruturais.
A Filosofia da Produção Enxuta
41
Síntese desta quinta seção e conclusões
Esta seção procurou responder uma pergunta-chave: como é possível que a função
Operações, que reúne a vasta maioria dos recursos humanos, materiais e financeiros da
empresa e que, em última análise, é a maior responsável pela geração da riqueza
produzida pela companhia, não seja chamada a compartilhar o processo de tomada de
decisão sobre a estratégia da corporação?
Pretendeu-se assinalar as contribuições estratégicas que a gestão das operações pode
trazer para a competitividade das empresas.
Buscou-se, também, descrever um roteiro simplificado para o desenvolvimento de um
sistema de controle que funcione, na prática, como uma interligação entre os fatores de
competitividade identificados no mercado e as decisões tomadas no dia a dia do chão-de-
fábrica. A figura 19 apresenta a linha de raciocínio proposta.
Figura 19: “O ovo em pé” - roteiro de reflexão para subsidiar o projeto estratégico do sistema de
controle
A Filosofia da Produção Enxuta
42
Questões-chave do Texto 1 para sua reflexão
1) Que razões explicam a complexidade que ganhou a gestão dos sistemas de
“produção e serviços” no mundo contemporâneo?
2) Com base no texto, explique e diferencie as metáforas: “miopia gerencial”,
“hipermetropia gerencial” e “astigmatismo gerencial”?
3) Quais são as três principais filosofias utilizadas pelas corporações no Brasil e no
mundo para enfrentar a complexidade na gestão das operações? Como elas se
distinguem?
4) Que diferentes tipos de coisas são processadas pelos sistemas de produção e
serviços ? E quais são operações mais típicas destes sistemas?
5) Qual a definição contemporânea do termo “Produção”?
6) Quais as principais vantagens competitivas geradas pela Produção?
7) O que é “estratégia de manufatura”?
A Filosofia da Produção Enxuta
43
Texto 2: Avaliando o desempenho operacional de um Sistema de
Produção e Serviços
Ricardo Sarmento Costa e Eduardo G. M. Jardim
extraído e adaptado do livro
Produção e serviços: reflexões e conceitos
de Ricardo Sarmento Costa e Eduardo Galvão Moura Jardim
Em publicação, Editora Atlas, 2015, 1o edição
POR ESTAR ESTE MATERIAL EM FASE DE PUBLICAÇÃO
É vedada a cópia e utilização para outro fim que não a utilização como material de
estudo na Pós-Graduação em Lean Manufacturing da FUCAPI
sem autorização expressa e por escrito dos autores
Avaliando o desempenho operacional de um sistema de produção e
serviços
Motivação e objetivo deste texto
Existe um vácuo entre as estratégias decididas nos níveis mais altos das corporações e
as decisões que são tomadas diariamente no “chão-de-fábrica”.
Cientes disso, grande parte das empresas industriais e de serviços, líderes em seus
ramos de negócio, cada vez mais têm priorizado programas de Organização e
Responsabilização (OR), Gestão semi-autônoma (GSA), Empowerment, Gestão cotidiana
da performance, Resposta rápida, dentre outros. São programas e metodologias voltadas
a criar esta ponte entre as decisões do dia a dia e o nível estratégico a partir do
envolvimento de todos com o negócio da empresa.
Usualmente, implícita nestas abordagens está a proposta de desdobrar os indicadores
estratégicos nos seus correspondentes indicadores operacionais e, obviamente, a
expectativa de ações de correção de rumo sendo tomadas de maneira rápida e proativa
sempre que um desvio de rota é detectado no chão-de-fábrica.
Para o desdobramento de indicadores, referenciais interessantes são o Balance Scorecard
(BSC), que discute um modelo de gestão genérico para organizações e o Hoshin Kanri,
método mais conhecido no ambiente TQC e Lean, dentre outros.
Neste capítulo, nosso objetivo não é debater sobre tais metodologias de desdobramento
de metas, padrões e especificações, mas sim contribuir para que a escolha dos
A Filosofia da Produção Enxuta
44
indicadores que serão desdobrados na Operação através destes métodos seja feita de
forma balanceada tendo em perspectiva uma reflexão madura sobre os diferentes
ângulos da saúde operacional.
Como sabemos, um mesmo barco pode descobrir o caminho para as Índias Orientais ou
seguir no rumo do Brasil, dependendo da orientação que lhe for dada ou – ainda mais
precisamente – da orientação que for percebida pelo navegador.
A ideia é, portanto, que nos debrucemos sobre os desafios da gestão de operações no
mundo de hoje para identificar:
as dimensões do desafio operacional;
as categorias de indicadores que as revelam;
os exemplos que podemos extrair de situações reais, e;
a fórmula conceitual para o cálculo desses indicadores.
Em sentido amplo, pretendemos aqui contribuir para uniformizar a linguagem e
sintonizar percepções em torno do tema geral de indicadores de desempenho.
UNIFORMIZANDO A LINGUAGEM
Empresas são como nações: têm a sua cultura, a sua língua.
A nomenclatura proposta neste texto é a mais comumente aceita, mas não
deve ser tomada como um “gabarito”. Infelizmente, na área de gestão de
operações não existe de fato uma norma sobre o significado de cada termo.
Isto não é um problema se a comunicação flui tranquilamente. Se todos em
uma comunidade ou organização referem-se a uma mesma coisa pelo mesmo
nome, então, tudo bem. O nome em si é o que menos importa. Problemas
surgem, porém, quando pessoas que trabalham juntas dão às palavras
significados discrepantes.
Faça uma experiência: submeta o pequeno desafio a seguir à pessoas que
trabalham com você na sua empresa e peça a elas números percentuais que
expressem qual a EFICÁCIA, a EFICIÊNCIA, a QUALIDADE, a PRODUTIVIDADE
e a EFETIVIDADE do sistema relatado.
Não se preocupe com quem está certo ou errado (talvez esse texto lhe dê uma
guia para esta resposta – veja o quadro no final desta seção – mas não é a
resposta certa o que mais importa aqui).
Gostaríamos apenas de chamar sua atenção para a importância de
uniformizarmos a linguagem quando tratamos de indicadores, até porque uns
medirão e outros serão medidos por estes números.
A Filosofia da Produção Enxuta
45
UM PEQUENO DESAFIO
Uma linha de produção operou durante um mês (ou mais precisamente 20 dias,
sendo 8 horas por dia). Nesse período esteve parada 8 horas para manutenção
corretiva. Além disso, por dia a linha ficou parada 30 minutos para reuniões
regulares, lanches e manutenção preventiva.
Ao longo do mês, foram produzidos 6.000 produtos. Destes 10% não estavam
de acordo com as especificações e foram devolvidos pelos clientes, os demais
foram faturados e aceitos.
Segundo pesquisas do setor de Pós-vendas, 5% dos clientes consultados
declararam que não voltarão a comprar da empresa. Os demais clientes
manifestaram a intenção de voltar a adquirir da companhia.
Segundo a Engenharia, essa linha seria capaz de fazer 45 produtos/hora.
Vendas e Produção haviam concordado com uma meta de venda de 320 por dia.
Quanto eficaz foi o sistema? Quanto eficiente ele foi? Qual foi a qualidade do
processo? Qual foi a produtividade? E a efetividade?
As dimensões do diagnóstico operacional
Por que indicadores de desempenho
“Diga-me como me medes e eu te direi como me comporto!”
Não sabemos ao certo quem primeiro propôs esta alteração bem humorada no dito
popular, mas uma coisa é certa: o autor acertou em cheio! Indicadores de desempenho
são decisivos no comportamento e podem ser os responsáveis pelo sucesso ou o fracasso
de um sistema de produção.
Vimos no capítulo 1 as várias razões que têm feito com que a complexidade das
operações de produção e serviços venha se tornando significativamente maior do que a
que estávamos acostumados. Com efeito, diante de realidade tão complexa e
desafiadora, mister é saber delegar e descentralizar o processo decisório evitando a
lentidão e a ineficiência de uma tomada de decisão excessivamente centralizada e
hierárquica. Compartilhar a gestão do dia a dia com todos os colaboradores e, ter em
todos os setores da empresa, a capacidade de decidir rápida e competentemente: eis o
sonho dourado de todos os gestores ! Uma empresa onde todos estão preparados,
maduros e municiados para “agir localmente, pensando globalmente”, que tal?
A Filosofia da Produção Enxuta
46
Na busca desse sonho quase utópico, indicadores de desempenho são um elemento
central. Estão na alma da gestão de operações: não há melhoria estruturada e
sustentada sem apontamento e controle. Por conta disso, gestores de todo o mundo
dedicam hoje boa parte do seu tempo desenvolvendo e aperfeiçoando sistemas de
medição, comunicação e progresso para seus planos de ações.
Agora preste atenção: indicadores de desempenho não são elementos neutros. Muito ao
contrário, eles induzem comportamento. E isso pode acontecer tanto para o bem quanto
para o mal.
Um bom indicador pode transformar o desempenho de um sistema sem mesmo haver
necessidade de qualquer investimento. Por exemplo: há alguns anos a vitória nos
campeonatos de futebol valia dois pontos. Cada vez mais tático e defensivo havia uma
percepção de que os jogos estavam sem graça, sem emoção, sem gols. Decidiu-se,
então, alterar a pontuação das vitórias (que passou a valer três pontos). Imediatamente,
a média de gols nos campeonatos aumentou. Não foi preciso aumentar o tamanho do
gol, mudar as regras do jogo ou aumentar as dimensões do campo. Bastou mudar a
forma de medir para que o jogo ganhasse um novo ritmo, com um tom mais ofensivo e
alegre para a satisfação das plateias.
Em contrapartida, exemplos não nos faltam de situações em que a escolha de um
indicador de desempenho inadequado leva o sistema à inépcia, ao desperdício e ao mau
atendimento. Por exemplo: meça a performance de um call-center por um indicador
como número de atendimentos por operador. O que esperar? Que os operadores
procurem se livrar rapidamente de um atendimento para “pontuar” outro; que o gerente
estimule o atendimento simultâneo de mais de uma ligação pelo mesmo atendente, e por
aí vai o sistema adotando procedimentos totalmente em desacordo com a missão para o
qual foi concebido, qual seja: atender bem o cliente e sanar a causa raiz do seu problema
total e rapidamente, melhorando assim o processo. Note que, se o indicador-chave,
neste caso, fosse atendimentos realizados com comprovação de satisfação pelo cliente o
resultado alcançado seria outro.
Outro exemplo: informe a um programador de produção de uma oficina de reparos que o
indicador que vai medir o seu desempenho será o percentual de pedidos entregues no
prazo. Ora, como qualquer pedido que se torne pontual, tanto o pouco quanto o muito
atrasado, influencia da mesma forma o percentual de pedidos no prazo, o programador
tenderá a concentrar os eventuais atrasos em poucos pedidos, não importando o
tamanho do atraso. Consequência: provavelmente haverá poucos clientes com atraso. O
percentual de pedidos pontuais será alto, mas estes clientes, cujos pedidos ficaram
retidos, ficarão muito chateados com você.
Observe qual seria a consequência se você medisse o desempenho deste mesmo sistema
estimulando o programador da produção a nortear sua ação por um indicador também de
atraso, mas sutilmente diferente: o atraso máximo, por exemplo. Provavelmente, ele
reagiria de forma oposta, tenderia a repartir o problema por todos os pedidos
“democratizando” os atrasos e evitando que o ônus de uma sobrecarga recaísse sobre
um só cliente. Neste caso a consequência seria: muitos clientes um pouquinho
atrasados, um pouquinho chateados com você, mas ninguém “mortalmente ferido”.
A Filosofia da Produção Enxuta
47
Não se trata aqui de apontar qual a melhor estratégia – quem sabe disso é o dono do
negócio. O ponto a registrar é: um mesmo sistema pode desempenhar suas atividades
de maneiras inteiramente distintas apenas em função do indicador escolhido para medi-
lo.
Indicadores de negócio e indicadores operacionais
O senso comum sugere que um dos “segredos da felicidade” é a “visão”. “Quando se
navega sem destino nenhum vento é favorável”, nos ensinava Sêneca ainda nos
primeiros anos da civilização cristã.
Ora, não há dúvida que a boa gestão de um processo, seja ele a própria vida ou um
empreendimento comercial, começa por uma boa definição de objetivos. São tantas
hoje as opções diante de nós e tantas as possibilidades e caminhos que aquele que
consegue manter os olhos e ouvidos abertos, aquele que capta no ar, percebe e
seleciona com clareza no infinito de possibilidades existentes, aquelas mais promissoras,
aquelas que – protegidas de grandes ameaças – potencializam seus pontos fortes e
equilibram os fracos, este tem claro diferencial favorável neste mundo turbulento, veloz e
competitivo a que estamos submetidos.
Não obstante isto seja inconteste, a “visão” é só parte da cena. Pense em você e no seu
processo estratégico íntimo. Imagine-se no dia do seu último “réveillon”. Possivelmente,
você fez belos e consistentes planos para o ano que começava, mas isso é lá garantia de
conseguir realizá-los ? Será que na dinâmica do dia a dia, diante do fluxo intenso de
novas (e sedutoras) oportunidades que se apresentam a toda hora e das pendências (em
geral, não tão sedutoras) que lhe assolam, você de fato conseguirá facilmente conduzir
seus resultados na direção planejada? E se conseguir, será que o custo e esforço para
alcançá-los será compensador?
Mesmo que você seja competente o suficiente para realizar esses objetivos como
planejado e com um esforço aceitável, será possível afirmar, sem sombra de dúvidas,
que tais realizações realmente farão você feliz? E ainda: se estas suas conquistas lhe
deixarem de fato ocasionalmente satisfeito e realizado, será que esse sentimento de
completude será sustentável ou permanente? Lá vem Sêneca de novo: “toda a felicidade
é incerta e instável”.
A definição dos grandes objetivos está no campo estratégico. Mas uma vez definida a
direção é preciso saber levar o barco pelo percurso. Você não será feliz só porque fez um
plano brilhante. Você será feliz pelo bom plano, mas também – e talvez até mais – pela
forma como encaminha suas relações no dia a dia e pelo modo como lida com as pessoas
que estão do seu lado.
Assim, seja na vida pessoal ou na empresa, os objetivos estratégicos precisam ser
desdobrados consistentemente até a operação de curto prazo. Isso passa pela escolha (a
princípio) e gerenciamento (em seguida) dos indicadores.
A Filosofia da Produção Enxuta
48
As cinco dimensões do diagnóstico operacional
Propomos como referência para nossa discussão o seguinte modelo de diagnóstico
operacional que, como se pode observar pelo exame da figura 20, organiza os desafios
da gestão operacional em cinco dimensões, cada qual correspondente a uma
determinada categoria de indicadores.
Figura 20: As cinco dimensões do diagnóstico operacional
Categoria de
Propósito
indicador
Indicadores de Verificam se nossos RESULTADOS estão compatíveis com as METAS
EFICÁCIA traçadas para o negócio e, por conseguinte, se nossos objetivos estão
sendo alcançados ou, mais amplamente, se estamos aproveitando
bem as oportunidades que a vida nos proporciona.
Indicadores de Verificam se os ESFORÇOS de produção, relacionados ao uso dos
EFICIÊNCIA nossos escassos recursos disponíveis, estão sendo utilizados de acordo
com os PADRÕES e referências de racionalidade e economicidade; se
estamos aproveitando racionalmente nosso tempo, nossas máquinas,
nossas equipes e nosso dinheiro.
Indicadores de Verificam se estamos conseguindo atender as EXPECTATIVAS,
QUALIDADE NECESSIDADES e DESEJOS de todos os interessados na operação (os
stakeholders), nominadamente: os clientes, os acionistas, os
colaboradores, os fornecedores e parceiros, o governo e a sociedade.
Indicadores de Verificam a RELAÇÃO de custo-benefício entre os RESULTADOS
PRODUTIVIDADE alcançados e os ESFORÇOS feitos para alcançá-los.
Indicadores de Verificam se o sistema está cumprindo a missão para o qual foi criado,
EFETIVIDADE se estamos conseguindo prover um VALOR SUSTENTÁVEL adicional a
todos os stakeholders garantindo, assim, a competitividade e
longevidade do empreendimento.
A primeira dimensão: EFICÁCIA
Aproveitar a vida, inovar, criar, crescer… viver a vida! Claro, este é o ponto de partida.
Tudo na natureza cresce, as árvores crescem, as crianças crescem, as expectativas, as
necessidades e os desejos também. Consequentemente, os negócios também precisam
crescer.
Se sua empresa tem o mesmo lucro todo ano, meus parabéns! Mas quero lhe dizer algo:
abra o olho, você está com um problema. Sim, porque a cada ano seus funcionários se
desenvolverão, casarão, terão filhos, mais responsabilidades, desejarão ganhar mais
para satisfazer suas necessidades crescentes. Se o seu lucro se mantiver estável, você
terá dificuldade em satisfazê-los.
A Filosofia da Produção Enxuta
49
A boa notícia é que, embora as ambições e sonhos do ser humano sejam sempre
crescentes e pareçam mesmo infinitas, do outro lado, as oportunidades para satisfazê-los
também o são.
Por exemplo: neste instante, você está lendo este texto, mas poderia estar viajando com
a sua família, namorando, trabalhando, vendo um jogo de futebol, assistindo um filme no
cinema ou curtindo um bom vinho num restaurante.
Você fez uma opção (será que foi mesmo a melhor ?) motivado, provavelmente, por
algum plano seu. Suponho que o seu plano interior seja algo como ser feliz e fazer os
outros felizes, mas é difícil governar seus dias e tomar suas decisões do dia a dia tendo
objetivo tão amplo quanto esse em perspectiva.
Imagine levantar-se da cama de manhã e, antes do primeiro passo do dia, perguntar-se:
será que este passo me fará feliz ? Não dá! Desta maneira você não irá a lugar nenhum.
Então, para que possamos seguir em frente o que fazemos? Traçamos pequenos
objetivos, metas, fazemos a agenda do dia.
Você está lendo este texto agora, porque está cursando uma disciplina do curso em que
se matriculou e, possivelmente, faz isso porque deseja graduar-se e assim obter o
diploma; ou porque acredita que com esta experiência se tornará um(a) profissional ou
uma pessoa melhor e isto lhe trará melhor empregabilidade, um excelente salário ou um
emprego novo. O que, por seu turno, tornará possível gerar para si, e para os seus,
condições de realizar alguns sonhos que o deixarão provavelmente feliz. Veja: a leitura
deste texto tem a ver com a sua felicidade! Tomara que assim seja!
De modo análogo agem as empresas: visando nortear e mobilizar suas equipes na
direção dos objetivos estratégicos, estabelecem METAS de curto prazo para as vendas,
para a produção e o desempenho.
Observe-se que estas metas não são as oportunidades em si, são normalmente
interpretações delas. Uma empresa pode ter uma possibilidade de vender um milhão de
reais, mas nem por causa disso estabelecerá necessariamente este alvo como meta. Na
definição das metas é preciso considerar a possibilidade real de progresso; é preciso
analisar onde se está e até onde pode-se ir.
Meta é um instrumento essencial para delegar responsabilidades e compartilhar os
objetivos do negócio. Em um processo operacional virtuoso, objetivos são delegados,
resultados são monitorados e comparados com as metas, que traduzem os objetivos de
forma quantitativa, para controle e progresso do sistema.
Os números gerados pela comparação das metas com os resultados caracterizam o que,
no campo da Gestão de Operações, chamamos de EFICÁCIA.
Essa comparação pressupõe um período de análise: pode ser um mês, uma quinzena,
uma semana. Cada vez mais, porém, as empresas procuram estreitar esse tempo
propondo ao colaborador que a monitoração do seu resultado operacional se faça bem
A Filosofia da Produção Enxuta
50
amiúde, de modo a viabilizar que a pronta identificação de problemas e a consequente
correção do rumo se deem o quanto antes.
Por exemplo, nas grandes empresas industriais – e particularmente em processos
repetitivos – é comum vermos à frente dos postos de trabalho quadros de controle
“Metas x Produção” atualizados pelo próprio operador, de hora em hora, ciclo em ciclo.
Categorizaremos esse tipo de indicador como de EFICÁCIA. Por consequência, no modelo
de raciocínio proposto aqui, Eficaz é o sistema que cumpre a meta de resultado que lhe
foi passada. Se fôssemos traduzir a ideia de EFICÁCIA em uma frase de efeito seria
apropriado dizermos: “fazer a coisa certa”, isto é, fazer o que era para fazer.
Em suma, indicadores de EFICÁCIA são obtidos pela divisão dos RESULTADOS OBTIDOS
pelas METAS PLANEJADAS, certamente mensuradas com a mesma unidade de medida.
Este quociente traduz-se assim em um valor percentual que representa a medida em que
o sistema foi capaz de alcançar as metas e, por extensão, de aproveitar as oportunidades
existentes (ou, pelo menos, aquelas que na percepção da gerência poderiam ter sido
apropriadas no período). É o que registra a figura 21.
Figura 21: Conceito e fórmula para apuração da Eficácia
EFICÁCIA
Mede o grau de atingimento das
METAS PROGRAMADAS
Resultados
Alcançados
“METAS ATINGIDAS” x 100 %
METAS PROGRAMADAS
“FAZER A COISA CERTA”
Observe que metas não têm que ser, necessariamente, relacionadas a alvos de
resultado. Você pode, certamente, estabelecer metas de economia, de desenvolvimento
de um processo, de satisfação de clientes ou a meta que lhe parecer mais pertinente no
momento.
No contexto deste trabalho, entretanto, estaremos sempre procurando associar META à
ideia de RESULTADO. Faremos isso intencionalmente, visando ressaltar que cabe ao
A Filosofia da Produção Enxuta
51
gerente incluir no seu modelo de diagnóstico indicadores que monitorem se os resultados
estão sendo alcançados como previstos.
A figura 22 apresenta exemplos de indicadores de Eficácia.
Figura 22: Exemplos de bons indicadores de Eficácia
Exemplos de Bons Indicadores de Eficácia
Atendimentos realizados no período / Meta de atendimentos no período x 100
Peças faturadas no período / Meta de venda no período x 100
Toneladas faturadas no período / Meta de venda em toneladas no período x 100
Faturamento no período / Meta de faturamento no período x 100
Lucro no período / Meta de lucro no período x 100
Segunda dimensão: EFICIÊNCIA
Sonhar não custa nada! Porém, pessoas, máquinas, materiais e tempo custam. E como!
De fato, se é verdade que no mundo globalizado de hoje as oportunidades são
virtualmente infinitas, de outro, quando pensamos na Gestão de Operações temos que
considerar que recursos de produção disponíveis são, em geral, escassos, limitados e
finitos.
Falamos, por exemplo, sobre a sua escolha com relação a ler este texto. Suas
alternativas eram ilimitadas. Já o tempo que você dispõe para lê-lo…
O seu dia tem 24 horas (exatamente como o meu) e isso não é uma escolha minha, nem
sua. Tivesse o dia mais de 24 horas, possivelmente seríamos ainda mais felizes.
Contudo, esta não é uma escolha nossa, é um dado da realidade e uma limitação do
sistema que temos que administrar.
A Terra leva 24 horas para uma rotação em torno do seu eixo; leva 365 dias, 6 horas e
alguns minutos para uma órbita em torno do Sol. É uma restrição para a gestão de
nossas vidas, fora do nosso arbítrio. Como o tempo, o dinheiro, a capacidade de
máquina, as competências humanas disponíveis, todos esses elementos são também são
recursos limitados que restringem nosso campo de ação.
Face a essa escassez, inerente à qualquer sistema de produção e serviços, implícita na
tarefa da gestão de operações está a tarefa de acompanhar a racionalidade no uso do
A Filosofia da Produção Enxuta
52
ativos (para não desperdiçá-los). Assim como preciso monitorar minha eficácia no dia a
dia, a minha eficiência também precisa ser monitorada. Esta é uma dimensão
fundamental na gestão de sistemas que sobrevivem a duras penas em ambientes
competitivos.
Mas como saber se estou sendo racional? Se estou sendo econômico? Vimos que para
verificar nossa eficácia devemos comparar nossos resultados com as metas. E para
verificar se estou sendo racional, devo me comparar com o quê?
Pense conosco: se lhe perguntam se o seu carro é econômico no consumo de
combustível, como você responde? Você verifica o consumo de combustível do seu carro
e compara com o quê? Você precisa de alguma referência, algum padrão, não é?. Outro
carro? Mas qual? Um carro de outro modelo, de outra marca? Um carro com performance
média ou com performance máxima?
Ora, se você está procurando uma referência para melhorar, possivelmente, o indicado é
tomar em conta o melhor carro, o carro ideal desta categoria ou deste modelo.
Isso posto, reflita: onde está escrito quanto deve gastar de combustível um carro
novinho em folha, deste mesmo modelo que o seu? No manual, não é mesmo ? E quem
escreve o manual do carro? Você que é o motorista, o dono do carro ou o fabricante?
Reflita sobre a figura 23 para fixar a diferença entre uma meta e um padrão.
Figura 23: A diferença entre meta e padrão
EFICÁCIA EFICIÊNCIA
META PADRÃO
EXTERNA INERENTE
AO PROCESSO AO PROCESSO
( por exemplo, estabelecida ( por exemplo, estabelecido
pelo usuário do recurso ) pelo fabricante do recurso )
tende a variar tende a não
no tempo variar no tempo
Uma META é uma definição do motorista do carro, é um “olhar para o mundo”, para onde
se quer ir. É algo que nos“puxa”, que desejamos alcançar ou mesmo superar. Já um
PADRÃO é uma definição relativa à tecnologia de processo, à máquina, uma referência
A Filosofia da Produção Enxuta
53
definida pelo fabricante, um “olhar para o umbigo”. É algo que nos limita. Meta e
Padrão são ambos referências, mas são coisas bem diferentes.
Referências de racionalidade não são em essência vontades gerenciais, são dados
restritivos provenientes da realidade. Quem define o quanto um carro novo deveria
gastar de combustível para cumprir certa distância, se for dirigido apropriadamente, não
é o motorista, é o fabricante. Quem define as horas disponíveis no meu dia não sou eu.
Quem traz a restrição de orçamento é uma limitação e não um desejo.
Se do ponto de vista gerencial, para desafiar as equipes para os resultados nos valemos
de metas, para mobilizar as equipes à racionalidade e economicidade valemo-nos de
padrões, benchmarkings e recordes.
Note que nessas três palavrinhas, está implícita uma referência de racionalidade, de
limite, de máximo (ou mínimo) alcançável.
Padrões são referências normalmente extraídas de estudos de engenharia.
Benchmarkings são referências extraídas de estudos da concorrência.
Recordes são referências extraídas do passado.
Seja como for, para o cálculo da EFICIÊNCIA, normalmente, utilizamos como referência
algo que expresse o melhor caso de utilização do recurso, seu uso mais econômico ou
racional.
Figura 24: Conceito e fórmula para apuração da Eficiência
EFICIÊNCIA
Mede o grau de acerto
(racionalização ou economicidade) na
UTILIZAÇÃO DOS RECURSOS EMPREGADOS
ENTRADA PADRÃO x 100 %
ENTRADA CONSUMIDA
“FAZER CERTO A COISA”
Em suma, conforme apresentado na figura 24, indicadores de EFICIÊNCIA são obtidos
pela divisão do ESFORÇO PADRÃO pelos ESFORÇOS REALIZADOS, obviamente
mensurados com a mesma unidade de medida. Este quociente traduz-se assim em um
A Filosofia da Produção Enxuta
54
valor percentual que representa a medida em que o sistema foi capaz de utilizar
racionalmente os ativos disponíveis.
Se fôssemos traduzir a ideia de EFICIÊNCIA em uma frase de efeito seria apropriado
dizermos: “fazer certo a coisa”, isto é, fazer racionalmente o que temos para fazer.
EFICÁCIA, EFICIÊNCIA, ADJETIVO E ADVÉRBIO
Uma reflexão interessante: compare as frases “fazer a coisa certa” e “fazer
certo a coisa”.
Na primeira, a palavra “certa” é um adjetivo, a ênfase está na qualificação da
coisa. Já na segunda, a palavra “certo” é um advérbio, a ênfase está na
qualificação do verbo, na correção do fazer.
Memorize isso: a diferença da EFICÁCIA para a EFICIÊNCIA guarda relação, de
algum modo, com a diferença que há entre um adjetivo e um advérbio na
língua portuguesa.
É interessante notar que – embora conceitualmente os indicadores de (in)EFICIÊNCIA
procurem capturar os desperdícios, o esforço desnecessário feito a mais ou o grau de
subaproveitamento do ativo - muitas vezes é mais fácil fazer o cálculo observando não
diretamente o esforço feito pelo ativo em si (a “entrada”), mas sim a produção deste
ativo no período (a “saída”).
Você pode, por exemplo, analisar se o seu carro está sendo eficiente verificando o
consumo de combustível que é necessário para percorrer certa distância ou verificando a
distância que o seu carro é capaz de percorrer com uma dada quantidade de
combustível.
Pensando com números: suponha que no manual do seu carro é dito que se o mesmo for
dirigido corretamente ele deverá consumir 1 litro para percorrer 20 quilômetros. Imagine
ainda que o seu carro, no momento, esteja consumindo 1 litro para andar cada 10
quilômetros (ou 2 litros para cada 20 quilômetros).
Se tomarmos como referência a distância de 20 quilômetros e compararmos os
consumos, teremos uma “Eficiência na entrada”. A conta deverá ter o padrão no
numerador e o desempenho no denominador. Isto é, 1 litro (consumo padrão) dividido
por 2 litros (consumo do seu carro), vezes 100 (para que o resultado seja expresso como
um percentual), resulta 50% como índice da eficiência do seu carro.
A Filosofia da Produção Enxuta
55
AS DUAS CORRIDAS
Você vai competir em uma prova de natação. Então, se prepara física e
mentalmente para fazer o seu melhor e ganhar a medalha de ouro.
Ocorre que na raia do lado está ninguém mais ninguém menos que o Michael
Phelps. Você nem o encara para não se intimidar. Começa a prova. Você
mergulha e dá tudo de si. De fato, faz a melhor prova de sua vida. Para sua
sorte, Michael está em um dia péssimo, parece inteiramente fora de forma.
Fim da prova. Quem ganhou? Michael sobe ao pódio e recebe a medalha de ouro.
Você fica em oitavo dentre os oito!
Mas veja o que sucede em seguida. Michael sai de cabeça baixa, sob os olhares
reprovadores de seu técnico inconformado com tão baixa performance. Você, ao
contrário, é recebido com festa pelos seus familiares que comemoram o
inimaginável recorde pessoal que você acaba de bater.
Você foi eficaz? Não, absolutamente, você perdeu a prova, saiu sem medalha.
Seu objetivo era vencer e não foi dessa vez. Mas está feliz por ter sido eficiente.
Nunca antes, na sua história de nadador, havia feito 100 metros em menos de 30
segundos. E hoje fez esse percurso em 25 segundos. Você nunca usou tão bem
este “ativo” (seu corpo)!
E o Michael? Michael foi eficaz, levou para casa a medalha de ouro. Sua decepção
não é uma questão de eficácia, é uma questão de eficiência, a utilização que fez
do seu “ativo” foi abaixo dos padrões, muito acima do tempo recorde que sabe
poder obter.
Já se tomarmos como referência o consumo de 1 litro de combustível e compararmos a
distância percorrida, teremos uma “Eficiência na saída”. Note que, neste caso, a conta
deverá ter o padrão no denominador e o desempenho no numerador (sob pena de, se
armada ao contrário, a expressão registrar equivocadamente uma eficiência maior que
100%)16.
No caso, teríamos, então, 10 quilômetros (desempenho do meu carro, para 1 litro)
divididos por 20 quilômetros (desempenho padrão, conforme o manual, para 1 litro),
vezes 100, resultando os mesmos 50%. Claro que era de se esperar que obtivéssemos
os mesmos 50% do parágrafo anterior, pois o carro é o mesmo, o que mudou foi a forma
de cálculo.
16
Não se preocupe muito com esta questão. Para saber se você fez a conta certa ou errada basta
verificar o resultado. Como o padrão deve, por definição, revelar a condição de uso ideal, se a sua
conta de eficiência resultar mais de 100%, das três uma: (i) você trocou as bolas e fez a conta
invertida; (ii) o seu padrão merece ser revisto por estar ultrapassado; (iii) o desempenho foi obtido
de modo artificial, utilizando o ativo fora das condições regulares. Em princípio, não faz sentido
uma eficiência maior que 100%.
A Filosofia da Produção Enxuta
56
Quando fazemos o cálculo da eficiência pensando nas saídas proporcionadas pelo sistema
é comum referirmo-nos a este tipo de indicador como sendo um “rendimento” ou uma
“utilização”. A figura 25 ilustra esta observação e figura 26 elenca exemplo de
indicadores de eficiência
Figura 25: Conceito e fórmula para apuração da Eficiência (na saída)
EFICIÊNCIA
Em sistemas com variadas entradas, a EFICIÊNCIA
também pode ser medida na saída.
EFICIÊNCIA = SAÍDA GERADA . x 100 %
SAÍDA PADRÃO ou DE REFERÊNCIA
RENDIMENTO
(no caso de uma máquina)
Figura 26: Exemplos de bons indicadores de Eficiência
Exemplos de Bons Indicadores de Eficiência
Custo padrão / Custo apurado x 100
Tempo de uso da máquina / Jornada disponível x 100
Produção da máquina / Capacidade técnica de produção da máquina x 100
Padrão técnico de consumo da máquina / Consumo da máquina x 100
Produção da célula / Capacidade de produção da célula apurada pela engenharia x 100
A Filosofia da Produção Enxuta
57
A EFICIÊNCIA GLOBAL DO EQUIPAMENTO E O OEE
Particularmente em empresas que operam com ativos caros, é muito utilizado e
valorizado o índice OEE (overall equipment effectiveness), em português
usualmente traduzido por Eficiência Global do Equipamento. Trata-se de um
indicador muito utilizado no contexto do TPM (Total Productive Maintenance),
uma metolodogia que que será mais adiante referida neste texto, quando
apresentarmos a abordagem LEAN.
Conceitualmente o OEE é uma medida de eficiência na medida em que compara
o aproveitamento real do recurso com o aproveitamento máximo que poderia
ser obtido. Tratando-se de uma máquina, a disponibilidade máxima obviamente
é limitada pelas 24h do dia. Já o real aproveitamento do recurso é obtido
subtraindo da disponibilidade perdas de três naturezas: paradas, performance e
qualidade.
Quando falamos de paradas nos referimos à perdas como por exemplo aquelas
que se referem à jornada legal da empresa. De fato, por vezes trabalha-se só
em dois turnos, não se trabalha aos domingos, coisas assim. Ora, a máquina
está lá, então, de fato temos aí um desperdício primário para quem fez o
investimento de comprá-la. Também nessa linha de raciocínio, há paradas
programadas, para reuniões, manutenção preventiva, etc. São coisas boas mas,
prá quem investiu na máquina, são paradas, são ineficiências que estão
embutidas nas condições vigentes de operação mesmo não estando
diretamente relacionadas à performance em si. Mas que existem existem. E há
ainda aquelas paradas indesejáveis, relacionadas à manutenção corretiva
quando o equipamento quebra.
Assim, suponhamos que uma empresa trabalhe só dois turnos de 8 horas e que
por turno perca-se 1 hora com refeições, reuniões e paradas programadas. E
que 1 hora se perdeu no dia com a máquina quebrada. Só pensando na
disponibilidade teríamos, simplificadamente, um aproveitamento do ativo de 13
horas no dia (24 horas – 8 horas do turno não contratado – 2 horas relativas a
1 hora de paradas programadas por turno – 1 hora de corretiva = 13). 54,1%
(13/24x100) de ineficiência logo de cara!
Avaliemos agora os desperdícios no campo da performance. Vamos supor que
segundo a Engenharia, a máquina funcionando regularmente deveria fabricar
100 peças por hora. Nas 13 horas em que a máquina de fato trabalhou
deveríamos portanto ter feito 1.300 peças. Mas, se por exemplo, só fizemos
1.000 houve uma perda que não se refere a indisponibilidade da máquina mas
sim ao seu desempenho em si, algo está fora da ordem e precisa ser investigado
imediatamente.
Além disso se das 1.000 peças feitas 10% delas foram fabricadas com defeito
então diríamos que o aproveitamento útil global do ativo foi 54,1% (da
aproveitamento da disponibilidade) vezes 76,9% (referente a performance de
1.000 feitos para 1.300 potencialmente possíveis) vezes 90% (referente a
qualidade) resultando uma eficiência global de 37,5%.
A Filosofia da Produção Enxuta
58
Terceira dimensão: QUALIDADE
Há ainda uma terceira dimensão da “felicidade operacional” que não pode, de modo
algum, ser posta à margem desta nossa reflexão. Qual é ela? Bem, deixe que eu lhe faça
uma pergunta.
Admita que você esteja indo muito bem. Seus objetivos têm sido atingidos, sua Eficácia é
nota dez! O dinheiro e o tempo estão sob controle, sua Eficiência também está acima de
qualquer suspeita! Isso garante que você estará feliz? Claro que isso ajuda, mas será que
é suficiente ?
Sejamos realistas: mesmo que você seja o sujeito (ou a empresa) mais realizado e
sensato do mundo, ainda assim, a felicidade (ou a competitividade) é algo mais amplo,
depende de muitos outros aspectos. Para além da objetividade expressa nas metas e
padrões, precisamos considerar também um mundo de subjetividades ligadas à
satisfação dos vários personagens que estão a sua volta e interagem com você no
sistema.
Tomemos novamente o exemplo da vida pessoal: se a despeito do seu sucesso seus
filhos estão em um momento ruim; se sua relação conjugal vive um momento
conturbado; se alguém que você gosta especialmente está mal; se não há tempo para
os amigos; se um quadro de doença assola o ambiente familiar; se no trabalho o
relacionamento está confuso; possivelmente, a sua satisfação será negativamente
afetada.
Focalizando, por analogia, o contexto empresarial: ainda que a sua empresa tenha tido
um resultado financeiro atraente; ainda que você tenha produzido mais do que nunca e
gastado menos do que sempre; ainda assim, se alguns de seus clientes estão de “nariz
torcido” para seus produtos e serviços; ou se os seus colaboradores estão insatisfeitos
com a forma como são premiados; se os seus fornecedores acham-se injustiçados ou
desconsiderados; se o governo supõe ter sido lesado pela glosa de impostos que
deveriam ter sido pagos; se a sua operação polui ou prejudica o meio-ambiente; por
qualquer destes fatos, a competitividade da sua empresa ficará ameaçada.
Sim, embora uma boa mediação dos seus sonhos e limitações seja fundamental, é
preciso zelar também pela satisfação de todos que, de algum modo, estão conectados (e,
portanto, são interessados) na sua operação. No jargão de business, estes interessados
são os stakeholders, nominadamente: clientes, acionistas, colaboradores, fornecedores,
parceiros, governo e sociedade.
No contexto deste texto, usaremos o termo QUALIDADE para categorizar os indicadores
desenvolvidos pelo gestor, a fim de avaliar o grau de satisfação proporcionado pela
operação de um sistema aos seus vários stakeholders. A figura 27 ilustra estes conceitos.
Do mesmo modo como o gerente define metas e padrões para compartilhar o desafio da
eficácia e eficiência com sua equipe no dia a dia, também é importante medir e gerenciar
e desafiar a equipe para a satisfação de todos os envolvidos na sua operação.
A Filosofia da Produção Enxuta
59
Figura 27: Conceito amplo de Qualidade: a satisfação de todos
FOCO
Q QUALITATIVA ADEQUAÇÃO AO USO NO
U SENTIMENTO
Pleno Atendimento ?
C
L
A
das Expectativas,
Necessidades e Desejos I
do E
L OK CLIENTE N
T
I
CONFORMIDADE
QUANTITATIVA com as especificações E
D E
A
X
T
AMPLA
D
SATISFAÇÃO DE TODOS E
R
E
FOCO nos acionistas, no FOCO nos N
governo, na sociedade colaboradores
internos/externos
O
ESTABILIZAÇÃO DO PROCESSO DE
IMPLANTAÇÃO DA QUALIDADE
Na manufatura de bens, a gestão da qualidade é facilitada, pois coisas tangíveis podem
ser armazenadas, transportadas e, portanto, feitas “de véspera”, longe dos olhos dos
clientes. Essa característica permite que, ainda no contexto fabril, antes da entrega do
produto ao consumidor, a satisfação da clientela seja simulada comparando-se o produto
gerado com uma especificação (que, certamente, haverá de ser feita consultando os
clientes, antecipadamente, sobre quais características eles acreditam vão lhes deixar
satisfeitos).
De fato, dispondo de uma especificação, o gerente pode orientar os colaboradores da
produção quanto às características do produto a ser manufaturado e validar, ainda longe
dos olhos dos clientes, a conformidade do produto gerado. A especificação funciona
assim, como uma “tradução antecipada” das expectativas, necessidades e desejos dos
clientes.
META DE RESULTADO, PADRÃO DE ECONOMIA E
ESPECIFICAÇÃO DE QUALIDADE
Note a sutil diferença das palavras meta, padrão e especificação. Todos três são
referências que usamos para guiar nossos passos no curto prazo. Mas observe que,
reforçando o que já discutimos neste texto, metas dão conta da percepção dos
GERENTES em relação a oportunidades existentes; padrões de economia dão conta
das limitações relativas aos ATIVOS escassos disponíveis, enquanto especificações
traduzem expectativas, necessidades e desejos dos CLIENTES.
A Filosofia da Produção Enxuta
60
Já quando falamos da prestação de serviços, o gerenciamento da qualidade tende a ser
mais complexo e mais dependente das equipes de linha de frente que estão em direto
contato com o consumidor.
O fato de o serviço ser algo intangível, impossível de armazenar e transportar, obriga a
simultaneidade entre o processo de produção e o consumo. Prestador de serviço e
consumidor interagem diretamente e, portanto, a objetividade implícita na ideia de
conformidade com especificações cede lugar para algo mais direto (mas,
desafiadoramente subjetivo): o sentimento e a experiência de valor proporcionada pelo
prestador de serviço ao cliente.
No que impacta diretamente o nosso tema de indicadores, a consequência, é que em
sistemas de prestação de serviços (particularmente aqueles que “transformam pessoas”)
parece inevitável que os indicadores de qualidade baseiem-se em consultas diretas aos
clientes. É de fato muito difícil pensar em uma especificação para o que seja uma “boa
aula”, uma “boa consulta de psicanálise”. O que não quer dizer que a qualidade deste
tipo de sistema seja inadministrável17.
Indicadores de QUALIDADE são obtidos observando-se a realidade e comparando-se a
quantidade de eventos positivos que de algum modo revelam a satisfação dos clientes
(externos ou internos) com o número total de eventos ou consultas. A figura 28 descreve
alguns exemplos de indicadores típicos de qualidade.
Figura 28: Exemplos de bons indicadores de Qualidade
Exemplos de Bons Indicadores de Qualidade
Clientes satisfeitos / Clientes consultados x 100
Produtos feitos conforme a especificação / Produtos feitos x 100
Serviços aprovados pelos clientes / Serviços executados x 100
Questões certas / Questões da prova x 100
17
Veja a esse respeito, no Anexo 1, os itens “Expectativas, Necessidades e Desejos” e
“Gerenciando os componentes do sentimento em Serviços”
A Filosofia da Produção Enxuta
61
QUALIDADE DO PRODUTO, DO PROCESSO E DA ORGANIZAÇÃO
No modelo aqui proposto, a palavra QUALIDADE é usada para descrever a
“Satisfação dos clientes externos e internos” com o valor ofertado por um sistema
de produção.
Cabe notar que, em alguns contextos, o termo QUALIDADE é usado de forma ainda
mais ampla, incorporando, de algum modo, os conceitos que neste texto
preferirmos caracterizar como EFICÁCIA e EFICIÊNCIA.
Na literatura da “Qualidade Total”, por exemplo, é comum vermos a busca da
EFICIÊNCIA e da PRODUTIVIDADE contidas na expressão “Qualidade do processo”.
Aspectos mais amplos ligados às expectativas, necessidades e desejos dos vários
stakeholders também costumam ser referidos como aspectos da “Qualidade da
organização”.
Por seu turno, em alguns contextos prover o “produto certo, na hora certa, na
quantidade certa, no lugar certo” é tratado como “Qualidade do produto”,
incorporando neste sentido elementos do que aqui estamos preferindo destacar
como EFICÁCIA.
Quarta dimensão do diagnóstico operacional: PRODUTIVIDADE
Gerenciando a eficácia, a eficiência e a qualidade você tem os elementos primários para
conduzir o seu sistema consistentemente no dia a dia. Não obstante, é preciso zelar para
uma gestão harmoniosa destes três aspectos.
Ocorre que, no mundo de hoje, com a velocidade dos fatos e a complexidade dos
sistemas já citados, as decisões têm que ser tomadas muito rapidamente e,
frequentemente, sem que haja informações precisas sobre a questão. É aí que mora o
perigo!
Não dispondo de um denominador comum de valor, a meta, o padrão e a especificação
podem entrar em conflito entre si. E, se isso acontece, o gerente tende a ter dificuldade
de mediá-las perdendo a noção de prioridades. Parece uma equação simples, mas não é!
Faça um teste com você mesmo: análise o “Quadro A” abaixo. Suponha que os três
números apresentados referem-se ao faturamento de uma empresa. Possivelmente, não
lhe tomará mais que um segundo para escolher a empresa com resultado mais atraente,
não é?
13 17 21
Quadro A
Se, porém, forem colocados diante de você – como no “Quadro B” – três subtrações,
A Filosofia da Produção Enxuta
62
representando cada uma delas o lucro de diferentes empresas, a escolha do melhor
resultado será simples, mas talvez você já precise de um pouquinho mais de tempo para
fazer a operação e obter o resultado.
13 - 5 17 - 6 21 - 8
Quadro B
Ponha-se, agora , diante das expressões apresentadas no “Quadro C”. Suponha que o
numerador revele os resultados obtidos em um certo período (ex.: a quantidade de
produtos fabricados) e o denominador expresse os esforços realizados para obter tais
resultados (ex.: as despesas operacionais no período). Qual das expressões expressa a
mediação mais atraente?
13 / 5 17 / 6 21 / 8
Quadro C
O que deve ter percebido é que uma conta de divisão traz consigo uma complexidade
intrínseca. Mesmo diante de três expressões bastante simples você tem que parar e
calcular os quocientes para tomar uma decisão segura e consistente.
Agora, análise o dilema da gestão de operações expresso na figura 29 e veja como pode
ser complexo mediar metas, padrões e especificações no dia a dia.
Suponha que esteja em jogo aceitar ou não um novo pedido, atender ou não a um
cliente alterando as prioridades anteriormente combinadas com a produção.
Figura 29: o dilema da produtividade
MUNDO / MERCADOS
Oportunidades ilimitadas
PRODUTIVIDADE = RESULTADOS OBTIDOS =
ESFORÇOS FEITOS
?
Recursos limitados
SISTEMA DE PRODUÇÃO E SERVIÇOS
O setor de vendas, possivelmente, defenderá que o pedido ou a prioridade seja aceito.
Afinal, a área comercial está perto do mundo, olhando para a rua, atrás das
oportunidades. A chance que ele tem de ajudar o quociente da conta expressa na figura
29 é maximizar o numerador da fração (os resultados).
A Filosofia da Produção Enxuta
63
Por seu turno, a Produção está mais próxima das máquinas do que do mundo. Diante da
mesma cena talvez tenda a ser um pouco mais cautelosa; talvez considere esta mudança
de prioridade algo nocivo, algo que ameaçará a racionalidade no uso dos recursos
disponíveis.
É bem provável que a produção se questione: de que forma aceitar esta prioridade se
isso significa parar de fazer o que estou fazendo? Será necessário preparar a máquina
para o novo serviço, isso desperdiçará capacidade e, provavelmente, haverá perdas de
material e problemas com a qualidade !
Sendo responsável por aproveitar consistentemente os recursos de produção disponíveis
(e sendo, muitas vezes, avaliado por indicadores locais voltados para a utilização destes
ativos) é natural que a produção prefira fazer muito de um só produto, ao invés de um
pouco de muitos diferentes produtos. Pelo menos à primeira vista, quanto mais
homogêneo e estável o mix de produtos mais fácil será para a produção aproveitar bem
o recurso e fazer volume.
Quem está certo: o comercial tentando maximizar as vendas (o numerador da conta) ou
a produção querendo minimizar as perdas (o denominador da divisão)? Ora, os dois
estão certos, mas, de certa forma, ambos também estão errados, pois o fundamental em
uma conta de dividir não é o numerador nem o denominador, é o quociente!
Ocorre que, como vimos, calcular o quociente de uma divisão rapidamente, quando esta
conta reflete um sistema complexo e o valor global agregado pelas parcelas não é claro,
pode ser um baita desafio. Requer um olhar muito maduro e apurado. É por isso que
mesmo tendo o mesmo objetivo (”ganhar dinheiro”), as áreas Comercial e de Produção
vivem “batendo cabeça” no dia-a-dia das organizações.
São muitas as decisões tomadas localmente no curto prazo, onde esta mediação global é
requerida. Um exemplo: fazer hora extra ou não? Se faço tenho um custo local adicional
bem definido e um benefício imediato no serviço atendido nesse horário. Mas note que
deveríamos também incluir na conta o benefício global relativo às várias outras ordens
que estavam na fila, talvez pagando multas por atraso, e que agora serão beneficiadas
porque a fila diminuiu no horário extra.
De um modo geral, qualquer ideia de redução de custos torna o sistema menos
dispendioso (reduzindo o denominador). O problema é que, se esta redução significa
deteriorar o pacote de valor ofertado ao cliente isto pode significar perdas futuras de
numerador. E, então, o que será do quociente? Lembra-se das doenças da visão na
gestão de operações discutidas no capítulo 1?
Essa dificuldade de avaliar o impacto da decisão local no resultado global é que nos
remete a necessidade de incluirmos no nosso modelo de diagnóstico operacional
indicadores para verificar o custo/benefício das decisões tomadas cotidianamente. No
contexto deste texto nos referimos aqui aos indicadores de PRODUTIVIDADE.
Com efeito, mesmo guiados por boas metas, padrões e especificações não teremos
nunca a certeza de termos feito a melhor mediação entre estas referências que
frequentemente são conflitantes. O jeito é acompanharmos, em um prazo mais longo
A Filosofia da Produção Enxuta
64
(semana ou mês, por exemplo) a resultante global derivada das nossas escolhas.
Como registra a figura 30, indicadores de PRODUTIVIDADE são obtidos pela divisão dos
resultados obtidos (as SAÍDAS geradas) pelos esforços realizados (as ENTRADAS
consumidas) num certo período.
Figura 30: o conceito de produtividade
PRODUTIVIDADE
EFICÁCIA SAÍDA
GERADA
SAÍDAS GERADAS
ENTRADAS CONSUMIDAS
EFICIÊNCIA ENTRADA
CONSUMIDA
“FAZER CERTO A COISA CERTA”
Diferentemente da EFICÁCIA e da EFICIÊNCIA que, normalmente, são adimensionais
expressando respectivamente um percentual de realização de objetivos ou de utilização
de ativos, indicadores de PRODUTIVIDADE, na maioria das vezes, são dimensionais,
relacionando os resultados obtidos – medido em peças, toneladas, dinheiro ou outra
unidade semelhante – com esforços realizados – medidos em custo, consumo de
material, energia, um certo material crítico etc. Este aspecto é ilustrado pela Figura 31.
Observe que no cálculo de produtividade não há metas definidas pela gerência nem
padrões definidos pela engenharia, o que há é a comparação entre dois desempenhos da
produção: o de resultado e o de esforço.
Embora indicadores de Produtividade requeiram para o seu cálculo um olhar
retrospectivo sobre um período passado – e neste sentido desempenhem no nosso
modelo de diagnóstico um papel um pouco mais amplo e global – não há erro algum em
medir a PRODUTIVIDADE de um único recurso ou centro de trabalho.
A Filosofia da Produção Enxuta
65
Figura 31: Unidades de medida da Produtividade
Qual a unidade de medida da
PRODUTIVIDADE ?
A PRODUTIVIDADE pode ter diversas
unidades de medida.
Produção (Quantidades, Valor, ...)
Recursos Empregados (Quantidades, Tempo, Valor/Gastos, ...)
Pode até ser adimensional .
(valor agregado das) SAÍDAS GERADAS > 1
(valor agregado das) ENTRADAS CONSUMIDAS
Com efeito, a noção de local e global é subjetiva cabendo ao gerente a reflexão sobre o
perímetro de análise que dará a cada indicador. Isto é, uma seção é um perímetro local
se pensamos na empresa, mas é global se pensamos nos postos de trabalho
individualmente. A figura 32 ilustra esta reflexão.
Figura 32: O perímetro de análise da Produtividade
Em relação a que se mede
PRODUTIVIDADE ?
um país
uma região
uma empresa
um sistema em um dado
um processo PERÍODO
um recurso
uma operação
uma pessoa
Dos vários tipos de indicadores comentados neste texto, a PRODUTIVIDADE é
possivelmente o mais aconselhado para comparações e benchmarkings. Isto porque só
há sentido em compararmos dois sistemas a partir de indicadores de EFICÁCIA se ambos
trabalharem com a mesma meta. De modo análogo, só faz sentido confrontarmos
sistemas com base em EFICIÊNCIA se todos trabalharem com a mesma tecnologia e, por
A Filosofia da Produção Enxuta
66
decorrência, com o mesmo padrão ou referência de economicidade.
Já os indicadores de PRODUTIVIDADE parecem ser mais apropriados para benchmarking,
pois só levam em conta, no seu cálculo, fatores representativos do desempenho de fato
ocorrido. Especificamente, o numerador expressa o desempenho de resultado e o
denominador o desempenho de esforço.
Mesmo que as metas sejam distintas e as tecnologias heterogêneas, ainda assim pode
fazer sentido comparar índices de PRODUTIVIDADE, tal como “Produtos vendidos”
dividido por “Reais gastos” (já que esta conta permite comparação mesmo que os
produtos tenham sido obtidos com máquinas distintas).
A figura 33 apresenta exemplos de indicadores de produtividade.
Figura 33: Exemplos de bons indicadores de Produtividade
Exemplos de Bons Indicadores de Produtividade
Peças boas / Tempo de trabalho utilizado para produzi-las
Número de atendimentos feitos / Pessoas utilizadas no atendimento
Quantidade boa produzida / Consumo de um material crítico
Custo total de produção / Quantidade produzida (essa relação de produtividade é
muito utilizada nas empresas e revela o “Custo unitário” do produto. Observe
que neste caso específico os esforços estão no numerador e os resultados no
denominador mas a ideia de custo-benefício está igualmente considerada, apenas
de forma invertida).
Custo de material da produção vendida / Custo médio de material em estoque
(essa relação de Produtividade é muito utilizada nas empresas e revela o “Giro de
estoque” ou “Rotatividade dos estoques”. Este conceito será mais detalhado na
próxima seção deste capítulo).
A Filosofia da Produção Enxuta
67
Quinta dimensão do diagnóstico operacional: Efetividade
Há pouco tempo atrás, havia uma máxima do mundo da QUALIDADE que dizia: “para
ganhar um cliente você tem que atender suas expectativas ou mesmo superá-las”.
Nos dias de hoje, embora esta afirmação continue válida ela parece não ser mais
suficiente. Ocorre que, com a globalização, são tantos os ofertantes de valor que mesmo
o seu cliente mais fiel pode facilmente se encantar por uma novidade ou uma inovação
trazida por um novo concorrente.
Tal qual você cada vez mais haverá outros: brasileiros, latino-americanos, americanos,
europeus, asiáticos, africanos, todos ávidos por seduzir o seu cliente fiel. O fato de o
cliente gostar de você não garante que lhe escolherá novamente. Não se iluda, sua
vantagem de qualidade pode facilmente virar pó diante de uma inovação de valor trazida
por alguém que nem estava no seu radar.
Outra reflexão: você tem uma máquina de última geração e está utilizando-a a pleno
vapor. Eficiência melhor impossível: consegue tirar dela tudo o que ela pode dar. Para
manter toda esta eficiência antecipa demandas futuras (previstas, mas que ainda não
foram confirmadas), de modo a deixá-la sempre alimentada com material.
Agora o outro lado da moeda: por fazer esta produção antes da hora do consumo você
tem que despender grande energia, movimentando estas peças antecipadas para uma
área de estocagem (note que a se a produção não houvesse se antecipado ao consumo
essa armazenagem talvez não fosse necessária). Aliás, você precisará de alguém para
controlar os estoques, quem sabe um sistema computacional. Possivelmente, terá que
ter um analista para manter o sistema, pessoal no RH para contratá-lo e assim por
diante.
Não se iluda ! Analise em detalhe: sua maravilhosa EFICIÊNCIA local pode estar lhe
trazendo grande dano global, justamente no quesito economicidade e racionalidade.
Agora, focalizemos as ilusões que podem lhe trazer uma alta e, aparentemente, bem
sucedida EFICÁCIA.
Comentamos anteriormente que as metas são interpretações das oportunidades
existentes. Logo cabe às gerências analisarem os cenários, avaliarem a posição corrente
e o potencial de crescimento do sistema para, então, estabelecerem as metas. Mas veja,
por mais visionária e competente que seja a forma como a previsão for feita, trata-se de
um processo humano sujeito a falhas ou surpresas trazidas pelo ambiente externo, fora
de controle.
Pode acontecer que um sistema cumpra as suas metas, mas não necessariamente
aproveite consistentemente as oportunidades existentes. Por que? Porque as metas
podem, simplesmente, estar erradas.
Conclusão: um bom sistema de diagnóstico operacional precisa incluir indicadores que
validem se as metas, padrões e especificações estão corretas; avaliar se elas de fato o
estão conduzindo para onde era a intenção levá-lo.
A Filosofia da Produção Enxuta
68
Trata-se aqui de introduzir no nosso modelo de diagnóstico medidas que tragam um
olhar retrospectivo e crítico sobre o desempenho global do sistema; medidas que
verifiquem se:
o sistema está cumprindo a missão para o qual foi criado;
a posição competitiva conquistada é sustentável;
a rentabilidade econômica auferida pelos acionistas é atraente em relação a
outras possibilidades de investimento;
o clima organizacional produz um ambiente de permanência e desenvolvimento
das equipes.
Nesse contexto, denominaremos este tipo de índice como indicadores de EFETIVIDADE.
Em organizações sem fins lucrativos, a EFETIVIDADE estaria ligada ao conceito de atingir
a razão de ser da organização. Para uma universidade, por exemplo, não bastaria apenas
diplomar os alunos, mas fazê-los crescer como seres humanos. Um hospital não deveria
só curar os doentes, mas fazer com que eles não tornassem a apresentar a mesma
doença18.
Em um negócio destinado a gerar dinheiro em um mercado competitivo com clientes e
concorrentes, a EFETIVIDADE estaria relacionada ao conceito de, solidamente, fazer
crescer (ou pelo menos manter!) lucro econômico e retorno sobre investimento ao longo
do tempo. O fato de ter atingido meu plano de vendas, por exemplo, indica que fui
EFICAZ quanto a este objetivo, mas só terei tido EFETIVIDADE se conseguir – com
eficiência, qualidade, produtividade e lucratividade – manter os clientes e proporcionar
ao acionista o retorno desejado no médio e longo prazo.
Se fôssemos traduzir a ideia de EFETIVIDADE em uma frase de efeito seria apropriado
dizermos: “fazer a coisa útil”, isto é, fazer o que era para fazer. Veja a figura 34.
Figura 34: O conceito de efetividade
Todas as dimensões da
qualidade e
EFETIVIDADE competitividade
mantidas no LONGO
PRAZO.
“FAZER CERTO A COISA ÚTIL”
Procura medir se está realmente “valendo a pena” ter
qualidade no dia a dia, sendo eficaz, eficiente, produtivo,
lucrativo e competitivo.
18
Observe que para este tipo de medição uma atividade gerencial que ganha grande importância é o
“Acompanhamento Pós-vendas”.
A Filosofia da Produção Enxuta
69
Indicadores de EFETIVIDADE são obtidos pela divisão dos resultados úteis pelos
resultados alcançados, mensuradas com a mesma unidade de medida. Este quociente
traduz-se por um valor percentual que dá conta da qualidade das metas, padrões e
especificações, representando a sustentabilidade e a orientação do sistema na direção da
missão para o qual foi planejado. A figura 35 apresenta esse conceito e a figura 36 traz
exemplos de indicadores de efetividade.
Figura 35: O cálculo da Efetividade
EFETIVIDADE
Mede o grau de utilidade das “RESULTADOS ALCANÇADOS”
do ponto de vista do mercado:
parcela das vendas realmente úteis para o cliente x 100 %
VENDAS ALCANÇADAS
do ponto de vista do negócio:
retorno alcançado para o acionista x 100 %
RETORNO ESPERADO PELO ACIONISTA
Razão de ser
do negócio
Figura 36: Exemplos de bons indicadores de efetividade
Exemplos de Bons Indicadores de Efetividade
Rentabilidade apurada em um período / Rentabilidade atraente x 100
Volume de receitas estáveis no longo prazo / Volume global de receitas x 100
Alunos que se desenvolveram profissionalmente / Alunos diplomados x 100
Pacientes efetivamente curados / Pacientes atendidos x 100
A Filosofia da Produção Enxuta
70
Síntese desta seção e conclusões
Seria muito bom se houvesse um indicador único capaz de sintetizar todos os aspectos
da saúde. Um número mágico, uma média ponderada de vários aspectos, como:
temperatura, pressão sanguínea, colesterol, hemácias, glóbulos brancos etc. Faríamos a
média disso tudo, então acordaríamos de manhã e diríamos para nós mesmos: ah que
bom, hoje estou 18! Seria ótimo, mas afinal o que isso quereria dizer? Nada, não é
mesmo?
Assim como não existe um remédio único para todos os males, também não existe este
número mágico da saúde. Então o que fazem os médicos para elaborarem seu
diagnóstico? Categorizam os vários aspectos da saúde, analisam diferentes exames que
lhes dão informações sobre estas várias dimensões do problema (exame clínico, sangue,
urina, fezes etc.), observam o paciente e, com base em um diagnóstico rico e embasado,
definem suas prescrições.
Igualmente ocorre no mundo das operações. Maravilhoso seria fazermos o que era para
ser feito, certo da primeira vez, com o menor custo, gerando a satisfação de todos e de
forma duradoura. Porém, como este objetivo é muito amplo e cheio de interelações
talvez seja mais sensato desenvolver um sistema de indicadores que aproprie e integre
estas várias óticas em vários “exames clínicos”, cada qual dando conta de um aspecto da
saúde operacional.
No presente texto, sugerimos que um diagnóstico operacional deve contemplar pelo
menos cinco perspectivas fundamentais:
a oportunidade de demanda (e seu aproveitamento);
a limitação de capacidade (e seu aproveitamento);
o interesse do cliente e dos demais stakeholders (e sua satisfação);
a relação custo/benefício (e uma boa mediação) e;
a sustentação da posição competitiva (e a saúde econômica do negócio).
Embora os nomes dessas categorias possam variar de uma empresa para outra, ou
mesmo difiram de acordo com o campo acadêmico onde se situa a discussão,
propusemos aqui os termos que nos parecem ser os mais difundidos no meio produtivo
para descrever cada uma destas cinco dimensões, isto com o objetivo de sintonizar
percepções e vocabulário. Respectivamente, são eles:
EFICÁCIA para designar quanto o sistema aproveitou das oportunidades
percebidas;
EFICIÊNCIA para indicar quanto o sistema aproveitou dos ativos instalados;
QUALIDADE para mostrar a satisfação proporcionada pelo sistema junto aos
clientes, acionistas colaboradores e demais stakeholders;
PRODUTIVIDADE para apontar a relação custo/benefício entre os esforços feitos e
os resultados gerados, e;
EFETIVIDADE para definir a sustentação do negócio no longo prazo.
Projetadas no tempo, estas cinco categorias do diagnóstico operacional sugerem a
A Filosofia da Produção Enxuta
71
criação de um sistema de indicadores para governar a operação do dia a dia, de forma
que as decisões cotidianas ocorram em sintonia com o rumo que você deseja para o
negócio.
A figura 37 resume a discussão aqui apresentada. Como se vê, o ponto de partida é
mobilizar os colaboradores para os requisitos de qualidade do cliente (as especificações)
e, em conjunto com isso, para as metas de resultado e padrões de racionalidade19.
Direcionado o posto de trabalho através da tríade EFICÁCIA, EFICIÊNCIA e QUALIDADE,
é preciso checar no período se os resultados alcançados revelam uma boa mediação
entre estas três primeiras dimensões.
Figura 37: O modelo proposto de indicadores e o horizonte de tempo
valor para o meta (de vendas)
cliente / COMPETITIVIDADE
especificações missão / razão de ser
EFICÁCIA preço da organização
do produto
da organização
QUALIDADE PRODUTIVIDADE LUCRATIVIDADE EFETIVIDADE
do processo
EFICIÊNCIA
QUALIDADE DO
Fluxo de Lucro Lucro NEGÓCIO Retorno sobre
Caixa Líquido Econômico Investimento
padrão (de economia)
Dia a Dia Curto / Médio Prazo Longo Prazo
Horizonte de Tempo
Para tanto, a PRODUTIVIDADE surge como o indicador resumo do sucesso da gestão no
médio prazo, cabendo ainda considerar indicadores de EFETIVIDADE para verificar a
satisfação de todos os stakeholders em uma avaliação retrospectiva e de mais longo
prazo.
Do ponto de vista financeiro, faturamentos, despesas e fluxo de caixa relacionam-se
diretamente no curto prazo com o desafio da Eficácia (maximizar o faturamento) e da
Eficiência (diminuir a despesa). A lucratividade avalia a “saúde” no médio prazo e, por
fim, a rentabilidade sobre o investimento guarda relação com a ideia de Efetividade e a
qualidade e sustentação do negócio.
19
Muitas empresas hoje dispõem de quadros hora a hora que, colocados na frente de cada posto
de trabalho, buscam desenvolver a responsabilidade do operador em relação a metas, padrões e
especificações pertinentes àquele perímetro de atuação.
A Filosofia da Produção Enxuta
72
UM PEQUENO DESAFIO (resposta)
Descrevemos, abaixo, as que nos parecem ser as melhores respostas para o desafio
apresentado no início deste capítulo, tomando como referência para solução o
modelo conceitual proposto.
Enunciado:
Uma linha de produção operou durante um mês (ou mais precisamente 20 dias,
sendo 8 horas por dia). Nesse período esteve parada 8 horas para manutenção
corretiva. Além disso, por dia, a linha ficou parada 30 minutos para reuniões
regulares, lanches e manutenção preventiva.
Ao longo do mês foram produzidos 6.000 produtos. Destes 10% não estavam de
acordo com as especificações e foram devolvidos pelos clientes. Os demais foram
faturados e aceitos.
Segundo pesquisas do setor de Pós-venda, 5% dos clientes consultados declararam
que não voltarão a comprar da empresa, os demais clientes manifestaram a intenção
de voltar a adquirir da companhia.
Segundo a Engenharia, essa linha seria capaz de fazer 45 produtos/hora. Vendas e
Produção haviam concordado com uma meta de venda de 320 por dia.
Solução:
1) Quanto eficaz foi o sistema?
Meta de venda = 320 produtos por dia x 20 dias no mês = 6.400 produtos/
mês
Venda = 6.000 produtos feitos no mês – 600 devolvidos = 5.400
produtos/mês
Eficácia = 5.400 / 6.400 x 100 = 84,4%
A Filosofia da Produção Enxuta
73
CONCEITOS BÁSCIOS VERSUS CONCEITOS PRÁTICOS
Muitas vezes, aflitos com as demandas do dia a dia nas empresas, damos pouco
valor aos modelos conceituais. Entretanto, quanto mais vivemos, mais nos
deparamos com situações onde somos “promovidos”, em função do bom
desempenho na gestão de uma determinada área, para o desafio de gerenciar
outra que pouco conhecemos.
É nestas horas que os modelos conceituais tornam-se ferramentas práticas e
podem funcionar como um apoio concreto para estruturar suas ações.
Imagine que você recebeu a incumbência de gerenciar um posto de saúde no seu
município. Só que você não é médico e tampouco tem experiência com o assunto.
Por onde começar?
Bem, que tal pensar assim:
1. EFICÁCIA: qual o objetivo deste sistema? Qual a demanda existente na
comunidade? Que meta de atendimento estabelecer para mobilizar minha
equipe para o resultado?
2. EFICIÊNCIA: Com que ativos posso contar? Que pessoas disponho para cada
função? Que equipamentos e instalações estão disponíveis? Qual o meu
orçamento? Quais os padrões racionais de funcionamento desses recursos?
3. QUALIDADE: Que pensam os clientes sobre o atendimento? Que critérios e
especificações seria possível pensar para representar a satisfação deles? Quais
tempos de atendimento, de espera, são admissíveis? Quais são as
expectativas, necessidades e desejos dos pacientes ? E quais são as dos meus
colaboradores e de quem me contratou para este posto?
4. PRODUTIVIDADE: Quais são os índices que caracterizam uma boa relação
atendimentos/recursos? Quantos atendentes ou médicos seria razoável ter para
cumprir as metas de atendimento, com a qualidade pretendida e respeitando os
padrões de racionalidade?
5. EFETIVIDADE: Para que este sistema existe? Ele cumpre a sua missão? Os
pacientes aqui atendidos de fato ficam bons das suas mazelas? Uma vez
atendidos, não retornam porque ficaram de fato saudáveis (ou porque
morreram)?
A Filosofia da Produção Enxuta
74
UM PEQUENO DESAFIO (continuação da resposta)
2) Quanto eficiente foi o sistema?
Aqui há algumas hipóteses:
Quanto à referência de disponibilidade de máquina ou capacidade de
produção:
Tempo disponível (janela total): 24 horas/dia x 20 dias/mês = 480 horas
Tempo disponível (janela legal): 8 horas/dia x 20 dias/mês = 160 horas
Tempo disponível (janela operacional): 160 horas – (20 dias x 0,5 hora por
dia com preventiva e reuniões) = 150 horas
Tempo disponível para produção (janela produtiva) = 150 horas – 8 horas
com corretiva = 142 horas produtivas
Padrão de capacidade (janela total) = 45 produtos por hora x 480
horas/mês = 21.600 produtos por mês
Padrão de capacidade (janela legal) = 45 produtos por hora x 160
horas/mês = 7.200 produtos por mês
Padrão de capacidade (janela operacional) = 45 produtos por hora x 150
horas /mês = 6.750 produtos por mês
Padrão de capacidade (janela produtiva) = 45 produtos por hora x 142
horas /mês = 6.390 produtos por mês
Quanto ao desempenho:
Produtos bons manufaturados: 5.400 no mês
Total de produtos manufaturados (bons + defeituosos): 6.000 no mês
Cálculo da eficiência => qualquer divisão dos itens de desempenho, acima
listados, por uma das opções de padrão, será um indicador de eficiência
plausível. Porém, é importante ter em mente o significado preciso de cada
conta.
Listamos, abaixo, dois deles que nos parecem bastante significativos:
Hipótese 1 (revela a eficiência de saída referente a utilização do ativo no
período da janela legal):
Eficiência = (5.400 produtos bons manufaturados / 7.200 produtos que
poderiam ser produzidos considerando a janela legal) x 100 = 75%
Hipótese 2 (revela a eficiência de saída do processo de produção referente
a utilização do ativo no período em que ele esteve efetivamente
disponível):
Eficiência = (5.400 produtos bons manufaturados / 6.390 produtos que
poderiam ser produzidos considerando a janela produtiva) x 100 = 84,5%
A Filosofia da Produção Enxuta
75
UM PEQUENO DESAFIO (continuação da resposta)
3) Qual foi a Qualidade?
No enunciado, temos informações sobre a conformidade com a especificação de
qualidade dos clientes com o produto manufaturado. Parece-nos, assim, apropriado
consideramos como revelador da qualidade o seguinte índice:
Qualidade = (5.400 produtos bons manufaturados / 6.000 manufaturados) x 100 =
90%
4) Qual foi a Produtividade?
Como expressão do resultado, entendemos que o melhor valor apresentado no
enunciado são os produtos bons faturados. Como expressão do esforço, poderíamos
utilizar a jornada total, legal ou a operacional. Assim, teríamos aqui dois bons índices
que poderiam ser adotados:
Produtividade = 5.400 produtos bons manufaturados / 160 horas contratadas =
33,75 produtos/hora contratada
Produtividade = 5.400 produtos bons manufaturados / 150 horas úteis =
36 produtos/hora operacional
5) Qual foi a Efetividade?
Na falta de dados econômicos referentes ao desempenho, parece-nos que a
informação mais vinculada à ideia de permanência ou longevidade do sistema é a que
fala da decisão dos clientes voltarem a comprar da empresa. Assim, poderíamos
utilizar, neste caso, como um indicador de efetividade o índice abaixo: Clientes que
voltariam a comprar da empresa / Clientes consultados x 100 = 95%
A Filosofia da Produção Enxuta
76
Dez conceitos importantes para entender a saúde operacional
As categorias descritas na seção anterior são tipos de indicadores. Para cada categoria
cabe ao gestor definir qual indicador faz sentido para o seu caso. A escolha correta
sobre o quê e como medir varia de empresa para empresa.
No campo da gestão de operações porém há alguns indicadores, conceitos e relações que
são de interesse geral. Nesta seção debateremos dez deles que julgamos serem
importantes que você tenha um bom entendimento antes de se aprofundar no estudo
das principais tecnologias de gestão da produção e serviços. São conceitos que
compõem o vocabulário básico do gestor de operações de produção e serviços, quais
sejam:
(i) “Gargalos”
(ii) “Não gargalos”;
(iii) Estoque em processo;
(iv) Giro de estoque;
(v) Tempo de atravessamento (ou ciclo do produto);
(vi) Tempo de ciclo do processo;
(vii) Lote de produção
(viii) Lote de transferência;
(ix) “Empurrar a produção”
(x) “Puxar a produção”
A ideia é definir esses pontos, compreender como eles se relacionam com a melhoria da
produtividade e os trade-offs20 que embutem.
Gargalos e não gargalos
Para facilitar o entendimento propomos a você a analogia hidráulica apresentada na
figura 38. Suponha que a cadeia de valor que integra a fonte de suprimento A, os
processos B, C, D e E o mercado F, apresentados na parte superior da figura possa ser
metaforicamente representada pelo modelo “torneira, tubulação, tanque” apresentado na
parte inferior da figura.
Repare que descrevemos pra cada processo a sua capacidade de produção em um certo
período (por exemplo, o centro B tem capacidade de produzir 240 unidades por hora; o
centro C tem capacidade de produzir 100 por hora e assim por diante).
20
Trade-offs é uma expressão de língua inglesa muito usada no campo da gestão de operações.
Diz respeito aos custos e benefícios de uma decisão particularmente quando estão em jogo
objetivos que podem ser conflitantes.
A Filosofia da Produção Enxuta
77
Figura 38: Analogia hidráulica para um sistema de produção
A B C D E F
Capacidade 300 Cap. 240 Cap. 100 Cap. 250 Cap. 300 Demanda 300
° °
° °
° °
° °
°
° °
°
Pensemos esse sistema em funcionamento. A água que sai do cano se acumula no
tanque com o passar do tempo. Quanto mais o tempo passa mais água temos ali
acumulada. Tomando a parte superior da figura como referência diríamos que com o
passar do tempo os produtos feitos pelo sistema B-C-D-E são vendidos no mercado F. A
água acumulada no tanque corresponde aos produtos vendidos para o mercado F.
Representa portanto a venda do período; ou o número de atendimentos feitos por um
sistema de serviços; e corresponde ao faturamento auferido no período correspondente
a essa produção, conforme seja o contexto de análise que estejamos considerando.
Agora reflita sobre a vazão deste sistema. De nada adianta a torneira A ser capaz de
liberar 300 lts por hora, se apenas 100 lts por hora passam na seção C, concorda? Do
mesmo modo superdimensionadas estão as capacidades de B, D e E. Com efeito os
centros D e E jamais processarão mais de 100lts por hora se quem os abastece está
limitado a liberar 100lts por hora. Pouco importa se têm capacidade a mais. Quanto à
torneira A e ao centro B até poderiam processar mais que 100lts por hora mas isto seria
um desperdício pois nenhum ganho haveria para o sistema como um todo se
funcionassem a todo vapor.
Vê ? A vazão de um sistema é dominada pela vazão do seu recurso mais restritivo. Por
isso dizemos que no sistema da figura 38 o centro C é o “gargalo” de capacidade. E em
correspondência todos os demais são ditos “não gargalos”.
Estoque em processo
Agora pensemos na água que está dentro do cano. Com o passar do tempo esse volume
dentro da tubulação aumenta, se reduz ou permanece inalterado? Lembre-se de você
regando seu jardim. O volume de água dentro da mangueira se altera com o passar do
tempo?
A Filosofia da Produção Enxuta
78
A resposta é não, não é mesmo? Numa situação de regime regular, a água no tanque
se acumula, mas o volume de água dentro do cano permanece inalterado. Não é a
mesma água, mas o volume total segue o mesmo dentro do cano, pois há uma
renovação constante e estável (sai água por uma ponta, entra pela outra).
Se estivéssemos falando de um sistema de produção esta água dentro do cano seria
análoga ao que denominamos estoque em processo. Se o foco fosse um sistema de
serviços poderíamos fazer uma analogia com o número de clientes em uma fila, por
exemplo. Ou se a referência fosse um escritório de advogados ou uma repartição pública
estaríamos nos referindo a pilha de processos a serem analisados em cima das mesas.
Observe que esta água é de alguma forma imprescindível para viabilizar o fluxo. Na
manufatura, por exemplo, algum estoque em processo é necessário para manter a
produção em regime. Se não houver material em processo ocorrerá o seguinte cenário:
quando o centro C precisar de material só aí o centro B irá providenciá-lo, então o centro
C terá que ficar esperando B fazer seu serviço para que possa iniciar o seu. O sistema
andará “aos soluços”.
Por outro lado repare que embora necessário para o fluxo este estoque é um dinheiro
parado. Sim, se o volume de água (ou o dinheiro imobilizado em estoque) segue
inalterado na sua quantidade total e se esse estoque vale dinheiro, então do ponto de
vista econômico há ali um dinheiro imobilizado (que poderia estar gerando valor em
outro lugar, por exemplo, em uma aplicação financeira). Ou, se quem está parado é
um cliente ou um processo, provavelmente há um cliente chateado com você.
Giro de estoque (ou rotatividade de estoque)
Em suma, a água que está no tanque revela o RESULTADO e a água que está no cano dá
conta de um ESFORÇO. Então, conceitualmente, a divisão destes dois valores revela a
PRODUTIVIDADE do sistema no que toca ao processamento da água (ou dos estoques).
Suponhamos por exemplo que no tanque após oito horas haja 800 lts de água e que no
sistema B-C-D-E tenhamos a qualquer instante 400lts em média. Ora, se dividirmos o
resultado 800 lts pelo esforço 400lts obteremos o quociente 2. Mas o que expressa de
fato este número? Qual o significado do resultado desta conta?
Vamos pensar juntos. O numerador dá conta da água que se acumulou no tanque em um
certo período, não é mesmo? E o denominador? Este é a água que está no cano. Então,
é lícito dizer que o quociente 2 calculado expressa quantas vezes a água acumulada no
tanque num certo período é maior que a água que temos em média no cano, a qualquer
tempo. Ou, pensando de outro modo, quantas vezes seria necessário esvaziar o cano
para encher o tanque no período considerado, concorda? Essa ideia está registrada na
figura 39.
A Filosofia da Produção Enxuta
79
Figura 39: O significado do giro de estoque
GIRO DE ESTOQUE
(nº de vezes / período)
Nº de vezes que todo o volume de líquido na tubulação se
renova em um dado período
(nº de vezes / período)
Nº de vezes que todo o estoque se renova
em um dado período (normalmente 1 ano)
Sim, veja! Em um sistema que produz 800 unidades de um certo item (resultado no
período) e que, para viabilizar isso, imobiliza 400 unidades (investimento médio em
estoque no período) então o quociente 2, resultado da conta, indica que o estoque se
renova duas vezes nesse período, ou que o estoque “gira” duas vezes nesse período.
Este é o significado físico do giro ou rotatividade de estoques.
A figura 40 registra a forma de cálculo do giro de estoque. Observe que – além do
cálculo com base em quantidade podemos também fazer este cálculo baseado em
valores financeiros. A vantagem é que o dinheiro é um denominador comum de valor
permitindo somar coisas de valor diferenciado de um modo que faça sentido.
Observe, porém que se você optar por fazer a conta com base em custo o mais correto é
“imunizar” as parcelas da conta retirando dela aspectos que nada têm a ver com a
eficiência operacional. Repare: em lugar de faturamento a sugestão é utilizar o custo de
material relacionado à produção vendida. Isto porque o faturamento é influenciado por
variáveis de outra natureza, não operacionais, como por exemplo, margem de lucro e
impostos, fatores que se considerados no cálculo podem lhe iludir fazendo supor que seu
sistema está mais rápido do que de fato está.
Figura 40: O cálculo do giro de estoque
GIRO OU ROTATIVIDADE DE ESTOQUE NO ANO
Produção vendida no ano .
Estoque médio ao longo do ano
Custo de material do produto vendido no ano
Custo do estoque médio ao longo do ano
A Filosofia da Produção Enxuta
80
De modo análogo, o mais preciso é tomar para cálculo o custo de aquisição dos materiais
evitando assim que interfiram no cálculo do giro os rateios de custos fixos como mão de
obra ou despesas de processamento.
Bem, isto é o mais preciso, mas é claro que os indicadores são para servir ao gerente,
não para escravizá-lo. Se o custo de obter a informação precisa for maior que o
benefício decorrente de apurá-la, não é errado usar o valor impreciso, desde que você
saiba a imprecisão que está cometendo e como ela afeta o resultado.
Tempo de atravessamento (ou ciclo do produto)
Agora me diga: se algo se renova duas vezes ao ano quanto tempo fica com você? Seis
meses, certo? E se a renovação se dá quatro vezes ao ano? Três meses, você dirá.
Percebe? Por trás da ideia de giro está implícito um tempo de atravessamento do
sistema.
Em inglês chamamos este tempo de lead-time. É um termo muito conhecido e falado
quando o tema é gestão de operações. Dá uma ideia de percurso, de tempo de viagem.
Se estamos falando de reposição de estoques, por exemplo, trata-se do intervalo de
tempo que decorre entre você providenciar um item até o momento em que ele está
disponível para o seu uso.
Observe que o lead-time ou tempo de atravessamento ou tempo de reposição não é
apenas tempo de máquina. Ele inclui certamente os tempos de máquina, mas é indicado
considerar também na sua composição tempos dispendidos com a preparação de
máquina, tempos de transporte, tempos de fila e os tempos administrativos relacionados
ao processamento do pedido e da entrega.
Você pode medir este tempo acompanhando diretamente a movimentação do item na
planta, a informação sendo processada no tempo, ou o percurso de um cliente num
sistema de serviços, qual seja o seu caso. Mas se o sistema estiver em equilíbrio, em
regime estável, também pode estimá-lo pelo inverso do giro conforme registram as
figuras 43 e 44.
Figura 41: A relação entre o giro de estoque e o tempo de atravessamento
FAÇA O CÁLCULO
GIRO DE 3 VEZES AO ANO
PERMANÊNCIA DE 4 MESES
GIRO DE 6 VEZES AO ANO
PERMANÊNCIA DE 2 MESES
GIRO DE 12 VEZES AO ANO
PERMANÊNCIA DE 1 MÊS
GIRO DE 24 VEZES AO ANO
PERMANÊNCIA DE 15 DIAS
GIRO DE 150 VEZES AO ANO
?
A Filosofia da Produção Enxuta
81
Figura 42: O inverso do giro de estoque estima o tempo de atravessamento
PERMANÊNCIA = 1 .
GIRO
PERMANÊNCIA = 1 .
150 vezes / ano
PERMANÊNCIA = 1 ano .
150 vezes
= 365 dias .
150 vezes
= 2,43 dias por vez
Para dar um significado físico ao tempo de atravessamento na analogia hidráulica da
figura 38: é como se você medisse o tempo que uma coluna d’água leva para se mover
da torneira A até o tanque F.
Ciclo do processo
Quando falamos de tempos de produção duas perspectivas podem ser consideradas: a do
item que está sendo processado e a do recurso que o está processando. O mesmo vale
para um sistema de serviços, onde temos de um lado, o cliente, ou uma informação
transitando e, de outro, um prestador de serviço operando.
O tempo de atravessamento analisado acima é a perspectiva do cliente (ou do material
ou da informação) que transita. Pergunte a um cliente de uma agência bancária sobre o
tempo despendido no sistema e ele lhe contará sobre o que aconteceu no intervalo entre
entrar e sair da agência. Se a mesma pergunta for feita ao caixa ele provavelmente se
aterá ao tempo médio que leva para atender cada cliente. Se pensarmos bem vamos
concluir que este tempo - tomada a perspectiva do caixa - revela na verdade o intervalo
de tempo médio entre o atendimento de dois clientes consecutivos.
Podemos estimar este tempo do caixa de duas formas: observando vários atendimentos,
cronometrando-os e fazendo a média do tempo. Ou, podemos estimar este tempo
dividindo a jornada de trabalho pelo número de atendimentos realizados, como
apresentado na figura 43.
Repare que quando falamos do Tempo de Atravessamento o foco da medição estava no
cliente; agora que estamos falando do Ciclo do Processo o foco está no caixa, no
prestador de serviço, sequer precisamos nos indagar para fazer este cálculo qual foi a
hora que o cliente chegou ou saiu da agência.
A Filosofia da Produção Enxuta
82
Figura 43: O cálculo do ciclo do processo
A TAXA DE PRODUÇÃO É O INVERSO
MATEMÁTICO DO
CICLO DO PROCESSO
CICLO DO PROCESSO = JORNADA .
PRODUÇÃO
TAXA DE PRODUÇÃO = PRODUÇÃO .
JORNADA
Um ponto interessante: observe na figura 43 apresenta que o ciclo do processo é a taxa
de produção (a vazão na nossa analogia hidráulica da figura 38) às avessas. Com efeito,
se o Ciclo do Processo é a divisão da jornada pela quantidade produzida, a Taxa de
Produção (que é uma medida clássica de produtividade) é a divisão da quantidade
produzida pela jornada. Uma medida é o inverso matemático da outra. E
consequentemente revelam, de forma reversa, a mesma ideia.
Um aspecto a considerar no cálculo do ciclo do processo é que a jornada (que é o
numerador da conta) deve considerar o tempo útil de processamento, ou seja, o tempo
em que a sistema realmente estava ali para produzir. Se o sistema faz paradas para
refeições ou reuniões programadas ou manutenções preventivas devemos descontar
esses tempos ou o resultado parecerá pior do que é.
Também com relação à Produção (o denominador da conta) cabe um comentário. Pelo
menos três interpretações fazem algum sentido aí. Perceba a sutil diferença dessas três
possíveis formas de calcular o ciclo. Se quero saber de quanto em quanto tempo em
média estou faturando o correto é dividirmos a jornada útil pelo quantidade de itens
produzidos ou serviços bons (vendáveis) que o sistema fez no período. De fato não há
sentido em contabilizar como Ciclo de Produção (ou Ciclo do faturamento) algo
defeituoso, que não pode ser comercializado (já que item defeituoso não é produção, não
agrega valor nem utilidade para ninguém).
Por outro lado se você quiser que a conta do ciclo expresse de verdade o ritmo em que o
sistema funcionou, isto é a velocidade real do processo, então você terá que considerar
também os itens que foram rejeitados pois mal ou bem foram feitos e roubaram tempos
do sistema. Com efeito, será dividindo a jornada útil pela produção total feita no período
(bons mais defeituosas) que teremos entendimento sobre o Ciclo do Processo.
A Filosofia da Produção Enxuta
83
Observe ainda que o alvo da melhoria esperada pode ser também expresso por uma
conta de Ciclo. No caso deveríamos dividir a jornada pela meta de produção. Nessa
hipótese teríamos o Ciclo da demanda21, o ciclo desejado, na direção do qual a gestão
tentará convergir o ciclo do faturamento e o ciclo do processo.
Lote de processamento e lote de transferência (ou transporte)
O que pode ser feito para reduzir os tempos de atravessamento? Para responder essa
pergunta analisemos na figura 44 os componentes de tempo que usualmente compõem o
percurso do cliente, material ou informação através de um sistema de produção ou
serviço.
Figura 44: Componentes do Tempo de atravessamento
O tempo de atravessamento
Obtenção Transporte até Espera em Preparação Processa‐ Formação Entrega
dos local do fila de máquina mento de lote para o
insumos processamento cliente
Ora, conforme discutimos qualquer agilização neste percurso é bem vinda. Seja no
processo, de obtenção dos insumos, no transporte, na produção ou na distribuição
quanto mais direto e eficiente for o fluxo mais satisfeito ficará o cliente, mais rentável
será o processamento. Entenda, porém algumas armadilhas que você vai encontrar pelo
caminho.
Por exemplo, uma decisão gerencial considerada bastante racional é compensar
eventuais custos de pedir, fazer ou distribuir com o processamento em lotes racionais,
econômicos. Você gasta energia para fazer um pedido? Então você encomenda vários
de uma vez. Você gasta tempo e energia para preparar a máquina para fazer o produto
X? Então, quando for fazê-lo faça logo um lote desse produto para compensar esse
tempo perdido. É caro levar de um em um? Leve logo vários de uma vez. O lote é uma
ideia sensata pois traz economia de esforços e eficiência no uso dos ativos. Mas
analisemos seu impacto no percurso do cliente. Compare a seguir as figuras 47 e 48 que
descrevem o processamento de um lote de 4 produtos através de 5 centros de trabalho
em sequência.
Comecemos pela figura 45. Vamos supor que os recursos responsáveis pela fabricação
dos itens Haste, Suporte e Conjunto ali referidos e da etapa Teste são rápidos, levam 1
unidade de tempo para realizar a tarefa relativa a cada produto ou serviço. Já o recurso
que faz a Base é mais lento; cada produto lhe toma 2 unidades de tempo. Observe ainda
21
No contexto do “Lean” (Produção Enxuta) este ciclo da demanda é denominado “Takt-time””
A Filosofia da Produção Enxuta
84
que a Haste e a Base são feitos em paralelo não havendo pré-requisito entre eles, porém
a produção de ambos se acopla na fabricação do Suporte seguindo os materiais a partir
daí então juntos como um produto único.
Figura 45: A fabricação de um produto com lotes de transferência de 4 produtos
ACELERANDO A PRODUÇÃO: PEQUENOS LOTES
A redução dos lotes de transferência provoca a aceleração do fluxo:
Haste
Base
Suporte
Conjunto
Teste
TEMPO DE ATRAVESSAMENTO (SITUAÇÃO DE REFERÊNCIA)
Tempo
Nesse exemplo inicial os recursos sempre que vão produzir o fazem num lote de
produção (também referido na literatura como lote de processamento) equivalente a 4
produtos. A razão pode ser, por exemplo, alguma economia de esforço na preparação da
máquina ou na requisição de materiais ao almoxarifado. Fazer de 4 em 4, sempre que a
máquina começa a produzir caracteriza o que chamamos de lote de produção. Note,
entretanto, que você pode fazer de quatro em quatro, mas passar para o próximo
estágio de 1 em 1. Se você fizer isso, seu lote de produção será 4, mas seu lote de
transferência (também referido na literatura como lote de transporte) será 1. Veja
agora o que ocorre quando se reduzem os lotes de transferência?
Tomemos para análise a figura 46. Vemos que o tempo de atravessamento será
composto de 8 unidades de tempo para a Base preparar seus 4 produtos; mais 4
unidades de tempo para o Suporte, outras 4 para o Conjunto e ainda mais 4 para o
Teste. Resultado: 20 unidades de tempo (já que as 4 relativas à Haste correm em
paralelo).
Agora vejamos como se comportaria este sistema se os lotes de transferência fossem
reduzidos conforme apresentado na figura 46.
Conforme se vê a fabricação de Base continua a ser feita com o lote de 4 produtos
(consumindo as mesmas 8 unidades de tempo que consumia para ser feito). Nada
mudou em relação a isso se compararmos com o cenário anterior. Porém agora logo que
um produto é preparado ele já segue em frente sendo transferido de 1 em 1.
Consequentemente acelera-se o fluxo e o tempo de atravessamento se contrai (de 20
para 11 unidades de tempo) em função do “overlapping” que é produzido entre
operações consecutivas.
A Filosofia da Produção Enxuta
85
Figura 46: Comparando a fabricação com lotes de transferência de 4 e de 1 produto
ACELERANDO A PRODUÇÃO: PEQUENOS LOTES
A redução dos lotes de transferência provoca a aceleração do fluxo:
Haste
Base
Suporte
Conjunto
Teste
TEMPO DE ATRAVESSAMENT O (SIT UAÇÃO DE REFERÊNCIA)
TEMPO DE ATRAVESSAMENT O (SIT UAÇÃO PLANEJADA)
Tempo
Duas observações relevantes. Primeira: certamente este ganho na passagem do
produto paga um preço. Qual é? Haverá mais transportes entre as áreas ! Outro ponto:
embora o tempo de atravessamento tenha sido beneficiado o ciclo do processo não sofre
influência. O recurso Base continua a fazer 4 produtos a cada 8 unidades de tempo e o
sistema segue portanto fazendo a mesma quantidade que fazia. O ciclo do processo (e a
ociosidade global dos recursos) só se alteraria se houvesse redução no tempo unitário
por peça fabricada na base.
Produção puxada versus produção empurrada
Diz-se que a produção é empurrada quando os recursos trabalham visando a sua máxima
eficiência local sem estar diretamente orientados pela necessidade imediata do seu
cliente interno. Esse comportamento é normalmente incentivado por uma ideia
subliminar que nos sopra aos ouvidos: “não se pode deixar um ativo caro parado”! Ora
de fato é importante remunerar o investimento do acionista. Se uma máquina cara foi
comprada é porque esperava-se que ela com sua produção amortizasse esse
investimento no ritmo pretendido. Se, porém, ela faz menos que o previsto o tempo de
amortização se alonga e o acionista pode ficar muito chateado.
Na produção empurrada a gestão orienta o recurso para o aproveitamento da capacidade
instalada. Se há máquina livre e material disponível para o processamento vamos logo
fazendo para ganhar tempo e aproveitar essa capacidade que é tão nobre. Por este
motivo, associamos a ideia de produção empurrada ao acionamento pela “data mais
cedo”.
Em oposição, diz-se que uma produção é Puxada quando quem a comanda não é um
aspecto interno ao recurso (como a sua própria capacidade), mas sim a demanda
corrente do seu cliente imediato. Isto é, na produção puxada é o cliente imediato de um
A Filosofia da Produção Enxuta
86
processo quem dá o sinal de que é hora de ressuprir. Se este sinal não chega o recurso
não deve ser ativado.
Na produção puxada a gestão orienta o recurso para reagir rapidamente à demanda do
cliente imediato. Se há máquina livre e material disponível para processamento. isto não
quer dizer que devamos ir logo fazendo para ganhar tempo. Ao contrário, a ideia é
esperar o pedido ser confirmado e evitar assim a formação antecipada de estoques que
acabariam se constituindo em filas e obstruindo o fluxo ágil dos produtos pelo sistema.
Por este motivo, associamos a ideia de produção puxada ao acionamento pela “data mais
tarde”. É comum também estar associado a esta ideia o termo Kanban e a abordagem
“Just-in-time” que implementam tal conceito. Especificamente, Kanban é o sinal que o
cliente interno de um processo utiliza para avisar ao seu supridor que é hora de
ressuprir.
Entendamos o trade-off embutido na ideia de puxar a produção. Se os recursos são
acionados só quando há pedido existe um grande risco de sua utilização (o
aproveitamento, a eficiência de uso do ativo) ficar abaixo de 100%.
Porém, a aposta deste sistema de acionamento é que haverá benefícios globais que mais
que compensarão esta ineficiência local. Estes benefícios estariam diretamente ligados à
agilidade e flexibilidade na oferta de valor aos clientes e na redução dos custos de
estocagem. E derivariam do fato de que nesse modelo os produtos não são feitos antes
da hora do consumo. Portanto, os custos de manuseio e a estrutura relacionada à
transportar, controlar e armazenar em depósitos intermediários seriam minorados.
Reflita sobre o seguinte: se não há demanda qual a vantagem de manter uma máquina
na sua plena utilização? Se não há pedido, nenhum impacto positivo no numerador da
produtividade será alcançado pela decisão de manter o recurso na sua máxima utilização.
E pior, o denominador da produtividade aumentará, pois os materiais excedentes à
demanda que porventura forem produzidos nessa circunstância terão que ser mantidos
em estoque, para lá levados e depois trazidos de volta, quando chegar a hora de serem
aproveitados. Além desse impacto nocivo no custo haverá, ainda, a formação de filas que
obstruirão a desejada passagem rápida dos produtos.
Tomando como referência a figura 40 (vista anteriormente) veja que se o recurso B
trabalhar na sua máxima utilização (240 por hora) nenhum benefício no faturamento
haverá, pois a restrição C (100 por hora) é quem governa o volume produzido. O
material que vier a ser feito a mais por B terá que ser armazenado em estoque até que
chegue sua hora de consumo. Repare também que o acionamento de D e E pode ser feito
mais livremente (até mesmo dentro da lógica empurrada), pois a restrição limitará o
abastecimento deste recursos naturalmente subordinando-os ao seu próprio ritmo de
produção (100 por hora).
A Filosofia da Produção Enxuta
87
Síntese desta seção e conclusões
Para você guardar: o lead-time ou tempo de atravessamento embute sempre uma ideia
de percurso. Já quando falamos de ciclo no campo das Operações o que se quer revelar é
uma ideia de ritmo, de cadência.
Quem decide a cadência é o “gargalo”, o recurso crítico de capacidade. Não desperdiçar
tempos neste recurso, programando-o sempre no instante mais cedo e reduzindo os
tempos que porventura sejam gastos sem agregar valor, contribui decisivamente para
garantir a vazão.
Por outro lado, garantir o fluidez através dos recursos não críticos (por exemplo, via
produção puxada e transferência em pequenos lotes) é fundamental para cumprir
rapidamente o percurso.
Estas ideias se relacionam diretamente com o conceito de produtividade. Responda para
você mesmo: o tempo gasto para fazer um percurso lhe traz uma ideia de RESULTADO
ou de ESFORÇO feito para viajar? Se uma coisa produz em ritmo acelerado isso significa
que ela fará muito RESULTADO ou pouco ESFORÇO?
Percebe? Queremos que esses dois tempos de produção sejam pequenos, mas a
repercussão dessa agilidade é diferente.
O que significa um Ciclo do Processo baixo? Significa que produzimos em ritmo
acelerado, que em uma certa jornada de trabalho fizemos muitos produtos. Portanto,
reduzir o ciclo do processo nos traz mais produção, mais RESULTADOS (o numerador da
conta de produtividade).
E o que significa um Tempo de Atravessamento baixo? Significa que para obter o que
queria o cliente despendeu pouco tempo, fez pouco ESFORÇO (o denominador da
produtividade).
A figura 47 revela essa relação conceitual entre o Ciclo do Processo, o Tempo de
Atravessamento e a Produtividade resumindo por que é importante que você
compreenda bem a distinção entre estes conceitos que têm cada um seu significado
específico embora estejam todos umbilicalmente conectados através do desafio global
da produtividade.
Figura 47: Relacionando Ciclo do Processo, Tempo de atravessamento e Produtividade
PRODUTIVIDADE
CICLO DO SAÍDA
PROCESSO GERADA
RESULTADOS
ESFORÇOS
TEMPO DE ENTRADA
ATRAVESSAMENTO CONSUMIDA
A Filosofia da Produção Enxuta
88
Questões-chave deste texto para sua reflexão
1. Qual a importância dos indicadores de desempenho para a gestão dos sistemas de
produção e serviços?
2. Conceitue Eficácia, Eficiência, Qualidade, Produtividade e Efetividade descrevendo
como esses conceitos se diferenciam e se relacionam?
3. Conceitue Ciclo do Processo, Tempo de Atravessamento e Giro de estoque
descrevendo como esses conceitos se diferenciam e se relacionam?
4. Conceitue Produção Puxada e Produção Empurrada descreva como essas formas
de acionar um sistema de produção e serviços influenciam o giro dos estoques.
5. Descreva como os sistema de acionamento “Puxado” ou “Empurrado” afetam os
recursos gargalos e não gargalos?
A Filosofia da Produção Enxuta
89
Texto 3: O Pensamento Lean nas operações de Produção e
Serviços
Ricardo Sarmento Costa e Eduardo G. M. Jardim
extraído e adaptado do livro
Produção e serviços: reflexões e conceitos
de Ricardo Sarmento Costa e Eduardo Galvão Moura Jardim
Em publicação, Editora Atlas, 2015, 1o edição
POR ESTAR ESTE MATERIAL EM FASE DE PUBLICAÇÃO
É vedada a cópia e utilização para outro fim que não a utilização como material de
estudo na Pós-Graduação em Lean Manufacturing da FUCAPI
sem autorização expressa e por escrito dos autores
Motivação e objetivos deste texto
O pensamento enxuto é uma maneira de encaminhar a melhoria e a (re)organização de
um ambiente produtivo. A aposta-chave é que entendendo o que é valor para o cliente
seremos capazes de identificar e eliminar os desperdícios, via melhoramento contínuo
dos processos de produção, e assim alavancar a posição competitiva da empresa, em
particular no que se refere à fatores como:
a velocidade e a pontualidade no atendimento aos clientes;
a flexibilidade para se ajustar ao seus desejos específicos;
a qualidade, e;
o preço do produto ou serviço ofertados.
Com efeito, ganhos impressionantes têm sido relatados na literatura (e podem ser
verificados empiricamente) relacionados à implantação do LEAN e a consequente
diminuição dos tempos totais de atendimento, redução dos índices de falhas, aumento da
rotatividade de estoques e baixa dos custos de produção, dentre outros indicadores de
produtividade e qualidade.
O termo LEAN não é uma sigla, é uma palavra da língua inglesa, quer dizer magro. Em
português a tradução mais difundida para o “Lean” é “Enxuto”. Inicialmente visto como
uma proposta para a gestão do chão-de-fábrica hoje é percebido como uma filosofia de
gestão, o Pensamento Enxuto (em inglês, “Lean thinking”).
A ideia da “empresa magra” se relaciona por oposto com a expressão “gordura
organizacional” que, por seu turno, refere-se aos desperdícios. Como veremos, na visão
Lean, os desperdícios derivam não só do mau aproveitamento dos ativos, mas também
da má qualidade do produto e da má gestão do fluxo de produção.
A Filosofia da Produção Enxuta
90
Os cinco passos do pensamento Lean
Usualmente o pensamento enxuto é apresentado segundo cinco passos de raciocínio.
São eles:
a. identifique o que é valor para o cliente;
b. mapeie o fluxo de produção e encontre os desperdícios;
c. implante o fluxo contínuo;
d. deixe o cliente puxar a produção;
e. busque a perfeição aprimorando continuamente os processos.
São cinco ideias bastante simples mas que mexem com paradigmas muito consolidados.
Neste texto vamos analisá-las uma a uma para compreender o que essas ideias têm de
transformador na forma tradicional de ver e de atuar da Produção.
Passo 1: Identifique o que é valor para o cliente
Para um entendimento profundo da visão Lean é importante que tenhamos em mente
que, aqui, o termo desperdício ganha uma conotação específica e uma autêntica
subordinação à ideia de valor, mais especificamente ao valor percebido pelos clientes
considerando suas expectativas, necessidades e desejos,.
Segundo a visão Lean, a melhor maneira para identificar os desperdícios é colocar-se na
posição do cliente e refletir criticamente sobre os processos de produção na forma como
são feitos atualmente.
Faça um teste. Pense em um sistema industrial ou de serviços que você conhece bem.
Avalie como as tarefas de produção ou atendimento são executadas no sistema. Verifique
aquelas que são úteis de fato para o cliente e as que são realizadas, não em favor dele,
mas em benefício das economias de escala dos próprios ativos do sistema e eficiências
locais relacionadas ao seu uso. Ou ainda as que são executadas da forma que são em
função de hábitos históricos ou pelo simples conforto em realizá-las de um modo
aparentemente mais tranquilo.
Tomemos como exemplo o transporte aéreo. O senso comum não hesitaria em chamar
de desperdício um grande avião viajando com poucos passageiros. Em correspondência,
uma aeronave voando com seus assentos ocupados tende, normalmente, a ser visto
como um resultado gerencial positivo (bom aproveitamento dos ativos).
E sejamos justos: é mesmo! Afinal, o avião voando significa faturamento para empresa
aérea! Portanto, faz todo sentido – para melhorar a utilização deste – analisar o tempo
que o mesmo perde parado em solo e, quem sabe, desenvolver ideias para que esse
“desperdício” se reduza.
Mas, e se, para gerenciar bem o sistema e maximizar o seu ganho a companhia aérea
resolve reduzir o espaço entre os bancos? Ou, obrigar os passageiros a percorrer várias
escalas entre a sua origem e o seu destino ou, ainda, manter os passageiros
“armazenados” durante horas dentro do avião em solo, em filas ou em salas de
embarque, para que o mesmo esteja voando o mais rápido possível, que sentimento
terão estes passageiros com respeito ao gestor da companhia aérea?
Certamente, os ganhos de escala contribuem para a remuneração apropriada do capital
do acionista. Por isso, ninguém sensato – e menos ainda a cultura Lean – há de sugerir
que um sistema atenda aos passageiros embarcando-os para viajar prontamente em um
avião grande e vazio. Por outro lado – e este é o ponto que queremos destacar – o
pensamento Lean chamará de desperdício o mau uso do ativo mas também o período de
espera do cliente ou, no caso de uma fábrica, o tempo de espera de um material retido
em uma fila ou o dinheiro do acionista parado antes de rentabilizar-se em valor.
A Filosofia da Produção Enxuta
91
Como, então, conciliar estes dois objetivos aparentemente conflitantes, mas ambos vitais
para o negócio: proporcionar valor para o cliente e utilizar apropriadamente os ativos
existentes?
A proposta Lean é rever o processo. Quem sabe, por exemplo, substituir os grandes
aviões, que induzem a formação de “lote de passageiros”, por aeronaves menores, que
permitam voos diretos com pequenas lotações, menos esperas, maior conforto, em
resumo: uma experiência mais valiosa para o cliente.
Entenda a aposta Lean descrita na figura 48: volumes altos e ganhos de escala permitem
ratear os custos fixos, mas esses ganhos de escala só serão sustentáveis se houver
demanda. E, em um mundo de competição crescente, é improvável que a demanda se
sustente se o valor ofertado ao cliente degrada-se.
Figura 48: A visão Lean
Valor para o cliente
OU
Aproveitamento eficiente dos ativos
Valor para o cliente
E
Aproveitamento eficiente dos ativos
Em um ambiente competitivo, melhor que as economias de escala resultantes das
eficiências locais (lotes econômicos de compra, processamento e/ou atendimento) serão
as economias de escala decorrentes da eficácia global (aumento de vendas), que
ocorrerão naturalmente se o sistema for capaz de proporcionar aos clientes uma
experiência de valor crescentemente prazerosa e singular.
É um raciocínio simples. Cada dia que passa o cliente tende a ter mais alternativas de
escolha. Se para garantir a rentabilidade de um negócio o provedor submete o cliente a
contínuos desconfortos é bastante provável que logo os concorrentes, ou os novos
ofertantes de serviço, se aproveitem e posicionem pacotes de valor mais atraentes (voos
diretos e confortáveis, por exemplo). Clientes insatisfeitos não hesitarão em trocar de
fornecedor, deixando os grandes e eficientes aviões do nosso exemplo “às moscas”.
A Filosofia da Produção Enxuta
92
OS 7 DESPERCÍDIOS LEAN
Estocar desnecessariamente
Você fez algo antes da hora do consumo? Muito bom, só que agora você precisa de um
lugar para guardar. Esse lugar, foi o cliente que pediu pra você tê-lo? Não? Então, esse
lugar bem como o esforço de armazenagem é um desperdício Lean. Provavelmente há
razões racionais para você ter decidido fazer antecipadamente essa produção, por isso
chamar isso de desperdício vai incomodar. Mas essa é a mesmo a ideia!
Movimentar itens desnecessariamente
Você fez algo antes da hora do consumo? Muito bom, só que agora você precisa levar
para o almoxarifado. Esse material irá para a estante e depois terá que ser trazido de
volta para seguir seu processamento quando for a hora dele. O cliente quer pagar por
isso? Não? Então, esse esforço de levar e trazer é outro desperdício Lean.
Esperar desnecessariamente
Você fez um lote econômico de um certo item para aproveitar bem o seu ativo? Muito
bom ! Mas e quanto às outras coisas que há por fazer. Ficaram esperando? Se quem
espera é um item entenda que há aí um “dinheiro” do acionista esperando para se
remunerar. E um cliente, esperando para receber o que pediu? Não seria mais valor para
ele ser atendido prontamente? Essa espera não é interesse do cliente. Então, temos aí
mais um desperdício Lean.
A máquina está parada? Por que? Falta material, falta energia, falta operador, falta
pedido ? Esse custo será cobrado do cliente mas seguramente ele não está nada
interessado em pagar por isso. Não é do interesse dele? Desperdício!
Movimentar-se desnecessariamente
Você foi fazer sua operação e a ferramenta está no armário. Por que não está ao alcance
da sua mão? Você foi fazer o serviço e o material não está ali. Por que só providenciar
isso agora que você e a máquina já estão ali prontos para trabalhar? Esse custo do
recurso perdendo tempo com atividades que não agregam valor e a lentidão daí derivada
provavelmente não agradará seu cliente. Desperdício!
Retrabalhar algo já trabalhado e controlar desnecessariamente
Parte dos seus produtos não está com boa qualidade. Você estrutura um processo de
controle. Ótimo, bem melhor que mandar para frente algo ruim. Mas veja, não seria mais
virtuoso se este produto ao chegar na sua mão tivesse já sua qualidade assegurada por
quem lhe enviou? Essa verificação parece uma redundância. E se retrabalho for
necessário seguramente um custo extra será alocado. Estará o cliente motivado a pagar
esse custo a mais? Certamente que não. Então: desperdício!
Trabalhar de forma inadequada
As condições ambientais e ergonômicas estão afetando de forma nociva o desempenho do
colaborador? Toda vez que a operação é feita ocorrem perdas ? A máquina está
produzindo menos do que o padrão? Por que? Acha que o cliente estaria disposto a
pagar por isso?
Produzir mais do que o necessário
Uma coisa é antecipar um pedido, fazer antes da data necessária para o embarque. Outra
coisa muito pior ainda é produzir apenas para deixar a máquina “alimentada”. Esse é
considerado o “pecado capital” do Lean. Pois vai provocar todos os desperdícios
mencionados acima e ainda haverá o risco da obsolescência.
A Filosofia da Produção Enxuta
93
Passo 2: Mapeie o fluxo de produção e identifique os desperdícios
Tendo claro o interesse do cliente é a hora de pensar a reforma do sistema de produção
para compatibilizar valor para o cliente e aproveitamento do ativo. Mas como fazê-lo?
Agora você já tem o parâmetro adequado para discernir quais atividades de produção
que, de fato, agregam ou não valor para o cliente. Considere o cliente como juiz do
valor. Lápis, papel e borracha no mão, desenhe um fluxo representando as atividades
comumente realizadas. Caso trabalhe com diferentes serviços ou produtos selecione o
fluxo relacionado àquele que seja mais relevante para o resultado do sistema. No jargão
Lean esta atividade é referida como “Mapeamento do Fluxo de Valor”22.
Analise como o cliente (ou o material) e a informação percorrem este fluxo. Ao fazer
este mapeamento anote para cada recurso o tempo de ciclo do processo (isto é, em
quanto tempo ele libera um produto). Registre também informações relevantes para a
análise e melhoria. Por exemplo: quantos colaboradores trabalham no processo; qual a
jornada de operação; os tempos de preparação de máquina; as políticas de lote, etc.
De posse do seu mapa com a situação atual, faça a projeção de como idealmente deveria
se dar este fluxo. Não se apegue ao que já existe. Pense no que deixaria seu cliente
encantado. Não comece o seu raciocínio pelas escolhas que você fez no passado.
Lembre-se da ideia central: se preparar para o futuro em um mundo competitivo e em
permanente mudança. As limitações (de máquinas, pessoas, dinheiro, tempo) fazem
parte da vida e é necessário, na gestão do dia a dia, que lidemos com elas. Porém, se o
seu raciocínio começar por estas restrições sua visão de ideal tenderá a ser
conservadora. E como dizia Einstein: “nenhum problema pode ser resolvido pelo mesmo
padrão de raciocínio que o criou”.
Cogite livremente o sistema ideal, ainda que ele seja inalcançável nas condições
presentes. Não perca nenhuma chance de chamar de desperdício os tempos, obstáculos
e retenções do fluxo que atrasam a entrega dos produtos e serviços ao cliente, ainda que
seja impossível removê-los no momento. Filas23, retrabalhos, inspeções, controles,
armazenagens, dentre outros, podem ser necessidades do sistema como ele existe, mas
não interessam em nada ao cliente que poderia perfeitamente viver sem tais atividades,
desde que o produto ou serviço lhe fosse entregue prontamente e de acordo com as
especificações desejadas de qualidade e preço.
Atente também para o fato de que, ao menos no seu mapa ideal, nenhum dos seus
processos pode ter um ciclo atividade superior ao takt-time (ciclo da demanda). Se isso
acontecer seu sistema não conseguirá aproveitar a oportunidade de mercado existente,
será ineficaz.
A visão de um alvo ideal dará norte e gás ao processo de melhoria contínua. Após
preparar o mapa do fluxo atual e o mapa do fluxo ideal, defina o mapa de fluxo possível
diante das condições existentes. Procure envolver sua equipe nesta análise, pois muito
mais do que simples “mão de obra” as pessoas da linha de frente têm, em geral, ótimos
22
Se você tiver interesse em se aprofundar nessa ou em outras técnicas do Lean, o Instituto Lean do Brasil [1] é
um boa referência com uma série de ótimas publicações elaborados por gente com muita experiência prática e
maturidade conceitual.
23
Se as esperas nos seus sistema forem muito longas e difíceis de medir você pode estimar a duração delas
contando quantos itens há na fila e multiplicando esse quantidade pelo ritmo da retirada solicitada pelo mercado.
Reflita: se em frente ao caixa do banco há uma fila de dez pessoas e em média cada cliente leva três minutos
para ser atendido então a espera provável é aproximadamente meia hora, certo?
A Filosofia da Produção Enxuta
94
“insights” de melhoria. Além disso eles ficarão felizes e orgulhosos de terem suas ideias
aproveitadas. A participação da equipe contribui também para gerar um senso de
coautoria, favorecendo a consolidação posterior da mudança.
O OITAVO DESPERDÍCIO LEAN
Descrevemos numa quadro anterior os 7 desperdícios Lean classicamente citados a
partir da formulação original de Taiichi Ohono, considerado o “pai” do Sistema
Toyota de Produção.
Hoje entretanto reconhece-se que há um oitavo desperdício, que talvez seja o mais
relevante de todos pois se eliminado pode criar as condições para a eliminação dos
demais. Trata-se de:
Não aproveitar a criatividade e inteligência dos colaboradores
Estão ali ao seu lado e gerenciam suas vidas. Por que chamá-los de mão-de-obra
se têm muito mais que mãos e você os tem ali bem perto, “cabeças pensantes”
que poderiam ser fundamentais para o aprimoramento e a resposta rápida aos
problemas.
A Filosofia da Produção Enxuta
95
MAPEANDO O FLUXO DE VALOR NUMA VIAGEM DE TURISMO
Cansado do ano, logo após o ano-novo, fui com a família passar as férias em Cuenca no
Equador.
Comprados os tickets aéreos partimos animados. É verdade que o horário do voo não
era muito atraente: 6 da manhã! Ainda mais porque sendo um voo internacional
recebemos a instrução para estarmos no aeroporto 2 horas e meia antes do embarque.
Pois assim foi. Às 2 da manhã, do dia 3 de janeiro, começamos a nos preparar para
sair. Às 3h00 estávamos no taxi e às 3h30 chegamos pontualmente na fila do check-in
que estava fechado e só abriu às 4h00.
Como éramos os primeiros da fila, fomos rapidamente atendidos entre 4h00 e 4h05,
quando então seguimos para o controle de passaportes da Polícia Federal, que estava
também fechado! Só abriu às 5h00.
Às 5h05, já liberados pela Polícia, fomos esperar na sala de embarque. Depois de
muitos bocejos, às 5h30 entramos no avião. Este, entretanto, só levantou voo em torno
das 6h15 e seguiu para... São Paulo! Mas nós queríamos ir para Cuenca!!
Às 7h10 desembarcamos em São Paulo e seguimos para uma sala de trânsito onde
ficamos esperando o embarque para o nosso voo. Às 8h50, após um pequeno atraso e
uma espera em pé numa sala completamente lotada, embarcamos em um ônibus que
nos levou até a aeronave estacionada no pátio. Então, finalmente, às 9h30 levantamos
voo para... Lima. Puxa, Lima não é no Peru? Eu quero ir para o Equador!!
Três da tarde no Brasil, 13h em Lima, dia de sol, ainda bem. Será preciso fazer hora,
pois não há voos diretos para Cuenca a partir de Lima. É necessário seguir para Quito,
a fim de fazer a conexão. Mas de Lima para Quito só há voo às 21h50. Então,
aguardamos oito horas de espera em Lima, com as malas.
Onze da noite chegamos a Quito. O aeroporto já está fechando. Agora só amanhã. É
preciso pernoitar em um hotel no centro. Mala para lá, mala para cá...
Manhã do dia 4 de janeiro, às 8h embarcamos e, finalmente, chegamos a Cuenca às
9h30. Tempo total da viagem: 31 horas entre a saída da minha casa, no Rio de Janeiro,
e o hotel em Cuenca. Aproximadamente 9 horas de voo. 22 horas à toa!!! E esta é a
melhor rota existente.
A Filosofia da Produção Enxuta
96
A ENGENHARIA DO CONSUMO
Como você, sentimos falta do tempo. Adoraríamos que tivéssemos mais tempo. Nós,
você, todo mundo hoje sente falta do tempo que parece tornar-se a cada dia um recurso
mais e mais precioso. Por isso nos intriga quando vamos numa loja, percebemos que um
investimento significativo de propaganda foi feito para que ali estivéssemos; que um
segundo investimento foi feito para que acessássemos o produto rapidamente e, com o
produto já nas mãos, na hora de pagar, diante de tanta fila e desatenção, nos vemos
pondo o produto de lado e desistindo da compra.
Chega a ser ridículo. Nosso ponto de vista é claramente negligenciado. Como se acessar
o produto ou o serviço fosse nosso objetivo e não a experiência do consumo em si, como
um todo. Você almoça rapidamente e leva horas para pagar; entra numa loja de
departamentos, obtém o produto e tome fila; acessa um lindo site na internet para
comprar e gasta horas para terminar a transação; liga para um prestador de serviço e
repete mil vezes a mesma informação.
Concentramos muita atenção nos processos e negligenciamos o ciclo global de consumo.
Gastamos muita energia organizando os processos para que o produto chegue rápido até
a porta da fábrica, para que o cliente almoce rápido, o serviço seja prestado rapidamente,
mas e depois?
Para quem tem um restaurante, por exemplo, o ciclo de atendimento do cliente na mesa
tende a ser um aspecto muito sensível. Afinal o faturamento é limitado pelo número de
mesas que cabe no espaço. Se cada cliente leva meia hora na mesa o restaurante faz
dois faturamentos por hora ! Se o atendimento tornar-se mais eficiente, por exemplo,
20 minutos, o impacto no faturamento é imediatamente percebido, ele passa a multiplicar
a mesa por três a cada hora.
Mas, se atendem mais clientes e mantêm a mesma e única pessoa no caixa a espera no
momento de pagar aumenta. Parece que não afeta o faturamento mas, no fim das
contas eu desisto de ir lá!
MAPEANDO O PROCESSO DE CONSUMO NUMA GRÁFICA
Um aluno nosso em seu projeto final de curso resolveu por o “dedo na ferida”. Dono de
um pequena gráfica, pediu a uma amiga que ligasse para sua empresa e anonimamente
solicitasse a impressão de um folheto. A amiga tomou nota de todos os tempos e esforços
que fez para conseguir o serviço, desde a consulta ao site, a negociação sobre o serviço, as
provas antes da impressão, até a produção em si. Parou de anotar só quando teve o
produto em mãos. Do tempo total de atendimento menos de 5% referiu-se ao tempo que
o folheto passou nas máquinas de impressão. Conclusão: energia demais melhorando os
processos de produção e energia de menos melhorando os processos de consumo.
Mapeando o processo de consumo, corrigindo pequenas falhas, eliminando redundâncias e
atividades que não agregavam valor para quem compra, nosso aluno sem gastar um
centavo gerou grande valor e utilidade para seus clientes e, certamente, melhorou
significativamente a posição competitiva de sua empresa.
A Filosofia da Produção Enxuta
97
Implante o fluxo contínuo
Conforme comentamos, os problemas de gestão da produção são de duas naturezas: há
o “doce problema” e o “amargo problema”.
O “amargo problema” é quando falta demanda. A capacidade instalada fica
excessivamente ociosa e você se vê às voltas com decisões como demitir pessoas,
vender ativos, desconstruir sistemas eficientes e equipes competentes que em momentos
anteriores já renderam muitos frutos.
Em oposição, há o “doce problema”. A situação em que mercado não lhe falta, você tem
à vista um mundo de oportunidades, mas à noite, quando põe a cabeça no travesseiro,
se pergunta como fará para aproveitá-las enquanto cumpre os compromissos já
assumidos.
Com estas duas situações de referência na cabeça, vejamos como os problemas e os
desafios da gestão da produção têm evoluído no mundo contemporâneo. Examinemos
em particular três diferentes instantes:
Momento um: início do século, Ford, Taylor, Fayol e a Administração científica. O período
pós-primeira guerra encontra os sistemas de produção europeus e de todo mundo
fragilizados. Nos Estados Unidos, porém a classe média americana está capitalizada,
ávida por opções de consumo. Pouca oferta, muita demanda, “doce problema”. Ford
assume: faço qualquer carro desde que seja o meu carro preto modelo T. O desafio é o
volume e o uso eficiente dos limitados recursos disponíveis. O mercado é comprador. O
artesanato dá de vez lugar à ciência na administração: estudos de tempos e
movimentos, divisão de trabalho, a hora e a vez das linhas de montagem e das
economias de escala.
Momento dois: anos 70. A euforia com os anos de reconstrução após o pós-segunda
guerra cessa. Os “anos dourados” em que o homem vai a lua e se crê dono do universo
dão lugar a realidade nua e crua dos recursos escassos. Crise do petróleo, crise
ambiental, crise energética, degradação do meio ambiente. Os mercados se retraem,
capacidades ociosas, “amargo problema”. Com menos oportunidades de venda, os
sistemas de produção voltam-se para a redução do custo, para o uso racional e
econômico dos recursos.
Momento três: dois mil e quinze, aqui estamos nós. Mercados globais, um mundo de
oportunidades, literalmente! Sem dúvida: um “doce problema”. De outro lado, porém,
“concorrência global”. Uma miríade de concorrentes. Um deslize, um clique de mouse e o
seu mais fiel cliente muda de malas e bagagens para a lista de clientes do seu mais
aguerrido concorrente. Cuidado: o “amargo problema” bate a porta.
Você precisa reformar o seu sistema, se preparar para esse novo cenário “acre-doce”!
Mas como fazer isso?
Primeiro lhe convido a pensar sobre a ideia de “lote-econômico”. Talvez você não o
conheça por este nome, mas certamente o pratica.
Dá trabalho levar um cliente ou a coisa de um lugar ao outro? Então, porque não levar
logo vários de uma vez? Preparar uma máquina para o processamento de um
determinado item toma muito tempo? Então, quando ela estiver preparada processe logo
vários itens de uma vez. É muito trabalhoso encomendar um certo serviço ao fornecedor?
Por que você não aproveita e contrata logo vários de uma vez?
A Filosofia da Produção Enxuta
98
Essa ideia de compensar um custo que temos com uma quantidade homogênea de
produção ou serviço é a alma do “lote econômico”. É um conceito consolidado em nossas
vidas. Dizem que remonta ao tempo dos primeiros agricultores que premidos pela
natureza e suas safras acostumaram-se a antecipar a produção em relação ao consumo,
fazendo grandes lotes e ensilando para preservarem-se do inverno hostil.
Em tese, os lotes aumentam a eficiência no uso dos recursos de um sistema. Ótimo! É
uma ideia sensata, racional. Mas lembre-se que para que isso seja verdade há pelo
menos dois preços a se pagar. Primeiro: lotes, em geral, requerem homogeneidade, e
segundo: lotes antecipam a produção.
Mas afinal, qual é o problema disso?
Ora, enquanto você faz muito de uma mesma coisa você não está fazendo as outras que
o cliente talvez esteja querendo (mesmo que só um pouquinho) e é possível (até
provável) que o cliente não esteja disposto a lhe esperar e prefira adquirir esse produto
logo, em algum outro lugar. Além disso, como você produziu o seu produto antes da
hora do consumo, provavelmente, você há de ter se pautado em previsões. Há, portanto,
um bom risco de que, neste mundo em permanente mutação, suas previsões de vendas
falhem e você se veja com o produto errado na mão, tendo gasto seu recurso na
confecção do produto que o cliente não quer mais. E o pior, sem tempo agora de fazer o
produto que o cliente diz querer!
À parte o lote, outro contumaz inimigo da rapidez, do custo e da qualidade, na
perspectiva do cliente, mora ao nosso lado nas organizações, repartições públicas,
comércio e indústria em geral. Responde pelo nome de especialização ou departamento.
Veja se você já não viveu essa cena: você tem um desejo claro, sabe onde está o seu
produto ou serviço desejado. Então, se dirige ao local, mas lá tem que entrar em uma fila
de triagem, é deslocado para um setor de cadastro, segue para uma fila de serviço,
eventualmente para um segundo estágio de serviço e, por fim, tem que enfrentar outra
fila no setor de pagamento e uma ainda mais para o embrulho.
Submetido a tal sorte de infortúnios, o que poderia ser uma compra rápida se torna um
tormento e justamente o seu tempo – que para todos nós é hoje uma das coisas mais
preciosas que há – é tratado pelo prestador de serviço como se não valesse
absolutamente nada.
A Filosofia da Produção Enxuta
99
O CASO DA CONFECÇÃO DE ROUPAS INFANTIS
Uma grande empresa de confecções especializada em roupas infantis é uma das
líderes de vendas no mercado brasileiro. Com grande volume de vendas decidiu ao
longo do tempo investir em máquinas tecnologicamente avançadas para tirar proveito
dos volumes de produção e obter ganhos de escala.
Por exemplo, na área de tinturaria instalou grandes e eficientes equipamentos. De
fato, com a instalação destas máquinas novas, a empresa conseguiu fazer muito mais
volume de produção por unidade de tempo do que fazia com as máquinas velhas.
Um detalhe, porém: quando se faz tingimento o lote deve ser homogêneo, de uma
mesma cor. Em consequência, os ganhos de volume de produção tiveram como
contraponto a confecção de grandes lotes de itens de mesma cor.
Produzidos de uma vez (para aproveitar a máquina), mas antes da hora exata do
consumo, tal produção passou a demandar algumas das seguintes transações e
instalações que antes não eram tão necessárias:
i. alguém para tirar os itens da frente da máquina e transportá-los para outro
lugar;
ii. um lugar para estocá-los até o instante do consumo;
iii. armazenagem, manuseio, empilhamento e desempilhamento no almoxarifado;
iv. algum tipo de controle (Kardex, sistema computacional);
v. equipes para realizar o controle;
vi. analistas para manter o sistema computacional;
vii. seguros para compensar perdas e roubos;
viii. instalações e equipes para alimentar e contratar todas esta gente, dentre outras.
Logo a empresa constatou que a eficiência local na área de tinturaria se perdia em um
sem número de transações decorrentes que se espalhavam ao longo do fluxo de valor.
Para piorar: crianças mudam de interesse como quem muda de brinquedo. Quer algo
mais volátil do que moda infantil? As previsões de venda feitas no início da estação
comumente não se verificavam. Consequentemente, os volumes homogêneos de um
mesmo item feitos no início da estação, para viabilizar o processamento eficiente nas
máquinas de tinturaria, frequentemente tornavam-se obsoletos no final da estação.
Paradoxo dos paradoxos: a máquina super eficiente comprada a peso de ouro
transformara-se na causa principal do custo alto, lentidão e pouca flexibilidade. Fazia-
se rápida e eficientemente o que depois não era vendido e deixava-se de fazer o que
de fato o mercado queria.
Final da história: a empresa está se desfazendo de suas máquinas super eficientes e as
substituindo por outras menos eficientes, mas que são muito mais baratas, adaptáveis
e que fazem só o que mercado quer. Um detalhe cruel: quando resolveu se desfazer
da máquina super automatizada, que em lugar de ajudar estava atrapalhando, a
empresa encontrou dificuldade. A cada vez mais veloz evolução tecnológica dos nossos
tempos havia depreciado seu valor de mercado.
A Filosofia da Produção Enxuta
100
LOTES DENTRO DA MINHA CASA
Os lotes estão em toda parte, mesmo dentro da nossa casa. Veja abaixo três situações
que talvez lhes sejam familiares. Reflita sobre elas e pense nas consequências que
algumas economias de escala locais podem trazer:
I. Tempo de resposta
Outro dia, ao me vestir, percebi que estava sem nenhuma meia na gaveta. Pensei:
puxa, tenho que comprar mais meias! Então, resolvi fazer um investimento e dupliquei
os “estoques”.
Passaram-se duas semanas e qual não foi a minha surpresa quando me deparei
novamente com mesma cena. Fui verificar o que estava acontecendo e descobri que a
moça que me ajuda com a lavagem de roupas seguia o seguinte processo:
1º. Para ganhar eficiência na lavagem ela esperava que se acumulasse roupa
suficiente para encher toda a máquina. Como esta era grande isso significava na
prática um ciclo de lavagem por semana.
2º. Para evitar manchas ela fazia um lote de roupas claras e depois outro de roupas
escuras. Na prática, a consequência é que, se o ciclo da semana fosse de roupas
claras, uma roupa escura poderia ficar aguardando a sua vez quase quinze dias.
Ora, como quase todas as minhas meias eram escuras, a gaveta só não ficaria
vazia se eu tivesse “estoques” para quinze ou vinte dias!
II. Custo
Quando eu era pequeno minha mãe tinha o hábito de fazer compras mensais. Eu
gostava de ir com ela. Enchíamos o carrinho com mantimentos e (viva!) muito biscoito!
Em casa tínhamos uma arca só para os biscoitos. Com a disponibilidade farta de
guloseimas às vezes comíamos mais que o razoável (pelo menos os de chocolate
tendiam a acabar logo na primeira metade do mês)! Não era raro, também, que um
menos votado ficasse sempre para trás, no fundo da arca, e acabasse estragando.
Hoje, lá em casa, as compras são feitas pela internet. Como não nos custa muito
encomendar fazemos as compras semanalmente. Compramos só o que necessitamos
para uma semana (não para um mês). A consequência é que apenas uma prateleira
parece suficiente para armazenar todos os mantimentos. E não me faltam os biscoitos!
III. Qualidade
Abra aquela gavetinha onde você guarda os remédios e confira a validade. É quase certo
que você terá o que jogar fora. Por quê? Porque quando precisou daquele
anteinflamatório você foi obrigado a comprar a quantidade da embalagem, não apenas o
que necessitava. Você guardou para usar um dia, mas o tempo passou e agora que você
foi usar...
A Filosofia da Produção Enxuta
101
Para estabelecer o fluxo contínuo, você terá que enfrentar os lotes e as especializações,
mas não se iluda, eles não estão lá por acaso. Possivelmente, foram criados
(possivelmente, por nós mesmos) para compensar custos e restrições reais e existentes.
E assim como o lote econômico que têm a seu favor no próprio nome a justificativa da
racionalidade diante de restrições de processamento existentes, também a ideia de que
um recurso dedicado e especializado numa tarefa simples é mais eficiente que um
polivalente realizando uma tarefa mais complexa encontra respaldo em mais de cem
anos de historia e aprendizado. Questionar uma tolice é fácil. Mas esteja atento, quando
a pauta é lote econômico e especialização estamos pensando os “contras” de ideias que
têm de fato muitos “prós”.
Se você implantar um processamento em pequenos lotes em lugar dos grandes, de uma
hora para outra, o seu recurso se tornará ineficiente, pois terá que prepará-lo a cada
pequeno e frequente lote – e a preparação de máquina não agrega valor ao cliente.
Portanto, se você crê que com lotes pequenos e focados caminharemos na direção do
“valor para o cliente”, precisa alterar as razões que lhe fazem trabalhar com lotes
grandes: é preciso usar a cabeça para minimizar o custo de troca, tornando
paulatinamente cada vez menos importantes as economias de escala locais.
Analogamente, para transformar o seu layout organizado em departamentos funcionais
especializados, que hoje faz de tudo, em um arranjo físico celular, em que produtos
semelhantes (uma família de produtos) são atendidos por um grupo polivalente de
colaboradores, possivelmente você precisará de mais recursos, assim como no “caso da
repartição pública” (vide quadro a seguir) o gerente precisou contratar os estagiários.
Note, contudo, que categorizando os serviços e especializando os recursos para o
atendimento de cada tipo de serviço, as tarefas de cada célula tornam-se mais
homogêneas e assim, possivelmente, o requisito por recursos complexos diminui. Neste
contexto, é provável que consiga ofertar mais valor ao cliente com máquinas menos
sofisticadas, embora, em maior quantidade.
A Filosofia da Produção Enxuta
102
TRANSFORMANDO O ATENDIMENTO DE UMA REPARTIÇÃO PÚBLICA
Um amigo nosso está na iminência de se aposentar. Em verdade falta-lhe um ano
para atender ao requisito de tempo de contribuição. Disseram-lhe, porém que –
como outrora ele havia trabalhado em um ambiente que envolvia riscos à segurança
e saúde – ele teria direito a uma redução na sua exigência de tempo, o que lhe
possibilitaria uma aposentadoria quase imediata.
O tal benefício, entretanto, teria seu preço. Seria necessário ir a uma repartição para
requisitar a benesse. Com a lembrança na memória de tantos maus atendimentos no
passado, meu colega chegou a pensar que talvez um ano de trabalho a mais não
fosse assim tão mau, mas, movido por um senso de pragmatismo, respirou fundo e
decidiu-se a percorrer os corredores e filas da burocracia.
Surpresa das surpresas! Ao chegar à repartição o que ele vê é a seguinte cena: em
lugar de uma legião de cidadãos idosos abandonados em uma fila, encontra uma
quantidade aceitável de pessoas à espera de atendimento.
Mais surpreendentemente ainda: quem os atende não é um atendente sem
qualificação, é alguém que – com bastante discernimento e ao contrário de qualquer
expectativa – dirige-se a cada pessoa da fila, ouve (e aparentemente entende) o
relato de cada um, retira a pessoa da fila e a desloca para diferentes mesas que
estão espalhadas no perímetro da repartição.
Quando chega a vez do meu amigo, irresistível é perguntar ao cidadão quem é ele
que salva o tempo aos velhinhos, os atende com presteza e flexibilidade. Para sua
surpresa total, a resposta é a seguinte: o tal senhor é simplesmente o gerente da
repartição. Em lugar do ar condicionado de sua sala, aflito com o desconforto
cotidiano daquela gente em busca de ajuda, percebeu que, sendo o mais experiente
da repartição, era ele próprio quem melhor tinha tino para triar o que era “valor”
para o seu cliente. Resolveu, então, trabalhar em pé no saguão abreviando, com
essa decisão, as longas e tradicionais esperas por atendimento.
Mas não para aí. Mapeia os processos existentes, categoriza os tipos de
atendimento, cria células de atendimento dedicadas por tipo de serviço. Como esta
ideia demanda mais gente do que ele dispõe e há dificuldade para contratação, ele
então contrata estagiários de direito e os prepara para um atendimento rápido e
completo para cada tipo de caso.
Veja o resultado: em meia hora meu amigo saiu da repartição com o seu processo
instruído e eu estou aqui falando deste gerente para vocês agora!
A Filosofia da Produção Enxuta
103
O ARRANJO FÍSICO CELULAR
A célula de produção no contexto Lean aparece como uma solução intermediária
entre o arranjo por produto que caracteriza a linha de produção fordista e o arranjo
físico em áreas funcionais, típico de uma oficina, por exemplo. Para alguém que
trabalha com a lógica da linha de produção, a célula é como uma minilinha pela qual
passa não apenas um produto mas uma família deles, com processamento
relativamente homogêneo. Para essa circunstância a ideia é trazer um pouco mais
de flexibilidade para um sistema que foi concebido com o propósito de fazer
eficientemente um mix restrito de produtos e, de repente, vê-se às voltas com mais
e mais variedade.
Observe a figura 49 e imagine que uma linha de produção L tenha sido concebida
para processar X1, X2 e X3, modelos semelhantes de um mesmo produto X.
Suponha que com o tempo o mercado passou a demandar os também os produtos Y
e Z, nos modelos Y1, Y2 e Y3, além de Z1 e Z2.
Ora, se X, Y e Z forem diferentes será trabalhoso fazê-los todos nesta mesma linha,
pois o sistema talvez vá demandar ajustes expressivos ou tempos de preparação
cada vez que o produto em processamento for trocado. Além disso, se o mercado
quiser todos os produtos todos os dias será complicado atender esta demanda
eficientemente, pois quando um produto esta passando na linha toda a força de
trabalho está empenhada nisso. Perceba que se todos estão ocupados com X quem
vai atender Y e Z? Provavelmente, será necessário dispor de estoques de todos os
produtos para atender as diferentes demandas.
Figura 49: Layout por produto e a célula
LINHA L ‐ Produção de x1, x2, x3, y1, y2, y3, z1 e z2
S
M u
e p
r ri
Estação Estação Estação Estação Estação Estação Estação Estação
c m
8 7 6 5 4 3 2 1 e
a
d n
o t
o
c
CÉLULA X : Produção de x1, x2 e x3
Estação Estação Estação Estação S
4 3 2 1 u
M p
e CÉLULA Y : Produção de y1, y2 e y3 ri
r Estação Estação Estação m
c 3 2 1 e
a n
d CÉLULA Z : Produção de z1 e z2 t
o o
Estação
1 c
A Filosofia da Produção Enxuta
104
O ARRANJO FÍSICO CELULAR (CONTINUAÇÃO)
Que tal, então, dividir a linha em pequenas células e dedicar uma parte dos recursos
a cada família de produtos. Essa é a proposta do arranjo celular. Com essa
organização o arranjo segue por produto na célula, ganhando flexibilidade de mix,
pois pode-se processar vários produtos ao mesmo tempo sem necessidade de
estoques. Registre-se, porém, que a divisão em células traz ao operador um
conteúdo de trabalho maior. No cenário original o operador realizava 1/8 da
operação total e na situação celular essa fração aumenta. Além disso, o arranjo
celular pode significar também a necessidade de mais recursos. Imagine, por
exemplo, que uma certa ferramenta é usada na linha original, talvez seja necessário
dispor de três delas para migrar para o arranjo celular.
Figura 50: Layout por produto em linha versus o arranjo celular
LINHA L ‐ Produção de x1, x2, x3, y1, y2, y3, z1 e z2
S
M u
e p
r ri
Estação Estação Estação Estação Estação Estação Estação Estação
c m
8 7 6 5 4 3 2 1 e
a
d n
o t
o
c
CÉLULA X : Produção de x1, x2 e x3
Estação Estação Estação Estação S
4 3 2 1 u
M p
e CÉLULA Y : Produção de y1, y2 e y3 ri
r Estação Estação Estação m
c 3 2 1 e
a n
d CÉLULA Z : Produção de z1 e z2 t
o o
Estação
1 c
A Filosofia da Produção Enxuta
105
TRANSFORMANDO O ATENDIMENTO DE UMA LOJA DE SERVIÇOS
Minha filha perdeu o celular e resolvi apoiá-la na compra de um novo. Agoniado com a
perspectiva de dispendermos muito tempo com essa atividade combinei com ela que
iríamos na loja no fim do dia quando presumidamente tudo estaria mais tranquilo. Ledo
engano !
Chegamos na fila e o ambiente estava tumultuado. Passamos pelo seguinte ciclo de
atividades: (i) esperar na fila para pegar senha; (ii) pegar senha; (iii) esperar na fila
para atendimento; (iv) escolher telefone e assinar contratos; (v) esperar na fila para
pagamento; (vi) pagar; (vii) esperar na fila para embrulho; (viii) obter telefone e sair da
loja.
O tempo total que gastamos nesse singelo percurso foi de uma hora e quarenta minutos.
Para piorar, quando esperávamos na fila para atendimento as pessoas estavam um tanto
nervosas e por pouco um conflito irrompeu na loja entre dois clientes que disputavam a
atenção de um funcionário.
Quando chegou nossa vez comentei com o senhor que nos atendeu sobre nosso
desconforto com o clima da loja e a espera. O atendente fez o seguinte diagnóstico: “as
pessoas estão loucas, mal-educadas, trabalhei anos em banco e as pessoas esperavam
na fila de forma ordeira, aqui não, sempre todo mundo reclamando, ninguém quer
esperar”.
Na percepção dele a “culpa” era do cliente. Mas não quero ser injusto, meu atendente
era muito cordato e atencioso! A conversa seguiu , tomei coragem e perguntei: “mas
afinal de contas, o que é que tanto você faz aí, estive observando ali da fila, cada cliente
que senta aqui fica cerca de 40 minutos no atendimento!”
Sabe o que ele me disse? Que esta lentidão se devia ao fato dos clientes não saberem o
que queriam: “o cliente chega aqui me pede um aparelho, vou lá dentro, trago, ele olha,
olha e não quer; vou lá dentro pego outro; ele não gosta; e assim vai o tempo !”
Fiquei pasmo: de novo “a culpa novamente era do cliente”.
Confirmei com ele: “você está me dizendo que metade do seu tempo é gasto com a
escolha do cliente?”. Vejam: este atendente que falava comigo não era um recurso
qualquer, ele era bem preparado, era o “gargalo” do sistema.
Pensei alto: estive 50 minutos esperando numa cadeira exatamente na frente de uma
estante onde estavam todos os telefones à mostra. Uma espera que não me agregou
valor algum. Por que não me deram acesso aos telefones durante essa espera? Se
assim fosse eu não perceberia esse tempo como inútil e eles se aliviariam de metade do
tempo de atendimento do recurso que, no processo deles, era o “gargalo”. Para mim
seria muito mais valor e eles poderiam atender o dobro de pessoas!
Ou... poderiam ao invés de atender mais pessoas aproveitar esse tempo que ia sobrar e,
considerando que o telefone já está ali na mão do vendedor, poderia me cobrar e me
entregar o produto? Se assim fosse eu não teria que esperar na fila de pagamento e do
embrulho!
(segue)
A Filosofia da Produção Enxuta
106
TRANSFORMANDO O ATENDIMENTO DE UMA LOJA DE SERVIÇOS (cont.)
Veja a alternativa: eu entraria na loja, acessaria os aparelhos, faria minha escolha
autonomamente e no meu tempo, quando tivesse minha decisão tomada levantaria
o braço, o atendente viria até mim já com maquininha do cartão de crédito embaixo
do braço, alcançaria o estoque que estaria posicionado na estante imediatamente
abaixo do telefone que eu estava experimentando e a experiência de compra se
encerraria ali.
Será mesmo mais custoso? Entre numa loja modelo da Apple no exterior e veja se
não é exatamente assim que ocorre. Todo o seu tempo na loja agrega algum
valor. E todo o tempo dos atendentes é produtivo. Fique de olho, em geral o
problema não são as pessoas, elas são exatamente como nós. Geralmente o
problema é a gestão e a percepção de valor.
A Filosofia da Produção Enxuta
107
Deixe o cliente puxar a produção
Transformar a cultura de gestão de um ambiente de produção no mundo de hoje não é
absolutamente um desafio simples. Sistemas grandes, complexos, integrados, velozes:
essa é a realidade do nosso dia a dia. Trabalhamos localmente e precisamos pensar
globalmente.
Se essa é a má notícia, há também uma boa informação para lhe dar: se conseguir
transformar o seu sistema, eliminando os desperdícios, passando a produzir em lotes
menores, em um fluxo contínuo ou próximo disso, estará prestes a simplificar sua vida.
Porque de agora em diante poderá simplesmente prescindir (ou depender menos) das
previsões para disparar a sua produção.
Se você for veloz no atendimento de uma demanda, então ao invés de tentar adivinhar o
que vai acontecer amanhã e estocar produtos previamente (coisa que terá que fazer se o
seu cliente quer o produto em um tempo menor do que você é capaz de produzir),
poderá se dar ao luxo de esperar a chegada do pedido e só assim disparar a produção.
Mas como ser veloz? Lembra-se das discussões que fizemos? Trabalhando em conjunto
a “Produção Puxada” e a “transferência em pequenos lotes” podem trazer a aceleração
que você precisa. Com essa lógica de acionamento seu time mantém com muito mais
facilidade o foco e a concentração em gerar valor para o cliente e, se a “aposta Lean”
estiver certa, isto vai, no fim das contas, gerar muito valor para você (os acionistas, sua
equipe, seus parceiros, todo o sistema).
Em um mundo de constante mudança isso não é pouca coisa. Significa uma vantagem
competitiva irresistível: leveza para atender imediatamente os desejos do cliente. Não
seja ingênuo porém. Também aqui há uma grande mudança de paradigma envolvida.
Mudar a lógica tradicional de “produção empurrada” para “produção puxada” pode ser
muito mais difícil do que parece, particularmente se estão em jogo ativos caros que
estimulam a cultura da eficiência local. Isto é: se você pagou muito por uma máquina é
natural que aspire vê-la em pleno uso. A “produção puxada” entretanto coloca esse
desejo primário em xeque quando sugere que os recursos terão seu acionamento
comandados pela demanda do recurso subsequente e não pelo seu próprio potencial.
A Filosofia da Produção Enxuta
108
“O CUSTO AFUNDADO” (SUNK-COST)
Você já ouviu falar do termo “sunk cost”? Quer dizer “custo afundado”. O que tem
isso a ver com Lean? E com a produção puxada? Tudo a ver!
Suponha que você resolveu comprar uma bicicleta. Ela está ali na vitrine da loja:
duas prestações, R$200 a vista no ato da compra e R$400 para pagar daqui a 30
dias. Você está decidido, realiza a compra, paga os R$200 da entrada e só em
seguida verifica que no contrato, em letras pequeninas, está dito lá: “a entrada não
será devolvida em nenhuma hipótese”. Mas tudo bem, você quer mesmo a
bicicleta, não é seu plano desistir do negócio.
Só que ao sair da loja você comete um erro crasso. Você olha para o lado e na loja
vizinha (não é possível!) lá está a mesmíssima bicicleta a venda por R$390. E mais,
a oferta é sem entrada e para pagar em 30 dias. O que você faz? Finge que não
viu? Chora? Começa a pedalar desesperadamente para que a mente esqueça o
assunto?
Nada disso, seja racional! A decisão na verdade é bastante simples. Você tem que
voltar na loja e devolver a bicicleta que acabou de comprar. Por que? Porque os
R$200 que você pagou fazem parte do passado, não têm nada a ver com a decisão
que você tem a sua frente.
Sua escolha é a seguinte: ou cancela o negócio, assume a perda de R$200 e
compra na loja ao lado por R$390 totalizando um custo de R$590; ou mantém o
negócio com a primeira loja e em 30 dias terá pago R$600.
Percebe os R$200 que você pagou de entrada refere-se ao passado, é “custo
afundado”, “sunk-cost”. Não deixe a dor de cotovelo turvar seu discernimento em
relação à decisão futura.
O que isso tem a ver com a “produção puxada”? Puxar a produção, como preconiza
o Lean, às vezes significa utilizar um ativo abaixo do seu potencial instalado. E
quando esse ativo é caro, essa ineficiência forçada costuma dar “dor de cotovelo” em
quem o comprou. Mas seja qual for a decisão tomada no passado, você tem que se
concentrar nas opções que tem a sua frente e escolher a que adiciona mais valor no
presente e no futuro.
A Filosofia da Produção Enxuta
109
O SISTEMA KANBAN
O sistema kanban é um sistema de programação, acionamento e controle do
(res)suprimento, da fabricação ou da distribuição de um produto. O objetivo é
proporcionar um fluxo rápido e balanceado de materiais impedindo a geração de
estoques e filas, bem como a propagação de problemas e desperdícios.
Através de um simples instrumento de sinalização (o “kanban”), o cliente de um
processo avisa ao seu provedor que é hora de ressuprir.
O kanban pode ser um espaço de estocagem desenhado no chão que quando fica
vazio significa que é o momento de repor; um cartão associado ao estoque de
acabados de um processo que quando destacado do material que segue para
consumo sinaliza ao fornecedor que é era de ressuprir; pode ser o próprio
contenedor esvaziado pela retirada de um produto para atender o cliente; o espaço
numa prateleira de supermercado; uma sirene que toca, algo assim.
É um sistema de algum modo intuitivo. Na vida pessoal não faltam exemplos: o
bujão de gás que quando vazio repomos pelo reserva e vamos trocar por um cheio; a
caixa dágua que quando o volume cruza um certo nível aciona a reposição, a
reposição de peças na estante do varejo que se orienta pelo consumo ocorrido no
período.
O kanban pode ser usado para acionar um processo de produção, mas também um
processo de transporte, manutenção, ou outro qualquer. A figura 51 apresenta uma
situação genérica onde postos de trabalho distantes se comunicam através deste tipo
de sinalização. Observe que para cada setor há definido um estoque de entrada e um
de saída.
Figura 51
A Filosofia da Produção Enxuta
110
O SISTEMA KANBAN (continuação)
Para entendimento dos fluxos descritos no desenho da figura 4 imagine que para
atender uma loja um certo item foi retirado do estoque de acabados (canto direito da
figura). Suponha que este produto estava num contenedor que, por consequência do
consumo, ficou vazio.
Imagine que esse contenedor (ou um cartão correspondente a ele) seja então enviado
ao estoque de saída do Processo 2. Ao chegar aí duas coisas acontecem: a primeira,
o contenedor vazio é preenchido com produtos já previamente produzidos no
processo 2 sendo então enviado de volta para restaurar a posição no depósito. A
segunda: o contenedor onde estavam os produtos usados para “pagar” o pedido do
depósito fica vazio e então o contenedor (ou um cartão correspondente a ele) é
enviado ao estoque de entrada do Processo 2 sinalizando que é hora de produzir para
repor o estoque de saída do Processo 2 que ficou temporariamente desfalcado.
Observe que a chegada do contenedor vazio ao estoque de acabados do Processo 2,
oriundo do depósito, equivale a um acionamento do transporte entre o estoque de
acabados do Processo 2 e o Depósito. E que a chegada do contenedor vazio ao
estoque de entrada do Processo 2, oriundo do estoque de acabados do Processo 2,
equivale a um acionamento da produção do Processo 2.
Num sistema totalmente puxado, esse ciclo de acionamentos de transporte e
produção narrado entre o Depósito e o Processo 2, retrocede até o Processo 1, e pode
seguir até fonte primária com todos os processos trabalhando no mesmo ritmo, em
sincronia de fluxo.
A Filosofia da Produção Enxuta
111
Busque a perfeição aprimorando continuamente os processos
Buscar a perfeição pode parecer uma frase solta no vazio, mas quanto mais vivemos
mais aprendemos que o sucesso das coisas depende fundamentalmente das pessoas.
Womack e Jones [5], que estudaram durante anos o sistema Toyota de Produção e mais
adiante cunharam o termo LEAN MANUFACTURING, registram sobre sua experiência de
anos juntos às empresas que seguiram este caminho: “à medida que as organizações
começam a especificar valor com precisão; identificam o fluxo de valor total; à medida
em vão transformando o seu sistema na direção do fluxo contínuo e deixam que o cliente
puxe a sua produção, algo muito estranho começa a ocorrer. Ocorre aos envolvidos que
o processo de redução de esforço, tempo, espaço, custo e erros é infinito.”
Trocar o pneu de um carro para mim toma de 10 a 15 minutos. Se eu fosse disputar uma
corrida jamais colocaria a troca de pneus na minha estratégia. Eu iria tentar preservar
os pneus, reduzir antes das curvas para evitar o desgaste. Essa minha decisão seria
sensata não fosse o fato de que, hoje, na fórmula 1 ninguém ganha a corrida se não
parar nos boxes para trocar os pneus. O desgaste é muito grande e a baixa aderência,
depois de um tempo, torna o carro incontrolável.
Quando se preocuparam em agilizar as trocas de pneus, as equipes de fórmula 1 devem
ter partido de um setup que tomava muitos minutos. Trocá-los em segundos
possivelmente devia parecer um alvo impossível. Como tinham claro que para ganhar a
corrida o tempo de troca de pneus era determinante todas se lançaram ao estudo deste
processo e foram, paulatinamente, reduzindo este tempo até os incríveis dois segundos
que – hoje vemos na televisão – são necessários (ainda) para trocar os quatro pneus.
Não se chegou a este momento de uma hora para outra. Hão de ter passado por muitos
e muitos ciclos de melhoria contínua até alcançar esse ponto de excelência. E
certamente a contribuição dos mecânicos que realizam a tarefa deve ter sido grande.
Grupos responsabilizados e motivados para a melhoria, e a compreensão clara das
pessoas de linha de frente (“mecânicos”) quanto a relação entre as suas atividades
operacionais (no “box”) e os objetivos estratégicos do negócio (ganhar a corrida), eis aí
duas pistas para quem quer entender o Lean (e para quem quer melhorar o mundo a sua
volta).
As pessoas na cultura Lean são o início (a base da transformação), o meio (o
instrumento) e o fim (objetivo). Toda a estratégia de transformação proposta pela
filosofia Lean se pauta na responsabilização, desenvolvimento técnico e autonomia das
equipes de linha de frente. Quem gera o valor senão estas pessoas que estão “com a
mão na massa”?
É certo que em um sistema de produção há problemas complexos que requerem estudos,
análises estatísticas, questões que apresentam correlações não óbvias entre variáveis ou
requerem investimentos significativos para a sua solução. Contudo, fora essas questões
mais complexas, quantos pequenos problemas acontecem diariamente em um sistema de
produção? Mesmo em uma pequena oficina a resposta deverá ser: centenas, milhares!
Podemos citar alguns exemplos:
o funcionário que não veio, porque pegou dengue e sua substituição não foi
prontamente providenciada;
o material que está no almoxarifado e não foi requisitado na hora certa;
a ferramenta que não está no lugar;
A Filosofia da Produção Enxuta
112
o ambiente que está desorganizado, mal iluminado, ergonomicamente mal
projetado;
o defeito que não foi percebido e seguiu em frente;
a situação de risco que não foi prevenida nem sanada;
o desperdício que não foi evitado;
o material que não foi encontrado no estoque;
a prioridade que foi mal escolhida ou não foi comunicada;
o vazamento que escorre há dias;
o carrinho de transporte que está quebrado;
a reclamação que não foi tratada;
a especificação de qualidade que não é conhecida;
o padrão de racionalidade ou de organização que não foi publicado;
a meta que só o gerente conhece.
São milhares de pequenas situações todos os dias.
Nos encanta, em geral, o belo, a grande “sacada”, o nível estratégico, mas são as
pequenas questões cotidianas do nível operacional que frequentemente destroem o
resultado final.
Observe a figura 52. Um processo tem uma performance esperada (o resultado
assinalado pela seta A). Entretanto, em certo instante, há um problema e o sistema
começa a processar em marcha mais lenta do que a esperada, projetando uma
performance inferior ao planejado (seta B). Veja que, se a resposta é lenta haverá uma
expressiva perda na produção global após 8 horas de trabalho (conforme representado
pelo segmento C). Se, por outra, a reação é rápida e o desempenho do sistema é
prontamente recolocado no seu gradiente original (seta D) a perda total é muito menor,
como registrado pelo segmento E. Conclusão óbvia, mas frequentemente desprezada: o
resultado global é diretamente proporcional à reação e solução rápida dos problemas.
Figura 52: Resposta rápida aos problemas e seu impacto no desempenho global
A Filosofia da Produção Enxuta
113
Agora reflita: quantos gerentes há na sua empresa? Um, cinco, dez ou algo assim. E
quantos colaboradores de linha de frente há? Dez ou, às vezes, cem vezes mais! Quem
pode rapidamente responder e solucionar os milhares de problemas cotidianos: os mil
colaboradores, que estão ao lado do problema, ou os dez chefes, que estão assoberbados
com os grandes e difíceis problemas? Parece óbvio, não é?
Grupos e ferramentas para a melhoria contínua (kaizen), gestão visual e semiautônoma,
autogestão da performance cotidiana, A3, feedback frequente e resposta rápida são
alguns dentre os vários instrumentos propostos pelo Lean para interligar as ações do dia
a dia e a oferta de valor para os clientes.
KAIZEN E O APRIMORAMENTO CONTÍNUO
Kaizen é um termo diretamente relacionado à ideia de aprimoramento contínuo. Nas
empresas ele é muitas vezes usado tanto para se referir às pequenas sugestões
espontâneas dadas pelos colaboradores para melhorar o desempenho dos seus postos de
trabalho como também para se referir a um esforço mais concentrado e induzido pela
gerência, de um grupo de colaboradores, visando melhorar a produtividade, a qualidade
ou a segurança de um setor.
Típicas mobilizações em grupo são os “mutirões kaizen” organizados pela gestão para, de
forma participativa, reformar o leiaute de uma área, melhorar a produtividade ou a
qualidade de uma célula, reduzir o tempo de preparação de uma máquina, ou coisas
assim. Em particular, quando o foco é a redução de “set-up” o termo SMED (do inglês,
single minute exchange of die) é comumente associado a esse tipo de projeto de
melhoria. Na verdade trata-se de uma remissão a um famoso trabalho feito nos anos
1950, numa fábrica japonesa, quando Shigeo Shingo, famoso engenheiro japonês,
considerado um dos pais da moderna gestão industrial, foi capaz, com um grupo de
colaboradores, de reduzir o tempo de troca numa prensa de dias para minutos (uma
duração que fosse representada num dígito, isto é, menos do que nove minutos).
Os “mutirões kaizen” são projetos desburocratizados, pautados em confiança e
cooperação, com duração de cerca de 1 semana, desenvolvidos por uma equipe que
envolve os colaboradores diretamente afetados pela questão, eventualmente fornecedores
e clientes internos do processo, gente das áreas de suporte como Engenharia, Qualidade e
Manutenção, além de colaboradores voluntários de outras áreas, eventualmente
convocados com o propósito de trazerem um olhar externo à cena favorecendo
eventualmente a inovação.
Normalmente um projeto Kaizen segue os seguintes passos: definição do escopo do
trabalho pela gestão, formação da equipe do projeto, declaração de projeto e cronograma,
levantamento de indicadores relativos à situação atual, brainstorming para geração de
ideias de melhoria, definição do plano de ação, ação, avaliação e plano de controle e
sustentação, conclusão e reconhecimento. Tudo acontece no chão-de-fábrica em uma
semana ou um tempo assim.
A Filosofia da Produção Enxuta
114
DELEGAR AUTORIDADE E DESENVOLVER RESPONSABILIDADE
Delegar não é fácil. É desafiador do ponto de vista emocional. Um líder inseguro pode
confundir delegação com perda de poder. Entretanto, um gestor com mais visão
saberá que seu sucesso duradouro está ligado ao resultado e valor proporcionado, não
simplesmente ao poder local que ocasionalmente detém. Diante de um resultado
medíocre, esse poder vai se mostrar efêmero e não terá vida longa em um mundo tão
exigente quanto o que estamos vivendo.
Delegar é difícil comportamentalmente. Requer que o chefe compreenda o seu papel
como coaching, facilitador, estimulando e valorizando a iniciativa, entendendo e
tratando a imperfeição como um elemento positivo do processo de melhoria contínua,
aceitando riscos, evitando a tentação de exibir a sua “superioridade” em relação ao
subordinado que se desenvolve, mas, ao mesmo tempo, não se esquivando da
responsabilidade de participar e contribuir exemplarmente.
Delegar dá trabalho! Além do trabalho como coaching, há que escolher indicadores
que apelam de fato ao coração do colaborador local e tem que fazê-lo de forma
coerente com os macro-objetivos do negócio. Há murais a projetar e construir e há
práticas gerenciais de reuniões diárias e periódicas que terão que ser estruturadas
para um coaching efetivo. Mas é um caminho que vale a pena percorrer!
CRIANDO A CULTURA DA PARTICIPAÇÃO
No campo de ações mais espontâneas, programas de sugestões e reconhecimento são
muito usados para provocar a participação dos colaboradores. Salientamos a
importância de conferir a este tipo de programa, quando implantado, um caráter não
apenas de resultado mas também principalmente de mudança cultural. Isto é, muitas
empresas criam estruturas para avaliação de sugestões, cálculo de impactos e
retribuição ao autor da ideia que embora justos, são lentos, burocráticos e
contrariamente ao propósito acabam criando desconfiança. Você deve estar atento
para que o esforço de montar um sistema como esse não contradite seu propósito de
delegação e responsabilização.
Somos entusiastas da ideia de entender esse processo de sugestões como um
elemento gerador de motivação e indutor de mudança cultural. Em algumas
empresas com quem interagimos o colaborador tem autonomia para implantar suas
pequenas ideias de melhoria. Ele não pede aprovação da gerência, ele pede apoio às
equipes de suporte que estão instruídas para responder rapidamente, se possível
afirmativamente, negociando com o autor a ideia sempre que necessário para garantir
que não haverá risco para a segurança, a qualidade e a produtividade. Nestas
empresas, o colaborador tende a perceber a acolhida à sua ideia de melhoramento
com um prêmio de per si, tanto mais porque em 99% dos casos refere-se a zona de
conforto do seu próprio posto de trabalho e tem implementação bem barata. Forma-
se com esta estratégia um verdadeiro caldeirão de mudança cultural preparando
favoravelmente o ambiente para a participação do colaborador que é fundamental
para a resposta rápida aos problemas.
A Filosofia da Produção Enxuta
115
ELIMINANDO TEMPOS QUE NÃO AGREGAM VALOR
A essência da melhoria nos projetos KAIZEN é a eliminação de tempos e atividades
que não agregam valor identificando-se os desperdícios LEAN para removê-los. Se
você nunca se concentrou na melhoria de um processo de produção você se
surpreenderá com a quantidade de oportunidades de melhoria que normalmente
brotam da observação de uma operação, conforme ilustra o gráfico da esquerda na
figura 53.
Já no contexto do SMED, o segredo é identificar tudo que pode ser feito de
véspera e providenciar antecipadamente retirando do tempo de ciclo da máquina
essas “gorduras” como ilustrado pela parte direita da figura.
Figura 53: Eliminando tempos que não agregam valor
Como o tempo é gasto em uma fábrica típica
SMED
DEVE SER
Operações ELIMINADO T TEMPOS INTERNOS
que IMEDIATAMENTE R
agregam A • retirada de ferramenta Atividades que só podem
DESPERDÍCIO
valor N • remoção de rebarbas ser executadas durante o
S • acoplamento de ferramenta processo de fabricação
AÇÕES DO
OPERÁRIO
F
Operações O
sem valor R
M
A
R TEMPOS EXTERNOS
OPERAÇÕES
• transporte de ferramenta Atividades que podem
ser executadas
Precisam ser feitas pelas • organização da área antecipadamente ou em
condições presentes de • busca de materiais auxiliares paralelo ao processo de
atuação do operário fabricação
A Filosofia da Produção Enxuta
116
A FERRAMENTA A3
O que é a ferramenta A3 que a Toyota apresenta como sua principal ferramenta de
solução de problemas, planos e revisões? Que instrumento é esse que já é usado
desde os anos 1960 na indústria? Não quero decepcioná-lo. O A3 é simplesmente
uma folha em branco, seu formato equivale a dois A4 postos lado a lado.
O que há de interesse numa folha em branco? Por que no mundo Lean usa-se mais
o A3 do que editores de texto potentes e softwares de apresentação?
As razões são várias. A preferência pelo A3 como um instrumento de solução de
problemas em geral vigora em contexto de produção onde se valoriza
filosoficamente a delegação e o desenvolvimento das equipes de linha de frente.
Quem delega em geral o faz por se ver assoberbado, sem o tempo que precisa
para focalizar o que é crítico. Alguém assim, se delega espera que a pessoa que
recebeu a delegação lhe traga caminhos de solução, não um problema
incipientemente formulado. Se você por estar sem tempo pede minha ajuda para
resolver um problema e eu lhe devolvo um relatório de cem páginas você precisará
de alguma horas para ler... será que era o que você queria? Se eu lhe levo uma
apresentação no computador você terá que marcar uma reunião comigo numa sala
com projetor... será que era isso que você queria?
Vamos ser um pouco mais precisos: o A3 é mais que uma folha em branco!
Embora varie de empresa para empresa essa folha em geral é previamente
subdividida em áreas que simplificadamente destinam-se a: no quadrante 1, a
formulação do problema, indicadores da situação atual e objetivos; no quadrante
2, a análise da causa-raiz; no quadrante 3, plano de ação ou a melhoria
pretendida e no quadrante 4, acompanhamento para consolidação da ideia.
Formular o problema, medir, analisar, realizar a melhoria, controlar: um típico
método de solução de problemas! Se você é de indústria já deve ter ouvido falar
de siglas como PDCA (do inglês Plan, Do, Control, Act); o MASP (Método de
Análise e Solução de Problemas), o DMAIC (do inglês Define, Measure, Act,
Improve, Control), dentre outros. São métodos consagrados desenvolvidos ao
longo do século XX para a solução estruturada de problemas ou melhoria de
processos. Os quadrantes que demarcam os espaços na folha A3 sugerem
implicitamente o fluxo de raciocínio de algum destes métodos.
A Filosofia da Produção Enxuta
117
O POTENCIAL DA FERRAMENTA A3
Na Toyota e várias empresas que apostam na filosofia Lean, quem quer que seja
que vá levar uma ideia para alguém o faz através do A3. Veja as vantagens
potenciais associadas a essa prática:
1. Estimula um jeito de pensar e decidir. Para quem fez faculdade e se
habituou a desenvolver projetos e resolver problema pode parecer óbvio o
encadeamento lógico “formular, analisar, fazer e avaliar”. Mas não é
assim para todo mundo. Padronizar um formato de raciocínio pode trazer
grande benefício para o objetivo de engajar os colaboradores como autores
do processo de melhoria do sistema.
2. Facilita a comunicação e incentiva a participação. Pela simplicidade do
instrumento e por todos o usarem para a solução de grandes e pequenas
questões cria-se um ambiente de confiança favorável para troca de ideias
e colaboração.
3. Favorece a objetividade e a síntese já que o espaço limitado do papel
obriga quem prepara o A3 a fazer uma “faxina” na informação separando
previamente o importante do desimportante. Observe-se que como é
pouco o espaço o uso de gráficos, fotografias e desenhos em lugar de
textos é intuitivamente incentivado. A ideia é que o documento possa ser
agilmente usado para comunicação aproveitando até mesmo, numa
emergência, um cafezinho no corredor.
4. Encoraja a iniciativa e o aprimoramento contínuo. Baseada em lápis,
borracha e papel é desburocratizado e accessível a todos. O esforço de
ajuste é pequeno (escreve, apaga, escreve, apaga ...).
5. Estimula que as análises e soluções se baseiem em fatos e dados colhidos
diretamente no chão-de-fábrica além de favorecer o consenso por clarificar
a ligação entre as causas-raiz e as medidas para solução.
6. Retém o conhecimento tácito transformando-se numa promissora
ferramenta de gestão do conhecimento
A Filosofia da Produção Enxuta
118
GESTÃO DA PERFORMANCE COTIDIANA
Empresas que trabalham com a cultura Lean costumam ter bem estruturados os
processos de gestão do cotidiano das operações. Tipicamente trata-se de um conjunto
de práticas gerenciais que se repetem rotineiramente no chão-de-fábrica de forma
padronizada e participativa. Consistem de visitas aos postos de trabalho, reuniões
com a linha de frente, reuniões transversais entre departamentos e reuniões da
equipe de direção que se repetem todos os dias, nos mesmos horários, de forma
integrada (os resultados do nível mais baixo alimentando as discussões do nível
imediatamente superior) com debates e ações sempre apoiadas em indicadores e
valorizando a gestão visual.
A construção de um sistema de indicadores é pré-requisito para o processo. Com
base nos planos corporativos desdobram-se até o piso de fábrica metas, padrões e
especificações. Isto é feito criteriosamente para que cada setor, seção e posto de
trabalho tenha como apurar sua eficácia, eficiência, qualidade, produtividade e
efetividade. A figura 54 ilustra o processo de desdobramento dos indicadores
corporativos até o posto de trabalho.
Figura 54: O desdobramento dos indicadores
Desdobramento das Desdobramento das
metas, especificações e padrões corporativos metas, especificações e padrões corporativos
Corporação Rentabilidade da ação
Gestão
Divisão Lucro e investimento cotidiana da
Lucro performance
Planta
Departamento Faturamento
Seção Produção do acabado X
Setor Produção total do item XYZ
Posto de trabalho Produção do Item XYZ no posto W
Bússola para
Bússola para
desdobramento dos indicadores
desdobramento dos indicadores
no dia-a-dia do chão-de-fábrica no dia-a-dia do chão-de-fábrica
EFICÁCIA Eficácia: aproveitamento das oportunidades
Produção: volume; mix; pontualidade
Qualidade: satisfação dos stakeholders
Qualidade cliente: reclamações, defeitos
QUALIDADE EFICIÊNCIA
Eficiência: racionalidade, economicidade
Utilização de máquinas, gastos, perdas
Boas práticas: organização do posto
Efetividade e responsabilidade social
RESPONSABILIDADE
Segurança colaborador: acidentes, riscos
(SEGUE)
A Filosofia da Produção Enxuta
119
GESTÃO DA PERFORMANCE COTIDIANA (continuação)
A gerência e as chefias devem refletir sobre esse desdobramento de forma a publicar
para os colaboradores indicadores que apelem de fato ao seu coração.
Por exemplo, suponha que um processo é dominado por uma máquina contínua e
que o operador tenha pouca ação sobre a performance da máquina em si. Num caso
como esse pode ser indicado selecionar como indicador de eficácia o tempo de
preparação de máquina versus uma meta para essa troca. Embora o que se deseja
é maximizar a produção do processo, se a possibilidade de interferência do operador
no tempo de preparação é real enquanto na performance da máquina é desprezível,
então incentivar o operador a controlar seu tempo de troca pode trazer mais
mobilização que controlar a produção da máquina em si.
Uma vez definidos os indicadores que serão acompanhados em cada canto da
planta, murais de gestão visual são construídos. Tipicamente nos postos de trabalho
o operador é solicitado a acompanhar seu desempenho bem amiúde, por exemplo,
de hora em hora. Os problemas simples são resolvidos na hora pelo próprio
operador ou ele deve solicitar ajuda. Ao fim do turno uma anotação sobre os
problemas recorrentes é transferida para o mural da seção que acompanha a
performance num formato dia-a-dia. Ao fim da semana, quinzena ou mês os
resultados diários são acumulados e transferidos para o mural do departamento e
assim por diante, agregando-se a cada passo o período de análise e o escopo de
análise, até que o resultado agregado possa ser comparado com as grandes metas,
padrões e especificações propostas pela organização.
Relacionado com cada mural há uma prática gerencial correspondente. Por
exemplo, logo pela manhã espera-se que o chefe de área percorra todos os postos
de trabalho sob sua responsabilidade e, de forma padronizada, acompanhe e debata
com o operador os resultados que vêm sendo alcançados.
Após esse giro pelo setor o chefe reúne as equipes em frente aos murais de setor
para reuniões rápidas que buscam analisar o desempenho do dia anterior e
consensar como grupo de colaboradores e equipes de suporte a prioridade de ação.
Neste momento também, para os problemas que exigem estudos, são abertos A3s
para exame dessas questões.
Por fim, no nível do departamento reuniões periódicas são executadas à frente dos
murais que revelam o desempenho mês a mês e, conforme a evolução dos
resultados as metas são revistas.
Todas essas práticas gerenciais são rotineiras e padronizadas para que os
colaboradores saibam de antemão como serão avaliados e possam assim se preparar
e colaborar com a organização de seu ambiente de trabalho e a performance.
A Filosofia da Produção Enxuta
120
O QUADRO DE GESTÃO VISUAL
Uma ferramenta de baixo custo e com alto poder de influência no resultado é a
gestão visual. Talvez você possa aplicar essa ideia no seu ambiente de trabalho
imediatamente. Trata-se de um instrumento que tem sua importância muitas vezes
subavaliada.
Para que você entenda a força da ideia veja a figura 55.
Figura 55: O quadro de gestão visual
CÉLULA I
P esso as Capacidade M eta P ro dução M eta P ro dução Esto que Lead-time P ro blemas Total P ro blemas e Soluçõ es
máxima planejada realizada acumulada acumulada pro cesso atravessamto (descrição ) Qt. pro d. (descrição )
5
P erío do
64 48 4 40,0 0,0%
0a1 8 6 6 6 6 3 34 0 6
1a2 8 6 6 12 12 3 36 0 6
2a3 8 6 7 18 19 4 34 0 7
3a4 8 6 6 24 25 5 44 Estoque alto 0 6 Respeitar kanban
4a5 8 6 4 30 29 3 32 Material fora espec. 2 6 Alertar Romualdo
5a6 8 6 3 36 32 4 34 Material fora espec. 3 6 Alertar Romualdo
6a7 8 6 7 42 39 3 30 0 7
7a8 8 6 8 48 47 3 31 0 8
64 48 47 3,6 36 6,5% 31
SE MATERIAL FORA DA ESPECIFICAÇÃO
ENTÃO AVISAR ROMUALDO
Este é um típico quadro para acompanhamento da produção de uma determinada
célula de trabalho. Observe que a meta de produção do posto (que é um
desdobramento da meta da corporação) foi transformada numa meta horária. Note
também que além da meta foi informado ao operador sua capacidade produtiva
conforme especificado pela Engenharia. O gerente ainda assinalou para orientar a
auto-gestão do operador parâmetros relativos ao estoque máximo e tempo de
atravessamento na célula.
Observe que as colunas do quadro são metas, padrões e especificações. Se quero
que o colaborador assuma a responsabilidade pela sua própria performance devo
passar a ele estes dados para que ele possa monitorar e buscar sua eficácia,
eficiência e qualidade.
Note também que as linhas do gráfico num intervalo horário buscam provocar o feed-
back frequente e a resposta rápida aos problemas.
A Filosofia da Produção Enxuta
121
OPERANDO A GESTÃO VISUAL
Acompanhe na figura 8 como funciona o quadro de gestão visual. O operador ciente
de sua meta e de sua capacidade começa seu turno de trabalho. Suponhamos que
na primeira hora tudo transcorreu bem. Ele então registra seus resultados em
verde.
Até a terceira hora tudo vai bem mas na quarta hora o kanban não é respeitado, a
produção é desnecessariamente antecipada e quando o operador registra o status da
hora percebe um estoque em processo acima do padrão. Ele então reage
imediatamente procurando corrigir sua ação.
De fato na próxima hora o estoque entra nos eixos mas ocorre então um problema
de qualidade e a produção da quinta hora não alcança a meta.
Pela mecânica do sistema se um alvo não é atingido o operador grava o resultado
em vermelho. É aí que o sistema mostra sua força!
Primeiro: como o problema com os materiais é conhecido o chefe já elaborou um
plano de contingência e o colocou abaixo do quadro de acompanhamento. O
operador sabe que se algo está no “vermelho” uma providência precisa ser tomada.
Ele então imediatamente comunica o Sr. Romualdo (conforme indica o plano de
contingência logo abaixo da tabela) sobre a questão contribuindo assim para a
“resposta rápida” aos problemas, sem mesmo que o chefe tenha que ser chamado.
Segundo: (i) ciente de que está atrás de sua meta; (ii) ciente de que sua
capacidade lhe permite recuperar o atraso e (iii) incomodado com o vermelho no
seu quadro de produção, o operador instintivamente tenta recuperar o atraso na
sua performance (como no futebol faz o time que está perdendo).
Terceiro: como trata-se de um mural grande, o vermelho serve como um andon
(sinal luminoso de alerta) chamando atenção das equipes de direção e suporte sobre
o problema que a célula circunstancialmente está passando. É uma inversão
interessante, como se a produção pautasse a equipe de suporte.
Um comentário final: esse é um instrumento de auto-controle do colaborador, não
de controle do chefe. Por isso recomenda-se que o mural seja grande (para
comunicar), escrito a mão pelo operador (para que ele se aproprie). Observe que o
resultado posto num papel pequeno que o chefe guarda para fazer estatísticas ou
um índice calculado pelo computador e publicado num mural digital não têm a
mesma força de responsabilização que a solução manual.
A Filosofia da Produção Enxuta
122
A construção Lean
O Lean, tomado em sentido mais amplo, como uma filosofia de gestão pode ser
entendido como um construção. Com efeito, não gratuitamente, a Toyota costumava
representar seu sistema através de uma casa. Nesta metáfora, como assinala a figura
56 as fundações estariam relacionadas a algumas crenças bem enraizadas na cultura
Lean, quais sejam:
a) No mundo contemporâneo devemos estar preparados para atender prontamente
uma variedade de demandas. Os mercados do mundo globalizado serão mais e mais
competitivos e exigirão pronta resposta com qualidade e custo competitivo.
Precisamos portanto estar organizados para atender tudo todos os dias, num modelo
de produção nivelada;
b) A demanda por variedade trazida pelo mercado não se contrapõe ao aprendizado
histórico relativo à padronização de processo. Ao contrário a padronização dentro de
uma organização celular é o segredo para o atendimento eficiente e eficaz da
variedade de pedidos colocada pelo mercado;
c) Não é a “grande sacada” mas sim o envolvimento de todos da organização com o
aperfeiçoamento contínuo dos processos que leva perfeição.
Sobre estas “fundações” filosóficas duas colunas devem ser erigidas. Uma refere-se às
práticas industriais voltadas à agilização do fluxo de materiais e de trabalho. Esta coluna
é genericamente referida pelo termo JUST-IN-TIME.
Figura 56: as “fundações” e as “colunas” da construção Lean
Princípios, Pilares e Ferramentas LEAN
JUST-IN-TIME JIDOKA
TRABALHO NIVELADO, PADRONIZADO E MELHORIA CONTÍNUA
A outra coluna trata da agilização do processo decisório e reúne procedimentos
relacionados à responsabilização das equipes com o processo de melhoria da
produtividade e da qualidade. Esta segunda coluna relaciona-se na origem com os
processos da qualidade total e mais recentemente costuma ser referida pelo termo
JIDOKA, que dá conta da máquina ou posto de trabalho semi-autônomo, com capacidade
de intervenção proativa na solução de problemas afetos a circunscrição de de seu
trabalho.
A hipótese é que com esta construção será possível prover uma proteção ante os ataques
da concorrência. Essa proteção seria o desenvolvimento de vantagens competitivas
A Filosofia da Produção Enxuta
123
capazes de que garantir a conquista e/ou manutenção de fatias expressivas do mercado
como expressa a figura 57.
Figura 57: a construção Lean (baseado na enunciação original do Sistema Toyota de Produção)
Na coluna JUST-IN-TIME alinham-se as várias técnicas e ferramentas usadas para o
estabelecimento do fluxo contínuo e puxado. Exemplo relevantes são o Mapa do Fluxo de
Valor, o Balanceamento de Capacidade na célula e o Acionamento por Kanban.
Por seu turno a coluna JIDOKA relaciona-se com o 5S, o CCQ24, ferramentas da
qualidade25, o TPM, o Seis Sigma, os métodos de solução de problemas, o A3, o Kaizen,
os programas de sugestões, a gestão visual, a gestão da performance cotidiana, dentre
outras abordagens, técnicas e práticas conceitualmente relacionadas com a melhoria da
qualidade e envolvimento dos colaboradores com a resposta rápida de problemas.
24
CCQ refere-se aos Círculos de Controle de Qualidade, grupos de colaboradores organizado voluntariamente e
treinado para o desenvolvimento da qualidade e produtividade nas suas organizações.
25
As sete ferramentas da Qualidade: diagramas de Pareto; diagramas de causa-efeito; histogramas; folhas de
verificação; gráficos de dispersão; cartas de controle e fluxogramas.
A Filosofia da Produção Enxuta
124
MANUTENÇÃO PRODUTIVA TOTAL (TPM – Total Productive Maintenance)
Nascido em contextos de produção intensivos em capital, o TPM é um sistema de
trabalho que guarda grande relação conceitual e filosófica com o LEAN na medida
em que baseia-se no forte envolvimento dos colaboradores de linha de produção
com as atividades de manutenção preventiva e corretiva dos equipamentos.
São atividades de manutenção de equipamentos produtivas e executadas por
todos os colaboradores envolvidos no processo (desde operadores a alta gestão)
de forma a melhorar continuamente o desempenho do sistema de produção.
De forma sumarizada o TPM envolve 5 metas (ou pilares):
1 – Melhorar a eficácia dos equipamentos;
2 - Melhorar a eficiência e a eficácia da manutenção;
3 – Implantar a gestão de equipamentos e manutenção preventiva;
4 - Capacitar as pessoas envolvidas, melhorando as suas habilidades;
5 – Comprometer as pessoas com a manutenção de rotina.
Os 5Ss
O 5Ss é uma metodologia que objetiva mobilizar, motiva e conscientizar todos os
colaboradores para a qualidade e o aperfeiçoamento contínuo, através da
organização e da disciplina no local de trabalho.
Os 5Ss referem-se aos cinco passos previstos para o desenvolvimento dessa
cultura interna, quais sejam:
• Seiri (arrumar): diferencie entre o necessário e o desnecessário, tanto
objetos quanto tarefas, descarte o que não é usado;
• Seiton (ordenar): ponha objetos e dados nos lugares certos e dispostos de
forma correta para que possam ser encontrados prontamente sempre que
necessário
• Seiso (limpar): mantenha limpo o local de trabalho;
• Seiketsu (assear): cuide da sua própria saúde, nos níveis físicos, mental e
emocional, crie normas e procedimentos;
• Shitsuke (disciplinar): siga o procedimento, discipline-se, aprimore.
A Filosofia da Produção Enxuta
125
Cinco razões para você pensar Lean
Qual o impacto na competitividade da proposta Lean? Movimentar as coisas em
pequenos lotes e no ritmo da demanda, a produção puxada e contínua, que vantagens
competitivas isso nos traz?
A produção em lotes e a produção nivelada
Imagine que três produtos A, B e C semelhantes são fabricados numa célula de trabalho.
Essa célula é alimentada por três outras que fabricam respectivamente componentes
para A, B e C.
Vejamos os prós e contras de produzi-los segundo o sistema de grandes lotes com
produção “empurrada” ou em pequenos lotes e acionamento de produção “puxado” pela
demanda, o sistema nivelado, como preconiza o Lean.
Tomemos inicialmente a figura 58 que ilustra a opção em lotes. Nesta hipótese a ideia é
produzir todos os produtos de um tipo (na ilustração o tipo A). Depois de fazer todos os
As aí então a linha seria preparada para outro produto (por exemplo os Bs) e por fim
para os Cs.
Figura 58: A produção em lotes - Adaptado de apostila de aula do prof. Fujita San
Com essa lógica de processamento minimiza-se os tempos de parada na linha principal
que são necessários para troca entre um produto e outro (tempos de preparação, ou
“set-up”, em inglês). De fato enquanto a linha esta sendo preparada ela não está
produzindo, trata-se portanto de um tempo que não agrega valor para o cliente.
Essa estratégia é voltada para a eficiência da linha, deseja-se ao trabalhar com lotes
econômicos minimizar o número de preparações maximizando a utilização do recurso.
Examinemos agora a alternativa da produção nivelada (ou “heijunka”) em japonês. O
termo nivelado refere-se à proposta de fazer tudo o tempo todo como apresenta a figura
59.
A Filosofia da Produção Enxuta
126
Figura 59: A produção nivelada (heijunka) - Adaptado de apostila de aula do prof. Fuijta San
Neste segundo modelo todos os tipos de produtos são feitos simultaneamente na linha
principal. A vantagem é que neste formato podemos atender (e nos adaptar) à
variedade de demanda exigida pelo mercado sem a necessidade de grandes estoques.
Se a estratégia em lotes é voltada para a eficiência, a estratégia nivelada enfatiza a
eficácia, o atendimento rápido e econômico das demandas.
Um outro aspecto positivo relaciona-se com a estabilização de todo o processo que passa
a funcionar numa cadência relativamente constante. Observe que na primeira hipótese
quando só o produto A era feito na linha principal apenas a sub-linha que fabricava
componentes para A era solicitada. Já no modelo Heijunka todas as linhas trabalham de
forma cadenciada tornando simples o dimensionamento e a gestão dos recursos ao longo
da cadeia de suprimento.
Um exemplo numérico
Considere que uma célula fabrica três produtos similares: X, Y e Z. E que a área
Comercial fez a seguinte previsão para o mês: vender 4.800 Xs, 2.400 Ys e 1.200 Zs
conforme ilustra a figura 60.
Figura 60: a previsão de vendas no mês para os produtos X, Y e Z
Imagine que diante desse desafio a gerência de produção optou pelo modelo de produção
em lotes visando proteger a eficiência da célula. Conforme ilustrado na figura 61,
A Filosofia da Produção Enxuta
127
segundo o plano, nos quinze primeiros dias do mês a célula se dedicará a produzir os
4.800 Xs, em seguida a célula será preparada para fazer Y e produzirá os 2.400
referentes a previsão de vendas. Por fim, nos últimos dias do mês fará os produtos Zx.
Com este planejamento a linha só parará três vezes no mês para troca (uma para passar
de X para Y, outra de Y para Z, e um última para voltar a de Z a Y).
A ideia da produção em lotes econômicos é a racionalidade, a economicidade. Mas será
mesmo que essa forma de produzir, ilustrada pela figura 61, é mesmo a melhor?
Analisemos esta opção segundo os ângulos da competitividade.
Figura 61: o planejamento da produção de X, Y e Z no formato de lotes
O impacto nos custos (e no preço)
Veja: segundo o comercial há uma previsão de vender 4.800 Xs no mês. “No mês” não é
“na primeira quinzena”, não é verdade? Ora, se produzirmos como planejado na figura,
todos os 4.800 Xs nos primeiros quinze dias do mês, cerca 2.400 deles terão que ser
estocados para atender a venda da segunda quinzena.
Adicionalmente se nossa célula está dedicada a fazer Xs (e só Xs) nos quinze primeiros
dias do mês como faremos para atender a demanda de Ys e Zs na primeira quinzena?
Vê? Teremos que ter estoques de Y e de Z também. Em suma, teremos que ter estoques
de tudo.
Por outra, se fizermos X, Y e Z todos os dias podemos ir fazendo na proporção da
demanda e vender à medida que os pedidos chegam sem necessidade de grandes
estoques.
É certo que não se está aqui defendendo o uso ineficiente da máquina. Apenas
ressaltando que a ineficiência da máquina é mais fácil de perceber que o custo total de
carregar estoques. Com efeito, como já comentamos, em muitas situações industriais, o
A Filosofia da Produção Enxuta
128
custo de armazenar, mover para o armazém, controlar, securitizar, trazer de volta para a
planta, além do risco de perda e obsolescência e do custo econômico do dinheiro parado
podem, quando agregados serem mais nocivos para o resultado que uma perda local de
eficiência. Cabe portanto refletir sobre a pergunta contida na figura 62.
Figura 62: o trade-off entre eficiência no uso do recurso versus custo de carregar estoques
Será mesmo ?
E os CUSTOS relativos a guardar os
Xs feitos na primeira quinzena e
vendidos só ao longo do mês ? E
como atender a venda de Y e Z na
primeira quinzena sem estocar?
O impacto na velocidade e pontualidade
Que prazo você pode prometer a um novo cliente que lhe traz uma oportunidade de
negócio? O tempo de fazer um produto? Ou o intervalo de tempo entre acionamentos da
produção desse produto? Veja, se você só produz uma vez por mês uma certa coisa,
caso a oportunidade comercial chegue e você já tenha feito esse produto o tempo de
resposta terá que ser: entrega no outro mês!
Lembre-se: conforme discutimos anteriormente o tempo de atravessamento não é só
tempo de máquina. O processamento de uma variedade de coisas, em lotes, num
mesmo recurso, provoca o enfileiramento das coisas que não estão na vez de
processamento. Essas esperas alongam o tempo de resposta.
Por outra, se fizermos X, Y e Z todos os dias podemos ir fazendo na proporção da
demanda e garantindo um tempo de resposta imediato. Cabe portanto refletir agora
sobre a pergunta contida na figura 63.
A Filosofia da Produção Enxuta
129
Figura 63: o trade-off entre eficiência no uso do recurso versus tempo de resposta ao cliente
Será mesmo?
E se justo após virar a
máquina para Y o cliente
quiser mais um X? Com que
VELOCIDADE responderei?
O impacto na qualidade
Você está produzindo um certo produto e tudo está indo bem. De repente você muda
para um outro produto. O que estava estável se desestabiliza. Vê? O proponente da
produção em lotes tem um bom argumento para defender sua racionalidade quando o
critério de análise é a Qualidade do produto.
Mas será mesmo? Vamos pensar por outro ponto de vista. Você está produzindo um
certo produto e tudo está indo mal. Você está fazendo um lote deles, não percebe o erro,
quando acaba e o envia para seu cliente, o erro é finalmente percebido. Se o lote é
grande são menos os pontos de controle, há uma boa chance dos erros se propagarem.
Já se o lote é pequeno e a liberação de faz amiúde, logo o erro será percebido (na pior
das hipóteses pelo cliente do processo) e poderá ser sanado antes que se propague.
Também em relação ao argumento de que a quantidade de “set-ups” - por ser este um
momento de mudança no estado do sistema - daria margem à baixos índice de
qualidade, os proponentes do Lean contra-argumentam que a relação entre “set-up” e
qualidade é dada não pelo número de preparações de máquina mas pela maturidade
deste processo. Por exemplo: eu não costumo trocar pneus, quando tenho que trocá-los
sou uma catástrofe! Nada está no lugar, gasto para além de quinze minutos e não creio
que faça o procedimento da melhor forma. Já na Fórmula 1 os caras trocam os quatro
pneus em 2 segundos. Fazem isso mais de uma vez por corrida. E dificilmente erram.
Eles se prepararam para isso. Analisaram o processo, debateram, fizeram um trabalho de
melhoria contínua até chegar lá. Posso fazer uma única troca de pneus enquanto eles
fazem 300 (20 por minuto vezes os meus 15 minutos). E ainda assim apostaria que eles
fazem 300 vezes melhor do que eu.
A Filosofia da Produção Enxuta
130
Há uma expressão inglesa que diz: quanto menor o “set-up”, melhor o “set-up”, pois
nenhum tempo de preparação chega a ser pequeno sem que um trabalho engenheirado
tenha sido feito para isso. Quando o tempo de preparação é pequeno é porque
provavelmente todas as atividades de organização foram transferidas para fora do ciclo,
passando a ser feitas de véspera. E no “set-up” em si restou apenas aquilo que pelo
menos aparentemente é impossível fazer por antecipação. Há portanto muito menos
chance para o azar. Reflita sobre a pergunta contida na figura 64.
Figura 64: o trade-off entre eficiência no uso do recurso versus qualidade do produto ou serviço
Será mesmo?
E se ao fim da produção do
grande lote de X for
descoberto um problema de
QUALIDADE?
O impacto na flexibilidade
O plano que o comercial passou para a produção era uma previsão, não era pedido firme.
Suponha que neste mês em questão o comercial tenha feito uma boa previsão. De fato
ele vendeu exatamente os 7.400 produtos que havia previsto. Um único detalhe apenas:
uma pequena oscilação no mix, serão só 4.700 Xs mas em compensação foram vendidos
1300 Zs. Essa informação nos chega no dia 20 do mês.
Veja, dois problemas pela frente, não é? Primeiro: no afã de garantir o bom
aproveitamento da máquina fizemos logo um lote de 4.800 Xs na primeira quinzena. E
agora vamos ficar com 100 deles parados em estoque.
E pior, o problema mais grave: não haverá capacidade para fazer os 1.300 Zs pois
consumimos a capacidade disponível fazendo o produto errado e agora não temos
máquina para fazer o produto certo.
Quem vai explicar isso para o comercial? Como assim não dá para fazer? Você não
concordou que podíamos vender 7.400 no mês? Você não sabe usar a sua capacidade!
É, acho que cabe a sua reflexão sobre a figura 65.
A Filosofia da Produção Enxuta
131
Figura 65: o trade-off entre eficiência no uso do recurso versus flexibilidade de mix
Será mesmo?
E se a previsão de vendas não se
confirmar ? Se eu descobrir na
última semana que vou precisar
só de 4700 X e 1300 Z? Qual a
minha FLEXILIDADE?
Especialização, polivalência e aprendizado
A despeito destes impactos positivos em favor da produção nivelada, há um argumento
que comumente é usado em favor da produção em lotes: a performance! De fato, nos
acostumamos a associar especialização à melhoria da performance desde os tempos da
administração científica. O pressuposto é: fazendo vários Xs em seguida de forma
repetitiva farei Xs mais rápido. Se fico trocando de X para Y e de Y para Z e de Z para X
o tempo todo meu desempenho cairá.
Pode ser. Pelo menos isso é o que está firmemente fundeado nas nossas cabeças
ocidentais. Mas veja, se faço X, Y e Z e depois X, Y e Z e depois X, Y e Z e assim por
diante, este não é também um trabalho repetitivo especializado?
Não há dúvida que fazer X, Y e Z deve ser mais difícil que fazer só X. Se pensarmos na
curva de aprendizado fazendo só X chego rapidamente na maturidade Se faço um
conjunto maior de tarefas, ainda que de forma repetitiva, demoro mais a alcançar a
maturidade. Mas aí é que está o ponto. Demoro a alcançar mas quando alcanço o
patamar de estabilidade fico por lá. Já se me dedico só a X na primeira quinzena, Y
depois por um semana, depois Z, volto a fazer X só no mês que vem é provável que
quando eu volte a fazer X tenha que subir de novo a curva de aprendizado. A figura 66
ilustra essa reflexão.
A Filosofia da Produção Enxuta
132
Figura 66: Curva de aprendizado – a produção em lotes versus a produção nivelada
CICLO DE APRENDIZAGEM
Produção em Lotes
QT
TEMPO
Aprendizado
Aprendizado
Declínio
Declínio
Maturidade
Maturidade
O nivelamento da produção
Vamos admitir que você decidiu trabalhar de forma nivelada. Como então comandar a
produção?
A resposta é simples. Substitua a ideia de quantidade pela ideia de frequência. Isto é, se
a área comercial lhe passar a previsão de venda na base de 4.800 Xs, 2.400 Ys e 1.200
Zs pense que o que ele planeja vender é: 4 Xs para cada 2 Ys e 1 Z. Procure manter
essas proporções sendo feitas turno a turno. Assim, se a previsão se alterar você não
terá se antecipado no escuro e para se adaptar ao novo cenário bastará recompor essa
proporção. Seus colaboradores não sentirão muito a mudança, afinal todo o sistema
deverá estar já preparado para absorver essa oscilação.
A figura 67 ilustra a ideia de uma pequena sequencia que se repete sucessivamente
procurando manter o norte indicado pela previsão.
Figura 67: o trabalho nivelado
A Filosofia da Produção Enxuta
133
Síntese desta seção e conclusões
Certamente há muitas situações onde o lote econômico é a melhor solução para o
aproveitamento racional dos ativos. Tipicamente, aqueles ambientes dominados por
ativos caros e capacidades rígidas, com tempos de preparação para troca muito altos.
Entretanto, em muitas outras situações de produção e serviços é possível pensar
diferente. Tipicamente quando a capacidade é mais ajustável, dependendo mais do
trabalho humano do que de máquinas.
Nesta segunda hipótese há oportunidade de gerar vantagens competitivas pela adoção
da lógica nivelada. Impactos positivos na qualidade, custo, velocidade, pontualidade e
flexibilidade podem ser comprovados pela produção e transferência de serviços em
pequenos lotes.
Para que isso seja possível esteja consciente entretanto que algumas questões precisam
ser trabalhadas. Por exemplo, uma variedade de coisas feitas em pequenos lotes exige
tempos de preparação bem reduzidos. Portanto você tem que ter a redução destes
tempos como uma questão central.
Alguns caminhos, dentre outros:
a) estude seus serviços ou produtos e os divida em famílias. Se as coisas forem
muito diferentes em forma ou conteúdo de trabalho você não conseguirá a fluidez
pretendida;
b) Desenvolva semelhança, procure padronizar o que não tem um bom motivo para
ser despadronizado;
c) Treine as pessoas para a polivalência;
d) Podendo escolher opte pela flexibilidade: duas pequenas máquinas tendem a lhe
dar mais alternativas que uma grande.
e) Projete o posto de trabalho e alimentação de materiais para que a troca de
produto não despadronize o procedimento de trabalho. Muitas vezes a variedade
se refere apenas ao material sem que o método de trabalho precise ser alterado.
f) Envolva as equipe com a melhoria contínua de processos. Compartilhe a autoria
das soluções.
Fique alerta pois há paradigmas muito consolidados em torno da ideia de especialização.
Além dos aspectos relativos ao projeto do posto e questões motivacionais, muitas vezes
você encontrará pela frente necessidades inesperadas como repensar descrições de
cargos, negociar com o movimento sindical, coisas assim.
Por fim, considere que mesmo que haja um “set-up” significativo irremovível nas
condições presentes, criar uma inclinação no sentido de diminuí-lo pode lhe trazer
benefícios. Mesmo que não seja possível a condição ideal, qualquer redução de “set-up”
já permite que você reduza um pouco seus lotes, aumente um pouco a frequência de
produção e obtenha, por consequência, ao menos um pouco dos ganhos mencionados
neste texto.
A Filosofia da Produção Enxuta
134
REFERÊNCIAS
A seguir listamos alguns autores, trabalhos e instituições, citados nestes textos, que
deram (e seguem dando) relevantes contribuições para o desenvolvimento das modernas
tecnologias de gestão da produção.
[1] NIGEL SLACK
Pesquisador inglês, na University of Warwick, dentre outros livros, publicou importante
obra sobre as vantagens competitivas geradas na operação de produção:
“Vantagem competitiva em manufatura”, Atlas, 2.ed., 2002
[2] CHRIS ANDERSON
Autor Americano, editor da Wired Magazine, é autor de dois trabalhos com grande
repercussão e influência:
“The long tail: why the future of business is selling less of more”, Hiperion, 2006
“Makers: the new industrial revolution”, Crown Business, 2012
[3] TERRY HILL
Pesquisador inglês na London Business School, é autor de trabalhos que configuraram a
ideia da “Estratégia de Manufatura”. Destaque para:
“Manufacturing Strategy: text and cases”, McGraw Hill Irvine, 3 ed., 1999
[4] HENRIQUE CORREA
Autor brasileiro, hoje atuando no Rollins College na Florida. Fez várias traduções e
publicou importantes livros que vem sendo largamente utilizados nas universidades
brasileiras com destaque para, dentre outros:
Administração de Produção e Operações: Manufatura e Serviços – uma abordagem estratégica,
Editora Atlas, 3.ed, 2012
Gestão de Serviços: lucratividade por meio de operações e de satisfação do cliente, Editora Atlas, em
parceria com Mauro Caon
Gestão de redes de suprimento: integrando cadeias de suprimento no mundo globalizado, Editora
Atlas, 2010
Global Supply Chain Management" (interactive book), 2014
https://itunes.apple.com/us/book/global‐supply‐chain‐management/id899237729?|=pt&ls=1&mt=11
[5] LEAN INSTITUTE BRASIL (www.lean.org.br)
O Lean Institute Brasil (LIB) segue o exemplo do instituto norte-americano, o Lean
Enterprise Institute (LEI), fundado em 1997 por James Womack. Edita vários livros de
referência no campo da Produção Enxuta. Abaixo destacamos alguns dentre os mais
relevantes:
MIKE ROTHER e JOHN SHOOK
Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar desperdício
Criando Fluxo Contínuo: um guia de ação para gerentes, engenheiros e associados de produção, The
Lean Institute
Toyota kata: gerenciando pessoas para a melhoria e adaptabilidade e resultados excepcionais,
Bookman, 2010
Gerenciando para o aprendizado: usando o processo de gerenciamento A3 para resolver problemas,
promover alinhamento, orientar e liderar
A Filosofia da Produção Enxuta
135
DANIEL T. JONES e JAMES P. WOMACK
A Mentalidade Enxuta nas Empresas ‐ Lean Thinking, Editora Campus
Soluções Enxutas: como empresas e clientes conseguem juntos criar valor e riqueza, Editora Campus,
2006
[6] ELIYAHU GOLDRATT
Famoso físico israelense, falecido em 2011, marcou época como grande mentor da Teoria
das Restrições. Autor de vários livros, dentre os quais:
What is this thing called THEORY OF CONSTRAINTS and how should it be implemented?, North River
Press
[7] ILOS (www.ilos.com.br)
Instituto de Logística e Supply Chain, com equipe de pesquisa liderada pelo prof. Paulo
Fleury da UFRJ, produz relevantes pesquisas sobre Logística no Brasil. Algumas
publicações relacionadas seguem abaixo:
PAULO FERNANDO FLEURY, PETER WANKE e KLEBER FOSSATI FIGUEIREDO
Logística Empresarial, Atlas
Logística e gerenciamento da cadeia de suprimentos, Atlas
A Filosofia da Produção Enxuta
Você também pode gostar
- Unidade 1 - A Gestão Das Operações de Produção e Serviços Nos Dias de HojeDocumento54 páginasUnidade 1 - A Gestão Das Operações de Produção e Serviços Nos Dias de HojeDayane MayaraAinda não há avaliações
- Soft Skills - Vol 2: habilidades do futuro para o profissional do agoraNo EverandSoft Skills - Vol 2: habilidades do futuro para o profissional do agoraAinda não há avaliações
- A empresa iluminada: Como a Wap foi refundada e se transformou em uma empresa de tecnologiaNo EverandA empresa iluminada: Como a Wap foi refundada e se transformou em uma empresa de tecnologiaAinda não há avaliações
- Liderança de produtos digitais: A ciência e a arte da gestão de times de produtoNo EverandLiderança de produtos digitais: A ciência e a arte da gestão de times de produtoAinda não há avaliações
- Passaporte para o futuro: Sua carreira e seus negócios no mundo em reconfiguraçãoNo EverandPassaporte para o futuro: Sua carreira e seus negócios no mundo em reconfiguraçãoAinda não há avaliações
- Transformação Digital: Os Desafios, o Pensar e o Fazer - Guia de Apoio às EmpresasNo EverandTransformação Digital: Os Desafios, o Pensar e o Fazer - Guia de Apoio às EmpresasAinda não há avaliações
- DiGestão de competências: Uma dieta saudável para sua carreiraNo EverandDiGestão de competências: Uma dieta saudável para sua carreiraAinda não há avaliações
- Jornada Ágil de Liderança: entenda como desenvolver times protagonistas para resultados inovadores e sustentáveis no mundo digitalNo EverandJornada Ágil de Liderança: entenda como desenvolver times protagonistas para resultados inovadores e sustentáveis no mundo digitalAinda não há avaliações
- UX estratégico: Design aplicado a ecossistema de produtosNo EverandUX estratégico: Design aplicado a ecossistema de produtosAinda não há avaliações
- Cultura humanizada no meio tech: Estratégias para pessoas e organizações construírem ambientes mais saudáveisNo EverandCultura humanizada no meio tech: Estratégias para pessoas e organizações construírem ambientes mais saudáveisAinda não há avaliações
- A Comunicação no Comando: Ferramentas para Gestão de Ativos IntangíveisNo EverandA Comunicação no Comando: Ferramentas para Gestão de Ativos IntangíveisAinda não há avaliações
- Fazendo a inovação acontecer: Um guia prático para você liderar o crescimento sustentável de sua organizaçãoNo EverandFazendo a inovação acontecer: Um guia prático para você liderar o crescimento sustentável de sua organizaçãoAinda não há avaliações
- 10 Competências Fórum Econômico Mundial 2022Documento8 páginas10 Competências Fórum Econômico Mundial 2022Guilherme De FariasAinda não há avaliações
- TDSC - Pessoas e Transformação Digital - Silvio MeiraDocumento96 páginasTDSC - Pessoas e Transformação Digital - Silvio MeiraAlexandre Augusto MosquimAinda não há avaliações
- Tecnólogo. Gestão Financeira Informática Aplicada À Gestão. Joneval Zanella GomesDocumento76 páginasTecnólogo. Gestão Financeira Informática Aplicada À Gestão. Joneval Zanella GomesProfessor Thiago PaivaAinda não há avaliações
- Administraçao, Sistemas e Ambientes - Aula 4Documento19 páginasAdministraçao, Sistemas e Ambientes - Aula 4Samuel SousaAinda não há avaliações
- Aprendiz ágil: Lifelong learning, subversão criativa e outros segredos para se manter relevante na Era das Máquinas InteligentesNo EverandAprendiz ágil: Lifelong learning, subversão criativa e outros segredos para se manter relevante na Era das Máquinas InteligentesAinda não há avaliações
- CT Lingua-Portuguesa 01 2016Documento11 páginasCT Lingua-Portuguesa 01 2016Mateus QuintilianoAinda não há avaliações
- Mude ou morra: Tudo o que você precisa saber para fazer crescer o seu negócio e sua carreira na nova economiaNo EverandMude ou morra: Tudo o que você precisa saber para fazer crescer o seu negócio e sua carreira na nova economiaAinda não há avaliações
- Gestão de vendas 5.0: Caminhos para a alta performanceNo EverandGestão de vendas 5.0: Caminhos para a alta performanceAinda não há avaliações
- Como escrever textos técnicos – 2ª edição revista e atualizadaNo EverandComo escrever textos técnicos – 2ª edição revista e atualizadaAinda não há avaliações
- O novo humano: como aplicar a inteligência espiritual nas organizações e na vidaNo EverandO novo humano: como aplicar a inteligência espiritual nas organizações e na vidaAinda não há avaliações
- Empregos, Férias, Compras e Robôs: Os maiores especialistas do mercado discutem o futuro da Inteligência ArtificialNo EverandEmpregos, Férias, Compras e Robôs: Os maiores especialistas do mercado discutem o futuro da Inteligência ArtificialAinda não há avaliações
- Plataformas sincronizadas de gestão: um modelo para a complexidadeNo EverandPlataformas sincronizadas de gestão: um modelo para a complexidadeAinda não há avaliações
- Jornada RH Ágil: Entenda como as Relações Humanizadas colaboram para construir times protagonistas e resultados de valorNo EverandJornada RH Ágil: Entenda como as Relações Humanizadas colaboram para construir times protagonistas e resultados de valorAinda não há avaliações
- Jornada Transformação Digital no Brasil: unindo práticas e cases de experiências brasileiras que potencializam a economia digital no BrasilNo EverandJornada Transformação Digital no Brasil: unindo práticas e cases de experiências brasileiras que potencializam a economia digital no BrasilAinda não há avaliações
- Experiências em Gestão de Projetos - Diário de bordoNo EverandExperiências em Gestão de Projetos - Diário de bordoAinda não há avaliações
- O dia depois de amanhã: Por que o modelo de trabalho híbrido 1.0 não funciona - e como o design de experiências profissionais vai reinventá-lo nos próximos anosNo EverandO dia depois de amanhã: Por que o modelo de trabalho híbrido 1.0 não funciona - e como o design de experiências profissionais vai reinventá-lo nos próximos anosAinda não há avaliações
- O Fator VDM, para CLIENTES: Um guia antidesastres em projetos criativosNo EverandO Fator VDM, para CLIENTES: Um guia antidesastres em projetos criativosAinda não há avaliações
- Tendências e Contornos da Sociedade de Consumo: Primeiro Livro da Trilogia Mídia, Mediações e ConsumoNo EverandTendências e Contornos da Sociedade de Consumo: Primeiro Livro da Trilogia Mídia, Mediações e ConsumoAinda não há avaliações
- Criatividade e inovação: Entre na Era das StartupsNo EverandCriatividade e inovação: Entre na Era das StartupsAinda não há avaliações
- Por que a gente é do jeito que a gente é?: Conheça-se melhor, entenda como os outros agem e potencialize seus resultadosNo EverandPor que a gente é do jeito que a gente é?: Conheça-se melhor, entenda como os outros agem e potencialize seus resultadosAinda não há avaliações
- Gestao e EficienciaDocumento194 páginasGestao e EficienciaSab-Win DamadAinda não há avaliações
- Crônicas da inovação: um olhar reflexivo e provocador sobre o cotidiano da inovaçãoNo EverandCrônicas da inovação: um olhar reflexivo e provocador sobre o cotidiano da inovaçãoAinda não há avaliações
- Gestão empresarial contemporânea: Uma visão de vanguarda sobre a administração organizacionalNo EverandGestão empresarial contemporânea: Uma visão de vanguarda sobre a administração organizacionalAinda não há avaliações
- Coletanea Etica e Meio AmbienteDocumento65 páginasColetanea Etica e Meio Ambientechrystian_stoccoAinda não há avaliações
- Interconexões: educação e sociedade na era digitalNo EverandInterconexões: educação e sociedade na era digitalAinda não há avaliações
- Art 4 PortuguesDocumento5 páginasArt 4 PortuguesKeny EscobarAinda não há avaliações
- E Book Nova ISO 45001 Versão 2 1Documento27 páginasE Book Nova ISO 45001 Versão 2 1Éder Wendel BattagiottoAinda não há avaliações
- E Book - LCN Gestao - Roteiro de Implantacao ISO 9001 9015 PDFDocumento20 páginasE Book - LCN Gestao - Roteiro de Implantacao ISO 9001 9015 PDFÉder Wendel BattagiottoAinda não há avaliações
- Como Cobrar Consultoria 1Documento30 páginasComo Cobrar Consultoria 1SandroSoaresAinda não há avaliações
- E Book - LCN Gestao - Roteiro de Implantacao ISO 9001 9015 PDFDocumento20 páginasE Book - LCN Gestao - Roteiro de Implantacao ISO 9001 9015 PDFÉder Wendel BattagiottoAinda não há avaliações
- Procedimento de Gestão de Documentos - EmbrapaDocumento16 páginasProcedimento de Gestão de Documentos - EmbrapaÉder Wendel BattagiottoAinda não há avaliações
- E Book Nova ISO 45001 Versão 2 1Documento27 páginasE Book Nova ISO 45001 Versão 2 1Éder Wendel BattagiottoAinda não há avaliações
- E Book - LCN Gestao - Roteiro de Implantacao ISO 9001 9015 PDFDocumento20 páginasE Book - LCN Gestao - Roteiro de Implantacao ISO 9001 9015 PDFÉder Wendel BattagiottoAinda não há avaliações
- CadernosExcelencia2008 07 ProcessosDocumento34 páginasCadernosExcelencia2008 07 ProcessosKatia CristinaAinda não há avaliações
- Recibo PadrãoDocumento1 páginaRecibo PadrãoÉder Wendel BattagiottoAinda não há avaliações
- Procedimento para Licenciamento Ambiental de Posto e Sistema Retalhista de Combustível PDFDocumento4 páginasProcedimento para Licenciamento Ambiental de Posto e Sistema Retalhista de Combustível PDFÉder Wendel BattagiottoAinda não há avaliações
- Flaffonso - Projeto de Implantação SGA PDFDocumento243 páginasFlaffonso - Projeto de Implantação SGA PDFÉder Wendel BattagiottoAinda não há avaliações
- ABNT NBR 7500-2003 Simbolos de Risco e Manuseio para o Transporte e To de MateriaisDocumento59 páginasABNT NBR 7500-2003 Simbolos de Risco e Manuseio para o Transporte e To de MateriaisRicherd FukudaAinda não há avaliações
- Filosofia Enxuta - TextosDocumento137 páginasFilosofia Enxuta - TextosÉder Wendel BattagiottoAinda não há avaliações
- ManufaturaDocumento13 páginasManufaturaFernanda CFAinda não há avaliações
- Abnt - NBR 7505 - Gem de Liquidos Inflamaveis E Combustive Is - Parte 1Documento16 páginasAbnt - NBR 7505 - Gem de Liquidos Inflamaveis E Combustive Is - Parte 1Marcio Martins100% (3)
- Relacionamento Com Fornecedores - Compras - TIM Do BRASILDocumento4 páginasRelacionamento Com Fornecedores - Compras - TIM Do BRASILÉder Wendel BattagiottoAinda não há avaliações
- Codigo Etica Pao de AçucarDocumento35 páginasCodigo Etica Pao de Açucartelma_patyAinda não há avaliações
- S700Documento4 páginasS700charlesefmAinda não há avaliações
- Apostila Curso BPMN TrainningDocumento6 páginasApostila Curso BPMN TrainningLucas Ribeiro de AlmeidaAinda não há avaliações
- Gestão de Risco - ISO 31000 - Edicao - 47Documento42 páginasGestão de Risco - ISO 31000 - Edicao - 47Éder Wendel Battagiotto100% (1)
- Gestão de Risco - ISO 31000 - Edicao - 47Documento42 páginasGestão de Risco - ISO 31000 - Edicao - 47Éder Wendel Battagiotto100% (1)
- Fundamentos Do Biomagnetismo MedicinalDocumento33 páginasFundamentos Do Biomagnetismo MedicinalJulaniAinda não há avaliações
- Manual de Formação - UFCD 0693Documento30 páginasManual de Formação - UFCD 0693ana72% (18)
- SEI - UFU - 2233952 - EditalDocumento15 páginasSEI - UFU - 2233952 - EditalMeu HomemAinda não há avaliações
- Monografia Final Sara Gonzalez MoronDocumento62 páginasMonografia Final Sara Gonzalez MoronThomas AraujoAinda não há avaliações
- HumanasDocumento13 páginasHumanasjhon100% (1)
- Aula 7 - Wundt 2Documento15 páginasAula 7 - Wundt 2sracolorartAinda não há avaliações
- 2 Avaliação - The Mind in The CaveDocumento7 páginas2 Avaliação - The Mind in The CaveLuísa Brites Ferreira100% (6)
- Morgana e Charles - Giselle TrindadeDocumento240 páginasMorgana e Charles - Giselle TrindadeMagal SantosAinda não há avaliações
- Aula 03 01 SlideDocumento18 páginasAula 03 01 SlideDiego SilvaAinda não há avaliações
- Almeida Et Al. 2002 - Manual Coleta ... de InsetosDocumento43 páginasAlmeida Et Al. 2002 - Manual Coleta ... de InsetosGilson CarlosAinda não há avaliações
- Aula 8 - EstradasDocumento77 páginasAula 8 - EstradasHebson CostaAinda não há avaliações
- Métodos Topográficos para o Cálculo de Área e Volumes PDFDocumento22 páginasMétodos Topográficos para o Cálculo de Área e Volumes PDFAlexandre Justino Nhanombe0% (1)
- Texto 5 - Familia Violenta Teoria EcologicaDocumento14 páginasTexto 5 - Familia Violenta Teoria Ecologicanegro2sterAinda não há avaliações
- Formacao Pedagogica em Letras - Portugues UniderpDocumento12 páginasFormacao Pedagogica em Letras - Portugues UniderpanhangueraitatibaAinda não há avaliações
- Existência - Wikipédia, A Enciclopédia LivreDocumento2 páginasExistência - Wikipédia, A Enciclopédia LivreHeitor CamposAinda não há avaliações
- Ebook Patagônia de CarroDocumento29 páginasEbook Patagônia de CarroAlessander MarcondesAinda não há avaliações
- Interações Com Pequenos Animais e o Ensino de Ciências Na Educação InfantilDocumento6 páginasInterações Com Pequenos Animais e o Ensino de Ciências Na Educação InfantilNicia Regina OgawaAinda não há avaliações
- AULA 02 - DidáticaDocumento4 páginasAULA 02 - DidáticaAline Goulart SchneiderAinda não há avaliações
- NOTA - TECNICA - PLANO - URBANISTICO - Arco JurubatubaDocumento68 páginasNOTA - TECNICA - PLANO - URBANISTICO - Arco JurubatubaAna Clara GomesAinda não há avaliações
- Shadowrun 5 Modulo BasicoDocumento91 páginasShadowrun 5 Modulo BasicoLucas CarvalhoAinda não há avaliações
- Exercícios IntroduçãoDocumento5 páginasExercícios IntroduçãoSeijiKarasAinda não há avaliações
- Atividades de GramáticaDocumento8 páginasAtividades de GramáticaNivea NevesAinda não há avaliações
- DrosophilaDocumento14 páginasDrosophilaAna 2005Ainda não há avaliações
- 10Q NL (Teste1) Out2020 x3Documento7 páginas10Q NL (Teste1) Out2020 x3Manuel OliveiraAinda não há avaliações
- A Carência Afetiva E Os Reflexos Na Vida Adulta: Orientadora: Amanda Castilho Data: 05/12/2022 Salvador, BahiaDocumento26 páginasA Carência Afetiva E Os Reflexos Na Vida Adulta: Orientadora: Amanda Castilho Data: 05/12/2022 Salvador, BahiaViviane GomesAinda não há avaliações
- RomaoDocumento14 páginasRomaoElevai As Normas ElevaiAinda não há avaliações
- A Ação Dos Sismos Sobre Os EdifíciosDocumento38 páginasA Ação Dos Sismos Sobre Os EdifíciosAntónio CaldeiraAinda não há avaliações
- Planejamento 8º Ano - História - 2º Bimestre 2023Documento3 páginasPlanejamento 8º Ano - História - 2º Bimestre 2023Antonio VieiraAinda não há avaliações
- Apostila Completa Reels TurboDocumento86 páginasApostila Completa Reels TurbokemillyAinda não há avaliações
- Caderno de Exercícios Elaborados Por Jefferson Fernando Firmino GomesDocumento46 páginasCaderno de Exercícios Elaborados Por Jefferson Fernando Firmino GomesVal CarlosAinda não há avaliações