Você também pode gostar
- Conhecimentos Básicos de LubrificaçãoDocumento102 páginasConhecimentos Básicos de LubrificaçãoPaulo Ricardo Cunha RoldaoAinda não há avaliações
- Apostila - Análise de ÓleoDocumento71 páginasApostila - Análise de ÓleoJoão Paulo Pereira da costaAinda não há avaliações
- Guia de Interpretação de Laudos R5 TEST OILDocumento8 páginasGuia de Interpretação de Laudos R5 TEST OILJaques ValleAinda não há avaliações
- 33 Analise de Lubrificantes Por Meio Da Tecnica FerrograficaDocumento10 páginas33 Analise de Lubrificantes Por Meio Da Tecnica FerrograficaFelipe OliveiraAinda não há avaliações
- Análise de Óleo LubrificanteDocumento31 páginasAnálise de Óleo LubrificanteRogério Caiado MachadoAinda não há avaliações
- Lubrificação NavalDocumento33 páginasLubrificação Navaldiegorossonero100% (1)
- ND33 - Rev08 04 - 2017Documento45 páginasND33 - Rev08 04 - 2017Carlos RogérioAinda não há avaliações
- Aula LubrificantesDocumento47 páginasAula LubrificantesJean Meine de AlmeidaAinda não há avaliações
- Tele 33 FerrografiaDocumento10 páginasTele 33 FerrografiaNathália Figueiredo de AzevedoAinda não há avaliações
- Análise Ferrográfica Como Auxílio À Manutenção-Estudo de CasoDocumento18 páginasAnálise Ferrográfica Como Auxílio À Manutenção-Estudo de CasoSamuel CarvalhoAinda não há avaliações
- Como Montar Relatório de ÓleoDocumento8 páginasComo Montar Relatório de ÓleoMichelv_2012Ainda não há avaliações
- Falha em Acoplamentos Tipo Grade ElásticaDocumento35 páginasFalha em Acoplamentos Tipo Grade ElásticaRay VaillantAinda não há avaliações
- Checklist de InspeçãoDocumento2 páginasChecklist de InspeçãoDean BarrosAinda não há avaliações
- Acoplamentos Flexíveis - Seleção e Aplicações.Documento18 páginasAcoplamentos Flexíveis - Seleção e Aplicações.Igor Oliveira MartinkovitschAinda não há avaliações
- Análise Da Contaminação e Degradação Do Óleo Lubrificante eDocumento75 páginasAnálise Da Contaminação e Degradação Do Óleo Lubrificante eCarlos BaptistaAinda não há avaliações
- Óleos Lubrificantes-Apresentação em AndamentoDocumento43 páginasÓleos Lubrificantes-Apresentação em AndamentoRenan SilvaAinda não há avaliações
- Manual de Filtragem HidraulicaDocumento39 páginasManual de Filtragem Hidraulicads_engenharia8817Ainda não há avaliações
- Mobilux-EP-2 FispqDocumento9 páginasMobilux-EP-2 FispqRenato NetoAinda não há avaliações
- Catalogo Produtos Alliance Atualizado PelozioDocumento36 páginasCatalogo Produtos Alliance Atualizado PelozioFernandoPelozioAinda não há avaliações
- Apostila de FerrografiaDocumento72 páginasApostila de FerrografiaBruno GobbiAinda não há avaliações
- Monitoramento On-Line de VibraçõesDocumento31 páginasMonitoramento On-Line de VibraçõesEdward Allyson Caricio de MenezesAinda não há avaliações
- Treinamento Lubrificacao-CentralizadaDocumento2 páginasTreinamento Lubrificacao-CentralizadajorgephAinda não há avaliações
- BT Rocol Sapphire Hi-Temp 2Documento2 páginasBT Rocol Sapphire Hi-Temp 2Roberta SabrinaAinda não há avaliações
- Apostila ColetaDocumento26 páginasApostila ColetaRogério FritzenAinda não há avaliações
- FLUSHINGDocumento13 páginasFLUSHINGcristianoluzAinda não há avaliações
- Manutenção Preditiva de Motores de Combustão Interna, À GasolinaDocumento113 páginasManutenção Preditiva de Motores de Combustão Interna, À GasolinaJulio Perez TipianaAinda não há avaliações
- Alinhamento de EquipamentosDocumento11 páginasAlinhamento de EquipamentosLeandro Alves SantosAinda não há avaliações
- Viscosidade e +ôleos LubrificantesDocumento20 páginasViscosidade e +ôleos Lubrificantesdani_dsdAinda não há avaliações
- Manual Power Wave AC - DC 1000Documento89 páginasManual Power Wave AC - DC 1000Fabricio Morgan100% (1)
- Elementos de Máquinas Freios e EmbreagensDocumento21 páginasElementos de Máquinas Freios e EmbreagensptksilvaAinda não há avaliações
- Aula 20 - Aditivos de LubrificantesDocumento39 páginasAula 20 - Aditivos de LubrificantesFrederico PedroAinda não há avaliações
- MECÂNICA DO FLUIDOS-apostilaDocumento22 páginasMECÂNICA DO FLUIDOS-apostilaThays M. de LimaAinda não há avaliações
- 06 BR Funções EspecíficasDocumento28 páginas06 BR Funções EspecíficasEverson MaiaAinda não há avaliações
- Normas de Controle de ContaminaçãoDocumento8 páginasNormas de Controle de ContaminaçãoFlavio BallioAinda não há avaliações
- 00 - 1 Avaliação Do Óleo Lubrificante de Um Motor Operando Nos Ciclos Diesel e OttoDocumento114 páginas00 - 1 Avaliação Do Óleo Lubrificante de Um Motor Operando Nos Ciclos Diesel e OttoHenrique ApolinarioAinda não há avaliações
- Termovácuo Óleo TransformadorDocumento7 páginasTermovácuo Óleo TransformadorLetícia AlmeidaAinda não há avaliações
- Fispq-Isolimp 9010 23-01-2017Documento10 páginasFispq-Isolimp 9010 23-01-2017Paula LopesAinda não há avaliações
- Tipos de Análises em Óleos IsolantesDocumento5 páginasTipos de Análises em Óleos IsolantesHugo BrasilAinda não há avaliações
- SKF Manual de Manutenção Fundamentos Preditiva20200608-20808-M6gbjtDocumento12 páginasSKF Manual de Manutenção Fundamentos Preditiva20200608-20808-M6gbjtRaphael OliveiraAinda não há avaliações
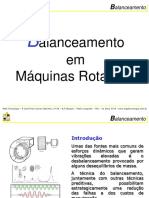
- Apostila - Balanceamento de Máquinas RotativasDocumento63 páginasApostila - Balanceamento de Máquinas RotativasLucio Martins100% (1)
- Balanceamento de Rotores PDFDocumento10 páginasBalanceamento de Rotores PDFMauro LobatoAinda não há avaliações
- Outros Processos de ExtrusãoDocumento26 páginasOutros Processos de ExtrusãoRenato Elias MarquesAinda não há avaliações
- Mancais de Deslizamento - Apostilas - Engenharia Aerospacial Part1Documento37 páginasMancais de Deslizamento - Apostilas - Engenharia Aerospacial Part1DouglasAinda não há avaliações
- Dispositivo de Alivio de PressaoDocumento4 páginasDispositivo de Alivio de PressaoClovis_sccpAinda não há avaliações
- Mancal Tipo Flange em Ferro Fundido de Quatro Parafusos Catalogo PDFDocumento24 páginasMancal Tipo Flange em Ferro Fundido de Quatro Parafusos Catalogo PDFAlessandro Saia MorenoAinda não há avaliações
- Sistemas de Lubrificação de Linha DuplaDocumento72 páginasSistemas de Lubrificação de Linha DuplaMaxAinda não há avaliações
- Classificação API para Óleos Lubrificantes-MifDocumento21 páginasClassificação API para Óleos Lubrificantes-MifNando BarbosaAinda não há avaliações
- Aula 24 - Medicao de VibracaoDocumento73 páginasAula 24 - Medicao de VibracaoRenan SittaAinda não há avaliações
- TIMKEN - Análise de FalhasDocumento1 páginaTIMKEN - Análise de FalhasROBINSON ASSADAinda não há avaliações
- Manutenã Ã o Preditiva Por Analise de Vibraã Ã o em Mã¡quinas RotativasDocumento80 páginasManutenã Ã o Preditiva Por Analise de Vibraã Ã o em Mã¡quinas RotativasLuanderson Felipe Matos de SouzaAinda não há avaliações
- Aula 6 - Eficiencia CromatograficaDocumento4 páginasAula 6 - Eficiencia CromatograficaTalles BarcelosAinda não há avaliações
- Aula 02 - Controle Malha Aberta e FechadaDocumento4 páginasAula 02 - Controle Malha Aberta e FechadaLu SampaioAinda não há avaliações
- Mini Curso de Lubrificação NSKDocumento63 páginasMini Curso de Lubrificação NSKalex.mtsmarquesAinda não há avaliações
- LubrificaçãoDocumento107 páginasLubrificaçãoAeletrônika AekAinda não há avaliações
- Lubrificacao AulaDocumento135 páginasLubrificacao AulaGilmarAranassilAinda não há avaliações
- LubrificaçãoDocumento37 páginasLubrificaçãoilledratAinda não há avaliações
- Lubrificantes LíquidosDocumento44 páginasLubrificantes LíquidosMatheus AlvesAinda não há avaliações
- Aula 06 - Técnicas de LubrificaçãoDocumento47 páginasAula 06 - Técnicas de LubrificaçãoLuciano DantasAinda não há avaliações
- Lubrificação Ind.Documento18 páginasLubrificação Ind.ildoAinda não há avaliações
- Apostila - Lubrificantes LubrificaoDocumento34 páginasApostila - Lubrificantes LubrificaoAmanda FreitasAinda não há avaliações
- 510 - Física e Química PDFDocumento2 páginas510 - Física e Química PDFxupiterAinda não há avaliações
- Densimetria de Materiais GranuladoDocumento5 páginasDensimetria de Materiais GranuladoGirlane SantosAinda não há avaliações
- Engenharia Dois Pontos - Cálculo de SapatasDocumento20 páginasEngenharia Dois Pontos - Cálculo de SapatasCléudes RodriguesAinda não há avaliações
- Borrachas PolíuretanoDocumento16 páginasBorrachas PolíuretanoOliveira Salezio Gabriel0% (1)
- Determinacao Do Teor de Cloreto No Soro FisiologicoDocumento14 páginasDeterminacao Do Teor de Cloreto No Soro Fisiologicobetobor100% (1)
- Ligação Postes IluminadosDocumento1 páginaLigação Postes IluminadoswilsonsantgelaAinda não há avaliações
- NBR 10151-2000Documento4 páginasNBR 10151-2000Rita CavalcantiAinda não há avaliações
- Manual Guincho AlavancaDocumento8 páginasManual Guincho AlavancaSamir MoreiraAinda não há avaliações
- Laudo TecnicoDocumento5 páginasLaudo TecnicoMiller Silva100% (1)
- Abnt - NBR 4378 - Mancais de Deslizamento - Termos Definicoes E Classificacoes - Parte 1 Projeto Materiais para Mancais E Suas PropriedadesDocumento4 páginasAbnt - NBR 4378 - Mancais de Deslizamento - Termos Definicoes E Classificacoes - Parte 1 Projeto Materiais para Mancais E Suas PropriedadesJeannetequintela QuintelaAinda não há avaliações
- Check List-Projeto MoldesDocumento3 páginasCheck List-Projeto MoldesVanderson Soares de Araujo50% (2)
- Silicone DC 9040Documento3 páginasSilicone DC 9040Maria JoséAinda não há avaliações
- Física PPT - Eletrodinâmica ExercíciosDocumento9 páginasFísica PPT - Eletrodinâmica ExercíciosFísica PPT67% (3)
- Empuxos de Terra PDFDocumento41 páginasEmpuxos de Terra PDFEdilberto MartinsAinda não há avaliações
- FT Argacem HPDocumento3 páginasFT Argacem HPLuis Pedro Morais100% (1)
- T3 - Ca-1 PDFDocumento25 páginasT3 - Ca-1 PDFdudurigoAinda não há avaliações
- Apostila Do SAP2000Documento17 páginasApostila Do SAP2000lukas091050% (2)
- Estatica ApoiosDocumento6 páginasEstatica ApoiosEduardo CarvalhoAinda não há avaliações
- Apostila Sondagem SPTDocumento4 páginasApostila Sondagem SPTCamila AlvesAinda não há avaliações
- AncoproDocumento4 páginasAncoproVinicius Ferreira AmimAinda não há avaliações
- Analise Instrumental Exercicios EspectrofotometriaDocumento7 páginasAnalise Instrumental Exercicios EspectrofotometriaBruno0% (1)
- Aula 2 - Ceramicas OdontologicasDocumento7 páginasAula 2 - Ceramicas OdontologicasFilipe QueirozAinda não há avaliações
- Apresentação Sobre Falhas em RolamentosDocumento56 páginasApresentação Sobre Falhas em RolamentosRodrigo Vivi Germano100% (2)
- Partida DivididaDocumento8 páginasPartida DivididaGuilherme MauriAinda não há avaliações
- Termo de Compromisso e Confidencialidade.Documento2 páginasTermo de Compromisso e Confidencialidade.Felipe VieiraAinda não há avaliações
- Exercicios IndicadorDocumento2 páginasExercicios IndicadorLarissa MerizioAinda não há avaliações
- Circuitos Magneticos Exercicios ComplementaresDocumento4 páginasCircuitos Magneticos Exercicios ComplementaresJeremy ScheererAinda não há avaliações
- Aula 2 - Operações-FarmacêuticasDocumento19 páginasAula 2 - Operações-FarmacêuticasJuliane CamposAinda não há avaliações
- Review Faca Bahco 2444Documento7 páginasReview Faca Bahco 2444Helio Cabral jr100% (1)
- Graxas LubrificantesDocumento29 páginasGraxas LubrificantesfmouraengAinda não há avaliações