Você também pode gostar
- Analise de Falhas em CorreiasDocumento19 páginasAnalise de Falhas em CorreiasCarlos NeyAinda não há avaliações
- Ligacoes em Estruturas de AcoDocumento5 páginasLigacoes em Estruturas de AcoSilvano CunhaAinda não há avaliações
- Soldagem Mig MagDocumento14 páginasSoldagem Mig MagMatheus BonfimAinda não há avaliações
- Apostila Elementos de Máquinas .ATUALIZADADocumento152 páginasApostila Elementos de Máquinas .ATUALIZADARafael FrancoAinda não há avaliações
- Elementos de FixaçãoDocumento66 páginasElementos de FixaçãoFabio OliveiraAinda não há avaliações
- (MEC I) Aula 05Documento73 páginas(MEC I) Aula 05Leon LoboAinda não há avaliações
- Lista de Exercícios Prova 1 - Tecnologia Da Soldagem IDocumento5 páginasLista de Exercícios Prova 1 - Tecnologia Da Soldagem ILucas AleticiaAinda não há avaliações
- Cabos de AçoDocumento7 páginasCabos de AçoAna LuizaAinda não há avaliações
- Projetos Com Stm8s103f3 Programado Em Arduino - Parte INo EverandProjetos Com Stm8s103f3 Programado Em Arduino - Parte IAinda não há avaliações
- Apostila 4 - Elementos de UniãoDocumento32 páginasApostila 4 - Elementos de UniãoDantasErickAinda não há avaliações
- Elementos de Máquinas Senai-CimatecDocumento419 páginasElementos de Máquinas Senai-CimatecIgor FerreiraAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Atividade de Pesquisa 02 - Elementos de MáquinasDocumento5 páginasAtividade de Pesquisa 02 - Elementos de Máquinasjose lemos castroAinda não há avaliações
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoNo EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoAinda não há avaliações
- Apostila Elementos 2011.1Documento47 páginasApostila Elementos 2011.1Samuel Henrique Granero DianinAinda não há avaliações
- Projetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte INo EverandProjetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte IAinda não há avaliações
- Controle de DeformaçãoDocumento6 páginasControle de DeformaçãoÍkaro MapaAinda não há avaliações
- J Slides Inspetor de Soldagem - Controle de DeformaçõesDocumento89 páginasJ Slides Inspetor de Soldagem - Controle de DeformaçõesDione SouzaAinda não há avaliações
- Reparos Estruturais em AeronavesDocumento244 páginasReparos Estruturais em AeronavesricardoAinda não há avaliações
- Aula 8 - Métodos de Segurança - Frenagem PDFDocumento7 páginasAula 8 - Métodos de Segurança - Frenagem PDFcristianocfs100% (1)
- Apostila Sistemas de FixaçãoDocumento94 páginasApostila Sistemas de FixaçãoWeslley SilvaAinda não há avaliações
- Seminario - Metalurgia Da SoldagemDocumento20 páginasSeminario - Metalurgia Da Soldagemeleno ribeiroAinda não há avaliações
- Controle de Deformações - OKDocumento28 páginasControle de Deformações - OKcunharufinoluizAinda não há avaliações
- Senai - 6 Processo MIG MAGDocumento22 páginasSenai - 6 Processo MIG MAGAnonymous XQuDOLAinda não há avaliações
- Análise de Falhas - CorreiasDocumento13 páginasAnálise de Falhas - CorreiasGustavo SipiãoAinda não há avaliações
- Análise de Falhas - CorreiasDocumento13 páginasAnálise de Falhas - CorreiasGustavo SipiãoAinda não há avaliações
- Análise de FalhasDocumento13 páginasAnálise de FalhasJairo SousaAinda não há avaliações
- Resistencia Dos Materiais SoldaDocumento19 páginasResistencia Dos Materiais SoldaFernando Donizete TianezeAinda não há avaliações
- Apostila de Soldagem - UnicampDocumento16 páginasApostila de Soldagem - UnicampJCA777Ainda não há avaliações
- Elementos de MáquinaDocumento4 páginasElementos de Máquinatumirada bolerosAinda não há avaliações
- To Por Martelamento RotativoDocumento10 páginasTo Por Martelamento RotativororameAinda não há avaliações
- NotasEstruturasMetálicas 2015 Capitulo10 SoldasDocumento14 páginasNotasEstruturasMetálicas 2015 Capitulo10 SoldasNathann F. TafarelAinda não há avaliações
- Pontos de Içamento para Elevação e Amarração de CargasDocumento20 páginasPontos de Içamento para Elevação e Amarração de CargasRafael JonathAinda não há avaliações
- Sales, JoseJairo LigacoesEstruturasAcoDocumento129 páginasSales, JoseJairo LigacoesEstruturasAcoKassio Ferreira - Portal da Engenharia100% (1)
- Elementos de MáquinasDocumento3 páginasElementos de MáquinasLarissa HiroshimaAinda não há avaliações
- SEGURANÇA COM CABOS DE AÇO - Apresentação PowerPoint-1Documento28 páginasSEGURANÇA COM CABOS DE AÇO - Apresentação PowerPoint-1clovisclaudinoAinda não há avaliações
- Considerações Sobre Projeto de Peças para Fundição II PDFDocumento38 páginasConsiderações Sobre Projeto de Peças para Fundição II PDFIvan SilvaAinda não há avaliações
- Cap3 Rebites2006Documento19 páginasCap3 Rebites2006Alfredo Alar100% (1)
- 05reparos EstruturaisDocumento123 páginas05reparos EstruturaisnaotenhocomputadorAinda não há avaliações
- Calculo de Ligacoes em Estrutura Metalica Com Memorial de CalculoDocumento19 páginasCalculo de Ligacoes em Estrutura Metalica Com Memorial de CalculoEdinho Américo0% (1)
- Elementos de MáquinasDocumento66 páginasElementos de Máquinasmfpsnt89% (9)
- SoldasDocumento16 páginasSoldasLfsantana01 LFS01Ainda não há avaliações
- Solda de Encaixe X Solda de TopoDocumento7 páginasSolda de Encaixe X Solda de TopoRoberto Faustino FaustinoAinda não há avaliações
- Exercicios Resolvidos Metalografia Soldagem PDFDocumento4 páginasExercicios Resolvidos Metalografia Soldagem PDFCosme MicaelAinda não há avaliações
- Aptta - Bo 2019 - 003Documento4 páginasAptta - Bo 2019 - 003mhgnoseuaAinda não há avaliações
- Lição 5Documento2 páginasLição 5Kwai InstaAinda não há avaliações
- Cabos de AçoDocumento29 páginasCabos de AçoMauric22Ainda não há avaliações
- Batimento Da Cámara de Britagem - Britador CónicoDocumento5 páginasBatimento Da Cámara de Britagem - Britador CóniconicolasAinda não há avaliações
- ParafusosDocumento60 páginasParafusosLeonardo AmaralAinda não há avaliações
- Apostila de Reparos em Estruturas MetálicasDocumento251 páginasApostila de Reparos em Estruturas MetálicasLeandro MenezesAinda não há avaliações
- Abnt - NBR Iso 9000Documento33 páginasAbnt - NBR Iso 9000alyson_aemdAinda não há avaliações
- Guia de Qualidade - Defeitos de SoldaDocumento4 páginasGuia de Qualidade - Defeitos de SoldaFabianoCRZ100% (11)
- Defeitos de Soldagem - Ebook PDFDocumento80 páginasDefeitos de Soldagem - Ebook PDFFabianoCRZAinda não há avaliações
- Apostila de Metrologia Básica - XCMG Brasil PDFDocumento43 páginasApostila de Metrologia Básica - XCMG Brasil PDFFabianoCRZAinda não há avaliações
- Dicas de Soldagem - Tabela de Pré-Aquecimento de MetaisDocumento2 páginasDicas de Soldagem - Tabela de Pré-Aquecimento de MetaisFabianoCRZAinda não há avaliações
- Dicas de Soldagem - Tabela de Conversão de Durezas - Brinnel X Rockwell X Vickers X ResistênciaDocumento3 páginasDicas de Soldagem - Tabela de Conversão de Durezas - Brinnel X Rockwell X Vickers X ResistênciaFabianoCRZAinda não há avaliações
- Lista 05 Quantidades e Medidas e EstequiometriaDocumento4 páginasLista 05 Quantidades e Medidas e EstequiometriaPaula VitóriaAinda não há avaliações
- Critérios de MediçãoDocumento39 páginasCritérios de MediçãoFlavio PenhaAinda não há avaliações
- Unidades de Medidas em TelecomDocumento13 páginasUnidades de Medidas em Telecomcleomar tv box100% (1)
- História Dos Brinquedos - BarbieDocumento2 páginasHistória Dos Brinquedos - BarbieMarcielly TavaresAinda não há avaliações
- Atividade ClassicismoDocumento1 páginaAtividade ClassicismoWallace LimAinda não há avaliações
- Renovaçoes 2022.jan DezDocumento390 páginasRenovaçoes 2022.jan DezCamilla DinizAinda não há avaliações
- Vitrine Tupperware 1.2017Documento68 páginasVitrine Tupperware 1.2017Tupperware ShowAinda não há avaliações
- Anexo VI - Datasheet Módulo Jinko JKM530M-72HL4-TVDocumento1 páginaAnexo VI - Datasheet Módulo Jinko JKM530M-72HL4-TVfernandoAinda não há avaliações
- Elaborar Prova ContextualizadaDocumento16 páginasElaborar Prova ContextualizadaAna LouAinda não há avaliações
- Apostila Vida A DoisDocumento21 páginasApostila Vida A DoisAlex PessoaAinda não há avaliações
- 17 - Batalha EspiritualDocumento211 páginas17 - Batalha EspiritualGabriel Cachoeira100% (2)
- Leia A Parlenda E Depois Responda À Questão: Com Qual Palavra Rima VeludoDocumento10 páginasLeia A Parlenda E Depois Responda À Questão: Com Qual Palavra Rima VeludoWellington SantanaAinda não há avaliações
- Aso Carlos GustavoDocumento1 páginaAso Carlos GustavowescleiAinda não há avaliações
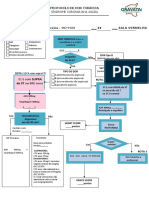
- Protocolo de Dor TorácicaDocumento2 páginasProtocolo de Dor Torácicamedicos.upamoradasAinda não há avaliações
- Decreto #9785 de 7 de Maio de 2019Documento27 páginasDecreto #9785 de 7 de Maio de 2019nelson during100% (3)
- ARQUIVO ODINEIA. em Fase de ConclusãoDocumento18 páginasARQUIVO ODINEIA. em Fase de ConclusãoMarcela de OliveiraAinda não há avaliações
- Trabalho 7 - IHCDocumento7 páginasTrabalho 7 - IHCanon_697494835Ainda não há avaliações
- Apostila Entomologia GeralDocumento51 páginasApostila Entomologia Geralmarcosjrezende100% (4)
- Ciclo TrigonometricoDocumento4 páginasCiclo TrigonometricosdadadAinda não há avaliações
- Educacao Infantil Como Organizar o Espaco Escolar Com Intencionalidade PedagogicaDocumento6 páginasEducacao Infantil Como Organizar o Espaco Escolar Com Intencionalidade PedagogicaIsa OliveiraAinda não há avaliações
- Relatório de Leq 1Documento16 páginasRelatório de Leq 1Lucas Toschi GarofanoAinda não há avaliações
- Mapa Mental Tecido MuscularDocumento1 páginaMapa Mental Tecido MuscularandressalopesmmAinda não há avaliações
- Bolsas e Sapatos (20 Artigos)Documento30 páginasBolsas e Sapatos (20 Artigos)Maira SiqueiraAinda não há avaliações
- Porque Emigram Os PortuguesesDocumento3 páginasPorque Emigram Os Portuguesesceliaestrada100% (1)
- Niquel, Titanio, Zirconio e Suas LigasDocumento6 páginasNiquel, Titanio, Zirconio e Suas LigasRuiter SantosAinda não há avaliações
- Hipnose Na Prática - Um Guia Com Tudo Que Você Precisa SaberDocumento15 páginasHipnose Na Prática - Um Guia Com Tudo Que Você Precisa SaberCleide Helena MacedoAinda não há avaliações
- 50 Tons de Esperar em DeusDocumento3 páginas50 Tons de Esperar em DeusPaulo Henrique Brandão100% (1)
- ADE - Matemática - 3 Série Do Ensino MédioDocumento11 páginasADE - Matemática - 3 Série Do Ensino MédioCoordenação Allyrio BrasilAinda não há avaliações
- Azul de Tripan 0-4%Documento3 páginasAzul de Tripan 0-4%ElizabethAinda não há avaliações