Escolar Documentos
Profissional Documentos
Cultura Documentos
Aproveitamento Das Fraçoes Sacaríneas, Amilácea e Lignocelulósica Do Sorgo Sacarino PDF
Enviado por
Roberto MaedaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Aproveitamento Das Fraçoes Sacaríneas, Amilácea e Lignocelulósica Do Sorgo Sacarino PDF
Enviado por
Roberto MaedaDireitos autorais:
Formatos disponíveis
Aproveitamento das frações sacarínea, amilácea e
lignocelulósica do sorgo sacarino [Sorghum bicolor
(L.) Moench] para a produção de bioetanol
Utilization of saccharine, starchy and lignocellulosic fractions of sweet
sorghum [Sorghum bicolor (L.) Moench] for bioethanol production
Aprovechamiento de las fracciones sacarinea, almidón y
lignocelulosa de sorgo dulce [Sorghum bicolor (L.) Moench]
para la produccion de bioetanol
Carolina Araújo Barcelos
Lidia Maria Melo Santa Anna
Roberto Nobuyuki Maeda
Nei Pereira Junior
Resumo
Dentre as diversas matérias-primas renováveis disponíveis para a produção de etanol, o sorgo sacarino apresenta-se como uma
das opções mais promissoras devido à sua ampla adaptabilidade em diferentes tipos de clima e solo. Além disso, é a única cultura que
fornece colmos e grãos que podem ser usados para a produção de etanol por via enzimática, e a biomassa excedente (resíduo ligno-
celulósico) pode ser utilizada tanto na cogeração de energia, como na produção de etanol de segunda geração. O objetivo deste tra-
balho foi avaliar a produção de bioetanol a partir das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino. A conversão da
fração amilácea contida nos grãos atingiu a produção de 87g.L-1 de etanol, a do caldo sacarino resultou em 72g.L-1, e da fração lignoce-
lulósica do sorgo sacarino foi possível produzir 30g.L-1 e 84,4g.L-1 de etanol das frações hemicelulósicas e celulósicas, respectivamente.
Com este processo foi possível atingir a relação de aproximadamente 160L de etanol/ton de sorgo sacarino como um todo, o que
corresponde a 13.610L de etanol/ha, aproveitando 79,1% do potencial teórico das frações de açúcares do sorgo. Estes resultados
indicam a possibilidade de usar esta cultura excepcional como principal matéria-prima para a produção de etanol e outros bioprodutos
de alto valor agregado em regiões com condições de solo e clima desfavoráveis ao cultivo de cana-de-açúcar e como cultura comple-
mentar na entressafra do cultivo de cana.
palavras-chave: sorgo sacarino fermentação alcoólica pré-tratamentos materiais lignocelulósicos bioetanol
Abstract
Among the various renewable feedstocks available for ethanol production, the sweet sorghum stands out as one of the
most promising due to its wide adaptability to different types of climate and soil. Furthermore, it is the only crop that provides
stalks and grains which can be used to produce ethanol by enzymatic route, and the surplus biomass can be used both for
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 29
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
power cogeneration, such as second generation ethanol. Therefore, the purpose of this research was to evaluate the bioethanol
production from the sugary, starchy and lignocellulosic fractions. The conversion of starchy fraction resulted in an ethanol
concentration of 87g.L-1. From the sugary fraction (sweet sorghum juice) it was possible to produce 72g.L-1 of ethanol, and
from the lignocellulosic fraction of the sweet sorghum it was possible to produce 30g.L-1 and 84.4g.L-1 from the hemicellulosic
fraction and cellulosic fraction, respectively. From this process it was possible to obtain approximately 160L ethanol/ton of
sweet sorghum as a whole, which corresponds to 13,610L ethanol/ha, utilizing 79.1% of the theoretical potential of the sugary
fractions of the sweet sorghum. These results indicate the possibility of utilizing this extraordinary crop as the main feedstock
for ethanol production and other byproducts with high aggregate value in regions where sugar cane has not been adapted due
to unfavorable soil and climate conditions, as well as an off-season complementary feedstock to sugar cane.
keywords: sweet sorghum alcoholic fermentation pretreatments lignocellulosic raw material bioethanol
Resumen
entre las diversas materias primas renovables disponibles para la producción de etanol, el sorgo dulce se presenta como una de
las mejores opciones debido a su gran adaptabilidad a diferentes tipos de clima y de suelo. Además, es la única cultura que ofrece
tallos y granos que se pueden utilizar para la producción de etanol por medios enzimáticos, y la biomasa excedente (residuo ligno-
celulósico) se puede utilizar tanto en la cogeneración de energía como la producción de etanol de segunda generación. El objetivo
de este estudio fue evaluar la producción de bioetanol a partir de fracciones sacarínea, almidón y lignocelulósica del sorgo dulce.
La conversión del almidón contenido en el grano alcanzó la producción de 87g.L-1 de etanol. A partir del jugo resultó en 77,1gL-1 de
etanol y de la fracción lignocelulósica fue posible producir 30g.L-1 y 84,4g.L-1 a partir de las fracciones de hemicelulosa y celulosa,
respectivamente. Con este proceso es posible conseguir la relación de aproximadamente 160L de etanol/tonelada de sorgo, lo que
corresponde a 13.610L de etanol/ha, con 79,1% de la capacidad teórica de las fracciones azucareras del sorgo. Estos resultados
indican la posibilidad de utilizar esta cultura excepcional como la materia prima para la producción de etanol y otros bioproductos
de alto valor añadido y puede ser uma opción como sustituto o complemento del cultivo de la caña de azúcar en temporada baja.
palabras-clave: sorgo dulce fermentación alcohólica pretratamientos materiales lignocelulósicos bioetanol
Introdução fator para a completa substituição desse tipo de combus
tível (Oliveira, 2009).
As reservas de combustíveis fósseis, contrariando as
primeiras previsões, poderão abastecer as necessidades Além das considerações econômicas, outros fatores,
de energia ainda por longo período. No entanto, as reservas como segurança energética, emissão de gases poluentes e
de petróleo comercialmente exploráveis, crescem a taxas mudança climática global, estão ajudando a guiar a revolução
menores que as do consumo, indicando um descolamento bioenergética (Nass et al., 2007).
entre essas duas curvas (reservas e consumo). Além disso,
os custos cada vez mais elevados por constantes crises polí Sinônimo de combustível renovável, que polui menos
ticas e sociais dos países do Oriente Médio, detentores da em comparação com os derivados de petróleo, o etanol
maioria das reservas, o aumento da dificuldade de extração voltou a ocupar lugar de destaque no cenário energético
e o crescente uso destes recursos como matéria-prima do Brasil e também começou a ser desejado por vários
para a produção de bens de consumo serão o principal países. Um reflexo da sua importância é o aumento da
30 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
produção mundial, que praticamente quadruplicou nos solos e condições especiais de clima. Então, uma vez estabe-
últimos dez anos (Jank, 2009). lecido o mercado para o etanol e levando em consideração
essas características, o sorgo se insere como uma matéria-
A cana-de-açúcar se desenvolve bem no trópico úmido, prima bastante promissora para a produção de etanol, princi-
apresentando altos rendimentos em açúcares por área culti palmente em regiões com condições de clima desfavoráveis
vada, enquanto a beterraba açucareira cresce em climas tem- ao cultivo de cana-de-açúcar ou na entressafra, utilizando
perados (Lipinski e Kresovich, 1992). O sorgo sacarino se a mesma estrutura de colheita e processamento da cana,
assemelha à cana-de-açúcar, uma vez que o armazenamento estendendo o período de colheita por quatro meses, evitando
de açúcares se localiza nos colmos, além de fornecer grande a ociosidade das destilarias.
quantidade de massa verde (bagaço). Entretanto, ele difere de
maneira acentuada da cana-de-açúcar por ser cultivado a Diante do exposto, o presente trabalho objetivou desen-
partir de sementes e apresentar um ciclo vegetativo bem mais volver um processo para o aproveitamento integral do sorgo
curto, de 90 a 130 dias. Pode ser cultivado em zonas tanto sacarino para a produção de bioetanol mediante a otimização
temperadas como tropicais, necessita de 33% a 50% menos das diferentes etapas empregadas para a conversão das fra-
água que a cana, sendo eficiente no uso de água. Ademais, o ções (sacarínea, amilácea e lignocelulósica), em substrato,
sorgo sacarino produz grãos, ricos em amido, que podem ser para a subsequente fermentação alcoólica.
utilizados para alimentação animal e/ou produção de etanol em
processo similar ao praticado na produção do etanol de milho.
Parte experimental
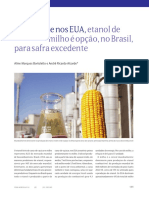
Atualmente, o sorgo sacarino já é fonte de produção de
etanol em países como Índia, China, Austrália e África do Sul. A parte experimental deste trabalho foi dividida de acordo
Considerado a “cana-de-açúcar” do meio-oeste americano, com a figura 1.
o sorgo sacarino é hoje umas das apostas americanas para
substituir o milho na produção de etanol. A Europa realiza pro- A caracterização dos grãos de sorgo sacarino quanto
jetos para a produção do etanol a partir do sorgo em diversos ao teor de amido, lipídeos, proteína, fibra bruta e cinzas
países, tais como Grécia, Espanha, Reino Unido, Portugal, Itália foi realizada de acordo com Barcelos (2012), e a caracte-
e Alemanha, visando ao cumprimento da diretriz da comu rização do bagaço de sorgo quanto ao teor de celulose,
nidade europeia de reduzir a utilização de combustíveis fós- hemicelulose, lignina e extrativos em todas as etapas do
seis (Lamnet, 2002). processo da produção de etanol de segunda geração foi
feita de acordo com a metodologia descrita por Sluiter et
Segundo MyBeloJardim (2011), já existem mais de al. (2008) e Ververis et al. (2007).
12.000ha plantados com sorgo sacarino no Brasil, onde estão
sendo realizados testes com um híbrido comercial. Este híbrido A quantificação dos açúcares redutores (AR) na etapa
tem produtividade esperada entre 60t/ha e 80t/ha, 12% de teor de hidrólise enzimática dos grãos de sorgo foi executada
de açúcar, entre 11% e 15% de fibra, além de produzir grãos. de acordo com a técnica de Somogyi-Nelson descrita por
Já a cana-de-açúcar tem produtividade média de 90 t/ha, entre Southgate (1991). A concentração dos açúcares (glicose,
13% e 14% de açúcar e até 12% de fibras. O rendimento médio xilose, celobiose, maltose, frutose, arabinose e sacarose),
em t/ha da produção de um híbrido de sorgo sacarino produzido etanol, glicerol e xilitol nos processos fermentativos e pré-tra-
no estado de São Paulo na safra de 2010 foi de 85t/ha de bio- tamentos do bagaço de sorgo foi determinada por cromato-
massa, 30t/ha de bagaço, 45t/ha de caldo, 5t/ha de folhas e pa- grafia líquida de alta eficiência (CLAE) (Waters, Milford, MA,
lhas e 4-5t/ha de grãos. USA), equipado com detector de índice de refração (Waters
2.414, Milford, MA, USA). Para a separação usou-se a
Atualmente, a cana se distingue na produção de etanol como coluna de troca iônica HPX-87P Aminex 300. Água milliQ
a matéria-prima que estabelece melhores condições de produ- foi empregada como fase móvel à vazão de 0,6mL.min-1 e
tividade, a qual, porém, está restrita ao uso de determinados pressão máxima de 1.500psi. A temperatura do detector
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 31
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
Grãos SORGO SACARINO Palha e Folhas
Cominuição Colmos
Moagem Caldo
Hidrólise
Enzimática
Bagaço
Fermentação
Hidrolisado Saccharomyces cerevisiae
Enzimático
Cominuição
Fermentação
Saccharomyces cerevisiae
Pré-Tratamento Celulignina Ácida
Ácido
Pré-Tratamento Alcalino
Hidrolisado
Hemicelulósico
Celulignina Parcialmente
Deslignificada
Fermentação
Scheffersomyces stipitis
CBS5774
Pré-Hidrólise Enzimática
Sacarificação e Fermentação
ETANOL Simultâneas (SSF)
Saccharomyces cerevisiae
Figura 1 - Esquema da produção de etanol a partir do Figure 1 - Diagram of ethanol production from sweet Figura 1 - Esquema de la producción de etanol a partir
caldo, grãos e bagaço do sorgo sacarino. sorghum juice, grains and bagasse. del caldo, los granos y el orujo del sorgo sacarino.
32 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
foi de 40°C e a temperatura externa (forno) de 80°C. Para Pré-tratamento ácido do bagaço de sorgo
determinar a concentração de furfural, ácido acético e hidro-
ximetilfurfural (HMF) foi utilizada a coluna C18 acoplada a As condições reacionais empregadas nesta etapa, pre-
um detector UV com uso de metanol (25% v/v) como fase viamente otimizadas por Barcelos (2012), foram: relação
móvel à vazão de 0,6mL.min-1, comprimento de onda 285nm. sólido/líquido em torno de 1/4 a 1/5g.mL-1; concentração
Os micro-organismos utilizados neste trabalho foram uma linha- de ácido sulfúrico em torno de 1,0 a 1,3%v/v e tempo de
gem industrial de Saccharomyces cerevisiae e uma linhagem flo- exposição em torno de 45min. A temperatura foi man
culante adaptada de Scheffersomyces stipitis (CBS5774). tida a 120°C. Após o tratamento térmico, a separação
das frações líquida e sólida foi feita por aplicação de
Hidrólise enzimática dos grãos de sorgo pressão hidráulica.
Na etapa de hidrólise enzimática do amido de grãos de Avaliação da fermentabilidade do
sorgo, foram empregadas as seguintes condições reacio hidrolisado hemicelulósico do bagaço
nais, previamente otimizadas por Barcelos (2012): relação de sorgo (fração líquida proveniente
sólido/líquido em torno de 1/3 a 1/4g de grão.mL-1); tem- da prensagem)
peratura de liquefação em torno de 90°C; temperatura
de sacarificação de 55°C; carga de α-amilase industrial O processo para a avaliação da fermentabilidade do
em torno de 20 a 40μL.g-1 de grão; carga de glucoami hidrolisado hemicelulósico de bagaço de sorgo foi realizado
lase industrial em torno de 40μL.g-1 de grão; tempo de em biorreator Biostat B (B. Braun Biotech International –
liquefação de 30min; tempo de sacarificação de 30min. Germany) no modo batelada, com capacidade nominal
O pH para liquefação e sacarificação foi 6,0 e 4,5, respec- de 1,5L e com volume reacional de 0,8L. A concentração
tivamente. A variável de resposta foi a concentração de celular empregada neste ensaio foi de aproximadamente
açúcares redutores obtida utilizando a carga enzimática e 13g.L-1 (massa seca), o pH foi controlado a 6,0 com adi-
tempo determinados. ção de NaOH 2M e/ou HCl 2M, a temperatura foram man-
tidas a 30°C. A taxa específica de aeração foi de 0,02vvm,
Avaliação da fermentabilidade do eator (Betancur, 2010). O bioprocesso foi monitorado, e
hidrolisado de grãos de sorgo os perfis cinéticos de consumo de substrato, produção
de etanol e concentração celular foram construídos com
A avaliação da fermentabilidade do hidrolisado enzi- amostragens durante 40h. Os fatores de rendimento em
mático de grãos de sorgo foi realizada em biorreator ope- etanol (YP/S), eficiência de fermentação (E.F.) e produti
rado no modo batelada, com capacidade nominal de 4L e vidade volumétrica em produto (QP) foram utilizados para
com volume reacional de 2L com a linhagem industrial de avaliar o desempenho do processo fermentativo.
Saccharomyces cerevisiae.
Pré-tratamento alcalino do bagaço
Avaliação da fermentabilidade do de sorgo (fase sólida proveniente da
caldo de sorgo prensagem)
O caldo de sorgo foi centrifugado (4.000rpm/15min) Para o processo de deslignificação do material lignocelu-
para a separação de sólidos de diferentes dimensões pre- lósico, ou seja, remoção parcial da lignina, foi empregada a
sentes no caldo após a moagem (palhiço, terra) e esteri- técnica de extração alcalina. A celulignina ácida, parte sólida
lizado a 0,5atm por 20min para a eliminação de possíveis do pré-tratamento ácido, após a prensagem, foi submetida a
contaminantes. O ensaio foi realizado em biorreator um pré-tratamento alcalino para a remoção da lignina com
(Biostat B) sem adição de nenhum nutriente ao meio. uma concentração de hidróxido de sódio em torno de 0,1 a
A concentração de levedura para o processo fermentativo 0,3M , previamente otimizada por Barcelos (2012).
foi de aproximadamente 8g.L-1 (massa seca).
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 33
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
A relação sólido/líquido, a temperatura e o tempo de expo ajustou-se a temperatura para 37°C e se adicionou o inóculo
sição foram fixados em torno de 1/21 a 1/25g.mL-1, em torno (8g.L-1 massa seca) para continuidade do processo de saca-
de 120°C durante cerca de 20 a 30min, respectivamente, e rificação e inicio da fermentação simultâneas.
a massa de celulignina ácida utilizada em cada condição foi
de 50g. Estas condições foram usadas por Vasquez (2007)
para o pré-tratamento alcalino de bagaço de cana-de-açúcar. Resultados e discussão
A condição ótima para o pré-tratamento alcalino foi selecio-
nada em relação à perda de massa e ao teor de celulose pre- A tabela 1 apresenta a composição dos grãos de sorgo, a
sente na fração sólida, denominada celulignina parcialmente qual está de acordo com os valores encontrados por Rooney
desliginificada (CPD). e Pflugfelder (1986), em que o teor de amido variou de 70% a
80% em massa seca, e também com os valores obtidos por
Hidrólise enzimática da celulignina Antunes et al. (2007), que realizaram um estudo com 33 genó
parcialmente deslignificada (CPD) de sorgo tipos de grãos de sorgo, resultando nas seguintes faixas: os
teores de proteínas, fibra bruta e proteínas variaram entre 9,8%
Nesta etapa, as condições reacionais utilizadas, previa- e 18,3%, 0,35% e 6,6%, e 1,03% e 2,24%, respectivamente.
mente otimizadas por Barcelos (2012), foram: relação sólido/ A umidade absoluta dos grãos de sorgo foi de 14%.
líquido em torno de 1/3g.mL-1 e carga enzimática em torno de
30 a 32FPU.g-1 sólido utilizando enzimas celulásicas pré-indus-
Componente % - massa seca
triais. A temperatura foi mantida a 50°C, o pH mantido em 5,0
empregando tampão citrato de sódio 50mM pH 5,0. Amido 79,05 ± 0,62
Umidade 14,03 ± 0,11
Produção de etanol de segunda
Lipídeos 3,37 ± 0,04
geração a partir de bagaço de
sorgo sacarino por processo de Cinzas 1,15 ± 0,04
sacarificação e fermentação Fibra Bruta 1,40 ± 0,03
simultâneas (SSF)
Proteínas 10,06 ± 0,07
Com o propósito de avaliar o potencial do bagaço de sorgo Tabela 1 - Compo- Table 1 - Chemical Tabla 1 - Composición
sição química dos composition of química de los granos
para a produção de etanol de segunda geração, o processo grãos de sorgo. sorghum grains. de sorgo.
de sacarificação e fermentação simultâneas foi realizado com
o emprego de uma linhagem industrial de Saccharomyces
cerevisiae. Como a condição definida na etapa de otimização Avaliação da hidrólise enzimática do
da pré-hidrólise enzimática resultava em um sistema bastante amido de grãos de sorgo
impactado em sólidos, optou-se por operar esta etapa no
modo em batelada alimentada. Durante a pré-hidrólise, Após a avaliação da hidrólise enzimática dos grãos de
foram feitas cinco alimentações. O restante do sólido foi sorgo, objetivando encontrar a maior concentração de glicose
alimentado em 33h de processo (18h após a adição da com a menor carga enzimática nos ensaios de hidrólise, a con-
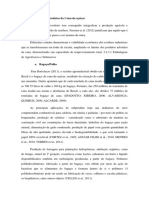
levedura), completando a relação sólido/líquido definida. centração final de AR na condição otimizada foi de 250g.L-1 e o
O bioprocesso foi conduzido em biorreator Biostat B perfil desta hidrólise está apresentado na figura 2.
(B. Braun Biotech International – Germany) com capacidade
nominal de 1,5L e com volume reacional de 0,8L. Foi utilizado Observa-se que o tempo necessário para se atin-
um meio tamponado com tampão citrato de sódio (pH5,0, gir a temperatura de 90°C foi de 30min, alcançando
50mM), suplementado com os mesmos nutrientes e con- 42,3g.L-1 de açúcares redutores. Após 10min nesta tem-
centrações do meio empregado para a propagação celular. peratura, foram liberados mais 24,4g.L-1 de açúcares. Ao
Decorrido o tempo definido para a pré-hidrólise enzimática, final do processo de liquefação (60min), alcançou-se a
34 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
concentração de açúcares redutores de 74,3g.L-1. Após
10min de hidrólise com glucoamilase, a concentração de
açúcares redutores aumentou para 241,1g.L-1, atingindo
250g.L-1 ao final do processo (30min de sacarificação), o
que corresponde a 100% de eficiência de hidrólise.
Avaliação da fermentabilidade dos
hidrolisados enzimáticos de grãos
de sorgo
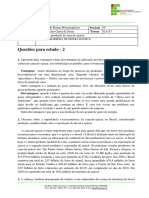
A figura 3 apresenta o perfil típico de produção de etanol e
consumo de substrato a partir do hidrolisado enzimático de grãos
de sorgo. Neste ensaio, foi feita uma diluição no meio hidroli-
sado, obtendo-se uma concentração de sólidos dissolvidos de
170g.L-1, a fim de conseguir concentrações de açúcares similares
às utilizadas industrialmente para a produção de etanol. Segundo
Zanin et al. (2000), atualmente são utilizados meios que contêm
cerca de 180g.L-1 de açúcares totais, atingindo-se 92% de efici-
ência de fermentação e produzindo-se até 87g.L-1 de etanol.
Figura 2 - Perfil cinético Figure 2 - Kinetic profile Figura 2 - Perfil cinético de A glicose presente no meio foi totalmente consumida em
da hidrólise enzimática do of enzymatic hydrolysis of la hidrólisis enzimática del 16h de operação, atingindo uma concentração de etanol de
amido de grãos de sorgo na sorghum grains startch on almidón de granos de sorgo
condição otimizada utilizan- optimized condition using en la condición optimizada 86,7g.L-1, que corresponde a 11% (v/v) de etanol. Comparando
do α-amilase e glucoamilase commercial α-amilase e utilizando α-amilasa y
industrial. glucoamilase. glucoamilasa industrial.
com o ensaio anterior, os valores de fator de rendimento em
etanol por substrato consumido (0,510g.g-1) e produtividade
Figura 3 - Perfil cinético de
produção de etanol e con-
sumo de açúcares de grãos
de sorgo em biorreator
com concentração inicial
de glicose de 170g.L-1,
empregando a linhagem de
Saccharomyces cerevisae.
Figure 3 - Kinetic profile
of ethanol production and
consumption of sugars from
sorghum grains in biore-
actor with a initial glucose
concentration of 170g.L-1,
using an industrial strain of
Saccharomyces cerevisiae.
Figura 3 - Perfil cinético
de producción de etanol
y consumo de azúcares
de granos de sorgo en
biorreactor con concen-
tración inicial de glucosa
de 170g.L-1, empleando
el linaje de Saccha-
romyces cerevisae.
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 35
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
S0 tF P QP Y P/S
Linhagem
(g.L-1) (h) (g.L-1) (g.L-1.h-1) (g.g-1)
Sc 170,0 16 86,7 5,42 0,510
Tabela 2 - Linhagem; concentração inicial de glicose Table 2 - Strain; initial glucose concentration (S0); Tabla 2 - Linaje; concentración inicial de glucosa (S0);
(S0); tempo de fermentação (tF); etanol produzido (P); fermentation time (tF); ethanol concentration (P); tiempo de fermentación (tF); etanol producido (P);
produtividade (QP) e rendimento em etanol (YP/S). volumetric productivity (QP) and ethanol yield (YP/S). productividad (QP) y rendimiento en etanol (YP/S).
volumétrica em etanol (5,42g.L-1.h-1) foram superiores, com A tabela 2 resume as variáveis medidas calculadas do
uma eficiência de fermentação próxima à estequiométrica processo de produção de etanol de hidrolisado enzimático de
(99,8%). No entanto, o gasto de energia nas etapas para sepa- grãos de sorgo.
ração e purificação do produto seria maior em relação ao pro-
cesso com altas concentrações de sólidos dissolvidos, o que Avaliação da fermentabilidade do
resulta em concentrações maiores de etanol. caldo de sorgo sacarino
Adicionalmente, a quantidade de vinhoto gerada nos pro- O perfil típico da fermentação do caldo de sorgo saca-
cessos com baixa concentração de sólidos dissolvidos também rino está apresentado na figura 4. A concentração inicial de
seria maior, com os consequentes impactos ambientais resul- sacarose, glicose e frutose neste ensaio foi de 127,1g.L-1,
tantes da maior geração deste resíduo de fundo das colunas 22,6g.L-1 e 12,3g.L-1, respectivamente. Observa-se que a
de destilação. A maltose permaneceu constante ao longo do redução percentual de açúcares foi 100% e que a concen-
processo, pois se sabe que a glicose é metabolizada preferen- tração de etanol após 11h de fermentação foi de 71,7g.L-1,
cialmente, e, portanto, a maltose só seria consumida após o o que corresponde à produtividade volumétrica em etanol
esgotamento da glicose no meio. de 6,52 g.L1.h1.
Figura 4 - Perfil cinético
da produção de etanol e
consumo de açúcares em
biorreator, empregando
caldo de sorgo sacarino. X:
concentração celular; tem-
peratura: 37°C; velocidade
de agitação: 200rpm; pH:
4,5; X0: 8g.L-1.
Figure 4 - Kinetic profile
of ethanol production and
consumption of sugars
in bioreactor from sweet
sorghum juice. X: cell
concentration; temperature:
37°C, stirring speed:
200rpm, pH: 4.5; X0: 8g.L-1.
Figura 4 - Perfil cinético de
la producción de etanol y
consumo de azúcares en
biorreactor, empleando
caldo de sorgo sacarino. X:
concentración celular; tem-
peratura: 37°C; velocidad
de agitación: 200rpm; pH:
4,5; X0: 8g.L-1.
36 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
A concentração final de glicerol foi de 6,1g.L-1, e, O tratamento físico consiste na remoção das impurezas
segundo Ingledew (1999), a formação deste subproduto é grosseiras (peneiramento), o tratamento físico-químico, como
comum em até 1% (m/v). Observa-se que a concentração ajuste de pH, propicia a aglomeração das partículas pequenas
celular ao final do processo foi de 17,1g.L-1, o que, conse- em partículas de dimensões maiores, enquanto o tratamento
quentemente, afetou de forma negativa o fator de rendi- térmico tem como objetivo acelerar as reações de coagulação
mento em etanol (0,443g.g-1, que corresponde a 86,7% do e floculação dos coloides e não açúcares proteicos, eliminar
valor teórico), devido ao crescimento celular. microrganismos que podem infectar as leveduras no processo
de fermentação, além de possibilitar a remoção do ar e dos
A tabela 3 resume as variáveis medidas e calculadas gases dissolvidos. Após o tratamento térmico, o caldo passa
no processo de produção de etanol a partir de caldo de pelo processo de decantação (clarificação), que é a etapa de
sorgo sacarino. purificação do caldo pela remoção das impurezas floculadas
nos tratamentos anteriores (Oliveira, 2010). No entanto, neste
De acordo com Zanin et al. (2000), em meios contendo trabalho, o caldo de sorgo passou apenas por uma etapa de
aproximadamente 180g.L-1 de açúcares utilizados para fer- centrifugação para a separação de sólidos (palhiço, terra) con-
mentação alcoólica, a eficiência de fermentação é de cerca tidos no caldo após o processo de moagem e esterilização.
de 92%, produzindo até 87g.L-1 de etanol. Neste trabalho,
a eficiência máxima foi de 87%, provavelmente devido Pré-tratamento ácido do bagaço de sorgo
ao elevado crescimento celular e também à falta de pré-
tratamentos antes do início do processo fermentativo, pois Como o objetivo deste trabalho foi o aproveitamento in-
antes de ser empregado no processo de fermentação, o tegral das diferentes frações do sorgo para a produção de
caldo, comumente, passa por alguns pré-tratamentos. etanol, isto inclui a conversão da fração hemicelulósica em
açúcares fermentáveis. Dentre todos os tipos de pré-trata-
mento ácido, o com ácido diluído é um dos mais utilizados e
Componente Ensaio Fermentativo
amplamente estudados. Além da solubilização da hemice-
Sacarose Inicial (g/L) 127,10 lulose, esta etapa promove a desorganização do complexo
Glicose Inicial (g/L) 22,57 lignocelulósico, tornando-o mais acessível às enzimas na
Frutose Inicial (g/L) 12,30 etapa de hidrólise enzimática. Entretanto, existe o risco
X0 (g/L) 8 da formação de compostos inibidores para o processo de
Suplementação ____ fermentação, como ácidos orgânicos e furfurais. A com-
Tempo Fermentação (h) 11,25 posição do bagaço de sorgo após o processo de lavagem
Etanol (g/L) 71,74 está apresentada na tabela 4.
X (g/L) 17,09
YP/S (g/g) 0,443 Componente % base seca (m/m)
E.F. (%) 86,37 Celulose 40,42 ± 2,62
QP (g/L.h) 6,52 Hemicelulose 20,05 ± 2,48
Tabela 3 - Concen- Table 3 - Initial sugar Tabla 3 - Concen- Lignina 19,79 ± 0,31
tração inicial de concentration; initial tración inicial de
açúcares e células cell concentration azúcares y células (X0), Cinzas 0,49 ± 0,06
(X0), suplementação, (X0), added nutrients; suplementación, tiempo
tempo de fermentação fermentation time (h), de fermentación (h), Extrativos 4,49 ± 0,08
(h), concentração final final ethanol concen- concentración final de
de etanol e células (X), tration; final cell con- etanol y células (X), ∑ 85,24
rendimento em produ- centration (X), product rendimiento en producto
to (YP/S), eficiência de yield (YP/S), fermentation (YP/S), eficiencia de
Tabela 4 - Compo- Table 4 - Chemical Tabla 4 - Composición
fermentação (E.F.) e efficiency (E.F.) and fermentación (E.F.) y
sição do bagaço de composition of sweet del orujo de sorgo
produtiviade volumétri- volumetric productivity productividad volumé
sorgo sacarino após sorghum bagasse after sacarino luego de
ca em produto (QP). on product (QP). trica en producto (QP).
lavagem. washing. lavado.
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 37
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
Componente Valores codificados Valores Preditos Valores Experimentais
Rel. Sólido/Líquido (g/mL) -0,60 0,22 (1/4,52) ____
Conc. Ácido (% v/v) 1,36 1,39 ____
Tempo de Exposição (min) 0,56 46,7 ____
Xilose (g/L) ____ 48,23 ± 15,12 47,19 ± 2,20
Ácido Acético (g/L) ____ 10,74 ± 2,73 8,65 ±1,92
Furfural (g/L) ____ 0,15 ± 0,13 0,17 ± 0,03
Tabela 5 - Valores codificados, reais e experimentais para Table 5 - Coded values, real values and experimental values Tabla 5 - Valores codificados, reales y experimentales para
as variáveis do pré-tratamento ácido após a otimização. of the variables of acid pretreatment after optimization. las variables del pretratamiento ácido luego de optimización.
Como em qualquer processo industrial, entre os princi-
pais objetivos requeridos estão um elevado rendimento e alta 100
Bagaço in natura
produtividade em produto. Por este motivo, um planejamento Celulignina ácida
experimental do pré-tratamento ácido foi delineado para a Remoção mássica
obtenção de um hidrolisado com condições apropriadas para a 80
subsequente fermentação, ou seja, alta concentração de açú-
cares e baixa concentração de inibidores (Barcelos, 2012).
60
Após definidas as condições que forneciam a maior concen-
tração de xilose com a menor concentração de inibidores, foi feita
%
40
a determinação da composição química do bagaço de sorgo após
o pré-tratamento ácido, denominado celulignina ácida (CA).
20
Os resultados, apresentados na tabela 5, mostraram que
após o pré-tratamento ácido quase toda a hemicelulose foi
removida, representando apenas 2,53% da composição final 0
na celulignina ácida. Já a celulose e a lignina aumentaram Celulose Hemicelulose Lignina
de 40,42% e 19,79% na composição inicial para 45,78% e
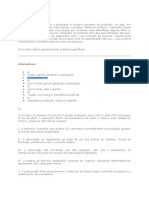
27,79%, respectivamente, após este pré-tratamento, indi- Figura 5 - Composição Figure 5 - Chemical Figura 5 - Composición
cando aumento proporcional destas frações devido à grande química do bagaço in composition of sweet química del orujo in natura
natura e da celulignina sorghum bagasse in y de la celulignina ácida
solubilização da fração hemicelulósica. ácida e remoção mássica natura, acid cellulignin and y remoción másica de la
da celulose, hemicelulose e weight loss of cellulose, celulosa, hemicelulosa y
lignina após o pré-trata- hemicellulose and lignin after lignina luego del pretrata-
Para analisar o efeito causado pelo pré-tratamento ácido mento ácido. the acid pretreatment. miento ácido.
(perda de celulose, hemicelulose e lignina), é conveniente corrigir
as composições obtidas ao final desta etapa com o rendimento
mássico (R) obtido na correspondente, que neste caso foi de No que concerne à celulose, houve solubilização de
66,2%. A figura 5 apresenta os valores percentuais do teor de 25,1% desta fração, mostrando que, além da extensa hidró-
celulose, hemicelulose e lignina no bagaço de sorgo in natura e na lise da fração hemicelulósica, o pré-tratamento com ácido
celulignina ácida, bem como a remoção mássica de cada compo- diluído também hidrolisa uma parte da celulose, sendo prova-
nente macromolecular resultante do pré-tratamento ácido. velmente grande parte de celulose amorfa ou de baixa crista-
linidade, fazendo com que a fração celulósica remanescente,
Observa-se que 91,6% da hemicelulose contida no bagaço ou seja, a fração cristalina seja menos susceptível à ação das
de sorgo in natura foram extraídos, comprovando a eficácia do celulases (Maeda et al., 2011). Embora este pré-tratamento
pré-tratamento ácido. não seja seletivo para a hemicelulose, esta remoção não
38 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
indica necessariamente uma diminuição do rendimento glo- Avaliação da fermentabilidade do
bal do processo de conversão de biomassa a etanol, já que a hidrolisado hemicelulósico de bagaço
maior parte da celulose, hidrolisada à glicose, pode ser trans- de sorgo empregando a linhagem
formada em etanol pela linhagem de Scheffersomyces stipi- Scheffersomyces stipitis CBS5774
tis empregada no processo de fermentação do hidrolisado
hemicelulósico. Observa-se também que após o pré-trata- Para avaliar o potencial do sorgo sacarino como matéria-
mento ácido houve a remoção de 7,1% da lignina presente prima para a produção de etanol, um ensaio fermentativo da fra-
no bagaço in natura. ção hemicelulósica do bagaço de sorgo sacarino, obtido após
o pré-tratamento ácido na condição otimizada, foi realizado,
A eficiência de recuperação desta etapa foi de 64,3%, empregando a linhagem Scheffersomyces stipitis CBS5774
considerando o volume recuperado após o pré-tratamento como agente fermentativo.
ácido, o qual pode ser aumentado com um eficiente processo
de separação da fração líquida e sólida após o pré-tratamento O perfil cinético da produção de etanol e consumo de
ácido. Já se considerarmos a eficiência de pré-tratamento, a substrato em biorreator instrumentado está apresentado
qual se considera a concentração de xilose no hidrolisado na figura 6. A concentração inicial do hidrolisado hemicelu-
hemicelulósico e a concentração obtenível, calculada a partir lósico foi (g/L): 47,7 de xilose; 15,3 de glicose; 9 de arabi-
do teor de hemicelulose no bagaço in natura, este valor nose; 8,2 de ácido acético; 0,2 de furfural e 0,11 da HMF.
aumenta para 97,8%. A concentração máxima de etanol foi de aproximadamente
Figura 6 - Perfil cinético do consumo de substrato e Figure 6 - Kinetic profile of ethanol production and Figura 6 - Perfil cinético del consumo de substrato
produção de etanol em biorreator, a partir do hidrolisado substrate consumption in bioreactor using hemi- y producción de etanol en biorreactor, a partir del
hemicelulósico empregando a linhagem CBS5774 de cellulosic hydrolysate and Scheffersomyces stipitis hidrolizado hemicelulósico empleando el linaje CBS5774
Scheffersomyces stipitis. Temperatura: 30°C; pH 6,0; CBS5774 strain. Temperature: 30°C, pH 6.0, stirring de Scheffersomyces stipitis. Temperatura: 30°C; pH 6,0;
velocidade de agitação: 250rpm; taxa específica de aera- speed: 250rpm; specific aeration rate: 0.02vvm; velocidad de agitación: 250rpm; tasa específica de aera-
ção: 0,02vvm; concentração inicial de células: 13,5g.L-1. initial cell concentration: 13.5g.L-1. ción: 0,02vvm; concentración inicial de células: 13,5g.L-1.
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 39
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
30,0g.L-1 em 23h de processo. Estes valores correspondem
a uma produtividade volumétrica de 1,30g.L-1.h-1 e a um fator Componente % base seca (m/m)
de rendimento de substrato em produto de 0,476g.g1, o que Celulose 45,78 ± 3,13
representa uma eficiência de fermentação de 93,2%.
Hemicelulose 2,53 ± 1,15
Antunes (1997) relatou que o sistema de transporte para Lignina 27,79 ± 0,36
glicose é constitutivo e indutivo para xilose, podendo acarretar
repressão do consumo de xilose na presença de glicose, como Cinzas 1,03 ± 0,05
observado também por Betancur (2010). No entanto, apesar ∑ 76,10
de a glicose ter sido totalmente consumida nas primeiras 3h
de processo, não houve repressão no consumo de xilose, visto Tabela 6 - Composição Table 6 - Chemical Tabla 6 - Composición
química da celulignina composition of acid química de la celulig-
que o consumo desta pentose ocorreu concomitantemente ao ácida (CA). cellulignin (CA). nina ácida (CA).
de glicose. Embora a xilose e a glicose tenham sido totalmente
consumidas, a arabinose se manteve constante durante todo o
processo, já que esta linhagem não é capaz de produzir etanol pré-tratamento ácido foi totalmente removida, assim como o
a partir desta pentose, como reportado por Betancur (2005). teor de cinzas. Houve um aumento no teor de celulose após a
deslignificação, decorrente da remoção da lignina.
Constatou-se acúmulo de xilitol, intermediário do metabo-
lismo da xilose para esta linhagem, que atingiu 4,87g.L-1 em Juntos, os pré-tratamentos ácido e alcalino contribuíram
23h de processo. A concentração celular permaneceu cons- para se obter um material com alto teor de celulose (78,9%)
tante durante a fermentação, em consequência da baixa dis- e baixos teores de lignina (5,1%) e hemicelulose (0%), contri-
ponibilidade de oxigênio, direcionando o metabolismo deste buindo significativamente para a etapa de sacarificação enzi
microrganismo para a produção de etanol (Jeffries et al., mática da celulose, já que tanto a hemicelulose quanto a lignina
2007). Apesar de as barreiras tecnológicas serem grandes e formam uma camada protetora ao redor da celulose, reduzindo a
de haver alternativas para a conversão de pentoses em etanol, eficiência do ataque enzimático (Öhgren et al., 2007).
esta continua sendo a opção preferencial, já que o mercado de
etanol combustível não tem expectativas de saturação. O rendimento mássico global para celulose, após os pré-
tratamentos ácido e alcalino, foi de 73,2%. Se considerarmos
Pré-tratamento alcalino da que toda a glicose presente no hidrolisado hemicelulósico é
celulignina de sorgo proveniente da fração celulósica, temos que 50% da celulose
removida nos dois pré-tratamentos foi liberada na forma de gli-
O pré-tratamento ácido resultou na remoção da fração cose durante o pré-tratamento ácido. Portanto, a perda total
hemicelulósica, mas a lignina ainda presente na celulignina deste componente ao final do pré-tratamento foi de 13,5%.
ácida impõe restrições estruturais sobre a celulase, já que Esta perda se deve a falhas nos processos de preparação e
possibilita ligações improdutivas que retardam o ataque enzi recuperação da fração sólida após os pré-tratamentos e tam-
mático. Portanto, como a estrutura da lignina é modificada pela bém indica que os processos de pré-tratamento e deslignifi-
presença de substâncias alcalinas, realizou-se um pré-trata- cação ainda foram muito drásticos, acarretando uma perda
mento com hidróxido de sódio com o objetivo de remover a lig- substancial de celulose por degradação, o que contribuirá para
nina presente na celulignina ácida, sem causar danos à cadeia a diminuição do rendimento global do processo de conversão
celulósica para posterior utilização. A influência da concen de biomassa a etanol. Da mesma forma que o pré-tratamento
tração da solução de hidróxido de sódio foi analisada quanto ácido diluído não é seletivo para a hemicelulose, sendo que há
à remoção de lignina, visando aumentar o teor de celulose na degradação de celulose, o processo de deslignificação alca-
amostra. A tabela 6 apresenta a composição média da amostra lina também não é seletivo para a lignina, sendo que os car-
na condição otimizada. Observa-se que, após a deslignificação boidratos, incluindo a celulose, podem ser degradados neste
do material pré-tratado, a hemicelulose remanescente do processo (Fengel e Wegener, 1989).
40 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
Pré-hidrólise enzimática do bagaço Produção de etanol a partir da
de sorgo submetido a diferentes celulignina parcialmente deslignificada
pré-tratamentos de sorgo sacarino empregando
o processo de sacarificação e
Para comparar o efeito do pré-tratamento ácido e alca- fermentação simultâneas (SSF)
lino na hidrólise enzimática do bagaço de sorgo, fez-se um
ensaio nas condições otimizadas, empregando bagaço de A fim de analisar a produção de etanol pelo processo de
sorgo in natura e celulignina ácida. Estes experimentos sacarificação e fermentação simultâneas (SSF), foi realizado
foram realizados juntamente com o ensaio para a validação um ensaio empregando celulignina parcialmente deslig-
da otimização da pré-hidrólise enzimática. Em virtude da nificada nas condições definidas anteriormente e a linhagem
impossibilidade de quantificar a concentração de glicose nos industrial de Saccharomyces cerevisiae como agente fer-
ensaios com o bagaço de sorgo in natura e com a celulignina mentativo (fig. 11).
ácida, devido à ausência de água livre, os resultados destes
ensaios estão apresentados na forma de figuras (fig. 7). Este ensaio foi executado em biorreator, com uma re-
lação sólido/líquido em torno de 1/3g/mL e uma carga
Nota-se uma diferença entre a coloração do material in enzimática de 32,8FPU/g sólido. O meio reacional foi suple-
natura e a do material pré-tratado com ácido. Curreli et al. mentado com ureia, KH2PO4, extrato de levedura e solução
(2002) relataram um escurecimento da palha de trigo pré- de sais minerais e ácido cítrico na mesma concentraçao em-
tratada com ácido sulfúrico, o que provavelmente pode estar pregada no meio utilizado para o crescimento celular. Devido
associado à catálise ácida das ligações do complexo lignina- à imcompatibilidade da temperatura ótima para sacarificação
carboidrato, bem como à formação de produtos da degradação e fermentação, a CPD foi submetida a uma pré-hidrólise enz-
de carboidratos. imática por 15h a 50°C. Para reduzir problemas relacionados
às limitações difusionais à transferência de massa e calor, a
Com base nesta figura, fica evidente a imprescindibi- pré-hidrólise enzimática foi operada em batelada alimentada,
lidade tanto do pré-tratamento ácido quanto do alcalino, proporcionando uma hidrólise gradual das fibras de celulose.
visto que, no ensaio com o bagaço de sorgo in natura, em A carga inicial de sólidos foi de 42% (volume de 560mL de
que a fibra de celulose está protegida pela hemicelulose e meio reacional), e a enzima foi alimentada no início da etapa
lignina, e no ensaio com a celulignina ácida, em que a celu- de pré-hidrólise. À medida que o meio se tornava liquefeito,
lose está praticamente envolvida somente pela lignina, não foram realizadas alimentações de 25g (massa seca) de CPD,
houve quebra da cadeia de celulose, uma vez que o mate- completando a relação sólido/líquido definida na etapa de
rial nos dois experimentos não apresentou alterações no otimização (1/3,33g/mL). Decorridas as 15h de pré-hidrólise,
aspecto ao final do experimento. a temperatura foi ajustada para 37°C, e uma concentração
Figura 7 - Hidrólise enzimática do bagaço de sorgo in
natura (a), celulignina ácida (b) e celulignina parcial-
mente deslignificada (c).
Figure 7 - Enzymatic hydrolysis of sweet sorghum
bagasse in natura (a), acid cellulignin (b) and partially
delignified cellulignin (c).
Figura 7 - Hidrólisis enzimática del orujo de sorgo in na-
tura (a), celulignina ácida (b) y celulignina parcialmente
deslignificada (c).
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 41
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
Figura 8 - Processo de sacarificação e fermentação
simultâneas (SSF) da celulignina parcialmente deslig-
nificada de bagaço de sorgo.⟶alimentação de 25g
de sólidos; ⟶ alimentação de 10FPU.g-1 celulases.
PHE: pré-hidrólise enzimática; SSF: sacarificação e
fermentação simultâneas.
Figure 8 - Simultaneous Saccharification and Fermen-
tation (SSF) of partially delignified cellulignin of sweet
sorghum bagasse. PHE: Pre Enzymatic Hydrolysis, ⟶
solids feed 25g; ⟶ cellulases feed of 10FPU.g-1.
Figura 8 - Proceso de sacarificación y fermentación
simultáneas (SSF) de la celulignina parcialmente deslig-
nificada de orujo de sorgo. ⟶ alimentación de 25g
de sólidos; ⟶ alimentación de 10FPU.g-1 celulases.
PHE: pré-hidrólisis enzimática; SSF: sacarificación y
fermentación simultáneas.
de 8g.L-1 da linhagem industrial de Saccharomyces cerevisiae nas primeiras 12h de fermentação, fase em que a glicose
foi adicionada ao processo. está prontamente disponível, o valor deste parâmetro
variou de 6g.L-1.h-1 a 8g.L-1.h-1, ou seja, os mesmos ve-
A figura 8 apresenta os perfis de produção de etanol e rificados em fermentações industriais de etanol a partir
consumo de glicose e celobiose durante o processo SSF do caldo de cana no Brasil, que variam entre 5g.L-1.h-1 e
em batelada alimentada. A faixa vertical indica a fase de 8g.L1.h1. A partir de 12h de fermentação, a taxa de forma-
pré-hidrólise enzimática (15h), após a qual teve início a fase ção de etanol diminuiu consideravelmente, sendo limitada
de sacarificação e fermentação simultâneas. As setas indi- pela taxa de hidrólise enzimática, já que a concentração
cam o ponto de perturbação do sistema com alimentação de glicose foi mantida em níveis baixos. A partir de 54h
de CPD (massa seca). Ao final da pré-hidrólise, a concen- de processo (29h de SSF), não houve aumento significa-
tração de glicose foi de 101,9g.L-1, o que corresponde a uma tivo na concentração de etanol, sendo que, a maior con-
eficiência de hidrólise de aproximadamente 41%, enquanto centração de etanol foi atingida em 70h de processo (55h
no ensaio em frascos agitados a eficiência de hidrólise foi de SSF), no valor de 94g.L-1, que corresponde à produti-
de 33,1%. Este aumento deve-se à redução na limitação vidade volumétrica de 1,71g.L-1.h-1 e a uma conversão de
difusional à transferência de massa no experimento em que celulose a etanol de 70,6%.
a pré-hidrólise enzimática foi conduzida no modo batelada
alimentada, possibilitando maior conversão. Estes resultados apresentam um acréscimo de apenas 11%
na concentração de etanol, quando comparados com o resul-
Quanto à etapa de sacarificação e fermentação simul- tado obtido em 21h de SSF. Como as velocidades das reações
tâneas (SSF), uma produção de 84,4g.L-1 de etanol em 36h enzimáticas são influenciadas pela concentração de substrato,
de processo (21h de SSF) foi atingida. Esta concentração é natural que a velocidade da hidrólise diminua consideravel-
corresponde à produtividade volumétrica de 4,02g.L-1.h-1 mente à medida que a CPD é consumida. Em decorrência do
e a uma eficiência de conversão de celulose em etanol consumo de substrato, tem-se o aumento do teor de lignina
de 63,4%. Com relação ao perfil de celobiose durante no meio reacional, provocando ligações improdutivas entre
o SSF, a concentração deste dissacarídeo permaneceu este composto polifenólico e as enzimas do complexo celulá-
constante e na ordem de 2g.L-1. Ao longo do processo sico (Maeda, 2010). Para investigar este fato, foi realizada uma
fermentativo, nota-se a redução da produtividade volu- perturbação no sistema, com a adição de uma carga enzimática
métrica em etanol (QP). Se observarmos a produtividade de 10FPU.g-1 sólidos (calculada em relação à carga total de CPD
42 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
alimentada no processo) em 77h de processo (62h de SSF). de amido de 68% (massa úmida), é possível produzir 480L
O aumento na concentração de glicose demonstra que a taxa de etanol. Portanto, nas condições empregadas neste es-
de hidrólise anterior à alimentação de enzima estava baixa pro- tudo para a produção de etanol a partir dos grãos de sorgo,
vavelmente devido às ligações improdutivas lignina-enzima. foi possível obter uma eficiência global de 99%.
Também foi possível observar que, mesmo com o aumento Analisando-se o balanço material para a produção de
da disponibilidade de glicose no meio reacional, resultante da etanol a partir do caldo de sorgo sacarino, conclui-se que
hidrólise da celulose, a concentração de etanol permaneceu com 1ton de caldo foi possível produzir 85L de etanol.
estacionária até o final do ensaio. Este fato deve-se provavel- Em relação ao potencial do caldo de sorgo para a produção
mente à falta de nutrientes essenciais à levedura, já que, nos de etanol, podemos concluir que com 1ton de caldo, com
ensaios discutidos anteriormente com esta mesma linhagem, uma concentração total de açúcares de 162g.L-1, é possível
foi possível constatar maior tolerância desta levedura em rela- produzir 98L de etanol. No entanto, se enzimas amilolí
ção à concentração de etanol. ticas forem adicionadas ao caldo de sorgo, a concentração
de açúcares aumentaria para 189g.L-1. Portanto, o poten-
Com base nestes resultados, pode-se alcançar uma mel- cial para a produção de etanol seria de 113L de etanol.ton-1
horia no processo com a alimentação de uma carga extra de caldo de sorgo. Desta forma, as condições aplicadas neste
enzima quando observada uma redução na taxa de fermen- trabalho resultaram em 87,5% do máximo obtenível.
tação (consequência da redução da taxa de hidrólise). Outra
alternativa seria incorporar ao meio reacional compostos Em relação ao potencial do bagaço de sorgo para a pro-
adsorventes à lignina, os quais se ligariam a esta, reduzindo dução de etanol, constata-se que com 1ton de bagaço é pos-
os locais em que as enzimas se ligariam à lignina. sível obter 288L de etanol a partir da fração celulósica e 142L
de etanol a partir da fração hemicelulósica. O rendimento
Podemos concluir que são necessárias melhorias em ter- em etanol obtido neste trabalho foi de 160L/ton de sorgo
mos de diminuição da carga enzimática e aumento da conver- sacarino, totalizando 13.600L de etanol/ha.safra. Este valor
são de celulose a etanol. No entanto, os resultados obtidos neste corresponde a 79,1% do potencial teórico.
estudo, utilizando processo SSF alimentado, são bastante promis
sores e indicam o grande potencial do bagaço de sorgo sacarino. Não há dúvida de que a produção de etanol a partir
Além disso, uma alta concentração de etanol foi obtida conco- de cana é um complexo produtivo impressionante, porém
mitantemente a uma alta produtividade volumétrica, requisitos com a matriz energética centrada apenas em uma cultura.
imprescindíveis à viabilidade econômica em processos que en- Portanto, é preciso buscar outras fontes de matérias-
volvam produtos de baixo valor agregado. primas para produção de etanol, visando à sustentabi
lidade e à consolidação do conceito de energia renovável.
O Brasil, além de concentrar grande número de pequenos,
Considerações finais médios e grandes produtores, apresenta uma diversidade
de condições ambientais que permitem, ao se explorar o
Com base nos resultados obtidos neste trabalho, em potencial de matérias-primas renováveis e com aptidão
todas as etapas, foi realizado um balanço material para regional, promover a descentralização da produção de etanol.
avaliar o potencial do sorgo sacarino para a produção de
etanol e a determinação do rendimento em etanol a partir Altas concentrações de açúcares foram obtidas no processo
das frações sacarínea, amilácea e lignocelulósica do sorgo de hidrólise enzimática do amido dos grãos de sorgo, empre-
sacarino. Para o cálculo do potencial teórico do sorgo saca- gando baixas cargas enzimáticas e tempos de hidrólise menores
rino para a produção de etanol, foi considerada uma eficiên- do que aqueles reportados na literatura. Além disso, a produção
cia de 100% em todas as etapas (sem perdas). Em relação de bioetanol de material amiláceo (milho) também é um pro-
ao potencial dos grãos de sorgo para a produção de etanol, cesso maduro e dominado na indústria de produção de etanol
podemos concluir que, a partir de 1ton de grãos, com teor em outros países. Sua similaridade com o processo de produção
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 43
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
de etanol de sorgo permite que seja implantado nas usinas bra- crescimento em regiões com diferentes condições climáticas.
sileiras sem necessidade de grandes adaptações nas plantas Além disso, as culturas de milho e cana-de-açúcar causam
industriais, particularmente em períodos de entressafra. mais erosões ao solo (Pimentel, 2003).
O mesmo se aplica ao caldo de sorgo, visto que a concentração
deste é bastante similar à do caldo de cana-de-açúcar. A produção de etanol celulósico com alta eficiência e sus-
tentabilidade não será tarefa de poucos, mas resultará da inte
As concentrações de etanol atingidas na fermentação das gração entre diversos grupos de pesquisa especializados em
frações hemicelulósicas e celulósicas sinalizam uma possível diferentes áreas da Fisiologia, Ecologia, Bioquímica, Genética,
utilização deste material para produção de etanol de segunda Enzimologia, Física e Engenharia, entre outras.
geração em escala produtiva. No entanto, devem-se buscar
melhorias para aumentar o rendimento final, com o uso de um O Brasil está diante de uma mudança no modo de produção
eficiente processo de separação da fração líquida e sólida após rara ou talvez inédita na história. Podemos desenvolver uma tec-
os pré-tratamentos. nologia de alto valor agregado e ao mesmo tempo usá-la para
recuperar a biodiversidade, integrando sustentabilidade e desen-
O sorgo sacarino possui alto potencial, dos pontos de vista volvimento tecnológico.
agronômico e industrial, como produtor de energia renovável,
devido a sua alta produtividade de biomassa por hectare e
Referências Bibliográficas
n ANTUNES, J. G. Bioconversão de D-xilose a etanol por células de n FENGEL, D.; WEGENER, G. Wood: chemistry, ultrastructure and reactions.
Pichia stipitis. 1997. Dissertação (Mestrado) – Escola de Química, Berlin: Walter de Gruyter, 1989. 613 p.
Universidade Federal do Rio de Janeiro, Rio de Janeiro, 1997.
n JEFFRIES, T. W.; GRIGORIEV, I. V.; GRIMWOOD, J.; LAPLAZA, J. M.; AERTS,
n BARCELOS, C. A. Aproveitamento das frações sacarínea, A.; SALAMOV, A.; SCHMUTZ, J.; LINDQUIST, E.; DEHAL, P.; SHAPIRO, H.;
amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor JIN, Y. S.; PASSOTH, V.; RICHARDSON, P. M. Genome sequence of the ligno
(L.) Moench] para a produção de bioetanol. 2012. 334 p. Tese cellulose-bioconverting and xylosefermenting yeast Pichia stipitis. Nature
(Doutorado) – Escola de Química, Universidade Federal do Rio de Biotechnology, London, v. 25, n. 3, p. 319-326, Mar. 2007.
Janeiro, Rio de Janeiro, 2012.
n INGLEDEW, W. M. Alcohol production by Saccharomyces cerevisiae: a yeast
n BETANCUR, G. J. V. Avanços em biotecnologia de hemicelulose primer. In: JACQUES, K. A.; LYONS, T. P.; KELSALL, D.R. (Ed.). The alcohol text-
para produção de etanol por Pichia stipitis. 2005. Dissertação book. 3. ed. United Kingdom: Nottingham University Press, 1999. p. 49-87.
(Mestrado) – Escola de Química, Universidade Federal do Rio de
Janeiro, Rio de Janeiro, 2005. n LAMNET, J. Global multi-stakeholder networks linking knowledge and policy
in support of sustainable development. In: JOHANNESBURG SUMMIT, 2002,
n BETANCUR, G. J. V. Otimização do pré-tratamento ácido de bagaço de Johannesburg. Position paper… Sweden: CARENSA, 2002.
cana-de-açúcar e avaliação da fermentabilidade do hidrolisado hemice-
lulósico para a produção de etanol de segunda geração. 2010. 174 p. Tese n LIPINSKI, E. S.; KRESOVICH, S. Sugar crops as a solar energy converters.
(Doutorado) – Escola de Química, Universidade Federal do Rio de Janeiro, Experimentia, Germany, v. 38, n. 1, p. 13-18, Jan. 1982.
Rio de Janeiro, 2010.
n MAEDA, R. N. Produção de celulases por Penicillium funiculosum em
n CURRELI, N.; AGELLI, M.; PISU, B.; RESCIGNO, A.; SANJUST, E.; RINALDI, fermentação submersa de bagaço de cana pré-tratado e sua aplicação
A. Complete and efficient enzymic hydrolysis of pretreated wheat straw. na produção de etanol de segunda geração. 2010. Tese (Doutorado) –
Process Biochemistry, Amsterdam, v.37, n. 9, p. 937-941, Apr. 2002. Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2010.
44 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Barcelos et al.
n MAEDA, R. N.; SERPA, V. I.; ROCHA, V. A. L.; MESQUITA, R. A. Colorado: National Renewable Energy Laboratory, 2008. Technical
A.; SANTA ANNA, L. M. M.; CASTRO, A. M.; DRIEMEIRD, C. E.; Report. NREL/TP-510-42618. 18 p.
PEREIRA JR., N.; POLIKARPOV, I. Enzymatic hydrolysis of pretreated
sugar cane bagasse using Penicillium funiculosum and Trichoderma n SOUTHGATE, D. A. T. Determination of food carbohydrates. London:
harzianum celulases. Process Biochemistry, Amsterdam, v. 46, n. 5, Elsevier Applied Science, 1991. 177 p.
p. 1196-1201, May 2011.
n VÁSQUEZ, M. P. Desenvolvimento de processo de hidrólise enzimática e
n NASS, L. L.; PEREIRA, P. A. A.; ELLIS, D. Biofuels in Brazil: an overview. Crop fermentação simultânea para a produção de etanol a partir de bagaço de
Science, Madison, v. 47, n. 6, p. 2228-2237, Nov. 2007. Special report-biofuels. cana-de-açúcar. 2007. Tese (Doutorado) – Escola de Química, Universidade
Federal do Rio de Janeiro, Rio de Janeiro, 2007.
n ÖHGREN, K.; BURA. R.; SADDLER, J.; ZACCHI, G. Effect of hemicellulose
and lignin removal on enzymatic hydrolysis of steam pretreated corn stover. n VERVERIS, C.; GEORGHIOU, K.; DANIELIDIS, D.; HATZINIKOLAOU, D. G.;
Bioresource Technology, Amsterdam, v. 98, n. 13, p. 2503–2510, Sept. 2007. SANTAS, P.; SANTAS, R.; CORLETI, V. Cellulose, hemicelluloses, lignin and
ash content of some organic materials and their suitability for use as paper
n OLIVEIRA, L. C. Indústria de etanol no Brasil: uma estrutura de pulp supplements. Bioresource Technology, Amsterdam, v. 98, n. 2,
mercado em mudança. 2009. 182 p. Dissertação (Mestrado) – Setor p. 296-301, Jan. 2007.
de Ciências Sociais Aplicadas, Universidade Federal do Paraná,
Curitiba, 2009. n ZANIN, G. M.; SANTANA, C. C.; BOM, E. P. S.; GIORDANO, R. C. L.; MORAIS,
F. F.; ANDRIETTA, S. R. Brazilian bioethanol program. Applied Biochemistry
n PIMENTEL D. Ethanol fuels: energy balance, economics, and envi- and Biotechnology, Bourns Hall, v. 84-86, n. 1-9, p. 1147-1161, Mar. 2000.
ronmental impacts are negative. Natural Resources Research, New
York, v. 12, n. 2, p. 127-134, June 2003. n ZHANG, X.; SHEN, Y.; SHI, W.; BAO, X. Ethanolic cofermentation with glu-
cose and xylose by the recombinant industrial strain Saccharomyces cere-
n ROONEY, L. W., PFLUGFELDER, R. L. Factors affecting starch digestibility visiae NAN-127 and the effect of furfural on xylitol production. Bioresource
with special emphasis on sorghum and corn. Journal of Animal Science, Technology, Amsterdam, v. 101, n. 18, p. 7093 – 7099, Sept. 2010.
Champaign, v. 63, n. 5, p. 1607–1623, Nov. 1986.
n ZHOU, G., KRESTA, S. M. Correlation of Mean Drop Size and Minimum
n SLUITER, A.; HAMES, B.; RUIZ, R.; SCARLATA, C.; SLUITER, J.; Drop Size with the Turbulence Energy Dissipation and the Flow in
TEMPLETON, D.; CROCKER, D. Determination of structural carbo- Agitated Tank. Chemistry Engineering Science, Amsterdam, v. 53,
hydrates and lignin in biomass: laboratory analytical procedure. n. 11, p. 2063-2079, June 1998.
Webgrafia
n EMBRAPA. Sorgo Sacarino: uma alternativa doce na controvérsia de 2011. Disponível em: <http://mybelojardim.com/sorgo-sacarino-uma-al-
alimentos versus combustíveis – Parte II. Rio de Janeiro: Embrapa, 2011. ternativa-doce-na-controversia-de-alimentos-combustiveis-parte-ii/>.
Disponível em: <http://mybelojardim.com/sorgo-sacarino-uma-alternativa- Acesso em: 14 out. 2011.
doce-na-controversia-de-alimentos-combustiveis-%E2%80%93-parte-ii/>.
Acesso em: 14 out. 2011. n JANK, M. S. A competitividade do etanol brasileiro. São Paulo: UNICA -
União da Indústria de Cana-de-Açúcar, 2009. Disponível em: <http://www.
n SORGO Sacarino: uma alternativa doce na controvérsia de alimentos ver- senado.gov.br/sf/comissoes/ci/ap/AP20090831_Comissao_Infraestrutura_
sus combustíveis - Parte II. MyBeloJardim - Conhecimento Sustentável. Marcos_20_Jank_(res).pdf>. Acesso em: 07 fev. 2012.
Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011 45
Aproveitamento das frações sacarínea, amilácea e lignocelulósica do sorgo sacarino [Sorghum bicolor...
Autores
Carolina Araújo Barcelos Roberto Nobuyuki Maeda
Universidade Federal do Rio de Janeiro (UFRJ) Universidade Federal do Rio de Janeiro (UFRJ)
Escola de Química Escola de Química
ninabarcelos@hotmail.com rmaeda76@gmail.com
Carolina Araújo Barcelos possui graduação em Engenharia Roberto Nobuyuki Maeda concluiu o doutorado em Tecnologia
Química pela Universidade Federal de Uberlândia (UFU), em de Processos Químicos e Bioquímicos pela Universidade Federal
2007 e recebeu o título de Doutora em Tecnologia de Processos do Rio de Janeiro (UFRJ), em 2010; mestrado em Ciência de
Químicos e Bioquímicos pela Universidade Federal do Rio de Alimentos pela Universidade Federal do Amazonas (UFAM), em
Janeiro (UFRJ), em 2012. Atua na área de Desenvolvimento 2004. Publicou artigos em periódicos especializados e trabalhos
de Bioprocessos e Bioprodutos, com ênfase em conversão de em anais de eventos. Possui dois produtos tecnológicos e dois
Biomassa (sacarínea, amilácea e lignocelulósica) segundo a processos patenteados. Participou de eventos no Brasil. Orientou
plataforma bioquímica do conceito de Biorrefinaria. trabalhos de iniciação científica na área de Ciência e Tecnologia
de Alimentos e Desenvolvimento de Bioprocessos. Recebeu
Lidia Maria Melo Santa Anna prêmios e/ou homenagens. Atua na área de Desenvolvimento de
Centro de Pesquisas da Petrobras (Cenpes) Bioprocessos para Produção de Enzimas Microbianas e Bioetanol.
P&D de Gás, Energia e Desenvolvimento
Sustentável Nei Pereira Junior
Gerência de Biotecnologia Universidade Federal do Rio de Janeiro (UFRJ)
Escola de Química
lidia@petrobras.com.br
Lidia Maria Melo Santa Anna, consultora sênior em
Biotecnologia do Cenpes, atua na Empresa há 34 anos, nei@eq.ufrj.br
na área de Bioprocessos em Biodegradação de Óleos
e Combustíveis, Fermentação Alcoólica e Produção de Nei Pereira Junior é professor da Escola de Química da UFRJ,
Bioprodutos, como Bioetanol, Biossurfactantes, Enzimas, onde se formou em engenheiro químico em 1977, Mestre em
Ácidos Orgânicos e Biossolventes. Mestre em Ciências Tecnologia de Processos Bioquímicos em 1982 e Doutor em
Farmacêuticas pela Universidade Federal do Rio de Janeiro Biotecnologia (The Victoria University of Manchester, UK), em
(UFRJ), em 2000 e Doutora em Tecnologia de Processos 1991. Ingressou como docente na Escola de Química da UFRJ
Químicos e Bioquímicos pela mesma instituição, em 2005. em 1978, na qual atua no ensino de graduação, pós-gradua-
Coordena e pesquisa há oito anos projetos de P&D voltados ção, pesquisa e extensão. Coordena trabalhos de pesquisa aca-
para a área de Produção de Etanol de Segunda Geração via dêmica e tecnológica nos Laboratórios de Desenvolvimento de
Bioquímica e ampliou o conceito de Biorrefinaria de Segunda Bioprocessos e Bioprodutos do Departamento de Engenharia
Geração a novos produtos químicos, atendendo a diferentes Bioquímica, em temáticas variadas. Possui diversas publicações
segmentos da Companhia. em periódicos científicos internacional e nacional e patentes.
Foi agraciado com os prêmios: Petrobras Inventor 2005, 2006,
2007, 2009 e 2011; Tese Ouro (2006) e Tese Diamante (2010);
Prêmio Abiquim Pesquisador de Destaque 2006 e Cientista do
Nosso Estado (Faperj, 2007 e 2008).
46 Boletim Técnico da Petrobras, Rio de Janeiro, v. 54, n. 3, p. 29-46, dez. 2011
Você também pode gostar
- Biomassa Cana de AcucarDocumento5 páginasBiomassa Cana de AcucarAline VieiraAinda não há avaliações
- Dominante Nos EUA, Etanol de Milho É Opção, No Brasil, para Safra Excedente - 2015Documento3 páginasDominante Nos EUA, Etanol de Milho É Opção, No Brasil, para Safra Excedente - 2015Laura RibeiroAinda não há avaliações
- Atividade BiocombustíveisDocumento7 páginasAtividade BiocombustíveisAmanda Martins FernandesAinda não há avaliações
- Revenergia, 12 - 4284-Adriele Ok 273-284Documento12 páginasRevenergia, 12 - 4284-Adriele Ok 273-284lucasAinda não há avaliações
- Artigo 2 Milho MaltadoDocumento8 páginasArtigo 2 Milho MaltadoBárbara MachadoAinda não há avaliações
- PRODUÇÃO DE ETANOL DE SEGUNDA GERAÇÃO A PARTIR DE CAROÇO DE ABACATE (Persea Americana Mill.Documento13 páginasPRODUÇÃO DE ETANOL DE SEGUNDA GERAÇÃO A PARTIR DE CAROÇO DE ABACATE (Persea Americana Mill.Afonso DienoAinda não há avaliações
- Produção de Etileno A Partir Da Cana de AçúcarDocumento5 páginasProdução de Etileno A Partir Da Cana de AçúcarIsabela CatozzoAinda não há avaliações
- A PRODUTIVIDADE DE MILHO NO BRASIL - Artigo 2022Documento10 páginasA PRODUTIVIDADE DE MILHO NO BRASIL - Artigo 2022Laura RibeiroAinda não há avaliações
- Biomassa AgricolaDocumento30 páginasBiomassa AgricolaAlfredo FranciscoAinda não há avaliações
- Produção de Etanol de Cana-De-Açúcar 02-2021Documento28 páginasProdução de Etanol de Cana-De-Açúcar 02-2021conta reservaAinda não há avaliações
- Bagaço Da CanaDocumento6 páginasBagaço Da CanaAdemir S BorbaAinda não há avaliações
- Relatório Atualizado 14.12.2011Documento25 páginasRelatório Atualizado 14.12.2011Aliane ZamoranoAinda não há avaliações
- Processo Produtivo Do Etanol de Segunda Geração Usando Bagaço deDocumento6 páginasProcesso Produtivo Do Etanol de Segunda Geração Usando Bagaço deAndressaCarvalhoAinda não há avaliações
- Logística Reversa ETANOLDocumento4 páginasLogística Reversa ETANOLAdam AraújoAinda não há avaliações
- Residuos Agroindustriais Potencial de Producao DoDocumento17 páginasResiduos Agroindustriais Potencial de Producao Doarnaldo a tua primaAinda não há avaliações
- BIOC03Documento9 páginasBIOC03Juan VieiraAinda não há avaliações
- Aproveitamento Do Sorgo Sacarino Na Produção de AguardenteDocumento8 páginasAproveitamento Do Sorgo Sacarino Na Produção de Aguardenteernane123Ainda não há avaliações
- Sistema de Produção de Cana-De-AçucarDocumento53 páginasSistema de Produção de Cana-De-AçucarNeto100% (6)
- Transformação Da Cana-De-Açúcar em Etanol PDFDocumento13 páginasTransformação Da Cana-De-Açúcar em Etanol PDFAna Carla Dos SantosAinda não há avaliações
- Tratamento Térmico Do Caldo de Cana para o Processo de Fermentação Alcoólica PDFDocumento32 páginasTratamento Térmico Do Caldo de Cana para o Processo de Fermentação Alcoólica PDFAnnykellyvAinda não há avaliações
- Andrietta Et Al (2006) Bioetanol - Brasil 30 Anos Na VanguardaDocumento16 páginasAndrietta Et Al (2006) Bioetanol - Brasil 30 Anos Na VanguardaGourmand OishiiAinda não há avaliações
- Uso Da Água No Processo de Produção de ÁlcoolDocumento20 páginasUso Da Água No Processo de Produção de ÁlcoolMaria SamaraAinda não há avaliações
- Apostila Cana - TEC ADocumento79 páginasApostila Cana - TEC AKaterine CarvalhoAinda não há avaliações
- Produção de Bioetanol e Biobutanol - ReviewDocumento31 páginasProdução de Bioetanol e Biobutanol - ReviewGustavo SouzaAinda não há avaliações
- 32268-Texto Do Artigo-135984-1-10-20141012Documento14 páginas32268-Texto Do Artigo-135984-1-10-20141012Thaís FernandaAinda não há avaliações
- Trabalho de Culturas Perenes e Semi-PerenesDocumento11 páginasTrabalho de Culturas Perenes e Semi-PerenesAlexAinda não há avaliações
- Artigo Cientifico Conclusão de CursoDocumento20 páginasArtigo Cientifico Conclusão de Cursobilo04Ainda não há avaliações
- Case Sobre Utilização de VinhaçaDocumento24 páginasCase Sobre Utilização de VinhaçaLucas Melo AraújoAinda não há avaliações
- Biomassa - AneelDocumento9 páginasBiomassa - AneelJorge FariasAinda não há avaliações
- Estudo Etanol-De-Milho Agroicone FINALDocumento11 páginasEstudo Etanol-De-Milho Agroicone FINALDOUGLASAinda não há avaliações
- Artigo - Bioetanol A Partir BananaDocumento7 páginasArtigo - Bioetanol A Partir BananaJonathas W. de SáAinda não há avaliações
- Lorena, 7472-CONFDocumento8 páginasLorena, 7472-CONFAmélia WimaAinda não há avaliações
- Produção de Alcool A Partir Do MilhoDocumento7 páginasProdução de Alcool A Partir Do MilhoAnderson Bezerra MartinsAinda não há avaliações
- Quim. NovaDocumento7 páginasQuim. Novaroberto maliskaAinda não há avaliações
- Álcool de Cana Vs Álcool de MilhoDocumento9 páginasÁlcool de Cana Vs Álcool de MilhojavierAinda não há avaliações
- Artigo TCC - Palma ForrageiraDocumento15 páginasArtigo TCC - Palma ForrageiraLaura VittAinda não há avaliações
- Emprego de Zimmomonas Moblis em Processos FermentativosDocumento22 páginasEmprego de Zimmomonas Moblis em Processos FermentativosVanda Renata ReisAinda não há avaliações
- Etanol de BatataDocumento7 páginasEtanol de BatataBárbara MachadoAinda não há avaliações
- Etanol A Partir de MilhoDocumento10 páginasEtanol A Partir de MilhoGabryela Nardy88% (8)
- CombustíveisDocumento16 páginasCombustíveisjeffersansAinda não há avaliações
- Produção Da Cana de Açucar FinalDocumento16 páginasProdução Da Cana de Açucar FinalValdecir BuosiAinda não há avaliações
- Admin2, 104Documento24 páginasAdmin2, 104Teresa MendoncaAinda não há avaliações
- Composição Química de Amêndoas Fermentadas de Cacau PDFDocumento5 páginasComposição Química de Amêndoas Fermentadas de Cacau PDFLuiz CannalongaAinda não há avaliações
- Produção de Bioetanol de MandiocaDocumento8 páginasProdução de Bioetanol de MandiocaThaísReginaAinda não há avaliações
- Trabalho de AçucarDocumento7 páginasTrabalho de AçucarNaura MartinsAinda não há avaliações
- Aula 1 Distribuição de Biomassa BrasilDocumento22 páginasAula 1 Distribuição de Biomassa BrasilJoao Nogueira ClementeAinda não há avaliações
- Microalgas Na Produção de Biodiesel: Extração e Composição LipídicaDocumento8 páginasMicroalgas Na Produção de Biodiesel: Extração e Composição LipídicaJonathas FerreiraAinda não há avaliações
- Sistema de Produção Da Cultura: Slide Com FotoDocumento2 páginasSistema de Produção Da Cultura: Slide Com FotoLaryssa BatistelaAinda não há avaliações
- Questões para Estudo 2 - Sistema de Produção de Cana-De-AçúcarDocumento5 páginasQuestões para Estudo 2 - Sistema de Produção de Cana-De-AçúcarGustavo BarbosaAinda não há avaliações
- Açúcar - Tecnologia e ProduçãoDocumento70 páginasAçúcar - Tecnologia e ProduçãoMarthovskyAinda não há avaliações
- Biocombustíveis - Da Primeira A Quarta GeraçãoDocumento7 páginasBiocombustíveis - Da Primeira A Quarta GeraçãoMauricio Montaño SaavedraAinda não há avaliações
- Tomate HidroponicoDocumento8 páginasTomate Hidroponicocarlosafonso1970Ainda não há avaliações
- Caracteristicas Dos Frutos de Variedades de Amendoeira PDFDocumento4 páginasCaracteristicas Dos Frutos de Variedades de Amendoeira PDFSusana Trombinhas CaixinhaAinda não há avaliações
- AF - Bioetanol - João Mendes.Documento9 páginasAF - Bioetanol - João Mendes.João MendesAinda não há avaliações
- 5765-Texto Do Artigo-28666-30936-10-20141215Documento14 páginas5765-Texto Do Artigo-28666-30936-10-20141215leandro.favaretto26Ainda não há avaliações
- Aproveitamento de Resíduos Agroindustriais: Produção de Enzimas A Partir Da Casca de Coco VerdeDocumento10 páginasAproveitamento de Resíduos Agroindustriais: Produção de Enzimas A Partir Da Casca de Coco VerdeSweetie :3Ainda não há avaliações
- A Produção Do Etanol de Segunda Geração A Partir Do Bagaço Da Cana-De-AçúcarDocumento12 páginasA Produção Do Etanol de Segunda Geração A Partir Do Bagaço Da Cana-De-AçúcarJulia MalosteAinda não há avaliações
- Processos Industriais Na Indústria Sucroalcooleira: Da Cana-de-açúcar Aos Produtos Finais (etanol E Açúcar)No EverandProcessos Industriais Na Indústria Sucroalcooleira: Da Cana-de-açúcar Aos Produtos Finais (etanol E Açúcar)Ainda não há avaliações
- A Utilização De Material Lignocelulósico Na Produção De BioetanolNo EverandA Utilização De Material Lignocelulósico Na Produção De BioetanolAinda não há avaliações
- Melhoria Do Rendimento e Do Processo de Obtenção Da Bebida Alcoólica de Pupunha (Bactris Gasipaes Kunth) PDFDocumento5 páginasMelhoria Do Rendimento e Do Processo de Obtenção Da Bebida Alcoólica de Pupunha (Bactris Gasipaes Kunth) PDFRoberto MaedaAinda não há avaliações
- Estabilidade de Ácido Ascórbico No Néctar de Camu-Camu (Myrciaria Dubia (H. B. K.) McVaugh) PDFDocumento4 páginasEstabilidade de Ácido Ascórbico No Néctar de Camu-Camu (Myrciaria Dubia (H. B. K.) McVaugh) PDFRoberto MaedaAinda não há avaliações
- Desenvolvimento e Aceitabilidade de Geléia Dietética de Cubiu (Solanum Sessiliflorum Dunal) PDFDocumento6 páginasDesenvolvimento e Aceitabilidade de Geléia Dietética de Cubiu (Solanum Sessiliflorum Dunal) PDFRoberto MaedaAinda não há avaliações
- Determinação Da Formulação e Caracterização Do Néctar de Camu-Camu (Myrciaria Dubia McVaugh) PDFDocumento5 páginasDeterminação Da Formulação e Caracterização Do Néctar de Camu-Camu (Myrciaria Dubia McVaugh) PDFRoberto MaedaAinda não há avaliações
- Desenvolvimento e Aceitabilidade de Geléia Dietética de Cubiu (Solanum Sessiliflorum Dunal) PDFDocumento6 páginasDesenvolvimento e Aceitabilidade de Geléia Dietética de Cubiu (Solanum Sessiliflorum Dunal) PDFRoberto MaedaAinda não há avaliações
- Aproveitamento Do Camu-Camu (Myrciaria Dubia) para Produção de Bebida Alcoólica Fermentada (Acta Amazônica) PDFDocumento10 páginasAproveitamento Do Camu-Camu (Myrciaria Dubia) para Produção de Bebida Alcoólica Fermentada (Acta Amazônica) PDFRoberto MaedaAinda não há avaliações
- O Processo de Descentralização Via Municipalização e o Fenômeno Da FocalizaçãoDocumento18 páginasO Processo de Descentralização Via Municipalização e o Fenômeno Da FocalizaçãoTaiani PriessAinda não há avaliações
- Acadêmico - EddydataDocumento1 páginaAcadêmico - EddydataLuis Eduardo CarloniAinda não há avaliações
- LMI Operator'sDocumento33 páginasLMI Operator'sferanba100% (1)
- Ficha Alternativa D&D 5E - PT-BR (Editável)Documento3 páginasFicha Alternativa D&D 5E - PT-BR (Editável)arthur seabraAinda não há avaliações
- Seminário de Parasitologia - Teníase e Cisticercose - SarahDocumento19 páginasSeminário de Parasitologia - Teníase e Cisticercose - SarahSarah Marjorie100% (1)
- Cavaleiros Teutônicos 10 FatosDocumento20 páginasCavaleiros Teutônicos 10 FatosAlexandre MacielAinda não há avaliações
- Histórico Escolar - Vinicius Costa de OliveiraDocumento2 páginasHistórico Escolar - Vinicius Costa de OliveiraVinícius CostaAinda não há avaliações
- 11Documento2 páginas11Diego CiênciaAinda não há avaliações
- Slides Aula04 PDFDocumento7 páginasSlides Aula04 PDFRonaldoAinda não há avaliações
- Dietas Com Diferentes Fontes de Fibra para Genatipos OvinosDocumento166 páginasDietas Com Diferentes Fontes de Fibra para Genatipos OvinosRodrigo VolpatoAinda não há avaliações
- Salmo - Dai-Nos A Vossa MisericordiaDocumento1 páginaSalmo - Dai-Nos A Vossa MisericordiaFrancisco Costa100% (1)
- Atividades de Ocupação Terapêutica - Intervenções de Enfermagem Estruturadas em Reabilitação Psicossocial PDFDocumento9 páginasAtividades de Ocupação Terapêutica - Intervenções de Enfermagem Estruturadas em Reabilitação Psicossocial PDFInêsAinda não há avaliações
- A Importância Da Família Na Formação Social Do Adolescente The Importance of Family On The Teenager S Social FormationDocumento7 páginasA Importância Da Família Na Formação Social Do Adolescente The Importance of Family On The Teenager S Social FormationNore CelAinda não há avaliações
- CPT 55 18Documento3 páginasCPT 55 18Sergio CoroaAinda não há avaliações
- Mensageiro de Deus A Um Povo RebeldeDocumento18 páginasMensageiro de Deus A Um Povo RebeldeKarolina SoaresAinda não há avaliações
- Ficha de Aferição Da LeituraDocumento4 páginasFicha de Aferição Da LeituraDavid Carpinteiro100% (2)
- Edital Do Concurso para Professores Do Centeduc - GODocumento39 páginasEdital Do Concurso para Professores Do Centeduc - GOJuscelino Alves de OliveiraAinda não há avaliações
- HINOS para ConjuntoDocumento92 páginasHINOS para ConjuntoMony Vasc VascAinda não há avaliações
- Manual Usuario Asena GHDocumento20 páginasManual Usuario Asena GHJosiel MarlosAinda não há avaliações
- mx5 PF Aval ResolucoesDocumento8 páginasmx5 PF Aval ResolucoesAndreia Martins100% (1)
- Questoes 33 ViniciusDocumento6 páginasQuestoes 33 ViniciusVM LopesAinda não há avaliações
- Os CavaleirosDocumento8 páginasOs CavaleirosLucas VieiraAinda não há avaliações
- O Que É Apometria e Qual Seu ObjetivoDocumento16 páginasO Que É Apometria e Qual Seu ObjetivoESPACO HOLISTICO KUANAinda não há avaliações
- Deus em EspinozaDocumento2 páginasDeus em EspinozaigorandradeytAinda não há avaliações
- 5º Teste 9ºDocumento2 páginas5º Teste 9ºCristina LopesAinda não há avaliações
- O Livre ArbítrioDocumento4 páginasO Livre ArbítriopcfiuzalimaAinda não há avaliações
- Planejador Bora Organizar - Larissa Sassi - Agosto de 2021Documento5 páginasPlanejador Bora Organizar - Larissa Sassi - Agosto de 2021Claudia MinaAinda não há avaliações
- Poesia Acustica LetraDocumento4 páginasPoesia Acustica LetraSaraAinda não há avaliações
- Gabarito Adg2 - Empreendedorismo e Inovação - ADocumento3 páginasGabarito Adg2 - Empreendedorismo e Inovação - ARayssa Padilha100% (1)
- Novata Do Escritorio 2, A - Yolanda CarmesineDocumento21 páginasNovata Do Escritorio 2, A - Yolanda Carmesinemariacicera silva100% (1)