Você também pode gostar
- Atividades de interpretação 8o anoDocumento4 páginasAtividades de interpretação 8o anoDanielle Morais50% (2)
- Proletários na FábricaDocumento42 páginasProletários na FábricaZyqcehyw0% (2)
- Cálculos de MTBF, MTTR e disponibilidade de equipamentosDocumento3 páginasCálculos de MTBF, MTTR e disponibilidade de equipamentosgiovany biava91% (11)
- Variação linguísticaDocumento4 páginasVariação linguísticaAline Almeida80% (5)
- Manutenção corretiva de máquinas em fábrica de calçadosDocumento9 páginasManutenção corretiva de máquinas em fábrica de calçadosDélcio BangaAinda não há avaliações
- Cálculos MTBF, MTTR e DisponibilidadeDocumento2 páginasCálculos MTBF, MTTR e Disponibilidadegiovany biava100% (5)
- 02-Exercícios MTBF MTTR e DisponibilidadeDocumento1 página02-Exercícios MTBF MTTR e Disponibilidadegiovany biava100% (1)
- Shadowrun Sombras em Foco Metropole PDFDocumento34 páginasShadowrun Sombras em Foco Metropole PDFLuiz CláudioAinda não há avaliações
- Check-list máquina pesadaDocumento2 páginasCheck-list máquina pesadaCrisciane AssisAinda não há avaliações
- Ficha de Inspeção Diaria EmpilhadeiraDocumento1 páginaFicha de Inspeção Diaria EmpilhadeirasstcopattiAinda não há avaliações
- m70 Centro de UsinagemDocumento141 páginasm70 Centro de UsinagemrafaelfeherAinda não há avaliações
- Controle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocNo EverandControle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocAinda não há avaliações
- A Caverna Na Neve A Jornada de Tenzin PalmoDocumento212 páginasA Caverna Na Neve A Jornada de Tenzin PalmoErica Arraes100% (3)
- Instrução - Bomba - Injetora - Injektron - 82 HP - V01Documento52 páginasInstrução - Bomba - Injetora - Injektron - 82 HP - V01ALEXANDRE SANTOS100% (1)
- Análise de Falhas em Equipamentos IndustriaisDocumento17 páginasAnálise de Falhas em Equipamentos IndustriaisCout ThiAinda não há avaliações
- Lavadora Consul 16kg guia completoDocumento70 páginasLavadora Consul 16kg guia completoHenrique CastelãoAinda não há avaliações
- Hinos Evangélicos para adoraçãoDocumento59 páginasHinos Evangélicos para adoraçãoshacquytto22100% (1)
- Check List para Veículos de CargaDocumento1 páginaCheck List para Veículos de CargaKátia Cilene AguiarAinda não há avaliações
- MEGGATON CENTRO DE USINAGEM MITSUBISHI M70 MANUALDocumento141 páginasMEGGATON CENTRO DE USINAGEM MITSUBISHI M70 MANUALTiago Gabriel Caetano100% (1)
- Manutenção: tipos, funções e importância para a produçãoDocumento27 páginasManutenção: tipos, funções e importância para a produçãogiovany biavaAinda não há avaliações
- Centro de Usinagem Comando Mitsubishi M700Documento141 páginasCentro de Usinagem Comando Mitsubishi M700tiagoAinda não há avaliações
- Operação R380LC-9SH CompletoDocumento212 páginasOperação R380LC-9SH CompletoDiego NogueiraAinda não há avaliações
- Lista de funcionários e mapa de riscos de fábrica de sorvetesDocumento18 páginasLista de funcionários e mapa de riscos de fábrica de sorvetesJonas Costa MouraAinda não há avaliações
- Dokumen - Tips - m70 Centro de UsinagemDocumento141 páginasDokumen - Tips - m70 Centro de UsinagemLucas VanassiAinda não há avaliações
- UDR 710 - Manual em PortDocumento208 páginasUDR 710 - Manual em PortVinicius FelipeAinda não há avaliações
- 04manu, Manutenção CorretivaDocumento9 páginas04manu, Manutenção CorretivaMario AmaralAinda não há avaliações
- Ficha inspeção diária empilhadeira garfo clampDocumento3 páginasFicha inspeção diária empilhadeira garfo clampLeandro FiauxAinda não há avaliações
- Manual Operação e Manutenção r210w-9sDocumento225 páginasManual Operação e Manutenção r210w-9sEduardo GodoyAinda não há avaliações
- Manutenção corretiva guiaDocumento9 páginasManutenção corretiva guiafernandopistoliniAinda não há avaliações
- Check-List GuindasteDocumento1 páginaCheck-List GuindastejulioAinda não há avaliações
- ITHAV024 - E Códigos de Defeito e Do Responsável para o Registro Da Sucata e RetrabalhoDocumento5 páginasITHAV024 - E Códigos de Defeito e Do Responsável para o Registro Da Sucata e RetrabalhoThiago PackowskiAinda não há avaliações
- Análise de falhas em turbosDocumento59 páginasAnálise de falhas em turbosLaynerAinda não há avaliações
- Instruções de serviço para máquina de lavar loiçaDocumento48 páginasInstruções de serviço para máquina de lavar loiçaVandire Do RosarioAinda não há avaliações
- Check List Diario de Equipamentos e Ferramentas - EscavadeiraDocumento2 páginasCheck List Diario de Equipamentos e Ferramentas - EscavadeiraJosiane MaiaAinda não há avaliações
- Check List Guindaste - Saint-GobainDocumento2 páginasCheck List Guindaste - Saint-GobainSandra SoutoAinda não há avaliações
- Manual de operação M70/700 SeriesDocumento134 páginasManual de operação M70/700 SeriesCaioAinda não há avaliações
- Check-List-Trator - 1Documento1 páginaCheck-List-Trator - 1Luiz SilvaAinda não há avaliações
- Catalogo Peças de Irrigação TigreDocumento71 páginasCatalogo Peças de Irrigação TigreBernardo AgnolettoAinda não há avaliações
- Ceramica Tecnologia CeramicaDocumento98 páginasCeramica Tecnologia Ceramicalpedroti2593Ainda não há avaliações
- Manual DJ68-00846L-02Documento50 páginasManual DJ68-00846L-02StellaAinda não há avaliações
- Moto NiveladoraDocumento1 páginaMoto NiveladoraLucas MottaAinda não há avaliações
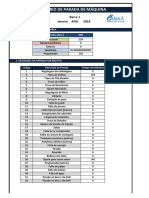
- Barra 1Documento160 páginasBarra 1jose gabrielAinda não há avaliações
- Checklist RetroDocumento1 páginaChecklist RetroRafael ChavesAinda não há avaliações
- Empreendimentos imobiliários Porto 2016Documento2 páginasEmpreendimentos imobiliários Porto 2016Rogério Torres TorresAinda não há avaliações
- Beta Manual-2020Documento95 páginasBeta Manual-2020FilipeAinda não há avaliações
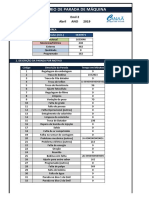
- Relatório de paradas da linha Emil 2 em abril de 2019Documento160 páginasRelatório de paradas da linha Emil 2 em abril de 2019jose gabrielAinda não há avaliações
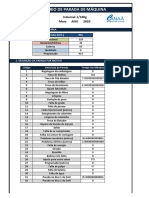
- Relatório de paradas Indumak 1/100gDocumento162 páginasRelatório de paradas Indumak 1/100gjose gabrielAinda não há avaliações
- Cro5.0 Rev00 0522Documento77 páginasCro5.0 Rev00 0522shenshiqiAinda não há avaliações
- CT Infraestrutura AguaDocumento84 páginasCT Infraestrutura AguaEverton Klinger Sousa SilvaAinda não há avaliações
- MEGGATON CENTRO DE USINAGEM MITSUBISHI M70 MANUALDocumento141 páginasMEGGATON CENTRO DE USINAGEM MITSUBISHI M70 MANUALThiago Henrique AmaralAinda não há avaliações
- Accelerating research with valve controlDocumento260 páginasAccelerating research with valve controlLuana MylenaAinda não há avaliações
- Check List Rolo CompactadorDocumento2 páginasCheck List Rolo CompactadorjadsonAinda não há avaliações
- PRO-004870 - 20 - Anexo 02 - Checklist de Equipamentos Móveis - Rev.20Documento47 páginasPRO-004870 - 20 - Anexo 02 - Checklist de Equipamentos Móveis - Rev.20Monclar SueiroAinda não há avaliações
- Secadora: Manual Do UsuárioDocumento60 páginasSecadora: Manual Do UsuárioAntonio Carlos Jr.Ainda não há avaliações
- Check List Caminhao Pipa (1) (1)Documento2 páginasCheck List Caminhao Pipa (1) (1)elo9izaAinda não há avaliações
- Fonte Mig Bambozzi Mini Mig 250 DF IiDocumento6 páginasFonte Mig Bambozzi Mini Mig 250 DF IiMauricio NevesAinda não há avaliações
- Check Lista - Guindauto - Guindaste Articulado VeicularDocumento2 páginasCheck Lista - Guindauto - Guindaste Articulado VeicularJoão Paulo Pereira MoratoAinda não há avaliações
- VOLVO PENTA TAD 1640 1641 1642 GE TAD 1641 1642 VE (241 270) .En - PTDocumento30 páginasVOLVO PENTA TAD 1640 1641 1642 GE TAD 1641 1642 VE (241 270) .En - PTjuarez5geronimosilvaAinda não há avaliações
- Manual de Oper e ManDocumento119 páginasManual de Oper e ManEveraldo SilvaAinda não há avaliações
- Manual de Instruções Char BroilerDocumento14 páginasManual de Instruções Char BroilerRafa PereiraAinda não há avaliações
- Treinamento Análise Quebra - Falha 2020Documento56 páginasTreinamento Análise Quebra - Falha 2020237042Ainda não há avaliações
- Análise de Quebra FalhaDocumento44 páginasAnálise de Quebra FalhaNazareno NobreAinda não há avaliações
- Manual CRO 4.0 - Rev. 05Documento69 páginasManual CRO 4.0 - Rev. 05shenshiqiAinda não há avaliações
- Manual Bomba HidraulicaDocumento40 páginasManual Bomba HidraulicaErlon Alex da Guia Silva Da GuiaAinda não há avaliações
- RELATÓRIO OBRA TROCA INDUTORESDocumento1 páginaRELATÓRIO OBRA TROCA INDUTORESeduardoAinda não há avaliações
- Instalador manual condensación muralDocumento76 páginasInstalador manual condensación muralJose Eduardo GalarzaAinda não há avaliações
- Form - Sgi.152 - Dialogo Diario de Qsms (Rev.03)Documento2 páginasForm - Sgi.152 - Dialogo Diario de Qsms (Rev.03)Nilma GoncalvesAinda não há avaliações
- 02-Indicadores de ManutençãoDocumento10 páginas02-Indicadores de Manutençãogiovany biavaAinda não há avaliações
- Sistema de Lógica, John Stuart Mill, Parte 1Documento673 páginasSistema de Lógica, John Stuart Mill, Parte 1Anonymous QPWsZkAinda não há avaliações
- Escala de Depressão PHQ9Documento1 páginaEscala de Depressão PHQ9LUIZ MARCOS MARQUES DOS ANJOSAinda não há avaliações
- Como Calcular CGDocumento3 páginasComo Calcular CGFranciele BorgesAinda não há avaliações
- História Antiga: civilizações clássicas greco-romanasDocumento2 páginasHistória Antiga: civilizações clássicas greco-romanasTvizzottoAinda não há avaliações
- Endereços Da Companhia BRDocumento14 páginasEndereços Da Companhia BRAfonso OliverAinda não há avaliações
- Lei 13331 2016 1Documento3 páginasLei 13331 2016 1IFPB DAPAinda não há avaliações
- TabelaFuroRasgoChaveDocumento1 páginaTabelaFuroRasgoChaveArtur Henrique BertagliaAinda não há avaliações
- NCM Classifica - Fiscal ABIROCHAS PDFDocumento7 páginasNCM Classifica - Fiscal ABIROCHAS PDFFernando Alves da SilvaAinda não há avaliações
- Recado aos cristãos sem igrejaDocumento8 páginasRecado aos cristãos sem igrejaEduNascimentoAinda não há avaliações
- O Papel Da Mulher Na SociedadeDocumento4 páginasO Papel Da Mulher Na SociedadeMims ChartiotAinda não há avaliações
- Análise combinatória de problemas de matemáticaDocumento8 páginasAnálise combinatória de problemas de matemáticaperfil desativadoAinda não há avaliações
- Análise de Capacidade de Carga de Estacas Hélice Contínua Na Região Metropolitana Do RecifeDocumento10 páginasAnálise de Capacidade de Carga de Estacas Hélice Contínua Na Região Metropolitana Do Recifeclaiton mesacasaAinda não há avaliações
- (SEDUC-GO) - (SEDUC-GO) .: Leia o Texto Abaixo e Responda. O PatoDocumento15 páginas(SEDUC-GO) - (SEDUC-GO) .: Leia o Texto Abaixo e Responda. O PatoKatia TeixeiraAinda não há avaliações
- 6º Ano História 6 SemanaDocumento4 páginas6º Ano História 6 SemanaZaria Gonçalves DA SilvaAinda não há avaliações
- APR - HO Betonpoxi - GHE Xls 1Documento18 páginasAPR - HO Betonpoxi - GHE Xls 1Watch Face FreeAinda não há avaliações
- Krishna, o Reservatorio de Prazer - (Notebook)Documento31 páginasKrishna, o Reservatorio de Prazer - (Notebook)Carol QueirozAinda não há avaliações
- 2 PlatãoDocumento8 páginas2 PlatãoManoel Cleber Sampaio SilvaAinda não há avaliações
- Proposta Comercial para Transitariolog-Segunda FeiraDocumento16 páginasProposta Comercial para Transitariolog-Segunda FeiraHangar 556Ainda não há avaliações
- Algoritmos e programação: introdução à lógica de programaçãoDocumento23 páginasAlgoritmos e programação: introdução à lógica de programaçãoDkanjoAinda não há avaliações
- Energia solar fotovoltaica no RJDocumento14 páginasEnergia solar fotovoltaica no RJAllan HakAinda não há avaliações
- Poucas São As Organizações Que Se Preocupam em Desenvolver As Pessoas para Assumirem Cargos de LiderançaDocumento14 páginasPoucas São As Organizações Que Se Preocupam em Desenvolver As Pessoas para Assumirem Cargos de LiderançaTania Maria Ferraz ContrimAinda não há avaliações
- Introdução TCC - INTERVENCAO DA FISIOTERAPIA RESP. EM POS CIRURGICO DE REVASC. DO MIOCARDIODocumento4 páginasIntrodução TCC - INTERVENCAO DA FISIOTERAPIA RESP. EM POS CIRURGICO DE REVASC. DO MIOCARDIOKelly SantanaAinda não há avaliações
- 8 - Segurança Publica Lei 13675 de 2018Documento6 páginas8 - Segurança Publica Lei 13675 de 2018RogerpcAinda não há avaliações
- Principais Considerações Sobre o Estatuto Da Criança e Do AdolescenteDocumento4 páginasPrincipais Considerações Sobre o Estatuto Da Criança e Do AdolescenteFábio BittencourtAinda não há avaliações
- Gestão da qualidade em organizações públicasDocumento3 páginasGestão da qualidade em organizações públicasGeovanna HollandaAinda não há avaliações