Você também pode gostar
- EIMAN505 SecadorDocumento67 páginasEIMAN505 SecadorGian Augusto PohlAinda não há avaliações
- Soldagem Elétrica de Trilho Por Caldeamento - 80-ES-035A-56-8005 Rev1Documento9 páginasSoldagem Elétrica de Trilho Por Caldeamento - 80-ES-035A-56-8005 Rev1Paulo VianaAinda não há avaliações
- Mea GRL 254 MC 002Documento92 páginasMea GRL 254 MC 002Jordana FurmanAinda não há avaliações
- Usiminas PDFDocumento13 páginasUsiminas PDFNorberto NetoAinda não há avaliações
- IAC4301Documento31 páginasIAC4301Felipe RachidAinda não há avaliações
- Esta Folha Índice Indica em Que Revisão Está Cada Folha Na Emissão CitadaDocumento4 páginasEsta Folha Índice Indica em Que Revisão Está Cada Folha Na Emissão CitadaBruno FerreiraAinda não há avaliações
- P0820717-5 Lista de Materiais SpdaDocumento3 páginasP0820717-5 Lista de Materiais SpdaDaniel SerafimAinda não há avaliações
- 924k Eixo DiferencialDocumento2 páginas924k Eixo DiferencialRonaldo Pereira CostaAinda não há avaliações
- AFS-INS-121-0005 0: Finalidade Das EmissõesDocumento7 páginasAFS-INS-121-0005 0: Finalidade Das EmissõesJúnior CapelaAinda não há avaliações
- Documento de DiegoDocumento15 páginasDocumento de DiegoDiegoCarvalhoAinda não há avaliações
- 1A4-56287-LM-21-04-Rev.00-CB INSTRUDocumento7 páginas1A4-56287-LM-21-04-Rev.00-CB INSTRUArnaldo RosaAinda não há avaliações
- IAC4301CONSOLIDADODocumento22 páginasIAC4301CONSOLIDADOWinsthon XavierAinda não há avaliações
- 1A4 56287 LM 21 001 Rev.00 SPDADocumento4 páginas1A4 56287 LM 21 001 Rev.00 SPDAArnaldo RosaAinda não há avaliações
- AFS-INS-121-0003 0: Finalidade Das EmissõesDocumento12 páginasAFS-INS-121-0003 0: Finalidade Das EmissõesJúnior CapelaAinda não há avaliações
- Folha de Especificação - Regularização Itens NR10 em BrancoDocumento9 páginasFolha de Especificação - Regularização Itens NR10 em BrancoHeitor ConstantinoAinda não há avaliações
- AFS-INS-121-0007 0: Finalidade Das EmissõesDocumento10 páginasAFS-INS-121-0007 0: Finalidade Das EmissõesJúnior CapelaAinda não há avaliações
- 17-001-01-FD-U-01 R0 - ManometrosDocumento14 páginas17-001-01-FD-U-01 R0 - ManometrosAlex Rogerio Silva CarvalhoAinda não há avaliações
- IAC3512Documento23 páginasIAC3512Marco Antonio CafféAinda não há avaliações
- RT 017 0016Documento5 páginasRT 017 0016Patrick BredqAinda não há avaliações
- Rte 03 0309 010Documento5 páginasRte 03 0309 010THIAGO ALEXANDRE ALVES DE LIMAAinda não há avaliações
- DF 131K 42 60680188 - Rev - 01Documento2 páginasDF 131K 42 60680188 - Rev - 01LeonardoAinda não há avaliações
- AFS-INS-121-0006 0: Finalidade Das EmissõesDocumento7 páginasAFS-INS-121-0006 0: Finalidade Das EmissõesJúnior CapelaAinda não há avaliações
- MD Sinfra Rta149 15 0001 - 0Documento30 páginasMD Sinfra Rta149 15 0001 - 0MauricioDinizAinda não há avaliações
- 1A4 56287 LM 21 003 Rev.00 CXMDocumento11 páginas1A4 56287 LM 21 003 Rev.00 CXMArnaldo RosaAinda não há avaliações
- 17-001-01-FD-U-05 R0 - Transmissores de Temperatura (Área 600)Documento6 páginas17-001-01-FD-U-05 R0 - Transmissores de Temperatura (Área 600)Alex Rogerio Silva CarvalhoAinda não há avaliações
- Armadura para Concreto Protendido - 80-ES-028A-11-8005 Rev1Documento10 páginasArmadura para Concreto Protendido - 80-ES-028A-11-8005 Rev1Jeremias Souza CruzAinda não há avaliações
- 03 MC If Go 8002.1 Memorial Calculo BaciaDocumento5 páginas03 MC If Go 8002.1 Memorial Calculo BaciaJuarez Silva FariasAinda não há avaliações
- AFS-INS-121-0004 0: Finalidade Das EmissõesDocumento8 páginasAFS-INS-121-0004 0: Finalidade Das EmissõesJúnior CapelaAinda não há avaliações
- PSB 3.mde 200422Documento25 páginasPSB 3.mde 200422macielAinda não há avaliações
- IS 10 - Execução de Teste de Aterramento - Rev. BDocumento3 páginasIS 10 - Execução de Teste de Aterramento - Rev. BMatheus PaivaAinda não há avaliações
- Especificação de Material de TubulaçõesDocumento38 páginasEspecificação de Material de TubulaçõesjonasAinda não há avaliações
- Configuração GenesisDocumento12 páginasConfiguração GenesisJacson JuniorAinda não há avaliações
- DF 131K 42 60680194 - Rev - 00Documento1 páginaDF 131K 42 60680194 - Rev - 00LeonardoAinda não há avaliações
- F-cw4-426!0!0109 Soprador (Aspirador Industrial)Documento2 páginasF-cw4-426!0!0109 Soprador (Aspirador Industrial)Renata SilvaAinda não há avaliações
- 17-001-01-FD-T-01 R0 Controle Área 200Documento2 páginas17-001-01-FD-T-01 R0 Controle Área 200Alex Rogerio Silva CarvalhoAinda não há avaliações
- 17-001-01-FD-T-01 R0 Área 100 ControleDocumento3 páginas17-001-01-FD-T-01 R0 Área 100 ControleAlex Rogerio Silva CarvalhoAinda não há avaliações
- ARTESP Instrução de Projeto OAEDocumento20 páginasARTESP Instrução de Projeto OAEJosé António Otto VicenteAinda não há avaliações
- AB - ENEL Teste de AncoragemDocumento1 páginaAB - ENEL Teste de AncoragemFábio Oller BuechlerAinda não há avaliações
- Rdo - Editável VersoDocumento1 páginaRdo - Editável VersoSebastião SabinoAinda não há avaliações
- Codificação de Documentos Técnicos Da VALEC - 80-IN-0000A-00-8000 Rev4 PDFDocumento17 páginasCodificação de Documentos Técnicos Da VALEC - 80-IN-0000A-00-8000 Rev4 PDFcesarbduarteAinda não há avaliações
- Memorial Descritivo Sistemas de MicrogeracaoDocumento25 páginasMemorial Descritivo Sistemas de Microgeracaofcmouraes1Ainda não há avaliações
- Manual de Procedimentos Elaborar Projetos de ObrasDocumento108 páginasManual de Procedimentos Elaborar Projetos de ObrasJackeline GamesAinda não há avaliações
- NXT200peças2011 Revisao2Documento18 páginasNXT200peças2011 Revisao2GRUPO GAIVOTAAinda não há avaliações
- Requisitos de Piloto de Acrobacia Aérea - Iac060Documento13 páginasRequisitos de Piloto de Acrobacia Aérea - Iac060Rafaelll DalpraAinda não há avaliações
- DF 131K 42 60680189 - Rev - 00Documento17 páginasDF 131K 42 60680189 - Rev - 00LeonardoAinda não há avaliações
- MT 07G E MT 07G MASTER Rev. 10.2019 16.10.2019Documento25 páginasMT 07G E MT 07G MASTER Rev. 10.2019 16.10.2019gabrielenrico96Ainda não há avaliações
- Concreto Projetado - 80-ES-028A-11-8006 Rev1Documento14 páginasConcreto Projetado - 80-ES-028A-11-8006 Rev1Jeremias Souza CruzAinda não há avaliações
- DF 131K 42 60680182 - Rev - 01Documento2 páginasDF 131K 42 60680182 - Rev - 01LeonardoAinda não há avaliações
- AB - Teste de Arrancamento de AncoragemDocumento1 páginaAB - Teste de Arrancamento de AncoragemFábio Oller BuechlerAinda não há avaliações
- IAC3134Documento12 páginasIAC3134Allan AndradeAinda não há avaliações
- IAC3140Documento24 páginasIAC3140api-26663839Ainda não há avaliações
- AT02 Planejamento de 5 Anos para Execução de Manutenção.Documento50 páginasAT02 Planejamento de 5 Anos para Execução de Manutenção.Tadeu HumbertoAinda não há avaliações
- Trabalho Do Grupo TimDocumento23 páginasTrabalho Do Grupo TimB1SP0 CLANSAinda não há avaliações
- 17-001-01-FD-T-03 R0 Manual Área 200Documento4 páginas17-001-01-FD-T-03 R0 Manual Área 200Alex Rogerio Silva CarvalhoAinda não há avaliações
- 17-001-01-FD-T-02 R0 Área 100 OnoffDocumento10 páginas17-001-01-FD-T-02 R0 Área 100 OnoffAlex Rogerio Silva CarvalhoAinda não há avaliações
- Instrumentação Especificação Básica para Projetos de InstrumentaçãoDocumento45 páginasInstrumentação Especificação Básica para Projetos de InstrumentaçãoO universo da Sophia GamerAinda não há avaliações
- 3402 E I 15750 Lista de MotoresDocumento12 páginas3402 E I 15750 Lista de MotoresAndrêssa CâmaraAinda não há avaliações
- Teste de Arrancamento Espera de AncoragemDocumento1 páginaTeste de Arrancamento Espera de AncoragemFábio Oller BuechlerAinda não há avaliações
- Bravo-Sofer2p Manual PTDocumento41 páginasBravo-Sofer2p Manual PTdevanir99Ainda não há avaliações
- Desenvolvendo Um Medidor De Vazão E Hidrômetro Com PicNo EverandDesenvolvendo Um Medidor De Vazão E Hidrômetro Com PicAinda não há avaliações
- Anexo RD 01 2019 022 2019 3508Documento1 páginaAnexo RD 01 2019 022 2019 3508Jordana FurmanAinda não há avaliações
- Projeto Executivo Ses Fraiburgo-ScDocumento70 páginasProjeto Executivo Ses Fraiburgo-ScJordana Furman100% (1)
- EIA Complexo Eólico Piauí - VolIDocumento72 páginasEIA Complexo Eólico Piauí - VolIJordana FurmanAinda não há avaliações
- Projeto Básico COMPLEXO EÓLICO VENTOS DE SÃO VICENTE - PiauiDocumento22 páginasProjeto Básico COMPLEXO EÓLICO VENTOS DE SÃO VICENTE - PiauiJordana FurmanAinda não há avaliações
- Anexo RD 01 2019 022 2019 3511 p.125Documento144 páginasAnexo RD 01 2019 022 2019 3511 p.125Jordana FurmanAinda não há avaliações
- Projeto Executivo Do Sistema de Esgotamento Sanitário - Navegantes-ScDocumento57 páginasProjeto Executivo Do Sistema de Esgotamento Sanitário - Navegantes-ScJordana FurmanAinda não há avaliações
- Orc Bacia FormateDocumento38 páginasOrc Bacia FormateJordana FurmanAinda não há avaliações
- Projetos Edital0318 17-07 1Documento139 páginasProjetos Edital0318 17-07 1Jordana FurmanAinda não há avaliações
- Anexo RD 01 2019 022 2019 3509Documento11 páginasAnexo RD 01 2019 022 2019 3509Jordana FurmanAinda não há avaliações
- De-Mg.00.sr B.am0-002 0 0Documento1 páginaDe-Mg.00.sr B.am0-002 0 0Jordana FurmanAinda não há avaliações
- Projetos Edital0318 17-07 0Documento188 páginasProjetos Edital0318 17-07 0Jordana FurmanAinda não há avaliações
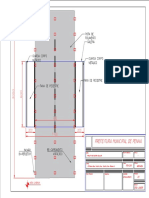
- Travessia TR6A - BDCC 2,0X2,0m Etapa 1 - Executada Nunes Contenção Tr6A - Etapa 2 - Licitar Caixa Entre EST. 0+360 A 0+400 Rua Projetada "B"Documento1 páginaTravessia TR6A - BDCC 2,0X2,0m Etapa 1 - Executada Nunes Contenção Tr6A - Etapa 2 - Licitar Caixa Entre EST. 0+360 A 0+400 Rua Projetada "B"Jordana FurmanAinda não há avaliações
- Projetos Edital0318!17!07 2Documento291 páginasProjetos Edital0318!17!07 2Jordana FurmanAinda não há avaliações
- Anexo 2-3 - MD-Suestações-CS-MG.00.SR - B.AM0-001 - 0 - 0Documento61 páginasAnexo 2-3 - MD-Suestações-CS-MG.00.SR - B.AM0-001 - 0 - 0Jordana FurmanAinda não há avaliações
- Anexo Xii Projetos P001Documento1 páginaAnexo Xii Projetos P001Jordana FurmanAinda não há avaliações
- ANEXO VIII Memorial de CalculoDocumento1 páginaANEXO VIII Memorial de CalculoJordana FurmanAinda não há avaliações
- PAC Drenagem Memorial Descritivo Rev 27 Julho 2018Documento35 páginasPAC Drenagem Memorial Descritivo Rev 27 Julho 2018Jordana FurmanAinda não há avaliações
- Anexo Xii Projetos P004Documento1 páginaAnexo Xii Projetos P004Jordana FurmanAinda não há avaliações
- Anexo Xii Projetos P005Documento1 páginaAnexo Xii Projetos P005Jordana FurmanAinda não há avaliações
- Anexo Xii Projetos P006Documento1 páginaAnexo Xii Projetos P006Jordana FurmanAinda não há avaliações
- Anexo Xii Projetos P003Documento1 páginaAnexo Xii Projetos P003Jordana FurmanAinda não há avaliações
- Canal-06 Revestimento MEMO CPOS - REV .02Documento23 páginasCanal-06 Revestimento MEMO CPOS - REV .02Jordana FurmanAinda não há avaliações
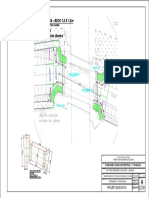
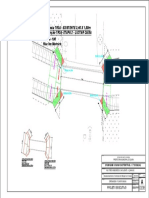
- Trecho TR2A - BDCC 1,5 X 1,5m EST. 0+040 Rua Marcelino GomesDocumento1 páginaTrecho TR2A - BDCC 1,5 X 1,5m EST. 0+040 Rua Marcelino GomesJordana FurmanAinda não há avaliações
- ANEXO VI Memorial DescritivoDocumento11 páginasANEXO VI Memorial DescritivoJordana FurmanAinda não há avaliações
- Anexo Xii Projetos P002Documento1 páginaAnexo Xii Projetos P002Jordana FurmanAinda não há avaliações
- Trecho TR9A - BDCC 2,0X2,0m Etapa 1 - Executada Nunes Contenção Tr9A - Etapa 2 - Licitar Caixa Entre EST. 0+560 e 0+620 Rua 10 de MarçoDocumento1 páginaTrecho TR9A - BDCC 2,0X2,0m Etapa 1 - Executada Nunes Contenção Tr9A - Etapa 2 - Licitar Caixa Entre EST. 0+560 e 0+620 Rua 10 de MarçoJordana FurmanAinda não há avaliações
- Trecho TR7A - BDCC 2,0X2,0m Etapa 2 - Licitar Caixa EST. 0+460 Rua Tanara Monteiro de OliveiraDocumento1 páginaTrecho TR7A - BDCC 2,0X2,0m Etapa 2 - Licitar Caixa EST. 0+460 Rua Tanara Monteiro de OliveiraJordana FurmanAinda não há avaliações
- Trecho TR17A - EXISTENTE 5,40 X 2,30m Contenção Tr17A - Etapa 2 - Licitar Caixa Entre EST. 1+340 e 1+380 Rua Maria Valvassori RaicikDocumento1 páginaTrecho TR17A - EXISTENTE 5,40 X 2,30m Contenção Tr17A - Etapa 2 - Licitar Caixa Entre EST. 1+340 e 1+380 Rua Maria Valvassori RaicikJordana FurmanAinda não há avaliações
- Trecho TR12B - BDCC 2,0X2,0m Executada Pmi: Gabiões H 2,00mDocumento1 páginaTrecho TR12B - BDCC 2,0X2,0m Executada Pmi: Gabiões H 2,00mJordana FurmanAinda não há avaliações
- Travessia TR3A - EXISTENTE 3,40 X 1,80m Contenção Tr3A-Etapa 2 - Licitar Caixa EST. 0+100 Rua Ivo MoreiraDocumento1 páginaTravessia TR3A - EXISTENTE 3,40 X 1,80m Contenção Tr3A-Etapa 2 - Licitar Caixa EST. 0+100 Rua Ivo MoreiraJordana FurmanAinda não há avaliações
- Aços para Construção Mecânica - FavoritDocumento1 páginaAços para Construção Mecânica - FavoritEdson FelixAinda não há avaliações
- Lista de Exercicios Da Engenharia ForjamentoDocumento3 páginasLista de Exercicios Da Engenharia ForjamentocarlosAinda não há avaliações
- Soldagem Subaquática JGF5Documento32 páginasSoldagem Subaquática JGF5joao guilhermeAinda não há avaliações
- Catalogo de MateriaisDocumento1.321 páginasCatalogo de MateriaisKarin Soldatelli BorsatoAinda não há avaliações
- FlexografiaDocumento32 páginasFlexografiaGardenio LagesAinda não há avaliações
- FT JdtaDocumento2 páginasFT JdtaAugusto.FilhoAinda não há avaliações
- PozolanasDocumento33 páginasPozolanasKimberley HollandAinda não há avaliações
- 02-Adesivos Vedantes Lubrificantes TintasDocumento9 páginas02-Adesivos Vedantes Lubrificantes TintasRivaCamila Cavalleri MoreiraAinda não há avaliações
- APLICAÇÃOHEMPADUR QUATTRO 17634 Portuguese - PTDocumento6 páginasAPLICAÇÃOHEMPADUR QUATTRO 17634 Portuguese - PTrafaelAinda não há avaliações
- Lista 3° TrimestreDocumento4 páginasLista 3° TrimestrepedrorafaeloruimAinda não há avaliações
- 34185Documento13 páginas34185Rosalvina MoreiraAinda não há avaliações
- Quend 700Documento2 páginasQuend 700Heber CostaAinda não há avaliações
- Princc3adpios de Paletizac3a7c3a3o e Cc3a1lculo de CubagemDocumento12 páginasPrincc3adpios de Paletizac3a7c3a3o e Cc3a1lculo de Cubagemjuuh.freiresAinda não há avaliações
- Poligrafo de Gravura em MetalDocumento7 páginasPoligrafo de Gravura em MetalDavid CecconAinda não há avaliações
- Ys250'08 (1s43) Fazer - Revisão03Documento69 páginasYs250'08 (1s43) Fazer - Revisão03Michell OliveiraAinda não há avaliações