Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Aula 02 Soldagem Oxi-GasDocumento14 páginasAula 02 Soldagem Oxi-GasJosinaldo RodriguesAinda não há avaliações
- Soldagem A GásDocumento54 páginasSoldagem A GásJoão Maria BezerraAinda não há avaliações
- Soldagem OxiacetilenicaDocumento27 páginasSoldagem Oxiacetilenicapaulofarina0% (1)
- Trabalho Oxicorte - Elem TextualDocumento13 páginasTrabalho Oxicorte - Elem TextualdanigordilhoAinda não há avaliações
- Aula 9 - Soldagem - Oxigas e Corte A QuenteDocumento20 páginasAula 9 - Soldagem - Oxigas e Corte A QuentejoaoAinda não há avaliações
- Soldagem A GásDocumento18 páginasSoldagem A GásSilvio EduardoAinda não há avaliações
- Apostila de MaçariqueiroDocumento15 páginasApostila de MaçariqueiroRafael AmorimAinda não há avaliações
- Soldagem Oxi-GásDocumento13 páginasSoldagem Oxi-GásDaniel Gaia100% (1)
- 02 - OxicorteDocumento64 páginas02 - Oxicortegionni_sc100% (1)
- Soldagem OxiacetilênicaDocumento29 páginasSoldagem OxiacetilênicaIvanovik Gouveia MarxAinda não há avaliações
- Apostila Processo OxicorteDocumento10 páginasApostila Processo Oxicorteeverson martins de oliveiraAinda não há avaliações
- Soldadura Á GásDocumento23 páginasSoldadura Á GásGelson TchiloiaAinda não há avaliações
- Trabalho OxigasDocumento88 páginasTrabalho Oxigasigorweb2388Ainda não há avaliações
- A Soldagem OxigásDocumento12 páginasA Soldagem Oxigásleonir costaAinda não há avaliações
- Soldagem Por Oxiacetileno - RelatórioDocumento13 páginasSoldagem Por Oxiacetileno - RelatórioJúlio A. Déborah F100% (3)
- Exercícios Soldagem A Gás - Dayana XavierDocumento3 páginasExercícios Soldagem A Gás - Dayana XavierDayana Xavier FariasAinda não há avaliações
- Brasagem PDFDocumento9 páginasBrasagem PDFLuiz VendasAinda não há avaliações
- Template PPT SENAIDocumento17 páginasTemplate PPT SENAIRobson AssisAinda não há avaliações
- Capítulo 2: Soldagem Por OxigásDocumento11 páginasCapítulo 2: Soldagem Por Oxigáslmlmla02Ainda não há avaliações
- 1° Relatório de SoldagemDocumento16 páginas1° Relatório de SoldagemleorsilvaAinda não há avaliações
- Soldagem TrabalhoDocumento22 páginasSoldagem TrabalhoRobson AssisAinda não há avaliações
- P1 Soldagem 1-2007 RespondidaDocumento2 páginasP1 Soldagem 1-2007 Respondidalmlmla02Ainda não há avaliações
- 1.0 Soldagem Oxigás Processo de Soldagem 2022Documento61 páginas1.0 Soldagem Oxigás Processo de Soldagem 2022qgq8mkgxkxAinda não há avaliações
- Apostilade Soldaaplicadana RefrigeracaoDocumento32 páginasApostilade Soldaaplicadana RefrigeracaoSergio Do NascimentoAinda não há avaliações
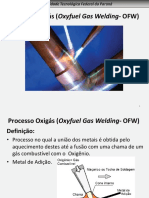
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Documento33 páginasProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisAinda não há avaliações
- E Book Solda OxiacetilenicaDocumento28 páginasE Book Solda OxiacetilenicaHugo SilvaAinda não há avaliações
- SOLDAGEM Por OxigasDocumento10 páginasSOLDAGEM Por OxigasDionatas NascimentoAinda não há avaliações
- 405 Soldadura OxigasDocumento22 páginas405 Soldadura OxigasVasco JardimAinda não há avaliações
- Soldagem Oxiacetilênica - Wikipédia, A Enciclopédia LivreDocumento4 páginasSoldagem Oxiacetilênica - Wikipédia, A Enciclopédia LivreMarcledison Rodrigues da silvaAinda não há avaliações
- Apresentação de Segurança para Trabalho A Quente Modulo de Atividades Com MaçaricoDocumento84 páginasApresentação de Segurança para Trabalho A Quente Modulo de Atividades Com Maçaricoigor teixeiraAinda não há avaliações
- ANAC CAP 6 SoldagemDocumento38 páginasANAC CAP 6 SoldagemBruno César LevitaAinda não há avaliações
- Uso Do GLP em Substituicao Ao Acetileno em Equipamentos de Oxicorte MecanizadoDocumento13 páginasUso Do GLP em Substituicao Ao Acetileno em Equipamentos de Oxicorte MecanizadoPolizeroAinda não há avaliações
- Apostila Corte Oxicorte PDFDocumento16 páginasApostila Corte Oxicorte PDFAllan BarencoAinda não há avaliações
- Documento Solda Oxiacetilênica e OxicorteDocumento5 páginasDocumento Solda Oxiacetilênica e OxicorteRamon MouraAinda não há avaliações
- Aula 19Documento33 páginasAula 19Bruno DantasAinda não há avaliações
- Apostila Soldagem Dos Metais (Unisanta)Documento108 páginasApostila Soldagem Dos Metais (Unisanta)Márcio FerreiraAinda não há avaliações
- 02 Classificação Oxi-Gás ThermitDocumento76 páginas02 Classificação Oxi-Gás ThermitDaiana GuimarãesAinda não há avaliações
- OxicorteDocumento3 páginasOxicorteJoão Pedro AlvesAinda não há avaliações
- PROCESSO DE OXIACETILENO (Rubao)Documento53 páginasPROCESSO DE OXIACETILENO (Rubao)fake jailsonAinda não há avaliações
- Como Projetar, Construir e Testar Motores de Foguete Líquidos Pequenos (Leroy J Krzycki)Documento51 páginasComo Projetar, Construir e Testar Motores de Foguete Líquidos Pequenos (Leroy J Krzycki)Nadson GomesAinda não há avaliações
- Aula 5 - PROCESSO OXIGASDocumento52 páginasAula 5 - PROCESSO OXIGASWeslleny SampaioAinda não há avaliações
- Metaliazacao de Valvulas em Ferro Fundido NodularDocumento15 páginasMetaliazacao de Valvulas em Ferro Fundido NodularGiovani LimaaAinda não há avaliações
- Aula 41corte PDFDocumento13 páginasAula 41corte PDFSaymon FelizAinda não há avaliações
- Solda OxiacetilenoDocumento32 páginasSolda OxiacetilenoDimas Candido FerreiraAinda não há avaliações
- Noções Básicas de Processos de Soldagem e CorteDocumento23 páginasNoções Básicas de Processos de Soldagem e CorteFrancisco RibeiroAinda não há avaliações
- Questionário de SoldagemDocumento7 páginasQuestionário de SoldagemManuel Nascimento100% (2)
- OXIACETILENICADocumento40 páginasOXIACETILENICAmarcelo souza pereiraAinda não há avaliações
- APOSTILA Solda MigDocumento39 páginasAPOSTILA Solda MigRodrigo Alves100% (1)
- 2 Soldagem Oxiacetilênica 101008Documento28 páginas2 Soldagem Oxiacetilênica 101008Lucas RaithsAinda não há avaliações
- OXICORTEDocumento6 páginasOXICORTEMarcelo Ferreira NevesAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Richard Wurmbrand - Torturado Por Amor A CristoDocumento84 páginasRichard Wurmbrand - Torturado Por Amor A CristoWalley Xavier RamalhoAinda não há avaliações
- Modelo Ano Novo ProjetoDocumento1 páginaModelo Ano Novo ProjetoIsabele FariaAinda não há avaliações
- Meu ProjetoDocumento1 páginaMeu ProjetoIsabele FariaAinda não há avaliações
- Oficina de Virtudes - Lisland PDFDocumento23 páginasOficina de Virtudes - Lisland PDFLeticia FerreiraAinda não há avaliações
- Meu ProjetoDocumento1 páginaMeu ProjetoIsabele FariaAinda não há avaliações
- 79proc, Comparação Dos Métodos de UsinagemDocumento7 páginas79proc, Comparação Dos Métodos de UsinagemLuiz AndréAinda não há avaliações
- Processo Fabric 80procDocumento4 páginasProcesso Fabric 80procProfissional SENAIAinda não há avaliações
- Ferramentas de CorteDocumento14 páginasFerramentas de CorteThiago CâmaraAinda não há avaliações
- Processo Fabric P4gabaDocumento7 páginasProcesso Fabric P4gabaProfissional SENAIAinda não há avaliações
- Gabarito Processo ProducaoDocumento4 páginasGabarito Processo ProducaoJoão MartinsAinda não há avaliações
- Roscamento ExternoDocumento10 páginasRoscamento ExternoAndré WalterAinda não há avaliações
- 14-PF-Soldagem Arco ElétricoDocumento20 páginas14-PF-Soldagem Arco ElétricoAlanderson Oliveira BatistaAinda não há avaliações
- 35-PF-Torneamento 2Documento10 páginas35-PF-Torneamento 2kikoliverAinda não há avaliações
- 12 PF SoldagemDocumento11 páginas12 PF SoldagemJoão Vitor LemeAinda não há avaliações
- 11-PF-Laminação Com AutomaçãoDocumento14 páginas11-PF-Laminação Com AutomaçãoFábio Ferreira DuarteAinda não há avaliações
- 02 PF FundiçãoDocumento13 páginas02 PF FundiçãoLeandro SoaresAinda não há avaliações
- 09 PF ForjamentoDocumento9 páginas09 PF ForjamentoVictor FernandesAinda não há avaliações
- 05 PF Molde PermanenteDocumento10 páginas05 PF Molde PermanenteLucas LobãoAinda não há avaliações
- 10 PF EstampagemDocumento14 páginas10 PF Estampagempablopinto290Ainda não há avaliações
- 06 PF AutomatizaçãoDocumento16 páginas06 PF AutomatizaçãoVera GomesAinda não há avaliações
- 08-PF ExtrusãoDocumento14 páginas08-PF ExtrusãoDIPLOCEREBRONAinda não há avaliações
- Processo de Fabricação - Vol, 01 - Cap. 03Documento15 páginasProcesso de Fabricação - Vol, 01 - Cap. 03WaydsonAinda não há avaliações
- Industrialização e Processo de FabricaçãoDocumento7 páginasIndustrialização e Processo de FabricaçãoDouglas Gomes100% (6)
- 01-PF-As Primeiras FerramentasDocumento8 páginas01-PF-As Primeiras FerramentasAndreza De Jesus SantosAinda não há avaliações
- Gabarito MecânicaDocumento7 páginasGabarito MecânicaMarceloRosaAinda não há avaliações
- 01 - Universo Da MecânicaDocumento7 páginas01 - Universo Da MecânicaMarceloRosaAinda não há avaliações
- Universo Da Mecânica Univ3cDocumento5 páginasUniverso Da Mecânica Univ3cProfissional SENAIAinda não há avaliações
- Universo Da Mecânica Univ4cDocumento6 páginasUniverso Da Mecânica Univ4cProfissional SENAIAinda não há avaliações
- Máquina SimplesDocumento11 páginasMáquina SimplesDouglas Gomes100% (18)
- Gás Natural VeicularDocumento2 páginasGás Natural VeicularRicharDany Nicole NicolasAinda não há avaliações
- Aula 3 Alcanos Perfil de Rotação EnergiaDocumento47 páginasAula 3 Alcanos Perfil de Rotação EnergiajujulibrasAinda não há avaliações
- Dssmaq - Benefícios Do GNV para o Meio AmbienteDocumento3 páginasDssmaq - Benefícios Do GNV para o Meio AmbienteMateus leaoAinda não há avaliações
- Fogão 76DIXDocumento32 páginasFogão 76DIXrdcjnssAinda não há avaliações
- Aquecedor A Gás Lorenzetti Lb750bpDocumento15 páginasAquecedor A Gás Lorenzetti Lb750bpluanespositoAinda não há avaliações
- Pde 2021Documento387 páginasPde 2021jg_jr2000Ainda não há avaliações
- Geologia Campos Dos GoytacazesDocumento8 páginasGeologia Campos Dos GoytacazesMurilo HansAinda não há avaliações
- A Situação de Indisponibilidade de Co2 No Mercado BrasileiroDocumento12 páginasA Situação de Indisponibilidade de Co2 No Mercado Brasileiropedrokramer3048Ainda não há avaliações
- ST Sebenta v.04Documento431 páginasST Sebenta v.04Eugenio Manuel100% (1)
- Ficha Tecnica - Extintor ABC 9kgDocumento4 páginasFicha Tecnica - Extintor ABC 9kgMais Segurança100% (1)
- N-2154 - Classificacao de Areas para Instalacoes Eletricas em Regioes de Perfuracao e ProducaoDocumento43 páginasN-2154 - Classificacao de Areas para Instalacoes Eletricas em Regioes de Perfuracao e Producao4shared2011100% (2)
- Fogão 5 Bocas EletroluxDocumento32 páginasFogão 5 Bocas EletroluxclaytonAinda não há avaliações
- Construcao Vaso SeparadorDocumento12 páginasConstrucao Vaso SeparadorKenny VinenteAinda não há avaliações
- Resolução - RDC Nº 307Documento18 páginasResolução - RDC Nº 307Fatima Fagundes100% (1)
- 0d8c9542cfb85905ba5e2094d384dc41Documento3 páginas0d8c9542cfb85905ba5e2094d384dc41Aviva LimaAinda não há avaliações
- Purificação Do Gás NaturalDocumento7 páginasPurificação Do Gás NaturalVictor GomesAinda não há avaliações
- 7º AnoDocumento3 páginas7º AnoMIDIA GUSMAO DE SOUZA ZAMPROGNOAinda não há avaliações
- Práticas Experimentais - 1 Bimestre - 8 Ano - CienciasDocumento37 páginasPráticas Experimentais - 1 Bimestre - 8 Ano - CienciasMarianna MarquesAinda não há avaliações
- 4 Etapa NoiteDocumento1 página4 Etapa NoiteMarcos WilsonAinda não há avaliações
- 04 - Planos e Projetos Co-LocalizadosDocumento27 páginas04 - Planos e Projetos Co-Localizadosamendes88Ainda não há avaliações
- Cogeração e TrigeraçãoDocumento36 páginasCogeração e TrigeraçãoFábioOliveiraAinda não há avaliações
- Infraestrutura Urbana - Unidade 1 - Aula 1 - Conceito e HistóricoDocumento0 páginaInfraestrutura Urbana - Unidade 1 - Aula 1 - Conceito e HistóricomarcelohbcAinda não há avaliações
- Energia Prep 230622 235658Documento10 páginasEnergia Prep 230622 235658GlauKillerAinda não há avaliações
- Manual de Operação e Manutenção Motor Série GTA28Documento311 páginasManual de Operação e Manutenção Motor Série GTA28ismaelAinda não há avaliações
- Cilindros Tanques GLPDocumento8 páginasCilindros Tanques GLPLuís Fernando VenturaAinda não há avaliações
- Energia GeotérmicaDocumento7 páginasEnergia Geotérmicajoelson Santana dos SantosAinda não há avaliações
- Areas Tematicas - Controle de Emissoes - Programa Proconve - 20 PDFDocumento11 páginasAreas Tematicas - Controle de Emissoes - Programa Proconve - 20 PDFEduardo ManfredoAinda não há avaliações
- Refino Do PetroleoDocumento37 páginasRefino Do PetroleoDonald CalistoAinda não há avaliações
- DOESP Exec 1 20032021 p5Documento1 páginaDOESP Exec 1 20032021 p5Ecivaldo MatosAinda não há avaliações
- INSTRUCAO - TECNICA - 29-2011 - Comercialização, Distribuição e Utilização de Gás Natural PDFDocumento4 páginasINSTRUCAO - TECNICA - 29-2011 - Comercialização, Distribuição e Utilização de Gás Natural PDFEmanuel CalvoAinda não há avaliações