Você também pode gostar
- Wirtgen FresadorasDocumento38 páginasWirtgen FresadorasLuciano Lopes Simões100% (1)
- Fresadora W1000L compactaDocumento5 páginasFresadora W1000L compactaBruno MasieroAinda não há avaliações
- Rolo tandem HD 12 VV com cilindros vibratóriosDocumento2 páginasRolo tandem HD 12 VV com cilindros vibratóriosShaid CarimoAinda não há avaliações
- Usina Asfalto Magnum120Documento12 páginasUsina Asfalto Magnum120Fer RomaAinda não há avaliações
- Vogele Manual PavimentaçãoDocumento63 páginasVogele Manual PavimentaçãopedroAinda não há avaliações
- PaM Catlogo 2015 PT PDFDocumento464 páginasPaM Catlogo 2015 PT PDFRaissa100% (2)
- Ce 08Documento46 páginasCe 08Fernando50% (2)
- Especificações técnicas Vibroacabadoras BOMAG VDA 400 MAX e VDA 700 MAXDocumento4 páginasEspecificações técnicas Vibroacabadoras BOMAG VDA 400 MAX e VDA 700 MAXLUIZ FELIPEAinda não há avaliações
- Transporte Linha BrancaDocumento37 páginasTransporte Linha Brancafred100% (1)
- Usinas Gravimétricas Ciber: tecnologia de ponta para produção de asfaltoDocumento12 páginasUsinas Gravimétricas Ciber: tecnologia de ponta para produção de asfaltoPaula NejaimAinda não há avaliações
- Mini escavadeira CX36BDocumento4 páginasMini escavadeira CX36BMarcus Venicius100% (1)
- Catalogo WertgenDocumento574 páginasCatalogo WertgenAnderson Salzano0% (1)
- VDA 400: máquina versátil e compacta para obras urbanas e rodoviáriasDocumento8 páginasVDA 400: máquina versátil e compacta para obras urbanas e rodoviáriasFabio SureckAinda não há avaliações
- Planta de Asfalto Marini Magnum 140 Por31072015Documento12 páginasPlanta de Asfalto Marini Magnum 140 Por31072015Alvaro Jhoel Quinteros RAinda não há avaliações
- PC350LC-7: Potência e Produtividade em Escavadeira HidráulicaDocumento16 páginasPC350LC-7: Potência e Produtividade em Escavadeira HidráulicaCarlos Alberto BaptistaAinda não há avaliações
- Manual TartarugaDocumento27 páginasManual TartarugaJunior100% (1)
- Catalogo KMATSUDocumento16 páginasCatalogo KMATSUAngela SouzaAinda não há avaliações
- EsqEletr Padrao Usinas de AsfaltoDocumento12 páginasEsqEletr Padrao Usinas de AsfaltoEmerson Roberto Barbosa da CostaAinda não há avaliações
- 966 HDocumento28 páginas966 HWashington MoraisAinda não há avaliações
- Instalaciones Electricas 71546 - 000Documento21 páginasInstalaciones Electricas 71546 - 000jonathan valderramaAinda não há avaliações
- Bomag - Manual de Operação e RegulagemDocumento26 páginasBomag - Manual de Operação e RegulagemMauricio FelixAinda não há avaliações
- Catalogo BMC Britador MandibulaDocumento5 páginasCatalogo BMC Britador Mandibulatiago.trad6924Ainda não há avaliações
- CatalogoDocumento24 páginasCatalogoFlammarion JúniorAinda não há avaliações
- Eh E215lcDocumento20 páginasEh E215lcCopemaq CopemaqAinda não há avaliações
- Zuc OlloDocumento44 páginasZuc OlloWagner AmparoAinda não há avaliações
- Manipulador Telescópicos 530-70Documento20 páginasManipulador Telescópicos 530-70SEMAGRI CACOAL100% (1)
- Manual de Equipamento de TerraplenagemDocumento24 páginasManual de Equipamento de TerraplenagemDiegles SimõesAinda não há avaliações
- Esquema Hidráulico HR 260Documento1 páginaEsquema Hidráulico HR 260Gabriel AmorimAinda não há avaliações
- 0004 MO Inovas-Usina CibiDocumento596 páginas0004 MO Inovas-Usina CibiJosé Ferreira VerasAinda não há avaliações
- Atlas Copco Portugal Cilindro Compactador para Solos Catalogo Cilindros Compactadores Dynapac 604298Documento16 páginasAtlas Copco Portugal Cilindro Compactador para Solos Catalogo Cilindros Compactadores Dynapac 604298JosueNorris100% (2)
- Vibro Acabadora VDA 400/421Documento8 páginasVibro Acabadora VDA 400/421AMAPAMIX SERVIÇOSAinda não há avaliações
- Ec240 ManualDocumento226 páginasEc240 Manualrui100% (1)
- V sd105dx F Rops 38b1004565 2008 09Documento4 páginasV sd105dx F Rops 38b1004565 2008 09Daniel MechetteAinda não há avaliações
- Guia RapidoDocumento21 páginasGuia RapidoJorgeCantaoAinda não há avaliações
- Manual Manutenção WIRTGENDocumento27 páginasManual Manutenção WIRTGENPedro MatheusAinda não há avaliações
- Manual de Operador (ViO17 - 20-3 - 25-3 - 30-3 - 35-3 - 50U - 57U)Documento150 páginasManual de Operador (ViO17 - 20-3 - 25-3 - 30-3 - 35-3 - 50U - 57U)filipa.sousaAinda não há avaliações
- Mom Ap26-30Documento97 páginasMom Ap26-30lean feernandesAinda não há avaliações
- Aferição caminhões asfaltoDocumento26 páginasAferição caminhões asfaltoFabiano Secchi100% (1)
- O157948v89 SUPER 18003 BR 2961008 MPW 0321Documento23 páginasO157948v89 SUPER 18003 BR 2961008 MPW 0321Paulo RobertoAinda não há avaliações
- Manual - Compactador de PlacaDocumento32 páginasManual - Compactador de Placamauro_castroAinda não há avaliações
- Catalogo 101014 Procalda PDFDocumento5 páginasCatalogo 101014 Procalda PDFAlexsandro Alexandre BezerraAinda não há avaliações
- Manual de Manutenção - PLANO LUBRIFICAÇÃO GROVE RT 765Documento2 páginasManual de Manutenção - PLANO LUBRIFICAÇÃO GROVE RT 765EdilsonAinda não há avaliações
- 323DL CatDocumento20 páginas323DL CatRodrigo Fiscina AlmeidaAinda não há avaliações
- Familiarização com componentes e sistemas de escavadeirasDocumento21 páginasFamiliarização com componentes e sistemas de escavadeirasFernando Vinicius Lima Vieira100% (1)
- UHR-1200e-12m (Frota 292)Documento92 páginasUHR-1200e-12m (Frota 292)Usina de estreito Usina de estreitoAinda não há avaliações
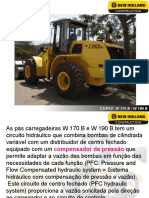
- Circuito hidráulico da escavadeira W 170 B e W 190 BDocumento28 páginasCircuito hidráulico da escavadeira W 170 B e W 190 BOscar ItzolAinda não há avaliações
- Liebherr LHM Guindastes Moveis Portuarios PT Mail PDFDocumento36 páginasLiebherr LHM Guindastes Moveis Portuarios PT Mail PDFjack.correia0% (1)
- CP132 ManutencaoDocumento27 páginasCP132 ManutencaoJulio César Sousa100% (1)
- Cilindro compressor com pneumáticos GRW 18Documento2 páginasCilindro compressor com pneumáticos GRW 18AlexandreAinda não há avaliações
- C02 Manual ManutencaoDocumento118 páginasC02 Manual Manutencaoemiro alejandroAinda não há avaliações
- Catalogo SY500H One-Sheet 2021Documento2 páginasCatalogo SY500H One-Sheet 2021Daniel F BarrosAinda não há avaliações
- 10a - Manutenção CC222 - 232 - 322pt PDFDocumento33 páginas10a - Manutenção CC222 - 232 - 322pt PDFMariê Ferreira JúniorAinda não há avaliações
- Rolos de rodas de borracha HP 180i EU Stage VDocumento2 páginasRolos de rodas de borracha HP 180i EU Stage VDavid NogueiraAinda não há avaliações
- Implementos agrícolas e suas funçõesDocumento38 páginasImplementos agrícolas e suas funçõesneloreor_774012085Ainda não há avaliações
- Compactador Hamm 3411Documento9 páginasCompactador Hamm 3411Gleidson AnterioAinda não há avaliações
- Equipamentos de TerraplanagemDocumento21 páginasEquipamentos de TerraplanagemThiago DrkAinda não há avaliações
- 01 Construcao de Rodovias e Principios de Compactacao e TerraplenagemDocumento84 páginas01 Construcao de Rodovias e Principios de Compactacao e TerraplenagemAna Claudia DlugokenckiAinda não há avaliações
- Prospecto Dynapac CA150 ADocumento1 páginaProspecto Dynapac CA150 AFelipeSafarAinda não há avaliações
- 2 - Fresamento de Cantos A 90 GrausDocumento21 páginas2 - Fresamento de Cantos A 90 GrausJunior GuedesAinda não há avaliações
- 17 - Longos Balanços - ConsideraçõesDocumento12 páginas17 - Longos Balanços - ConsideraçõesJunior GuedesAinda não há avaliações
- Teste Vocacional 02Documento2 páginasTeste Vocacional 02Dimas MagnoAinda não há avaliações
- Estágio na Educação InfantilDocumento5 páginasEstágio na Educação InfantilFERNANDA COSTAAinda não há avaliações
- Corporalidade Musical Na Música PopularDocumento14 páginasCorporalidade Musical Na Música PopularHBT AllenAinda não há avaliações
- Módulo 11 - Descubra o Poder Do FeedbackDocumento87 páginasMódulo 11 - Descubra o Poder Do FeedbackFrank VitaliAinda não há avaliações
- Orações subordinadas: compreendendo substantivas, subjetivas e predicativasDocumento12 páginasOrações subordinadas: compreendendo substantivas, subjetivas e predicativasConselho tutelar tabiraAinda não há avaliações
- Dinamica - O Helicoptero (Liderança, Resolução de Problemas e Tomada de Decisão)Documento1 páginaDinamica - O Helicoptero (Liderança, Resolução de Problemas e Tomada de Decisão)Aline Reis100% (2)
- Manual Do Usuário - EST - Inversores Trifásicos - 20k - 25k - 30kDocumento25 páginasManual Do Usuário - EST - Inversores Trifásicos - 20k - 25k - 30kGiovani Couto PadilhaAinda não há avaliações
- EBF MOB Roteiros para As LiçõesDocumento17 páginasEBF MOB Roteiros para As LiçõesGabryelle MayaraAinda não há avaliações
- Planejamento em Saúde: Breve Contexto Histórico e ConceituaçãoDocumento26 páginasPlanejamento em Saúde: Breve Contexto Histórico e ConceituaçãoJose JairAinda não há avaliações
- Aplicação de Lógica Fuzzy em Guerra EletrônicaDocumento5 páginasAplicação de Lógica Fuzzy em Guerra EletrônicaMaria MachadoAinda não há avaliações
- ATA - Escala de AutismoDocumento7 páginasATA - Escala de AutismoJuliana Diniz Uchoa100% (2)
- A Parrésia em Luciano PDFDocumento17 páginasA Parrésia em Luciano PDFSandro CruzAinda não há avaliações
- 1° Módulo Do Material de Apoio de Ciência Política e Direito Constitucional - I SemestreDocumento38 páginas1° Módulo Do Material de Apoio de Ciência Política e Direito Constitucional - I SemestrePedro PimentelAinda não há avaliações
- Sistema para Livraria ResolveDocumento2 páginasSistema para Livraria ResolveNatália LavraAinda não há avaliações
- EconomicsDocumento17 páginasEconomicsGersonzandamelaAinda não há avaliações
- W. Somerset Maughan - O Véu PintadoDocumento222 páginasW. Somerset Maughan - O Véu PintadoNey Alencar100% (1)
- Leis Fundamentais de Reações QuímicasDocumento6 páginasLeis Fundamentais de Reações QuímicasNicolas Diderot Fontenele BeanAinda não há avaliações
- Princípios Dos Preparos em Prótese Parcial FixaDocumento21 páginasPrincípios Dos Preparos em Prótese Parcial FixaThamires FrançaAinda não há avaliações
- Frigelar - Orçamento 30642191-1Documento3 páginasFrigelar - Orçamento 30642191-1joserosineiassisdasilvaAinda não há avaliações
- Radiação Térmica - Fundamentos Da Transferência de CalorDocumento35 páginasRadiação Térmica - Fundamentos Da Transferência de CalorOsvaldo Damazio NetoAinda não há avaliações
- Aula - Cultura Do Milho (Cont.)Documento32 páginasAula - Cultura Do Milho (Cont.)Ricardo SaydAinda não há avaliações
- GRH - A Transformação Digital Na GRHDocumento22 páginasGRH - A Transformação Digital Na GRHÂngela FraguitoAinda não há avaliações
- Proteção em máquinas e equipamentosDocumento47 páginasProteção em máquinas e equipamentosDiico MarcondesAinda não há avaliações
- Gestão memória processosDocumento23 páginasGestão memória processosAlberto Filomeno CiprianoAinda não há avaliações
- Família e território de parentesco em Unidade de ConservaçãoDocumento130 páginasFamília e território de parentesco em Unidade de ConservaçãoPietro de QueirozAinda não há avaliações
- Propriedades minerais na Sesmaria da Câmara Municipal de Ouro PretoDocumento12 páginasPropriedades minerais na Sesmaria da Câmara Municipal de Ouro PretoGABRIEL LUZ DE OLIVEIRAAinda não há avaliações
- Niquice - Testes de HipoteseDocumento14 páginasNiquice - Testes de Hipoteseluis cassimooAinda não há avaliações
- Organic - Química Orgânica II - 2005 - Constantino PDFDocumento558 páginasOrganic - Química Orgânica II - 2005 - Constantino PDFÉrik Eduardo Pereira de OliveiraAinda não há avaliações
- 4 Citações Do Mestre Zen Bow Awa Kenzo Que o Ajudarão em Sua Busca Pela IluminaçãoDocumento10 páginas4 Citações Do Mestre Zen Bow Awa Kenzo Que o Ajudarão em Sua Busca Pela IluminaçãoAlexandre MacielAinda não há avaliações
- 3 Conversores CA CCDocumento49 páginas3 Conversores CA CCAndréSeabraAinda não há avaliações
- Pump Wisdom: Problem Solving for Operators and SpecialistsNo EverandPump Wisdom: Problem Solving for Operators and SpecialistsAinda não há avaliações
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersAinda não há avaliações
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationNo EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationNota: 4 de 5 estrelas4/5 (18)
- Physical and Chemical Equilibrium for Chemical EngineersNo EverandPhysical and Chemical Equilibrium for Chemical EngineersNota: 5 de 5 estrelas5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- New Hemi Engines 2003 to Present: How to Build Max PerformanceNo EverandNew Hemi Engines 2003 to Present: How to Build Max PerformanceAinda não há avaliações
- Dynamometer: Theory and Application to Engine TestingNo EverandDynamometer: Theory and Application to Engine TestingAinda não há avaliações
- Understanding Process Equipment for Operators and EngineersNo EverandUnderstanding Process Equipment for Operators and EngineersNota: 4.5 de 5 estrelas4.5/5 (3)
- Metallurgical Failure Analysis: Techniques and Case StudiesNo EverandMetallurgical Failure Analysis: Techniques and Case StudiesNota: 3 de 5 estrelas3/5 (1)
- Quantum Mechanics 3: Wavefunctions, Superposition, & Virtual ParticlesNo EverandQuantum Mechanics 3: Wavefunctions, Superposition, & Virtual ParticlesAinda não há avaliações
- 507 Mechanical Movements: Mechanisms and DevicesNo Everand507 Mechanical Movements: Mechanisms and DevicesNota: 4 de 5 estrelas4/5 (28)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersNo EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersNota: 3.5 de 5 estrelas3.5/5 (19)
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesNo EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesNota: 5 de 5 estrelas5/5 (3)