Você também pode gostar
- APOSTILA DE Ultrassom WOBBENDocumento34 páginasAPOSTILA DE Ultrassom WOBBENLucas PimentelAinda não há avaliações
- Projeto Queimador GLP Forno CadinhoDocumento62 páginasProjeto Queimador GLP Forno CadinhoAnonymous QY7Iu8fB100% (2)
- MetaisDocumento58 páginasMetaisJíllions FoundationAinda não há avaliações
- Sondagem Na Prospecção MineralDocumento57 páginasSondagem Na Prospecção MineralCésar F. C. Filgueiras100% (1)
- Pop - Trabalho em Altura - Consorcio CST - Lote 2 2 4Documento8 páginasPop - Trabalho em Altura - Consorcio CST - Lote 2 2 4Marcio Branco100% (2)
- Ligações QuímicasDocumento27 páginasLigações QuímicasBruno LeiteAinda não há avaliações
- Apostila de Peneiras - Curso BásicoDocumento65 páginasApostila de Peneiras - Curso BásicoMarcos Carvalho100% (3)
- Plano de Ancoragem CPX 04042021Documento2 páginasPlano de Ancoragem CPX 04042021Sidney Monti100% (1)
- APR NR 35 Andaimes SuspensoDocumento7 páginasAPR NR 35 Andaimes SuspensoRafaeellea GuimaraesAinda não há avaliações
- Treinamento Com Serra-PolicorteDocumento56 páginasTreinamento Com Serra-Policortefrancisca elysse elayny lima queirozAinda não há avaliações
- Torno Mecânico Paralelo Universal-NardiniDocumento6 páginasTorno Mecânico Paralelo Universal-Nardinipellejero33% (3)
- 5394 1498 2992 Instrumentais em PeriodontiaDocumento59 páginas5394 1498 2992 Instrumentais em PeriodontiaAlana Copatti100% (5)
- Protendido - Catalogo - Sistema Freyssinet para Protensão e EstaisDocumento23 páginasProtendido - Catalogo - Sistema Freyssinet para Protensão e EstaislucianomsgAinda não há avaliações
- Manual de Soldagem de AluminioDocumento26 páginasManual de Soldagem de AluminioFrancisco RochaAinda não há avaliações
- Apostila de Ferro Fundido - Sociesc PDFDocumento410 páginasApostila de Ferro Fundido - Sociesc PDFMarcelo MedeirosAinda não há avaliações
- E Book Metalizacao AluSoldaDocumento37 páginasE Book Metalizacao AluSoldaJaqueline GontijoAinda não há avaliações
- Apresentação - Elementos de Transmissão 1 - PÓS-GRADUAÇÃO SENAI de Chapecó.Documento70 páginasApresentação - Elementos de Transmissão 1 - PÓS-GRADUAÇÃO SENAI de Chapecó.flavio100% (1)
- 97) Prova de Carga em Linha de Vida - Lan - Fundação e Obras GeotecnicasDocumento51 páginas97) Prova de Carga em Linha de Vida - Lan - Fundação e Obras GeotecnicasSonaly Lima100% (1)
- Aula - 7 - MC Proteção A CorrosãoDocumento102 páginasAula - 7 - MC Proteção A CorrosãoFrenzy Brito100% (1)
- NR 18 - Aplicacao de Rebocos e EstuquesDocumento2 páginasNR 18 - Aplicacao de Rebocos e EstuquesCPSSTAinda não há avaliações
- Ur3, Rel (20613-1-2)Documento49 páginasUr3, Rel (20613-1-2)Marcelo SilvaAinda não há avaliações
- LaminaçãoDocumento15 páginasLaminaçãoTalita RuizAinda não há avaliações
- Aço - Memorial de CálculoDocumento86 páginasAço - Memorial de CálculoBetynha AragãoAinda não há avaliações
- Exaustor Insuflador PortatilDocumento4 páginasExaustor Insuflador PortatilFrancisco TarcioAinda não há avaliações
- Catalogo Equipamentos LaboratórioDocumento156 páginasCatalogo Equipamentos LaboratórioBruno De Lara SerraAinda não há avaliações
- BC - Resgate em AlturaDocumento86 páginasBC - Resgate em Alturaalessandro.dantas1401Ainda não há avaliações
- Questionário de Fundamentos de UsinagemDocumento5 páginasQuestionário de Fundamentos de Usinagemteku33Ainda não há avaliações
- 02.posto de Trabalho .Homem Máquina ErgonomiaDocumento102 páginas02.posto de Trabalho .Homem Máquina ErgonomiaTyla RicciAinda não há avaliações
- Catálogo - Rolamentos Morse 31.05.23Documento131 páginasCatálogo - Rolamentos Morse 31.05.23Anderson MatosAinda não há avaliações
- Providências para Execução de Estacas HCMDocumento3 páginasProvidências para Execução de Estacas HCMJhonatan MesquitaAinda não há avaliações
- Catálogo - Aplicador Inseticida 600 Litros 3 Edição 2019Documento29 páginasCatálogo - Aplicador Inseticida 600 Litros 3 Edição 2019ib logisticaAinda não há avaliações
- Modelo de Laudo de AterramentopdfDocumento16 páginasModelo de Laudo de AterramentopdfPEDRO EDUARDO OLIVEIRAAinda não há avaliações
- Sinapi Agosto 2014Documento289 páginasSinapi Agosto 2014orcamento1Ainda não há avaliações
- Filtro Carotida ScitechDocumento41 páginasFiltro Carotida ScitechClaudio GotoAinda não há avaliações
- Relatório Técnico Sistema de Ancoragem CongerDocumento27 páginasRelatório Técnico Sistema de Ancoragem CongerRubens MoraisAinda não há avaliações
- Avarias e Desgaste - LCMDocumento60 páginasAvarias e Desgaste - LCMYasmin SouzaAinda não há avaliações
- Apresentação1 - CópiaDocumento115 páginasApresentação1 - CópiaAnibalAinda não há avaliações
- Plano de Resgate V3 RevDocumento9 páginasPlano de Resgate V3 RevLuan AraújoAinda não há avaliações
- Tese 012 Luiz Mauricio Valente Tigrinho PDFDocumento129 páginasTese 012 Luiz Mauricio Valente Tigrinho PDFgaborinAinda não há avaliações
- Seminário Interdiciplinar 7Documento4 páginasSeminário Interdiciplinar 7Gustavo HenriqueAinda não há avaliações
- JTCI2022 BlcIntegEstrut ROCarneval MatSens&CarctMatDocumento35 páginasJTCI2022 BlcIntegEstrut ROCarneval MatSens&CarctMatRicardo de Oliveira CarnevalAinda não há avaliações
- 200.010.016 - Procedimento Cor Do MêsDocumento4 páginas200.010.016 - Procedimento Cor Do MêsosmarAinda não há avaliações
- Relatório de Conformidade - Máquina de Ensaio e Retífica - São SimãoDocumento14 páginasRelatório de Conformidade - Máquina de Ensaio e Retífica - São Simãoprimatec primatecAinda não há avaliações
- Treinamento Com Serra-PolicorteDocumento56 páginasTreinamento Com Serra-PolicorteAlan dos SantosAinda não há avaliações
- Estudo de Caso - MatsumotoDocumento13 páginasEstudo de Caso - MatsumotoLeo GonçalvesAinda não há avaliações
- NR 18 - Aplicacao - de - CeramicosDocumento2 páginasNR 18 - Aplicacao - de - CeramicosCPSSTAinda não há avaliações
- Influência Do Ângulo de Pressão PDFDocumento126 páginasInfluência Do Ângulo de Pressão PDFOrlando ReisAinda não há avaliações
- Parecer Tecnico Protecao para Serra Konstrumack 1Documento8 páginasParecer Tecnico Protecao para Serra Konstrumack 1Lilia BerchiolAinda não há avaliações
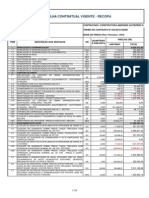
- Planilha Orà Amentã¡ria Arena Da Amazà Nia - Apà S Termo Aditivo 03 - R$ 541 MMDocumento170 páginasPlanilha Orà Amentã¡ria Arena Da Amazà Nia - Apà S Termo Aditivo 03 - R$ 541 MMDinesh KumarAinda não há avaliações
- Apresentacao DR PromaqDocumento41 páginasApresentacao DR PromaqWillian CastroAinda não há avaliações
- Catalogo Correntes Protecao PneusDocumento16 páginasCatalogo Correntes Protecao PneusLeonardo TatagibaAinda não há avaliações
- Termo de ReferênciaDocumento35 páginasTermo de ReferênciaRafael SantosAinda não há avaliações
- Apresentação Frymsa Dez-14Documento75 páginasApresentação Frymsa Dez-14aespinosa_rAinda não há avaliações
- Análise Da Qualidade Superficial No Fresamento em Raio Com TCCDocumento87 páginasAnálise Da Qualidade Superficial No Fresamento em Raio Com TCCNipo Produção TextualAinda não há avaliações
- Treniamento Armadores 2022Documento24 páginasTreniamento Armadores 2022jvladirAinda não há avaliações
- Engenalmarist 05-04Documento42 páginasEngenalmarist 05-04PamellaAinda não há avaliações
- MC LVH FSFX 4Documento35 páginasMC LVH FSFX 4val50Ainda não há avaliações
- Trabalho Análise de Risco - Victor - Prof. MonyaDocumento9 páginasTrabalho Análise de Risco - Victor - Prof. MonyaengcvsgvictorAinda não há avaliações
- Talha Eletrica de Corrente ERMDocumento15 páginasTalha Eletrica de Corrente ERMthuttygrudeAinda não há avaliações
- ProceraDocumento61 páginasProceraLuis Humberto BorgesAinda não há avaliações
- MC LVH FSFX 26Documento19 páginasMC LVH FSFX 26val50Ainda não há avaliações
- Medicina Legal Blocos 5a8Documento37 páginasMedicina Legal Blocos 5a8Cris FernandesAinda não há avaliações
- DIRETRIZES PARA ESPECIFICAÇÕES TÉCNICAS DE PROJETO - SPP - DEG - HUCFF - Docx - Documentos GoogleDocumento23 páginasDIRETRIZES PARA ESPECIFICAÇÕES TÉCNICAS DE PROJETO - SPP - DEG - HUCFF - Docx - Documentos GoogleMatheus CezarAinda não há avaliações
- Projeto Integrador - Máquina AtualDocumento10 páginasProjeto Integrador - Máquina AtualSheyla MariaAinda não há avaliações
- Implementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesNo EverandImplementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesAinda não há avaliações
- Corrosão GalvanicaDocumento14 páginasCorrosão GalvanicaNathan CoflerAinda não há avaliações
- Aula 05Documento14 páginasAula 05claraAinda não há avaliações
- Artigo UFOPDocumento6 páginasArtigo UFOPVitor Godoy0% (1)
- Aula 06 - Fornos de FundiçãoDocumento46 páginasAula 06 - Fornos de FundiçãoFlávia Patrocínio Simões20% (5)
- Metalografia de Ligas de NiDocumento55 páginasMetalografia de Ligas de NiWerner Arêdes MatosAinda não há avaliações
- Caiu No ENEM - Semana 01 - Como Os Assuntos Apareceram Na Prova PDFDocumento6 páginasCaiu No ENEM - Semana 01 - Como Os Assuntos Apareceram Na Prova PDFDenys JalesAinda não há avaliações
- 1 - EMENTA - Engenharia MecânicaDocumento30 páginas1 - EMENTA - Engenharia MecânicaAlan Carvalho de CarvalhoAinda não há avaliações
- Técnico de Frio e ClimatizaçãoDocumento45 páginasTécnico de Frio e ClimatizaçãoPedro Jac SilvaAinda não há avaliações
- N 2821 PDFDocumento29 páginasN 2821 PDFengenheiroalencarAinda não há avaliações
- Prod - 20221106183617 - Manual Tecnico Telhas de Aco - Nov2022Documento103 páginasProd - 20221106183617 - Manual Tecnico Telhas de Aco - Nov2022Rosy Maura Matos MauraAinda não há avaliações
- 1 Artigo Novos Acos GorniDocumento21 páginas1 Artigo Novos Acos GorniEduardo Felippe de SouzaAinda não há avaliações
- Beit Midrash Livre - Parashat Ekev - A História Do Ferro No Israel AntigoDocumento20 páginasBeit Midrash Livre - Parashat Ekev - A História Do Ferro No Israel AntigoAlberto RodriguesAinda não há avaliações
- Aspectos de Metalurgia Da Soldagem Do Alumínio e Suas LigasDocumento48 páginasAspectos de Metalurgia Da Soldagem Do Alumínio e Suas LigasSérgio Barra100% (6)
- Ponteamento PDFDocumento7 páginasPonteamento PDFAbrahão SalvadoAinda não há avaliações
- Laminados. de Alumínio CBADocumento16 páginasLaminados. de Alumínio CBAkobayachiAinda não há avaliações
- Apontamento Metalografia ESEIG 1Documento44 páginasApontamento Metalografia ESEIG 1Patric PinheiroAinda não há avaliações
- Prova 2Documento20 páginasProva 2carecalcsmAinda não há avaliações
- Aula 001 Fundicao 15 03 2023Documento55 páginasAula 001 Fundicao 15 03 2023Luis KarlosAinda não há avaliações
- Catalogo-Site Torno Mecanico PDFDocumento57 páginasCatalogo-Site Torno Mecanico PDFdavidsonpaizaoAinda não há avaliações
- Aditivo Volvo ITS-TB002-06Documento5 páginasAditivo Volvo ITS-TB002-06AparecidaMarquesAinda não há avaliações
- Edited - Template - Exercícios Sobre Distribuição Eletrônica em Níveis de Energia-1Documento2 páginasEdited - Template - Exercícios Sobre Distribuição Eletrônica em Níveis de Energia-1Esther SanctosAinda não há avaliações
- Norma AISIDocumento92 páginasNorma AISIwilian_coelho3309Ainda não há avaliações
- CatalogoNeodent 2011 1 PDFDocumento164 páginasCatalogoNeodent 2011 1 PDFLuis Lancelle Fine ArtAinda não há avaliações