Você também pode gostar
- Variedade de CanaDocumento11 páginasVariedade de CanaBergue OliveiraAinda não há avaliações
- Variedades de Cana-De-AçúcarDocumento11 páginasVariedades de Cana-De-AçúcarLucas ArielAinda não há avaliações
- BULA DE VARIEDADES 2020 - v2Documento47 páginasBULA DE VARIEDADES 2020 - v2rcralencarAinda não há avaliações
- O Azeite e o Ácido OleicoDocumento19 páginasO Azeite e o Ácido OleicopatriciagastronomiaAinda não há avaliações
- Caderno CQADocumento91 páginasCaderno CQAwbryanacAinda não há avaliações
- Revisão Consecana 2011Documento3 páginasRevisão Consecana 2011Ricardo Inojosa CostaAinda não há avaliações
- Babcock White CS Cage Portugese GuideDocumento16 páginasBabcock White CS Cage Portugese GuideBruna MoraisAinda não há avaliações
- Pal Coopercitrus Jan15 DibnunesDocumento120 páginasPal Coopercitrus Jan15 Dibnunesrenato andreiAinda não há avaliações
- Trab2 ApDocumento7 páginasTrab2 ApcerradoemextincaoAinda não há avaliações
- Apresentação Samantha BiocombustivelDocumento10 páginasApresentação Samantha BiocombustivelLai ReizzzAinda não há avaliações
- Catalogo 16 MademilDocumento5 páginasCatalogo 16 MademiledgarpolAinda não há avaliações
- Cana de Acucar - Variedades PDFDocumento114 páginasCana de Acucar - Variedades PDFPelicanoJahuAinda não há avaliações
- Cultura Do Limão No Brasil Custo de Produção e LucratividadeDocumento6 páginasCultura Do Limão No Brasil Custo de Produção e LucratividadeValdilei HilarinoAinda não há avaliações
- Babcock Brown CS Cage Portugese GuideDocumento16 páginasBabcock Brown CS Cage Portugese GuideBruna MoraisAinda não há avaliações
- Corrosivo 3Documento4 páginasCorrosivo 3isabelaAinda não há avaliações
- 12 Aproveitamento Integral Do PescadoDocumento35 páginas12 Aproveitamento Integral Do PescadoMia M De Aguiar OliveiraAinda não há avaliações
- Sumario-GIL 2017Documento13 páginasSumario-GIL 2017Dénnery YtriagoAinda não há avaliações
- Formulas LimpezaDocumento12 páginasFormulas LimpezaRicardo Fontanari de Carvalho100% (5)
- Acoplamento Elastico CoDocumento5 páginasAcoplamento Elastico CoDimitrio adamAinda não há avaliações
- Influência Do Hidróxido de Cálcio Na Turbidez Do Caldo deDocumento11 páginasInfluência Do Hidróxido de Cálcio Na Turbidez Do Caldo dePaulo RicardoAinda não há avaliações
- Calculos Aceite de RicinoDocumento22 páginasCalculos Aceite de RicinoRonald Leandro GuzmanAinda não há avaliações
- UNICA, 2016 - Panorama Do Biogás No BrasilDocumento23 páginasUNICA, 2016 - Panorama Do Biogás No BrasilALLMEYDAAinda não há avaliações
- Proced-Fluido Completação2006Documento23 páginasProced-Fluido Completação2006Jeferson GomesAinda não há avaliações
- Problema Na Indústria - IogcDocumento5 páginasProblema Na Indústria - IogcTaeline FabrisAinda não há avaliações
- Guia Prático Derivados de Leite Artesanal - EMBRAPADocumento11 páginasGuia Prático Derivados de Leite Artesanal - EMBRAPAAlice Rossi BarbosaAinda não há avaliações
- Anuário 2016 DetergentesDocumento215 páginasAnuário 2016 DetergentesThiago MileneAinda não há avaliações
- Resultados e Estimativas DatransesterificaçãoDocumento4 páginasResultados e Estimativas DatransesterificaçãoCharles BritoAinda não há avaliações
- Variedades de Cana-De-AçúcarDocumento22 páginasVariedades de Cana-De-AçúcarcarlosAinda não há avaliações
- Boletim Gas Natural NR 130 DEZ 17Documento42 páginasBoletim Gas Natural NR 130 DEZ 17Bruno ZanattoAinda não há avaliações
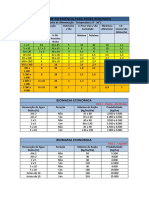
- AquaX - Biomassa EconômicaDocumento2 páginasAquaX - Biomassa EconômicaCláudio CastroAinda não há avaliações
- Apostila Açúcar e ÁlcoolDocumento125 páginasApostila Açúcar e Álcoolmarcio_limaAinda não há avaliações
- Motores MarathonDocumento9 páginasMotores MarathonAdriano SantosAinda não há avaliações
- Ficha EquivalentesDocumento3 páginasFicha EquivalentesLaiana SeveroAinda não há avaliações
- Quociente RespiratórioDocumento13 páginasQuociente RespiratórioFafnir Kesk100% (13)
- Azeite - Legislacao Europeia - 1995/03 - Reg Nº 656 - QUALI - PTDocumento10 páginasAzeite - Legislacao Europeia - 1995/03 - Reg Nº 656 - QUALI - PTQualiptAinda não há avaliações
- Relatório 4 - Sìntese e Caracterização Do Ácido AcetilsalicílicoDocumento9 páginasRelatório 4 - Sìntese e Caracterização Do Ácido AcetilsalicílicoAna ZanattaAinda não há avaliações
- Tabela para Avaliação de Consumo Alimentar em Medidas Caseiras 5Documento123 páginasTabela para Avaliação de Consumo Alimentar em Medidas Caseiras 5Maisa NathaneAinda não há avaliações
- AvesDocumento32 páginasAvesAriane BeatrizAinda não há avaliações
- Boletim Gas Natural NR 106 Dez 15Documento42 páginasBoletim Gas Natural NR 106 Dez 15Bruno ZanattoAinda não há avaliações
- 09 - Boletim de Acompanhamento Da Indústria de Gás Natural - Setembro de 2023Documento19 páginas09 - Boletim de Acompanhamento Da Indústria de Gás Natural - Setembro de 2023gabriel.dufflisAinda não há avaliações
- Avaliação Do Índice de Durabilidade Dos Peletes de Rações para Frangos de Corte, Na Fase de Crescimento, Com Inclusão de Glicerina BrutaDocumento3 páginasAvaliação Do Índice de Durabilidade Dos Peletes de Rações para Frangos de Corte, Na Fase de Crescimento, Com Inclusão de Glicerina BrutaFábio LemosAinda não há avaliações
- Prova UNICAMP 2019Documento35 páginasProva UNICAMP 2019Maykom Lira100% (2)
- Prova Imprimir UnicampDocumento166 páginasProva Imprimir UnicampIzd Sin RilAinda não há avaliações
- 2017 Portaria Interministerial Mme Mctic Mdic N 1 2017 Motores Eletricos TrifasicosDocumento4 páginas2017 Portaria Interministerial Mme Mctic Mdic N 1 2017 Motores Eletricos TrifasicosAdemir FariasAinda não há avaliações
- Aula 03 Disponibilidade Tipos BiomassaDocumento24 páginasAula 03 Disponibilidade Tipos BiomassaJoao Nogueira ClementeAinda não há avaliações
- KEMCOZINHA ED2 WebDocumento60 páginasKEMCOZINHA ED2 WebTabulla GamesAinda não há avaliações
- PROJETO Tecnologia de CarnesDocumento6 páginasPROJETO Tecnologia de CarnesThaís FrancoAinda não há avaliações
- Cana de Acucarz ZAnaliseZMensalZ ZAbril Maio 2022Documento5 páginasCana de Acucarz ZAnaliseZMensalZ ZAbril Maio 2022Jvitor CferreiraAinda não há avaliações
- FitoesterolDocumento6 páginasFitoesterolEconataAinda não há avaliações
- HP Fast Fluid BarbearDocumento1 páginaHP Fast Fluid BarbearPalestrante Petronio CarvalhoAinda não há avaliações
- Variedades CanaDocumento1 páginaVariedades CanaValdecir MartinsAinda não há avaliações
- Acidos GraxosDocumento12 páginasAcidos GraxosPablo MoreiraAinda não há avaliações
- Bioquímica - Prática Ácidos Graxos e Indice de AcidezDocumento2 páginasBioquímica - Prática Ácidos Graxos e Indice de AcidezAline JorgeAinda não há avaliações
- Catálogo de Separadores de ÓleoDocumento2 páginasCatálogo de Separadores de ÓleoAlexandre MenezesAinda não há avaliações
- Atividade Tabelas ProntaDocumento4 páginasAtividade Tabelas ProntaEulina DE OliveiraAinda não há avaliações
- Destilados 19 Extrato Seco TotalDocumento3 páginasDestilados 19 Extrato Seco Totalsander luiz brazAinda não há avaliações
- 2018 MAPA. Métodos Oficiais para Análise de Produtos de Origem AnimalDocumento141 páginas2018 MAPA. Métodos Oficiais para Análise de Produtos de Origem AnimalSimone Rauber WürfelAinda não há avaliações
- Calculo Elaboração ReceitasDocumento10 páginasCalculo Elaboração ReceitasdennyjuberaAinda não há avaliações
- Processos Industriais: Unidade de Extração SupercríticaNo EverandProcessos Industriais: Unidade de Extração SupercríticaNota: 3.5 de 5 estrelas3.5/5 (3)
- Comentário Sobre o Artigo Modificação Do Polímero Condutor Polianilina para Uso Como Trocador CatiônicoDocumento1 páginaComentário Sobre o Artigo Modificação Do Polímero Condutor Polianilina para Uso Como Trocador CatiônicoRenan Guilherme de Oliveira GuihAinda não há avaliações
- Quim. Nova,: Crude Glycerin Methods of Solubilization Atomic Spectrometry Metals IonsDocumento8 páginasQuim. Nova,: Crude Glycerin Methods of Solubilization Atomic Spectrometry Metals IonsRenan Guilherme de Oliveira GuihAinda não há avaliações
- Nanopartículas de Proteína Isolada de Soja em Água - Efeito Da Força Iônica e DasDocumento6 páginasNanopartículas de Proteína Isolada de Soja em Água - Efeito Da Força Iônica e DasRenan Guilherme de Oliveira GuihAinda não há avaliações
- Construção de Um Dispositivo de Pressurização A Vácuo para A Preparação de FasesDocumento4 páginasConstrução de Um Dispositivo de Pressurização A Vácuo para A Preparação de FasesRenan Guilherme de Oliveira GuihAinda não há avaliações
- Lopes, Osmando-2015 - Visão Sobre Sintese Nb2O5Documento12 páginasLopes, Osmando-2015 - Visão Sobre Sintese Nb2O5Lucas Martins da SilvaAinda não há avaliações
- A Influência Da Ligação de Hidrogênio em Reações Químicas - Reação de PrileschajewDocumento7 páginasA Influência Da Ligação de Hidrogênio em Reações Químicas - Reação de PrileschajewRenan Guilherme de Oliveira GuihAinda não há avaliações
- Aplicações Ambientais de Persulfato - Remediação de Águas Subterrâneas e Solos ContaminadosDocumento9 páginasAplicações Ambientais de Persulfato - Remediação de Águas Subterrâneas e Solos ContaminadosRenan Guilherme de Oliveira GuihAinda não há avaliações
- Síntese de Compostos N-Heterociclos Empregando Micro-OndasDocumento10 páginasSíntese de Compostos N-Heterociclos Empregando Micro-OndasRenan Guilherme de Oliveira GuihAinda não há avaliações
- Aplicações Ambientais de Persulfato - Remediação de Águas Subterrâneas e Solos ContaminadosDocumento9 páginasAplicações Ambientais de Persulfato - Remediação de Águas Subterrâneas e Solos ContaminadosRenan Guilherme de Oliveira GuihAinda não há avaliações
- O Uso de Materiais Hibridos Ou Nanocompósitos Como Revestimentos Anticorrosivos Do AçoDocumento5 páginasO Uso de Materiais Hibridos Ou Nanocompósitos Como Revestimentos Anticorrosivos Do AçoRenan Guilherme de Oliveira GuihAinda não há avaliações
- Energia Nuclear - Importância, Conceitos Químicos e Estrutura Das Usinas NuclearesDocumento15 páginasEnergia Nuclear - Importância, Conceitos Químicos e Estrutura Das Usinas NuclearesRenan Guilherme de Oliveira GuihAinda não há avaliações
- Ultrafiltraçao Tangencial Como Ferramenta No Estudo Da Distribuiçao de Contaminantes em Sistemas AquáticosDocumento10 páginasUltrafiltraçao Tangencial Como Ferramenta No Estudo Da Distribuiçao de Contaminantes em Sistemas AquáticosRenan Guilherme de Oliveira GuihAinda não há avaliações
- Unidade Temática Sobre Mineração Do Carvão - Uma Proposta para o Ensino de Termoquímica Com Enfoque CTSDocumento9 páginasUnidade Temática Sobre Mineração Do Carvão - Uma Proposta para o Ensino de Termoquímica Com Enfoque CTSRenan Guilherme de Oliveira GuihAinda não há avaliações
- Interaçao de Campos Elétricos de Alta Intensidade Com Membranas Biológicas - Eletroporaçao e EletrodeformaçaoDocumento9 páginasInteraçao de Campos Elétricos de Alta Intensidade Com Membranas Biológicas - Eletroporaçao e EletrodeformaçaoRenan Guilherme de Oliveira GuihAinda não há avaliações
- IontoforeseDocumento9 páginasIontoforeseGustavo CaladoAinda não há avaliações
- Determinaçao Condutométrica e Potenciométrica de Acido Acetilsalicílico em Aspirina® - Uma Sugestao de Prática para A Análise InstrumentalDocumento16 páginasDeterminaçao Condutométrica e Potenciométrica de Acido Acetilsalicílico em Aspirina® - Uma Sugestao de Prática para A Análise InstrumentalRenan Guilherme de Oliveira GuihAinda não há avaliações
- A Síntese Fluorosa Assistida Por Micro-OndasDocumento10 páginasA Síntese Fluorosa Assistida Por Micro-OndasRenan Guilherme de Oliveira GuihAinda não há avaliações
- Ferroquina O Antimalárico Do FuturoDocumento12 páginasFerroquina O Antimalárico Do FuturoJoao PereiraAinda não há avaliações
- Biografia - Prof. Dr. Walter Baptist Mors (1920-2008)Documento2 páginasBiografia - Prof. Dr. Walter Baptist Mors (1920-2008)Renan Guilherme de Oliveira GuihAinda não há avaliações
- Proteínas Tirosinas Quinases - Desafios Do Desenvolvimento de Fármacos para A Terapia Do CâncerDocumento24 páginasProteínas Tirosinas Quinases - Desafios Do Desenvolvimento de Fármacos para A Terapia Do CâncerRenan Guilherme de Oliveira GuihAinda não há avaliações
- Maraviroque - Uma Inovaçao Terapêutica para o Tratamento Da AIDSDocumento10 páginasMaraviroque - Uma Inovaçao Terapêutica para o Tratamento Da AIDSRenan Guilherme de Oliveira GuihAinda não há avaliações
- Clorinas em Terapia Fotodinâmica - Síntese e AplicaçoesDocumento12 páginasClorinas em Terapia Fotodinâmica - Síntese e AplicaçoesRenan Guilherme de Oliveira GuihAinda não há avaliações
- Determinação Direta de Cromo em Melado de Cana Por GF AASDocumento11 páginasDeterminação Direta de Cromo em Melado de Cana Por GF AASRenan Guilherme de Oliveira GuihAinda não há avaliações
- Análise de Resíduos Lignocelulósicos Por Espectroscopia NIR Associada A Pré-Tratamentos Multivariados Dentro Do Contexto de Química VerdeDocumento11 páginasAnálise de Resíduos Lignocelulósicos Por Espectroscopia NIR Associada A Pré-Tratamentos Multivariados Dentro Do Contexto de Química VerdeRenan Guilherme de Oliveira GuihAinda não há avaliações
- Utilizaçao de Biocarvao e Processos Oxidativos Avançados para Remoçao Do Propranolol de Efluentes Aquosos SimuladosDocumento18 páginasUtilizaçao de Biocarvao e Processos Oxidativos Avançados para Remoçao Do Propranolol de Efluentes Aquosos SimuladosRenan Guilherme de Oliveira GuihAinda não há avaliações
- Aplicaçao Da Extraçao em Ponto Nuvem para Determinaçao de Cádmio e Níquel em Agua Através de Complexos DitiocarbamatosDocumento13 páginasAplicaçao Da Extraçao em Ponto Nuvem para Determinaçao de Cádmio e Níquel em Agua Através de Complexos DitiocarbamatosRenan Guilherme de Oliveira GuihAinda não há avaliações
- Materiais Autolimpantes Conceitos, Propriedades e AplicaçõesDocumento11 páginasMateriais Autolimpantes Conceitos, Propriedades e AplicaçõesRenan Guilherme de Oliveira GuihAinda não há avaliações
- Produção de Carvões Ativados Contendo Fósforo A Partir Da Palha de Café e Aplicação em Processos de AdsorçãoDocumento14 páginasProdução de Carvões Ativados Contendo Fósforo A Partir Da Palha de Café e Aplicação em Processos de AdsorçãoRenan Guilherme de Oliveira GuihAinda não há avaliações
- Métodos Analíticos Utilizados para A Determinação de LipídiosDocumento18 páginasMétodos Analíticos Utilizados para A Determinação de LipídiosRenan Guilherme de Oliveira GuihAinda não há avaliações
- Farmácia, Química e A Qualidade de VidaDocumento10 páginasFarmácia, Química e A Qualidade de VidaRenan Guilherme de Oliveira GuihAinda não há avaliações
- História Do Paraná - ExercíciosDocumento8 páginasHistória Do Paraná - ExercíciosMichel Bossone100% (1)
- Equipamentos de Preparo Do SoloDocumento22 páginasEquipamentos de Preparo Do SoloDiego MarinAinda não há avaliações
- Colheita Amostras ÁguaDocumento24 páginasColheita Amostras Águaapi-3832411100% (2)
- 2º Simulado Soldado PMPE - Projeto CaveiraDocumento21 páginas2º Simulado Soldado PMPE - Projeto CaveiraLourenço FidélisAinda não há avaliações
- Agroecologia e Desenvolvimento Rural SustentávelDocumento46 páginasAgroecologia e Desenvolvimento Rural SustentávelRaul JuniorAinda não há avaliações
- Livro UnicoDocumento228 páginasLivro UnicoFabro CleversonAinda não há avaliações
- Introdução A Cana-de-AçúcarDocumento10 páginasIntrodução A Cana-de-AçúcarBruno MarchiottiAinda não há avaliações
- Utilização de Polpa Citrica em Nutrição de BovinosDocumento32 páginasUtilização de Polpa Citrica em Nutrição de BovinosFilipe RibeiroAinda não há avaliações
- 03 - A Dimensão Ecológica Da Agricultura Urbana No Município de Juiz de ForaDocumento203 páginas03 - A Dimensão Ecológica Da Agricultura Urbana No Município de Juiz de ForaMarcela CastroAinda não há avaliações
- Análise Diagnóstico de Sistemas AgráriosDocumento4 páginasAnálise Diagnóstico de Sistemas AgráriosecogestorAinda não há avaliações
- Anais 2023Documento2.814 páginasAnais 2023Rannilson CabralAinda não há avaliações
- Revolucao Agricola - PPSXDocumento11 páginasRevolucao Agricola - PPSXFilomena Branco SilvaAinda não há avaliações
- Aol 5 Ativ Contextualizada - Aline Lunga MarquesDocumento3 páginasAol 5 Ativ Contextualizada - Aline Lunga MarquesAline LungaAinda não há avaliações
- A CAVERNA DO DIABO - Irinéia Franco Dos SantosDocumento133 páginasA CAVERNA DO DIABO - Irinéia Franco Dos SantosFelipeAinda não há avaliações
- HD Super Interessante #448 Fev23Documento69 páginasHD Super Interessante #448 Fev23Kim SusoAinda não há avaliações
- TCC2 Versão Final - ROBSON DONATO COELHODocumento30 páginasTCC2 Versão Final - ROBSON DONATO COELHOMichele Cristina LangAinda não há avaliações
- Incas, Maias e AstecasDocumento2 páginasIncas, Maias e AstecasrogeriomidioteAinda não há avaliações
- Avaliação Diagnóstica PORT - 1º AnoDocumento6 páginasAvaliação Diagnóstica PORT - 1º AnoFRANCISCA SANMARA RIBEIRO AGUIARAinda não há avaliações
- Milho TransgênicoDocumento5 páginasMilho TransgênicoFlaviaMASAinda não há avaliações
- AzandeDocumento2 páginasAzandeMatheus FelixAinda não há avaliações
- Gomes Cerqueira Silva, 2011Documento21 páginasGomes Cerqueira Silva, 2011ebcAinda não há avaliações
- EtnopedologiaDocumento114 páginasEtnopedologiaPatricia LimaAinda não há avaliações
- Controle PenalidadesDocumento60 páginasControle PenalidadesWellington Barbosa BarrosAinda não há avaliações
- Habitar A RuaDocumento239 páginasHabitar A Ruafdorado100% (4)
- Manejo de EmasDocumento26 páginasManejo de EmasengenhariaemeioambieAinda não há avaliações
- Slide SojaDocumento4 páginasSlide SojaAgata Rebeca Silva FrancoAinda não há avaliações
- MilhoZ ZAnaliseZZMensalZ ZJunho Julho 2019Documento4 páginasMilhoZ ZAnaliseZZMensalZ ZJunho Julho 2019dalailhamaAinda não há avaliações
- TESTE PROJETO DE RECUPERAÇÃO DE NASCENTES MP COM REG. FOTOGR - DIAGNOSTICO Salvo AutomaticamenteDocumento28 páginasTESTE PROJETO DE RECUPERAÇÃO DE NASCENTES MP COM REG. FOTOGR - DIAGNOSTICO Salvo Automaticamentecleitonpinto1Ainda não há avaliações
- Aula CacauDocumento52 páginasAula Cacau7Coruja100% (1)
- Cultivo Videira PodaDocumento20 páginasCultivo Videira PodaJuca LimaAinda não há avaliações