Você também pode gostar
- NBR NM Iso 7 1 PDFDocumento10 páginasNBR NM Iso 7 1 PDFkirlaniano100% (1)
- Calibradores - Características Calibradores - Características Construtivas, Tolerâncias Construtivas, Tolerâncias NBR 6406 NBR 6406Documento10 páginasCalibradores - Características Calibradores - Características Construtivas, Tolerâncias Construtivas, Tolerâncias NBR 6406 NBR 6406FelipeAinda não há avaliações
- NBR NM Iso 7 1Documento10 páginasNBR NM Iso 7 1AnderengAinda não há avaliações
- NBR 08018 PB 981 - Rosca Metrica Conica Externa e Sua Correspondente Interna ParalelaDocumento9 páginasNBR 08018 PB 981 - Rosca Metrica Conica Externa e Sua Correspondente Interna ParalelaWagner Aquino de BritoAinda não há avaliações
- Norma Rosca Abnt Iso 7Documento10 páginasNorma Rosca Abnt Iso 7Valdimar CorreiaAinda não há avaliações
- ABNT NBR NM-IsO 7-1 - Rosca para Tubos Onde A Junta de Vedação Sob Pressão É Feita Pela Rosca - 2000 - Parte 1Documento10 páginasABNT NBR NM-IsO 7-1 - Rosca para Tubos Onde A Junta de Vedação Sob Pressão É Feita Pela Rosca - 2000 - Parte 1le_barros09Ainda não há avaliações
- NBR 6414 NM Iso 7 1 (Roscas)Documento10 páginasNBR 6414 NM Iso 7 1 (Roscas)Marco AurelioAinda não há avaliações
- NBR 06390 - Corrente de Rolos de Transmissao e Passo CurtoDocumento18 páginasNBR 06390 - Corrente de Rolos de Transmissao e Passo CurtoClaudio TeixeiraAinda não há avaliações
- Calibradores e VerificadoresDocumento25 páginasCalibradores e VerificadoresDouglas Dall'AgnolAinda não há avaliações
- NBR 8133Documento5 páginasNBR 8133Elias VaninAinda não há avaliações
- APOSTILA PARTE II Cap 7 CalibradoresDocumento12 páginasAPOSTILA PARTE II Cap 7 Calibradoresadilsonmoura5799Ainda não há avaliações
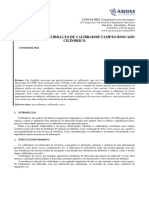
- Conem2012 0841Documento10 páginasConem2012 0841Vagner BelussoAinda não há avaliações
- NBR 14716 - Chapas de Gesso Acartonado - Verificacao Das Caracteristicas GeometricasDocumento4 páginasNBR 14716 - Chapas de Gesso Acartonado - Verificacao Das Caracteristicas GeometricasHaroldo BritoAinda não há avaliações
- Abnt11309 PDFDocumento6 páginasAbnt11309 PDFPaschoal FilhoAinda não há avaliações
- NBR 6354 PB 309 - Fio-Maquina de Aco Destinado A Trefilacao e Laminacao A FrioDocumento10 páginasNBR 6354 PB 309 - Fio-Maquina de Aco Destinado A Trefilacao e Laminacao A FrioWilliam BentoAinda não há avaliações
- Projeto ABNT NBR 15082 - Correias em "V" Estreitas Métricas - RequisitosDocumento8 páginasProjeto ABNT NBR 15082 - Correias em "V" Estreitas Métricas - RequisitosRicardo RibeiroAinda não há avaliações
- NBR 5645 1990 Tubo Ceramico para Canalizacoes PDFDocumento8 páginasNBR 5645 1990 Tubo Ceramico para Canalizacoes PDFFelipeAinda não há avaliações
- RoscaDocumento10 páginasRoscaraulmarguerraAinda não há avaliações
- NBR 10288 - Cilindro de Aco para Gases Comprimidos - Ensaio Hidrostatico Pelo Metodo Da Expansao Direta PDFDocumento7 páginasNBR 10288 - Cilindro de Aco para Gases Comprimidos - Ensaio Hidrostatico Pelo Metodo Da Expansao Direta PDFHeber Santos HeberAinda não há avaliações
- Mangueira de Borracha para Condução de Gases GLP/GN/GNF - Dimensões Gerais e TolerânciasDocumento3 páginasMangueira de Borracha para Condução de Gases GLP/GN/GNF - Dimensões Gerais e TolerânciasMario DamascenaAinda não há avaliações
- NBR 6943 PB 110 - Conexoes de Ferro Fundido Maleavel Com Rosca NBR Nm-Iso 7-1 para TubulacoesDocumento34 páginasNBR 6943 PB 110 - Conexoes de Ferro Fundido Maleavel Com Rosca NBR Nm-Iso 7-1 para TubulacoesSergio Rodriguez CamberosAinda não há avaliações
- NBR 6158-1995 - Ajustes e Tolerâncias - Saved 05-04-04Documento79 páginasNBR 6158-1995 - Ajustes e Tolerâncias - Saved 05-04-04Janilson FerreiraAinda não há avaliações
- NBR 11375 PB 1447 - Tambor para Cabo de Aco PDFDocumento4 páginasNBR 11375 PB 1447 - Tambor para Cabo de Aco PDFMateus100% (2)
- NBR 10281 - Torneira de PressaoDocumento23 páginasNBR 10281 - Torneira de PressaoAntonio TakeshiAinda não há avaliações
- NBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaDocumento14 páginasNBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaRafael CastroAinda não há avaliações
- NBR 11374 - NB 228 - Turbinas Hidraulicas - Ensaio de CampoDocumento90 páginasNBR 11374 - NB 228 - Turbinas Hidraulicas - Ensaio de Campoherique matiasAinda não há avaliações
- n8005 NBR6173-Terminologia de Tolerâncias e AjustesDocumento3 páginasn8005 NBR6173-Terminologia de Tolerâncias e AjustesMario DamascenaAinda não há avaliações
- NTS 063 (Válvula Gaveta Cunha Metálica)Documento14 páginasNTS 063 (Válvula Gaveta Cunha Metálica)Paulo QuiodetoAinda não há avaliações
- Perfil TDocumento8 páginasPerfil Tedson alfaAinda não há avaliações
- SPT-Metodo de Ensaio NBR 6484Documento17 páginasSPT-Metodo de Ensaio NBR 6484Silvio FillaAinda não há avaliações
- Bomba ETA Manual ServicoDocumento18 páginasBomba ETA Manual ServicoWilton BatistaAinda não há avaliações
- NBR Projeto 04 003 03-032 - 2004Documento17 páginasNBR Projeto 04 003 03-032 - 2004Rafael ZanettiAinda não há avaliações
- Pratica CalibradoresDocumento30 páginasPratica CalibradoresRegina GarciaAinda não há avaliações
- NBR 12791 - Cilindros de Aco para Armazenamento e Transporte de GasesDocumento6 páginasNBR 12791 - Cilindros de Aco para Armazenamento e Transporte de GasesJean VascoAinda não há avaliações
- Procedimento de Controle de RoscasDocumento6 páginasProcedimento de Controle de RoscasAnderson MarimAinda não há avaliações
- NBR 5594 - Tubos de Aco Carbono para Caldeiras de Alta PressaoDocumento7 páginasNBR 5594 - Tubos de Aco Carbono para Caldeiras de Alta PressaoDiego SoaresAinda não há avaliações
- MS Eta A1150.8.3pDocumento19 páginasMS Eta A1150.8.3pdanilopronatecAinda não há avaliações
- Cruzeta Concreto - Procedimento Controle MaterialDocumento4 páginasCruzeta Concreto - Procedimento Controle MaterialGTengAinda não há avaliações
- NBR 14788 Valvulas de Esfera Requisitos PDFDocumento12 páginasNBR 14788 Valvulas de Esfera Requisitos PDFSila SilvaAinda não há avaliações
- N-1892 (Içamento)Documento20 páginasN-1892 (Içamento)Glauber Rodrigues100% (2)
- NBR 05595 - 1982 - Tubo de Aço Soldado para Caldeiras PDFDocumento7 páginasNBR 05595 - 1982 - Tubo de Aço Soldado para Caldeiras PDFMAUROFLECKAinda não há avaliações
- M75vs02 Dez 2007Documento21 páginasM75vs02 Dez 2007Rafael SimasAinda não há avaliações
- 12-Procedimento Visual Dimensional SoldaDocumento8 páginas12-Procedimento Visual Dimensional SoldawagnerAinda não há avaliações
- NBR 12069 - 1991 - (MB-3406) Solo - Ensaio de Penetração deDocumento10 páginasNBR 12069 - 1991 - (MB-3406) Solo - Ensaio de Penetração deRenato Pessoa MouraAinda não há avaliações
- ABNT NBR 14005 - Medidor VelocDocumento13 páginasABNT NBR 14005 - Medidor VelocRafael RPL ReservatóriosAinda não há avaliações
- NBR - EB 168 (Ago 1991) - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosDocumento17 páginasNBR - EB 168 (Ago 1991) - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosYuri Bahia de VasconcelosAinda não há avaliações
- Qdoc - Tips NBR 5587 PB 225 Tubos de Aco para Conducao Com RosDocumento15 páginasQdoc - Tips NBR 5587 PB 225 Tubos de Aco para Conducao Com Rosrafael toledoAinda não há avaliações
- Desenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoNo EverandDesenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoAinda não há avaliações
- Conversor cc-cc para aplicações veiculares: conversor cc-cc com características de tensão e corrente compatíveis com aplicações e veículos elétricosNo EverandConversor cc-cc para aplicações veiculares: conversor cc-cc com características de tensão e corrente compatíveis com aplicações e veículos elétricosAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- PREMIUM Série 02Documento101 páginasPREMIUM Série 02avant comercialAinda não há avaliações
- Catalogo Sfor 2023Documento60 páginasCatalogo Sfor 2023galmemirziAinda não há avaliações
- Maccomevap10-Mac Exe - 158-1 PDFDocumento1 páginaMaccomevap10-Mac Exe - 158-1 PDFjmais777Ainda não há avaliações
- Reboke 25000 Inox PDFDocumento189 páginasReboke 25000 Inox PDFFabio Meinerz50% (2)
- Abastecimento Inclinado - Sem-FimDocumento4 páginasAbastecimento Inclinado - Sem-FimSérgio EmílioAinda não há avaliações
- Maquina de Coser MITT 4410Documento99 páginasMaquina de Coser MITT 4410EINSTEIN2488Ainda não há avaliações
- Demag: Talha Elétrica DEMAG de Cabo de AçoDocumento36 páginasDemag: Talha Elétrica DEMAG de Cabo de AçoAmazonas ManutençãoAinda não há avaliações
- Catálogo Lock SLDocumento75 páginasCatálogo Lock SLFábio de OliveiraAinda não há avaliações
- Acrocabos Catalogo Tecnico PDFDocumento43 páginasAcrocabos Catalogo Tecnico PDFVadinho BenezAinda não há avaliações
- Pecas para Vespa-50-125-Pv-Et3-Pk-Xl-Banco-Pecas-Individuais-Pk - 1502Documento9 páginasPecas para Vespa-50-125-Pv-Et3-Pk-Xl-Banco-Pecas-Individuais-Pk - 1502antonio felixAinda não há avaliações
- Tabela de Parafusos CiserDocumento238 páginasTabela de Parafusos CiserElisardo Jackson Silva100% (1)
- Filtro de Combustivel Do Motor Da 320DL2Documento4 páginasFiltro de Combustivel Do Motor Da 320DL2Cicero MeloAinda não há avaliações
- CPCFL02 PowerflexDocumento210 páginasCPCFL02 PowerflexOjoDeGato100% (1)
- Manual de Revisão de Todos Os Motores Da PWH-5500Documento24 páginasManual de Revisão de Todos Os Motores Da PWH-5500kaio cm08Ainda não há avaliações
- Catalogo Motores CompletoDocumento87 páginasCatalogo Motores CompletoMax WilliamAinda não há avaliações
- SC CNH 179 - UNHAS E LÂMINAS REPOSIÇÃO VMEs - REV00Documento2 páginasSC CNH 179 - UNHAS E LÂMINAS REPOSIÇÃO VMEs - REV00Wolf ChakkalAinda não há avaliações
- Catalogo ParafusosDocumento88 páginasCatalogo ParafusosUllysses Josué Correia Siqueira50% (2)
- Materialmaterial Elétrico Etapa1Documento1 páginaMaterialmaterial Elétrico Etapa1RAFAEL THOMASAinda não há avaliações
- PTDocumento0 páginaPTCristhian GraefAinda não há avaliações
- Catálogo Mancal Bi-PartidoDocumento22 páginasCatálogo Mancal Bi-PartidoEduardo FerreiraAinda não há avaliações
- PORCA DIREITA SEXTAVADA 2 - FLANGEADA (3430579) (CIVEMASA) - Agridisco Peças AgrícolasDocumento3 páginasPORCA DIREITA SEXTAVADA 2 - FLANGEADA (3430579) (CIVEMASA) - Agridisco Peças AgrícolasthaisswiestAinda não há avaliações
- Falcon 1400 Am 1495 Sap 201210 PDocumento224 páginasFalcon 1400 Am 1495 Sap 201210 PMarcos Monteiro FilhoAinda não há avaliações
- Casg BDocumento20 páginasCasg BTiagoBritoFerreiraAinda não há avaliações
- ARCMOV MDE2250 - OS12060 - LISTA DE PEÇAS Misturadora - v2Documento30 páginasARCMOV MDE2250 - OS12060 - LISTA DE PEÇAS Misturadora - v2Augusto Oliveira100% (1)
- Catalogo Fixadores PDFDocumento288 páginasCatalogo Fixadores PDFMadirley PimentaAinda não há avaliações
- Catálogo de Peças de ReposiçãoDocumento663 páginasCatálogo de Peças de ReposiçãoFelipe S. VargasAinda não há avaliações
- Catálogo HOME ELETRIC PDFDocumento83 páginasCatálogo HOME ELETRIC PDFDeivid MiquelinoAinda não há avaliações
- SEM0326 - Elemaq II - Aula 10 - V2021 - 1 MarcaDaguaDocumento19 páginasSEM0326 - Elemaq II - Aula 10 - V2021 - 1 MarcaDaguaPedro AlmeidaAinda não há avaliações
- Cataalogo de Peacas Soft 600900 2023 Rev 0Documento12 páginasCataalogo de Peacas Soft 600900 2023 Rev 0Eduardo OliveiraAinda não há avaliações
- Cálculo de Torque em ParafusosDocumento7 páginasCálculo de Torque em ParafusosPriscila Simon100% (2)