Você também pode gostar
- Processo de fabricação da madeira recompostaDocumento13 páginasProcesso de fabricação da madeira recompostaPatrik Wesley FagundesAinda não há avaliações
- MDF MDPDocumento8 páginasMDF MDPRicardo AlexssanderAinda não há avaliações
- 8.1 Aula Madeiras TiposDocumento14 páginas8.1 Aula Madeiras Tiposrjiiabcd100% (2)
- MDF, MDP e OSB: painéis de madeira transformadaDocumento6 páginasMDF, MDP e OSB: painéis de madeira transformadaCamila NetoAinda não há avaliações
- Fabricação de móveis com madeira e chapasDocumento10 páginasFabricação de móveis com madeira e chapasRoberto CamargoAinda não há avaliações
- Apostila de Projetos Promoven2019Documento87 páginasApostila de Projetos Promoven2019DVolpiAinda não há avaliações
- Aula 3 _projmobsenac (1)Documento63 páginasAula 3 _projmobsenac (1)suellenesteves.seAinda não há avaliações
- MDF, MDP e OSB: principais características e aplicaçõesDocumento53 páginasMDF, MDP e OSB: principais características e aplicaçõesMenuhin CedeñoAinda não há avaliações
- MDF, MDP, Aglomerado e CompensadoDocumento4 páginasMDF, MDP, Aglomerado e CompensadoDjan NunesAinda não há avaliações
- Apostila de Projetos 2022Documento98 páginasApostila de Projetos 2022Rafael MeguyAinda não há avaliações
- 4 Revisão Das Atividades MadeirasDocumento3 páginas4 Revisão Das Atividades MadeirasFernanda MesquitaAinda não há avaliações
- Madeira: tipos e aplicaçõesDocumento21 páginasMadeira: tipos e aplicaçõesLucas PaveAinda não há avaliações
- Catálogo MateriaisDocumento18 páginasCatálogo MateriaisBrenda CordeiroAinda não há avaliações
- Curso Projeto e Fabricação de MÓVEIS EM MELAMINADocumento26 páginasCurso Projeto e Fabricação de MÓVEIS EM MELAMINAScribdTranslationsAinda não há avaliações
- Panorama do mercado de painéis de madeira no BrasilDocumento42 páginasPanorama do mercado de painéis de madeira no BrasilLuisa DuarteAinda não há avaliações
- AULA 14 - Madeiras para AcabamentosDocumento31 páginasAULA 14 - Madeiras para AcabamentosVinícius FrançaAinda não há avaliações
- 05 - Formas e CimbramentoDocumento323 páginas05 - Formas e CimbramentoGian HoflingerAinda não há avaliações
- Como é feito MDF em 6 etapasDocumento3 páginasComo é feito MDF em 6 etapasdiogo_vestAinda não há avaliações
- Madeiras Revestimentos DecoraçãoDocumento26 páginasMadeiras Revestimentos DecoraçãoJoão Gilberto Fernandes100% (1)
- MDF e MDP PlusDocumento35 páginasMDF e MDP PlusMaisa Caroline AlbaAinda não há avaliações
- Tipos Chapas MadeiriteDocumento3 páginasTipos Chapas MadeiriteRafael AbrantesAinda não há avaliações
- Derivados Madeiras 1Documento29 páginasDerivados Madeiras 1Luis RolhasAinda não há avaliações
- Aula 3a Tipos de MadeiraDocumento11 páginasAula 3a Tipos de Madeirajuan.silvaAinda não há avaliações
- CAPITULO 3 Parede de MadeiraDocumento9 páginasCAPITULO 3 Parede de MadeiraAckcel SousaAinda não há avaliações
- Mateus MesselaDocumento15 páginasMateus MesselaAbílio AraújoAinda não há avaliações
- Conheça o OSB, um painel estrutural de alta resistênciaDocumento10 páginasConheça o OSB, um painel estrutural de alta resistênciaMonique DuarteAinda não há avaliações
- Escolher madeira conforme especificaçõesDocumento6 páginasEscolher madeira conforme especificaçõesSonia SaeneAinda não há avaliações
- Madeira versátil em construção civilDocumento2 páginasMadeira versátil em construção civil172620Ainda não há avaliações
- MDF E MDP: para MobiliáriosDocumento14 páginasMDF E MDP: para MobiliáriosGABRIELLY ANDRESSA CAPELETTAinda não há avaliações
- MDPX MDFDocumento4 páginasMDPX MDFRonis BragaAinda não há avaliações
- O que é OSB? Propriedades e aplicações do painel estruturalDocumento7 páginasO que é OSB? Propriedades e aplicações do painel estruturalMarcio MarinhoAinda não há avaliações
- Painéis de Madeira ReconstituídaDocumento57 páginasPainéis de Madeira ReconstituídaNodge HolandaAinda não há avaliações
- Madeira compensada e reconstituída: propriedades e aplicaçõesDocumento15 páginasMadeira compensada e reconstituída: propriedades e aplicaçõesJessica Klemm NuernbergAinda não há avaliações
- Aula 13 - Aut 2518 - Produtos Derivados de Madeira (2020-1)Documento37 páginasAula 13 - Aut 2518 - Produtos Derivados de Madeira (2020-1)BrendaLacerdaAinda não há avaliações
- Madeiras CompensadasDocumento18 páginasMadeiras CompensadasDuduAinda não há avaliações
- Aplicação da Madeira na Construção CivilDocumento4 páginasAplicação da Madeira na Construção CivilHanna HitaAinda não há avaliações
- Madeira na Construção: Propriedades e AplicaçõesDocumento23 páginasMadeira na Construção: Propriedades e AplicaçõesJoão MeloAinda não há avaliações
- Perguntas Frequentes - MDFDocumento2 páginasPerguntas Frequentes - MDFBAZAMOTOSAinda não há avaliações
- Design de Móveis: Aula 4Documento36 páginasDesign de Móveis: Aula 4ariellesalesdisessaAinda não há avaliações
- Sistemas estruturais de madeira e aço analisadosDocumento20 páginasSistemas estruturais de madeira e aço analisadospriscilaAinda não há avaliações
- LIVRO 06 - Madeiras e LaminadosDocumento19 páginasLIVRO 06 - Madeiras e LaminadosMarcio Eustaquio Reis JuniorAinda não há avaliações
- MADEIRA 3 e 4 2022Documento129 páginasMADEIRA 3 e 4 2022mauro cruzAinda não há avaliações
- Apresentação OSBDocumento23 páginasApresentação OSBVictor JalesAinda não há avaliações
- Tipos de PisoDocumento16 páginasTipos de PisoestudiosoameAinda não há avaliações
- Presentation 2Documento31 páginasPresentation 2Kimi GuinaAinda não há avaliações
- Livro-Texto - Unidade IIDocumento67 páginasLivro-Texto - Unidade IIBeatriz MendesAinda não há avaliações
- Método construtivo Wood Frame sustentável para até 5 pavimentosDocumento9 páginasMétodo construtivo Wood Frame sustentável para até 5 pavimentosLyvia MonteiroAinda não há avaliações
- AULA 8 - Madeira Como Material para ConstruçãoDocumento9 páginasAULA 8 - Madeira Como Material para ConstruçãoC.Eduardo dos SantosAinda não há avaliações
- Apresentacao MadeiraDocumento33 páginasApresentacao MadeiraCDJ JhonAinda não há avaliações
- MDF - CaracterísticasDocumento2 páginasMDF - CaracterísticasLuciano Lopes SimõesAinda não há avaliações
- Madeira Construção CivilDocumento8 páginasMadeira Construção CivilRugete AfonsoAinda não há avaliações
- OSB e HDFDocumento13 páginasOSB e HDFPedro AlvesAinda não há avaliações
- Como construir deck de madeira tratadaDocumento3 páginasComo construir deck de madeira tratadadanieltomesampaioAinda não há avaliações
- MDF Ou MDPDocumento3 páginasMDF Ou MDPANDREIA GRACIOSO CARDOSOAinda não há avaliações
- Tipos de madeira para construção civilDocumento7 páginasTipos de madeira para construção civilPaulo CalvielloAinda não há avaliações
- Placas e Derivados de MadeiraDocumento28 páginasPlacas e Derivados de MadeiraÁlvaro Costa0% (1)
- Importância da secagem da madeiraDocumento12 páginasImportância da secagem da madeiraNani GfAinda não há avaliações
- Tipos de madeira na construçãoDocumento15 páginasTipos de madeira na construçãoMaele Bueno FernandesAinda não há avaliações
- Manual Para Construção Do Seu Próprio Estúdio De Locução: Por Menos De $500No EverandManual Para Construção Do Seu Próprio Estúdio De Locução: Por Menos De $500Ainda não há avaliações
- Atividade LINGUAGEM VISUALDocumento7 páginasAtividade LINGUAGEM VISUALSoraiaCostaSpósitoAinda não há avaliações
- Alfredo VolpiDocumento20 páginasAlfredo VolpiBrenoAinda não há avaliações
- Coronavírus e higiene na Pré-IDocumento4 páginasCoronavírus e higiene na Pré-IFabio FerreiraAinda não há avaliações
- Misturando coresDocumento8 páginasMisturando coresPoliana LeiteAinda não há avaliações
- Memorial Descritivo de Regularização e Revestimento de EdificaçãoDocumento20 páginasMemorial Descritivo de Regularização e Revestimento de EdificaçãoLeticia FariasAinda não há avaliações
- Artes VisuaisDocumento18 páginasArtes VisuaisCah GonzagaAinda não há avaliações
- Catálogo Bosch de Ferramentas - 13.14Documento364 páginasCatálogo Bosch de Ferramentas - 13.14Lucas KozmaAinda não há avaliações
- Planejamento anual de educação infantil para crianças de 1 a 3 anosDocumento9 páginasPlanejamento anual de educação infantil para crianças de 1 a 3 anosDaniela KawaguchiAinda não há avaliações
- Integrado-2 Ano - Pet - 28092020Documento16 páginasIntegrado-2 Ano - Pet - 28092020Jeane SilvaAinda não há avaliações
- N 1219 PDFDocumento4 páginasN 1219 PDFEzequiel Castilhoni100% (1)
- 6ºano A - ARTE Roteiro 1 (08 A 19 de Mar)Documento10 páginas6ºano A - ARTE Roteiro 1 (08 A 19 de Mar)Cledson AlmeidaAinda não há avaliações
- Revolução cultural do século XXDocumento4 páginasRevolução cultural do século XXAlqaervaAinda não há avaliações
- Ap Til D Molde: Estoj CriativDocumento15 páginasAp Til D Molde: Estoj Criativguadalupe100% (1)
- Vanguardas EuropeiasDocumento5 páginasVanguardas EuropeiasFlávia Lima.Ainda não há avaliações
- Escalas Tonais e Atividade de Arte com CoresDocumento3 páginasEscalas Tonais e Atividade de Arte com CoresRita Mychelly Salles100% (1)
- Uma Certa Perspectiva Da Palavra Na Cena ContemporaneaDocumento267 páginasUma Certa Perspectiva Da Palavra Na Cena ContemporaneaJefferson AlmeidaAinda não há avaliações
- COBRAMSEG2016 - Cálculo e Execução de Tirantes Ancorados No Terreno. Obras ReaisDocumento8 páginasCOBRAMSEG2016 - Cálculo e Execução de Tirantes Ancorados No Terreno. Obras ReaisLuiz Antonio Naresi JuniorAinda não há avaliações
- Aprenda Crochê VaquinhaDocumento7 páginasAprenda Crochê VaquinhaTatiane Flatow GonzalezAinda não há avaliações
- Arte Africana em DiálogoDocumento119 páginasArte Africana em DiálogokarmelafariaAinda não há avaliações
- Reparo em Borda de Correia Textil - Instrução de TrabalhoDocumento7 páginasReparo em Borda de Correia Textil - Instrução de TrabalhonicolasAinda não há avaliações
- A Banqueta 694Documento20 páginasA Banqueta 694A Banqueta de NotíciasAinda não há avaliações
- Revista - Almanaque de Tatuagem - Ed.07Documento102 páginasRevista - Almanaque de Tatuagem - Ed.07Hugo Guimarães CarneiroAinda não há avaliações
- Mapa Ef2 6ano Artes PFDocumento5 páginasMapa Ef2 6ano Artes PFErika Fernandes Ferreira100% (1)
- A máquina de amigosDocumento8 páginasA máquina de amigosalexandre bueno100% (1)
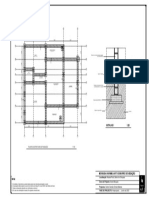
- Detalhe 1 1:20Documento1 páginaDetalhe 1 1:20Daiton MalindaAinda não há avaliações
- Pintinho Amigurumi Receitas PDF GratisDocumento17 páginasPintinho Amigurumi Receitas PDF GratisLeão BeeAinda não há avaliações
- História, Lendas e Símbolos de SilvesDocumento20 páginasHistória, Lendas e Símbolos de SilvesRui SequeiraAinda não há avaliações
- Boletim Tecnico Tecbond TIX QuartzolitDocumento2 páginasBoletim Tecnico Tecbond TIX QuartzolitmdrygallaAinda não há avaliações
- Plano de Curso de Arte - 2024Documento10 páginasPlano de Curso de Arte - 2024Valéria Ribeiro MedeirosAinda não há avaliações
- Esmalte Sintético: Maza Produtos Químicos LtdaDocumento2 páginasEsmalte Sintético: Maza Produtos Químicos LtdaVictor FeitosaAinda não há avaliações