Você também pode gostar
- 1 Lista de AutomaçãoDocumento5 páginas1 Lista de AutomaçãoMarcus LamenhaAinda não há avaliações
- Resolução Das Questões de AutomaçãoDocumento3 páginasResolução Das Questões de Automaçãojos luiz100% (1)
- AFR EstequiometricoDocumento2 páginasAFR EstequiometricoAlexandreAinda não há avaliações
- Controle de posição e velocidade de motor CC usando controle em cascataDocumento16 páginasControle de posição e velocidade de motor CC usando controle em cascataCaio Caló AmaralAinda não há avaliações
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Controle de Processos Industriais: Modelagem e Simulação com ScilabNo EverandControle de Processos Industriais: Modelagem e Simulação com ScilabNota: 5 de 5 estrelas5/5 (1)
- Instrumentacao Livro 2Documento45 páginasInstrumentacao Livro 2Michel De Mattos FernandesAinda não há avaliações
- Modelagem de Um Sistema Bola e Barra (Ball and Beam)Documento22 páginasModelagem de Um Sistema Bola e Barra (Ball and Beam)americo079100% (1)
- Otimização Da Estratégia de Controle Via Computação EvolutivaDocumento10 páginasOtimização Da Estratégia de Controle Via Computação EvolutivajoselmoAinda não há avaliações
- Fundamentos da Automação IndustrialDocumento11 páginasFundamentos da Automação IndustrialPavel Luiz FonsecaAinda não há avaliações
- As20 - TractebelDocumento41 páginasAs20 - TractebelClaudio JuniorAinda não há avaliações
- 8 - Relatorio 1 - RetroalimentacaoDocumento11 páginas8 - Relatorio 1 - RetroalimentacaoLucas SilvaAinda não há avaliações
- Controle Preditivo em Engenharia ElétricaDocumento81 páginasControle Preditivo em Engenharia ElétricaIgor MombrineAinda não há avaliações
- Apresentação Sistema de Controle e AutomaçãoDocumento26 páginasApresentação Sistema de Controle e AutomaçãoLuiz DanielAinda não há avaliações
- Mapa Automação IndustrialDocumento3 páginasMapa Automação IndustrialRenato PasquotoAinda não há avaliações
- Sistemas de Supervisão e Suas AplicaçõesDocumento2 páginasSistemas de Supervisão e Suas AplicaçõesFausto FilhoAinda não há avaliações
- EXECAUTO - Retirado Da Apostila ADVPL IIIDocumento23 páginasEXECAUTO - Retirado Da Apostila ADVPL IIIPablius CardosoAinda não há avaliações
- Provas ResolvidasDocumento45 páginasProvas ResolvidasVinícius Silveira CunhaAinda não há avaliações
- Método MDR-NSGA-II para modelagem e otimização do número de octanasDocumento6 páginasMétodo MDR-NSGA-II para modelagem e otimização do número de octanasWilliam Ricardo RosaAinda não há avaliações
- Controle de Plantas Nao Lineares UtilizaDocumento17 páginasControle de Plantas Nao Lineares UtilizaCelso MoreiraAinda não há avaliações
- Análise do controle PID em sistema de malha fechadaDocumento12 páginasAnálise do controle PID em sistema de malha fechadaSemedo FernandoAinda não há avaliações
- Simulador de Processos Industriais paraDocumento14 páginasSimulador de Processos Industriais paraAdelmoKarigAinda não há avaliações
- Cesar - Exercício 2 e 3 - Otimização AvançadaDocumento4 páginasCesar - Exercício 2 e 3 - Otimização Avançadacesar alexandreAinda não há avaliações
- Automatização Prensa HidráulicaDocumento6 páginasAutomatização Prensa HidráulicaLICITACAO ZATHAAinda não há avaliações
- Sistemas de Automação: Conceitos, Dispositivos e AplicaçõesDocumento3 páginasSistemas de Automação: Conceitos, Dispositivos e AplicaçõesPablo LemosAinda não há avaliações
- RELATÓRIO 1 - Implementação de Controladores Digitais de Processo Industriais - COMPLETODocumento18 páginasRELATÓRIO 1 - Implementação de Controladores Digitais de Processo Industriais - COMPLETORaniere LiraAinda não há avaliações
- Simulação de equipamentos de alta tensão usando PS Simul e ATPDocumento11 páginasSimulação de equipamentos de alta tensão usando PS Simul e ATPAndré LuizAinda não há avaliações
- Controle de Uma Planta de Nível Com Controle Preditivo DMPC - Thiago Ribeiro PompermayerDocumento79 páginasControle de Uma Planta de Nível Com Controle Preditivo DMPC - Thiago Ribeiro PompermayerLucas StorchAinda não há avaliações
- Desenvolvimento de Plataforma de Simulação para Ots de Circuito de MoagemDocumento11 páginasDesenvolvimento de Plataforma de Simulação para Ots de Circuito de MoagemAnna Carolina Moreira SoaresAinda não há avaliações
- 1 Apostila de Automação IndustrialDocumento13 páginas1 Apostila de Automação IndustrialJorge CasillaAinda não há avaliações
- Diagnóstico de Falhas e Alarmes em Sistemas Supervisórios e CLPsDocumento16 páginasDiagnóstico de Falhas e Alarmes em Sistemas Supervisórios e CLPsLeonardo Cruz100% (1)
- Aplicações de Controladores Fuzzy Na PetrobrasDocumento7 páginasAplicações de Controladores Fuzzy Na PetrobrasWilliam Ricardo RosaAinda não há avaliações
- Introdução aos Sistemas de ControleDocumento6 páginasIntrodução aos Sistemas de ControleIvo LeoniAinda não há avaliações
- Usim Pac Starting Guide TraduzidoDocumento34 páginasUsim Pac Starting Guide TraduzidoRodrigo MirandaAinda não há avaliações
- Sintonia cautelosa de PI para plantas com tempo mortoDocumento16 páginasSintonia cautelosa de PI para plantas com tempo mortor282269zcAinda não há avaliações
- Artigo Contecc2022Documento6 páginasArtigo Contecc2022Nayane MouraAinda não há avaliações
- Modelagem Matamática e Controle de Um Sistema "Ball and Beam"Documento21 páginasModelagem Matamática e Controle de Um Sistema "Ball and Beam"americo079Ainda não há avaliações
- Trabalho AcionamentosDocumento7 páginasTrabalho AcionamentosKennedy RibeiroAinda não há avaliações
- Introdução aos sistemas de controleDocumento37 páginasIntrodução aos sistemas de controleRodrigo AdamshukAinda não há avaliações
- Apostila de Controle e ServomecanismoDocumento37 páginasApostila de Controle e ServomecanismoMarinaldo RodriguesAinda não há avaliações
- Supervisório IndustrialDocumento68 páginasSupervisório IndustrialDavid Wilson100% (2)
- Modelagem e simulação de paletizadora usando MatlabDocumento10 páginasModelagem e simulação de paletizadora usando MatlabedualcanAinda não há avaliações
- Controle de sistemas lineares com amplificadores operacionaisDocumento19 páginasControle de sistemas lineares com amplificadores operacionaisDiego YanezAinda não há avaliações
- Mapa Automação IndustrialDocumento6 páginasMapa Automação IndustrialRicardo AlvesAinda não há avaliações
- PIMS CompressaoDocumento9 páginasPIMS CompressaoCleber PereiraAinda não há avaliações
- Mapa - Automação Industrial - 54-2022Documento8 páginasMapa - Automação Industrial - 54-2022Marcelo BarbosaAinda não há avaliações
- Relatório 2 - Marcos e VittoriaDocumento23 páginasRelatório 2 - Marcos e VittoriaMarcos Vinicius KonopkaAinda não há avaliações
- Data Reconciliation for Gas Network DiagnosisDocumento11 páginasData Reconciliation for Gas Network Diagnosisbernardes321Ainda não há avaliações
- Sintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPNo EverandSintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPAinda não há avaliações
- Modulo2 Aula 1 CLPDocumento26 páginasModulo2 Aula 1 CLPCarlos Eduardo AndradeAinda não há avaliações
- Diagnóstico de falhas em sistemas de automaçãoDocumento14 páginasDiagnóstico de falhas em sistemas de automaçãoLuiz Santos ResendeAinda não há avaliações
- Portfólio - Sistemas de ControleDocumento10 páginasPortfólio - Sistemas de ControleCamila Bárbara Vasconcellos CostaAinda não há avaliações
- Simulador em Tempo Real para Motor Síncrono Com ÍmãDocumento10 páginasSimulador em Tempo Real para Motor Síncrono Com ÍmãIan SilveiraAinda não há avaliações
- Rascunho Trabalho DroneDocumento10 páginasRascunho Trabalho DronePablo HenriqueAinda não há avaliações
- Trabalho 3 Sobre AlgoDocumento3 páginasTrabalho 3 Sobre AlgoGabriel Nastari Nabas De AlmeidaAinda não há avaliações
- 500 1434 1 PBDocumento15 páginas500 1434 1 PBWESLEY GERALDO SAMPAIO DA NOBREGAAinda não há avaliações
- Otimizacaoparametrica HillclimbingDocumento8 páginasOtimizacaoparametrica HillclimbingAndré XavierAinda não há avaliações
- DEsEnvolvimEnTo DE Um Micro sisTEma Supervisório PDFDocumento17 páginasDEsEnvolvimEnTo DE Um Micro sisTEma Supervisório PDFOtaviov8Ainda não há avaliações
- Sistema de Controle Fuzzy-Ótimo Aplicado ao Problema de Balanço Pendular da Carga em Pontes RolantesNo EverandSistema de Controle Fuzzy-Ótimo Aplicado ao Problema de Balanço Pendular da Carga em Pontes RolantesAinda não há avaliações
- 10 Anexos Aeronáutica Concurso PDFDocumento26 páginas10 Anexos Aeronáutica Concurso PDFFernando Henrique MariottoAinda não há avaliações
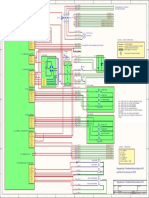
- FT-35353-R01 - Fiação Plataforma AC05 (Controladora v3.1)Documento1 páginaFT-35353-R01 - Fiação Plataforma AC05 (Controladora v3.1)Robespierre NogueiraAinda não há avaliações
- Palmilhas TermomoldáveisDocumento8 páginasPalmilhas TermomoldáveisAlex CastroAinda não há avaliações
- Modelo BrainstormingDocumento17 páginasModelo BrainstormingAlex PereiraAinda não há avaliações
- Acesse sua conta ClaroDocumento1 páginaAcesse sua conta ClaroMarcelAinda não há avaliações
- Categorização e ValidaçãoDocumento3 páginasCategorização e ValidaçãoRobson Carneiro0% (1)
- Guia de Atualização Ponto Atecsoft 3.0.0 Portaria MTP 671Documento7 páginasGuia de Atualização Ponto Atecsoft 3.0.0 Portaria MTP 671Júnio VieiraAinda não há avaliações
- simulado1_Gerência_de_ConfiguraçãoDocumento8 páginassimulado1_Gerência_de_Configuraçãojoaomonteiro7989Ainda não há avaliações
- Como Calibrar A Bateria de Qualquer Celular AndroidDocumento10 páginasComo Calibrar A Bateria de Qualquer Celular Androidjamafisica7981Ainda não há avaliações
- Tutorial Rede EduroamDocumento25 páginasTutorial Rede EduroamAline PassoniAinda não há avaliações
- Notebook Lenovo ThinkPad T440 I5-4300u 35,6 CM (1Documento1 páginaNotebook Lenovo ThinkPad T440 I5-4300u 35,6 CM (1Joelio MouraAinda não há avaliações
- Atualização de software TVs LED/DLEDDocumento1 páginaAtualização de software TVs LED/DLEDSilvano LimaAinda não há avaliações
- Aula 6 - Windows 10 - VIDocumento15 páginasAula 6 - Windows 10 - VICândido LelisAinda não há avaliações
- NR 12 - Titulador PotenciometroDocumento184 páginasNR 12 - Titulador PotenciometroCPSSTAinda não há avaliações
- Atividade de Informática para Avaliação (1) - CópiaDocumento4 páginasAtividade de Informática para Avaliação (1) - CópiaEmanoel SantosAinda não há avaliações
- Sap Gestão de AtendDocumento4 páginasSap Gestão de AtendCharlestst TstAinda não há avaliações
- Manual do Inmetro sobre aplicação da marcaDocumento12 páginasManual do Inmetro sobre aplicação da marcaEverson Cristiano MoreiraAinda não há avaliações
- Apoio Desenvolvimento SoftwareDocumento69 páginasApoio Desenvolvimento SoftwarePedro lendaAinda não há avaliações
- Aula 1 Hackers Do BemDocumento8 páginasAula 1 Hackers Do BemMarcio RamosAinda não há avaliações
- Criar Negócios OnlineDocumento49 páginasCriar Negócios OnlineAle MaiaAinda não há avaliações
- Manual do Usuário do Registrador de Dados TBP 5.0Documento46 páginasManual do Usuário do Registrador de Dados TBP 5.0Hudson CostaAinda não há avaliações
- Os Melhores 10 Add-Ins para Revit - SPBIM - ARQUITETURA DIGITALDocumento14 páginasOs Melhores 10 Add-Ins para Revit - SPBIM - ARQUITETURA DIGITALlucas silvaAinda não há avaliações
- Propag-Mapa Controle Estatístico Do ProcessoDocumento4 páginasPropag-Mapa Controle Estatístico Do ProcessoMarceloCarvalhoAinda não há avaliações
- Sec21 Ufcd 0661Documento3 páginasSec21 Ufcd 0661NádiaAinda não há avaliações
- Requisitos mínimos de treinamento e experiência para certificação em ensaios não destrutivosDocumento14 páginasRequisitos mínimos de treinamento e experiência para certificação em ensaios não destrutivosCarlos EduardoAinda não há avaliações
- Representação gráfica de sinais em sistemas de 1a ordemDocumento14 páginasRepresentação gráfica de sinais em sistemas de 1a ordemLeonnardo VyctorAinda não há avaliações
- Curvas Do Destino - Elite de Nova Iorque 1 - MCDocumento334 páginasCurvas Do Destino - Elite de Nova Iorque 1 - MCRaissa Sousa100% (4)
- Guia instalação SlackelDocumento19 páginasGuia instalação SlackelHigashi MonteiroAinda não há avaliações
- Manual de Instrucoes Sonus 2 PlusDocumento56 páginasManual de Instrucoes Sonus 2 PlusAdrianoAinda não há avaliações
- BELMARDocumento84 páginasBELMARValdinei Basso BernardinoAinda não há avaliações