Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Relatório de Calandra: Processo de ConformaçãoDocumento19 páginasRelatório de Calandra: Processo de ConformaçãoAlexsandro Gabriel RosárioAinda não há avaliações
- Processo de calandragem de chapasDocumento14 páginasProcesso de calandragem de chapasfabinho28Ainda não há avaliações
- Calandragem emDocumento34 páginasCalandragem emVanderlei100% (2)
- CalandragemDocumento14 páginasCalandragemalexandremrpereira100% (1)
- CalandragemDocumento16 páginasCalandragemGonçalo SilvaAinda não há avaliações
- Calandra Manual 3 RolsDocumento52 páginasCalandra Manual 3 RolsCletson Senna0% (1)
- Projeto de Calandra para Engenharia MecânicaDocumento4 páginasProjeto de Calandra para Engenharia MecânicaLeonardo Santos100% (2)
- Cálculo da potência necessária para acionamento de calandra curvando chapas de açoDocumento3 páginasCálculo da potência necessária para acionamento de calandra curvando chapas de açohebsonbezerra100% (7)
- Cálculo de Molas - Elementos de MáquinaDocumento5 páginasCálculo de Molas - Elementos de Máquinaviniciustim9Ainda não há avaliações
- Projeto queimador forno cadinho GLPDocumento62 páginasProjeto queimador forno cadinho GLPAnonymous QY7Iu8fB100% (2)
- TRANSPORTADORES CONTÍNUOSDocumento58 páginasTRANSPORTADORES CONTÍNUOSDaniel Rodrigues PereiraAinda não há avaliações
- Processo de conformação por dobraDocumento22 páginasProcesso de conformação por dobraBajagual Sae BajaAinda não há avaliações
- Manual CalandraDocumento102 páginasManual CalandraCarlos Junior100% (1)
- Memorial de Cálculo-RedutorDocumento60 páginasMemorial de Cálculo-RedutorRaphael100% (1)
- Cálculo de Transmissão MecânicaDocumento40 páginasCálculo de Transmissão MecânicaEdilson Rosa100% (13)
- Turboacoplamentos Voith com enchimento constanteDocumento14 páginasTurboacoplamentos Voith com enchimento constanterafaello_dellacroce100% (1)
- Mecânica Informações TecnologicasDocumento268 páginasMecânica Informações Tecnologicaslipesz100% (3)
- Manual de operação e manutenção de peneiras vibráteisDocumento38 páginasManual de operação e manutenção de peneiras vibráteisAlex Barros100% (2)
- CTB - Calculo e Dimensionamento de TransportadoresDocumento13 páginasCTB - Calculo e Dimensionamento de TransportadoresElisonAinda não há avaliações
- Introdução À Engenharia de Fabricação Mecânica - Fabricação, Engenharia Mecânica - Livros - Editora BlucherDocumento2 páginasIntrodução À Engenharia de Fabricação Mecânica - Fabricação, Engenharia Mecânica - Livros - Editora Blucherprofiriojunior0% (3)
- NBR-8400 (Calculo de Equipamento para Levantamento e Movimentação de Carga)Documento108 páginasNBR-8400 (Calculo de Equipamento para Levantamento e Movimentação de Carga)Rocago100% (3)
- Tecnologia de CaldeirariaDocumento101 páginasTecnologia de CaldeirariaWalney Machado Franco86% (7)
- Projeto de calandra piramidal usando o InventorDocumento18 páginasProjeto de calandra piramidal usando o InventorIvanThomaz100% (1)
- NBR13862 - Transp Continuos ProjetoDocumento10 páginasNBR13862 - Transp Continuos ProjetoValmirAinda não há avaliações
- Calculo Elevação Fuso TrapezoidalDocumento2 páginasCalculo Elevação Fuso TrapezoidalJuliano Reis PereiraAinda não há avaliações
- Cálculo da área de peneiramentoDocumento2 páginasCálculo da área de peneiramentoleslieAinda não há avaliações
- Dimensionamento de molasDocumento50 páginasDimensionamento de molasMarcelo MissioAinda não há avaliações
- Prensa Mecânicas ExcêntricasDocumento4 páginasPrensa Mecânicas ExcêntricasYuri Dias CamposAinda não há avaliações
- Notas de Aula Da Escola Pro-Tec - Tecnologia Do ProjetoDocumento83 páginasNotas de Aula Da Escola Pro-Tec - Tecnologia Do ProjetoJosé Luiz Fevereiro82% (11)
- Disponibilidade de força em prensas mecânicasDocumento6 páginasDisponibilidade de força em prensas mecânicaswqjv100% (1)
- Fundamentos para o Projeto de Componentes de MaquinasDocumento464 páginasFundamentos para o Projeto de Componentes de Maquinasjormendes89% (9)
- Coquilha Gravidade ApostilaDocumento85 páginasCoquilha Gravidade ApostilaFernando Messias100% (1)
- Calculo EixosDocumento25 páginasCalculo EixosfelipesmaiaAinda não há avaliações
- EstampagemDocumento51 páginasEstampagemFrederico Oliveira50% (2)
- Cálculos para Dimensionamento de Transortador de CorreiaDocumento5 páginasCálculos para Dimensionamento de Transortador de CorreiaMrTaty60% (5)
- Fundamentos da análise fractográfica de falhas de materias metálicosNo EverandFundamentos da análise fractográfica de falhas de materias metálicosAinda não há avaliações
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Dimensionamento de dutos rvac: comparação entre métodosNo EverandDimensionamento de dutos rvac: comparação entre métodosNota: 5 de 5 estrelas5/5 (3)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Calandra Trabalho EscritoDocumento13 páginasCalandra Trabalho EscritoDouglasAinda não há avaliações
- Calandra: Máquina para curvamento mecânico de chapasDocumento11 páginasCalandra: Máquina para curvamento mecânico de chapaslelebatutaAinda não há avaliações
- Calandragem de chapas e tubos: principais empresas e processoDocumento19 páginasCalandragem de chapas e tubos: principais empresas e processoRodrigoAinda não há avaliações
- Calandragem de chapas e perfisDocumento19 páginasCalandragem de chapas e perfisFernando AlbertoAinda não há avaliações
- Processos Fabrico 02Documento21 páginasProcessos Fabrico 02gracaconceicaosobralAinda não há avaliações
- Quina GemDocumento8 páginasQuina GemGerman Gomes Azevedo100% (1)
- Guilhotina mecânica: partes e cálculosDocumento10 páginasGuilhotina mecânica: partes e cálculosAureo Chaves0% (1)
- Mandril ADocumento5 páginasMandril AthomaswilhelmsAinda não há avaliações
- Retíficação de EngrenagensDocumento9 páginasRetíficação de EngrenagenselsonAinda não há avaliações
- SLIDE CALANDRAGEM (Processos de Conformação)Documento16 páginasSLIDE CALANDRAGEM (Processos de Conformação)Hiago AlmeidaAinda não há avaliações
- Treinamento BrunidoresDocumento26 páginasTreinamento BrunidoresAnonymous mq0U43UsPAinda não há avaliações
- Questes ForjamentoDocumento8 páginasQuestes Forjamentotavares.21raquelAinda não há avaliações
- TPS - Sistema de Produção ToyotaDocumento17 páginasTPS - Sistema de Produção Toyotaalexandremrpereira100% (4)
- TPS - Sistema de Produção ToyotaDocumento23 páginasTPS - Sistema de Produção ToyotaalexandremrpereiraAinda não há avaliações
- Torno MecânicoDocumento24 páginasTorno Mecânicoalexandremrpereira100% (4)
- TPM - Manutenção Produtiva TotalDocumento24 páginasTPM - Manutenção Produtiva Totalalexandremrpereira100% (1)
- Padre HimalayaDocumento13 páginasPadre HimalayaalexandremrpereiraAinda não há avaliações
- Padre HimalayaDocumento12 páginasPadre HimalayaalexandremrpereiraAinda não há avaliações
- Energia EólicaDocumento14 páginasEnergia EólicaalexandremrpereiraAinda não há avaliações
- Avião de PapelDocumento10 páginasAvião de PapelalexandremrpereiraAinda não há avaliações
- Avião de PapelDocumento18 páginasAvião de PapelalexandremrpereiraAinda não há avaliações
- QuinagemDocumento37 páginasQuinagemalexandremrpereiraAinda não há avaliações
- Jean Bouvier - A Economia - As Crises EconômicasDocumento10 páginasJean Bouvier - A Economia - As Crises EconômicasLuizBalaDEBorrachaWelberAinda não há avaliações
- Livro Proprietario - Fundamentos de Comercio Exterior PDFDocumento124 páginasLivro Proprietario - Fundamentos de Comercio Exterior PDFFabio Salles100% (2)
- Cibersegurança CompletoDocumento5 páginasCibersegurança CompletoFernanda Pereira GonçalvesAinda não há avaliações
- Apost. Curso PCP - CompletoDocumento58 páginasApost. Curso PCP - CompletoMichael Persivo100% (1)
- Segurança Trabalho Construção CivilDocumento22 páginasSegurança Trabalho Construção CivilStefanny CostaAinda não há avaliações
- Argamassa ConstruçãoDocumento8 páginasArgamassa ConstruçãoEuqinumAinda não há avaliações
- Porta Paletes 187594 MECALUX PDFDocumento44 páginasPorta Paletes 187594 MECALUX PDFrmrodrig2005-mail3134Ainda não há avaliações
- Tabela Geral de Salarios Correntes - o Estadão - 01-05-11 A 21-08-11Documento17 páginasTabela Geral de Salarios Correntes - o Estadão - 01-05-11 A 21-08-11Lesandro GotardoAinda não há avaliações
- HRW Mocambique Reassentamentos 2013 PDFDocumento133 páginasHRW Mocambique Reassentamentos 2013 PDFBayano ValyAinda não há avaliações
- Modelo Pgrss OdontoDocumento8 páginasModelo Pgrss Odontozimmersecurity2489Ainda não há avaliações
- Gurus Da QualidadeDocumento12 páginasGurus Da QualidadeFelipe LuzaAinda não há avaliações
- A formação socioespacial da Amazônia: floresta, rentismo e periferiaDocumento297 páginasA formação socioespacial da Amazônia: floresta, rentismo e periferiaJondison RodriguesAinda não há avaliações
- Manual Porta PaletteDocumento45 páginasManual Porta PaletteHudson Saldanha SpiffAinda não há avaliações
- Os 8 Desperdícios Mais Comuns em EmpresasDocumento15 páginasOs 8 Desperdícios Mais Comuns em Empresasangela raschAinda não há avaliações
- JuraJuris - História e Geografia de GoiásDocumento9 páginasJuraJuris - História e Geografia de GoiásCarlos EduardoAinda não há avaliações
- Planejamento Da Capacidade de ProduçãoDocumento31 páginasPlanejamento Da Capacidade de ProduçãoPedro Fernandes100% (2)
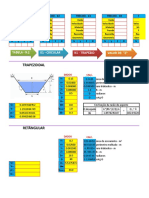
- Escoamento em canais abertos: vazão, velocidade e geometriaDocumento24 páginasEscoamento em canais abertos: vazão, velocidade e geometriaLUIZ CLAUDIO BORBA CORDEIROAinda não há avaliações
- Cartilha Economia Solidária Nº4Documento26 páginasCartilha Economia Solidária Nº4Ibase Na Rede100% (1)
- Análise da Indústria Têxtil e Vestuário no Norte de Portugal e GalizaDocumento74 páginasAnálise da Indústria Têxtil e Vestuário no Norte de Portugal e GalizabrurbanoAinda não há avaliações
- Princípios da extrusão cerâmicaDocumento8 páginasPrincípios da extrusão cerâmicalondemonAinda não há avaliações
- Palestra Toffler SUCESUDocumento8 páginasPalestra Toffler SUCESUVânia Gastão CarstenAinda não há avaliações
- A Importância Do Orçamento Empresarial e Os Departamentos Administrativo e StaffDocumento33 páginasA Importância Do Orçamento Empresarial e Os Departamentos Administrativo e StaffpriscilaAinda não há avaliações
- O que é logística e suas funçõesDocumento4 páginasO que é logística e suas funçõesDilo Nianga Luca PaccioliAinda não há avaliações
- LHJ 750 Manual: Fonte de energia para soldagemDocumento44 páginasLHJ 750 Manual: Fonte de energia para soldagemMarcos Fernandes100% (1)
- Operários em Bangu: resistências e derrotas (1890-1920Documento273 páginasOperários em Bangu: resistências e derrotas (1890-1920PauloCesarDosReisAinda não há avaliações
- Ensaios para Ferramentas de Linha VivaDocumento25 páginasEnsaios para Ferramentas de Linha Vivamarcelo3Ainda não há avaliações
- Portugal Na Segunda Metade Do Século XIXDocumento12 páginasPortugal Na Segunda Metade Do Século XIXZulmira Braga BAinda não há avaliações
- ICMS - RJ - RegulamentoDocumento23 páginasICMS - RJ - RegulamentoLeonardoAinda não há avaliações
- Controle de Processos IndustriaisDocumento222 páginasControle de Processos IndustriaisÍgor AlmeidaAinda não há avaliações
- Portaria - 224 Elevador CremalheiraDocumento6 páginasPortaria - 224 Elevador CremalheiraDavid RodriguesAinda não há avaliações