Você também pode gostar
- Redutor Com Engrenagens Helicoidais - DimensionamentoDocumento47 páginasRedutor Com Engrenagens Helicoidais - DimensionamentoJosé Luiz Fevereiro100% (2)
- Projeto de MaquinasDocumento172 páginasProjeto de MaquinasFelipe Alcalde de SáAinda não há avaliações
- Calandra ManualDocumento52 páginasCalandra ManualCletson Senna0% (1)
- Simbologia UsinagemDocumento4 páginasSimbologia Usinagemdiona2070% (1)
- Din 6935Documento108 páginasDin 6935Anderson MarimAinda não há avaliações
- Definição de Calandra e Cálculos Iniciais 9 Séries A (Rev 25-02-15)Documento4 páginasDefinição de Calandra e Cálculos Iniciais 9 Séries A (Rev 25-02-15)Leonardo Santos100% (2)
- Calculo Engrenagens HelicoidaisDocumento6 páginasCalculo Engrenagens HelicoidaisMatheus AssisAinda não há avaliações
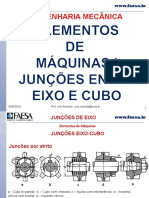
- Elem Maq Chaveta EixoEstriadoDocumento6 páginasElem Maq Chaveta EixoEstriadoWagner MatossAinda não há avaliações
- Memorial de Cálculo-RedutorDocumento60 páginasMemorial de Cálculo-RedutorRaphael100% (1)
- Cálculos de Engrenagens Cilindricas Helicoidais Ortogonais - MóduloDocumento2 páginasCálculos de Engrenagens Cilindricas Helicoidais Ortogonais - MóduloAdilson FelizardoAinda não há avaliações
- FP - pl.01.04 Potencia Correia Transport Ad or ADocumento2 páginasFP - pl.01.04 Potencia Correia Transport Ad or ADocsScridb100% (1)
- PFII Lista de Exercício 20Documento7 páginasPFII Lista de Exercício 20Jose Rui BarbosaAinda não há avaliações
- Projeto 1 - EleMaq1Documento8 páginasProjeto 1 - EleMaq1Julia Belarmino100% (1)
- 30 - Matematica A - 10.º Ano - Resolução de Problemas Envolvendo A Função QuadráticaDocumento2 páginas30 - Matematica A - 10.º Ano - Resolução de Problemas Envolvendo A Função QuadráticaPaula VagarinhoAinda não há avaliações
- Função Via Conjuntos (Aula 02)Documento2 páginasFunção Via Conjuntos (Aula 02)Klaudio Manoel100% (1)
- Calandra PiramidalDocumento3 páginasCalandra PiramidalArtur Henrique BertagliaAinda não há avaliações
- Planilha para Calculo de Engrenagens ConicasDocumento18 páginasPlanilha para Calculo de Engrenagens ConicasandrelorandiAinda não há avaliações
- Projeto REDUTORDocumento29 páginasProjeto REDUTOREriberto NunesAinda não há avaliações
- Unidade 4 - Junção Eixo Cubo Eixo EixoDocumento101 páginasUnidade 4 - Junção Eixo Cubo Eixo EixoRezende JulioAinda não há avaliações
- Acionamentos CalculoDocumento33 páginasAcionamentos CalculoSidnei GoulartAinda não há avaliações
- Rosqueamento Com MachosDocumento2 páginasRosqueamento Com MachosDiogenes CardosoAinda não há avaliações
- Transportador+Helicoidal EixoDocumento17 páginasTransportador+Helicoidal EixoHugo MoraisAinda não há avaliações
- Calandra Piramidal - Cálculo Da Potência de AcionamentoDocumento3 páginasCalandra Piramidal - Cálculo Da Potência de Acionamentohebsonbezerra100% (7)
- Rosca 20e 20passo PDFDocumento1 páginaRosca 20e 20passo PDFMarkin33Ainda não há avaliações
- Tabela de Roscas e PassosDocumento2 páginasTabela de Roscas e PassosAna Capelo75% (4)
- Esteira Transportadora Dados DimensionaDocumento1 páginaEsteira Transportadora Dados DimensionaaabeledoAinda não há avaliações
- Rosca TransportadoraDocumento4 páginasRosca TransportadoraLucasZana100% (1)
- AGMA Desgaste Superficial PDFDocumento7 páginasAGMA Desgaste Superficial PDFadrianoAinda não há avaliações
- Mancal Bi PartidoDocumento781 páginasMancal Bi PartidoMateus das Neves Olímpio100% (1)
- Calculo DobraDocumento2 páginasCalculo DobraAlirioadoga Oliveira100% (2)
- Projeto de MolasDocumento50 páginasProjeto de MolasMarcelo MissioAinda não há avaliações
- Apostila de Simbologia de SoldagemDocumento24 páginasApostila de Simbologia de Soldagemhebert10100% (2)
- Cap 7 - Processos de DobramentoDocumento39 páginasCap 7 - Processos de DobramentoLuis Felipe100% (1)
- WEG Cestari Motorredutor WCG20 Vertimax 03 2019 700 Portugues BRDocumento87 páginasWEG Cestari Motorredutor WCG20 Vertimax 03 2019 700 Portugues BRSebastian Velásquez MoralesAinda não há avaliações
- Tabela de Comparacoes Entre Perfis PDFDocumento9 páginasTabela de Comparacoes Entre Perfis PDFPedrinhoPassos0% (1)
- Elementos de MáquinasDocumento9 páginasElementos de MáquinasAlber DuqueAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Cap 7 - DobramentoDocumento38 páginasCap 7 - DobramentoneralregoneAinda não há avaliações
- Aula 10 - de DobramentoDocumento25 páginasAula 10 - de DobramentoGustavo ChavesAinda não há avaliações
- Trabalho de UsinagemDocumento12 páginasTrabalho de UsinagemEstefano Bruno Moritz PeruzzoAinda não há avaliações
- FORJAF4Documento8 páginasFORJAF4Eduardo Zamin BringhentiAinda não há avaliações
- Eee 2016-03-14 FeitoDocumento5 páginasEee 2016-03-14 FeitoDuarte RoqueAinda não há avaliações
- 5-Formação de Cavacos e Remoção de MaterialDocumento23 páginas5-Formação de Cavacos e Remoção de MaterialprojetosAinda não há avaliações
- Esforco Acos PDFDocumento10 páginasEsforco Acos PDFareis01Ainda não há avaliações
- Projeto Do ForjadoDocumento16 páginasProjeto Do ForjadoLucas PanizzaAinda não há avaliações
- Exercícios de Processamento de Materiais Metálicos IDocumento7 páginasExercícios de Processamento de Materiais Metálicos INei Rodrigues de FreitasAinda não há avaliações
- Atps - Resistencia Dos MateriaisDocumento13 páginasAtps - Resistencia Dos MateriaisribamarmarinhoAinda não há avaliações
- Estudo Do Processo de Puncionamento Por Punção Com Ângulo Convexo Assistido Por Simulação NuméricaDocumento9 páginasEstudo Do Processo de Puncionamento Por Punção Com Ângulo Convexo Assistido Por Simulação NuméricaAlexandre NecromanteionAinda não há avaliações
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 páginasNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosAinda não há avaliações
- 12 - Usinagem Por AbrasãoDocumento30 páginas12 - Usinagem Por AbrasãomatheusAinda não há avaliações
- Apostila EstamposDocumento17 páginasApostila EstamposLucas MartinsAinda não há avaliações
- Set2012 Apostila Te DefDocumento30 páginasSet2012 Apostila Te DefDanilo OrbitalAinda não há avaliações
- 1ºexame 2015-02-04 FeitoDocumento6 páginas1ºexame 2015-02-04 FeitoDuarte RoqueAinda não há avaliações
- Testes PF2Documento23 páginasTestes PF2Francisco MatamboAinda não há avaliações
- NBR 06153 - 1988 - Produtos Metalicos Ensaio de To Semi GuiadoDocumento11 páginasNBR 06153 - 1988 - Produtos Metalicos Ensaio de To Semi GuiadoViviane Teichmann CoutinhoAinda não há avaliações
- 3 - Tecnologia Na RetificacaoDocumento20 páginas3 - Tecnologia Na RetificacaoFernando DarsonoAinda não há avaliações
- Brunimento SlidesDocumento33 páginasBrunimento SlidesCarlos MuraquiAinda não há avaliações
- Avaliação Do Efeito Do Corte Por CisalhamentoDocumento12 páginasAvaliação Do Efeito Do Corte Por CisalhamentoAna Kellen Da Cruz SilveiraAinda não há avaliações
- Seleção de Aços Pela TemperabilidadeDocumento16 páginasSeleção de Aços Pela Temperabilidadedouglas_2069Ainda não há avaliações
- EstampagemDocumento25 páginasEstampagemandressa2276010Ainda não há avaliações
- Ae - mf8 - 3ceb - Mat - Ficha - Consolidar - Funcoes - ExplicaDocumento4 páginasAe - mf8 - 3ceb - Mat - Ficha - Consolidar - Funcoes - ExplicaSusana Figueiredo100% (2)
- Variavel Aleatoria DistribuicaoDocumento19 páginasVariavel Aleatoria DistribuicaoAnthonny Gabryell LimaAinda não há avaliações
- 01 Manual de Execução de Estrutura de Concreto ArmadoDocumento86 páginas01 Manual de Execução de Estrutura de Concreto ArmadoLevi Evangelista100% (1)
- O PSPPDocumento23 páginasO PSPPleandroleopg100% (1)
- P3 - IccDocumento7 páginasP3 - IccDaniel MoyaAinda não há avaliações
- Aula05 Ufu FeeltDocumento54 páginasAula05 Ufu FeeltBad CodeAinda não há avaliações
- Função CompostaDocumento54 páginasFunção CompostaMonique Nogueira100% (2)
- Descrição e Análise de FunçõesDocumento9 páginasDescrição e Análise de FunçõesGonçalo Marques100% (2)
- EnsMed - Matematica - 1 Série - Slides Aula 11Documento34 páginasEnsMed - Matematica - 1 Série - Slides Aula 11Rodrigo F. da SilvaAinda não há avaliações
- Funcao ArckermannDocumento4 páginasFuncao ArckermanngoratoAinda não há avaliações
- Introdu C Ao' A TopologiaDocumento23 páginasIntrodu C Ao' A TopologiaIsabel PereiraAinda não há avaliações
- Exercicios Funcao ExponencialDocumento8 páginasExercicios Funcao ExponencialRiversxAinda não há avaliações
- Manual Telefone TI 3130 IntelbrasDocumento103 páginasManual Telefone TI 3130 IntelbrascastroewertonAinda não há avaliações
- AV1, AV2 & AV3 Linguagem de Programação - 2013-02Documento11 páginasAV1, AV2 & AV3 Linguagem de Programação - 2013-02Pedro Heitor Venturini LinharesAinda não há avaliações
- Guia Do Professor (Editável)Documento15 páginasGuia Do Professor (Editável)Misterioso RockAinda não há avaliações
- Fun C Ao Afim e Equa C Ao Da Reta (8. Ano) : Exerc Icios de Provas Nacionais e Testes Interm EdiosDocumento10 páginasFun C Ao Afim e Equa C Ao Da Reta (8. Ano) : Exerc Icios de Provas Nacionais e Testes Interm Ediosa6700 DavidCardosoAinda não há avaliações
- 1º Ano Ensino MédioDocumento10 páginas1º Ano Ensino Médioanacarolinacalixto95Ainda não há avaliações
- Manual 1 mcs8 PDFDocumento52 páginasManual 1 mcs8 PDFElyeserAinda não há avaliações
- Análise Custo-UtilidadeDocumento11 páginasAnálise Custo-UtilidadeDiego Menezes de SousaAinda não há avaliações
- Construindo Uma Montanha-Russa MelhorDocumento6 páginasConstruindo Uma Montanha-Russa MelhorHerbert VasconselosAinda não há avaliações
- Apostila - Funções e Suas Aplicaçoes - AldoDocumento19 páginasApostila - Funções e Suas Aplicaçoes - AldoaldobrasilAinda não há avaliações
- Apostilafunçao 23Documento13 páginasApostilafunçao 23Erika Beijaflor BrandãoAinda não há avaliações
- Apostila 7Documento8 páginasApostila 7LarissaleandroAinda não há avaliações
- Elementos Basicos Projetos MineracaoDocumento28 páginasElementos Basicos Projetos MineracaoGuilherme SilvaAinda não há avaliações
- Descritores Criticos DESEMPENHO 2023 - 3I01Documento1 páginaDescritores Criticos DESEMPENHO 2023 - 3I01Alex Menezes PereiraAinda não há avaliações
- Lista - Exercícios IME 2018Documento3 páginasLista - Exercícios IME 2018jazzman2018Ainda não há avaliações
- (20170821211837) QUESTAO Lista 1 Matematica InstrumentalDocumento17 páginas(20170821211837) QUESTAO Lista 1 Matematica InstrumentalJeosafá PereiraAinda não há avaliações
- Plano de Curso 2020 1 07Documento2 páginasPlano de Curso 2020 1 07J.guilherme Coelho da SilvaAinda não há avaliações