Você também pode gostar
- Tempero de Bruxa - Desvendando Os Mistérios Da Culinária MágicaDocumento349 páginasTempero de Bruxa - Desvendando Os Mistérios Da Culinária MágicaKarla Oliveira100% (1)
- XCMG 30tDocumento2 páginasXCMG 30tPAULOAinda não há avaliações
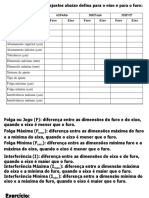
- Exercicios de MetrologiaDocumento13 páginasExercicios de MetrologiaTaci AlvesAinda não há avaliações
- Elementos de MáquinasDocumento215 páginasElementos de MáquinasjobsonjobsonAinda não há avaliações
- Sistema de CoordenadasDocumento32 páginasSistema de CoordenadasBernardo Guimarães100% (1)
- Apostila - Analise de Falhas em Equipamentos 1Documento24 páginasApostila - Analise de Falhas em Equipamentos 1Marcelo CardosoAinda não há avaliações
- Apostila CalderariaDocumento25 páginasApostila CalderariaBocage Elmano SadinoAinda não há avaliações
- Exercícios Fresa e FresadoraDocumento1 páginaExercícios Fresa e FresadoraTecmecânico50% (10)
- 7 Metrologia - PaquimetroDocumento51 páginas7 Metrologia - PaquimetroEvertonAinda não há avaliações
- Apostila Metrologia IndustrialDocumento241 páginasApostila Metrologia Industrialmavaso33100% (4)
- Hidráulica e Pneumática PDFDocumento113 páginasHidráulica e Pneumática PDFjulianojba100% (3)
- Cálculo Roscas ParafusosDocumento12 páginasCálculo Roscas ParafusosmarceloAinda não há avaliações
- Plano de Aula MetrologiaDocumento4 páginasPlano de Aula MetrologiaHugo RubimAinda não há avaliações
- Caderno de Exercícios Aluno FanucDocumento32 páginasCaderno de Exercícios Aluno Fanucabelmil123100% (1)
- Metrologia LivroDocumento272 páginasMetrologia LivroJonir Fusineli100% (3)
- Rosca MultiplaDocumento3 páginasRosca Multiplarosielsenai100% (3)
- Cálculo Técnico - SenaiDocumento140 páginasCálculo Técnico - SenaicaioAinda não há avaliações
- APOSTILA Senai MetrologiaDocumento9 páginasAPOSTILA Senai Metrologiaklaudson carvalho100% (2)
- F4 - Ficha de Trabalho Exercícios de CotagemDocumento4 páginasF4 - Ficha de Trabalho Exercícios de CotagemAntónio FrançaAinda não há avaliações
- Apresentação MicrômetroDocumento38 páginasApresentação MicrômetroWalmir BastosAinda não há avaliações
- APT - Alinhamento - V00Documento72 páginasAPT - Alinhamento - V00Cristiano Fideles100% (3)
- Livro U3 PDFDocumento55 páginasLivro U3 PDFRodrigoAinda não há avaliações
- Apostila Alinhamento ENGEFAZDocumento43 páginasApostila Alinhamento ENGEFAZalexandre costaAinda não há avaliações
- Ciclo DieselDocumento21 páginasCiclo DieselWitória NascimentoAinda não há avaliações
- Alinhamento de Máquinas RotativasDocumento19 páginasAlinhamento de Máquinas RotativasRamos BahyaAinda não há avaliações
- Elementos de Maquina - Elementos de ApoioDocumento32 páginasElementos de Maquina - Elementos de ApoioRamonMatosNogAinda não há avaliações
- CT Apostila 07 Descobrindo Medidas Desconhecidas IVDocumento8 páginasCT Apostila 07 Descobrindo Medidas Desconhecidas IVJardel JuniorAinda não há avaliações
- Ajustagem MecânicaDocumento35 páginasAjustagem Mecânicaiddototo50% (4)
- CNC - Lista de Exercicios1Documento10 páginasCNC - Lista de Exercicios1marcelowagner19Ainda não há avaliações
- Metrologia Automobilistica CEFET-SCDocumento160 páginasMetrologia Automobilistica CEFET-SCAeternis Tenebris100% (1)
- Apostila Engrenagens 2Documento45 páginasApostila Engrenagens 2Willians Silva100% (3)
- Aulas de Metrologia 02-Paquímetro Sistema InglêsDocumento26 páginasAulas de Metrologia 02-Paquímetro Sistema InglêsLuis OmenaAinda não há avaliações
- Ens Coroa e Parafuso Sem FimDocumento8 páginasEns Coroa e Parafuso Sem FimDiogo MarraAinda não há avaliações
- Analise de VibraçãoDocumento9 páginasAnalise de Vibraçãot_s_silvaAinda não há avaliações
- Mancais de DeslizamentoDocumento88 páginasMancais de Deslizamentodyonathan100% (1)
- Manutenção IndustrialDocumento5 páginasManutenção IndustrialWilson Duarte Junior0% (1)
- Manutencao Industrial Aula 01 A 03 10 2 3Documento42 páginasManutencao Industrial Aula 01 A 03 10 2 3Marco Antonio Costa100% (4)
- Exercícios Cálculos de RoscaDocumento2 páginasExercícios Cálculos de RoscaTecmecânicoAinda não há avaliações
- Exercícios Sobre Mancais e RolamentosDocumento2 páginasExercícios Sobre Mancais e RolamentosTecmecânico100% (2)
- 6ºaula - Motores A Combustão InternaDocumento89 páginas6ºaula - Motores A Combustão Internarenata_dourado100% (1)
- FrezadoraDocumento23 páginasFrezadoraEtivaldoRodriguesCgAinda não há avaliações
- ANSYS - WorkbenchDocumento49 páginasANSYS - WorkbenchRodrigo WendhausenAinda não há avaliações
- Metodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselNo EverandMetodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselAinda não há avaliações
- Desafios da Distribuição de CombustíveisNo EverandDesafios da Distribuição de CombustíveisAinda não há avaliações
- Fundamentos Da Física Para A Ciência E Engenharia Dos MateriaisNo EverandFundamentos Da Física Para A Ciência E Engenharia Dos MateriaisAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Tolerâncias, ajustes, desvios e análise de dimensões: Princípios de engenharia de fabricação mecânicaNo EverandTolerâncias, ajustes, desvios e análise de dimensões: Princípios de engenharia de fabricação mecânicaAinda não há avaliações
- Fundamentos de Cinemática e Dinâmica de MecanismosNo EverandFundamentos de Cinemática e Dinâmica de MecanismosAinda não há avaliações
- Curso de MetrologiaDocumento81 páginasCurso de MetrologiaSeravat55Ainda não há avaliações
- NIT-DICLA-21 03 Expressão Incerteza MediçãoDocumento30 páginasNIT-DICLA-21 03 Expressão Incerteza Mediçãooigresy100% (1)
- GUM em PortuguesDocumento131 páginasGUM em Portuguesapi-3846415Ainda não há avaliações
- MsaDocumento25 páginasMsaapi-3846415100% (4)
- Guia Rápido para Coleta de Dados de MSADocumento2 páginasGuia Rápido para Coleta de Dados de MSAapi-3846415Ainda não há avaliações
- Guia de Análise - MSA - Rev 01Documento10 páginasGuia de Análise - MSA - Rev 01api-3846415100% (2)
- PsicopatologiaDocumento90 páginasPsicopatologiaJu Moraes100% (3)
- Catálogo Fusíveis HH GV 11ABR07Documento10 páginasCatálogo Fusíveis HH GV 11ABR07Alexandre MorenoAinda não há avaliações
- ResenhaDocumento2 páginasResenhaMarcos MirandaAinda não há avaliações
- Plano de Aula - HifenDocumento3 páginasPlano de Aula - HifenLucas CamposAinda não há avaliações
- Resultado0185866 20220314171107Documento2 páginasResultado0185866 20220314171107Felipe MartinsAinda não há avaliações
- 2.1 Gerenciamento de CabineDocumento10 páginas2.1 Gerenciamento de CabineBruno SilvaAinda não há avaliações
- Como Mudar - Filtro de Ar - Peugeot 308 I - Guia de SubstituiçãoDocumento18 páginasComo Mudar - Filtro de Ar - Peugeot 308 I - Guia de SubstituiçãoGabriel GoulartAinda não há avaliações
- 21-AGREST 2008 (1988) - Margem Arquitetura Corpo Logica SexoDocumento16 páginas21-AGREST 2008 (1988) - Margem Arquitetura Corpo Logica SexoMgalo MgaloAinda não há avaliações
- E-Book Cerimonial de 15 AnosDocumento22 páginasE-Book Cerimonial de 15 AnosRafaela GomesAinda não há avaliações
- Exercício 1Documento4 páginasExercício 1JoanneAinda não há avaliações
- Relatório 4 - Desvio e DensidadeDocumento6 páginasRelatório 4 - Desvio e DensidadeRenato AzevedoAinda não há avaliações
- Aula6 Texto NaturezaDaDecisãoDocumento21 páginasAula6 Texto NaturezaDaDecisãoRui Roinuj MaliAinda não há avaliações
- DUARTE, Cláudio - Brasil-declive-LTDocumento30 páginasDUARTE, Cláudio - Brasil-declive-LTtibacanettiAinda não há avaliações
- Ética Tomada de Decisão e SustentabilidadeDocumento242 páginasÉtica Tomada de Decisão e SustentabilidadeDouglas TrindadeAinda não há avaliações
- HiPath 1100 - Manual de ProgramaçãoDocumento116 páginasHiPath 1100 - Manual de ProgramaçãomarcosendlerAinda não há avaliações
- Chamado de Cthulhu Ficha de Personagem 1920 SexhgsDocumento2 páginasChamado de Cthulhu Ficha de Personagem 1920 SexhgsGiovane GomesAinda não há avaliações
- Vestibular UFT 20222 ResultadoFinalDocumento66 páginasVestibular UFT 20222 ResultadoFinalItalo LucenaAinda não há avaliações
- CAC® - Modulo Agile CoachingDocumento55 páginasCAC® - Modulo Agile CoachingIsaque Roberto da SilvaAinda não há avaliações
- Contardo Calligaris La Felicidad en Tiempos de RedesDocumento5 páginasContardo Calligaris La Felicidad en Tiempos de RedesdiegoAinda não há avaliações
- Apostila CodemarDocumento385 páginasApostila CodemarUbiratan Nunes100% (1)
- 377 PDFDocumento38 páginas377 PDFKaioFernandesAinda não há avaliações
- A Relação Salário-Câmbio, Distribuição de Renda e Preços Relativos - Pedro - Siqueira - MachadoDocumento61 páginasA Relação Salário-Câmbio, Distribuição de Renda e Preços Relativos - Pedro - Siqueira - MachadoMartín AlbertoAinda não há avaliações
- Ec1 Learner PortugueseDocumento80 páginasEc1 Learner PortugueseWilliam BelascoAinda não há avaliações
- Morro Alto CandeiaDocumento28 páginasMorro Alto CandeiaClau Gomes100% (2)
- Modelo de Resumo ExpandidoDocumento3 páginasModelo de Resumo ExpandidoJosé RibeiroAinda não há avaliações
- Certificado Europeu de Psicologia - Modelo de CompetênciasDocumento3 páginasCertificado Europeu de Psicologia - Modelo de CompetênciasJéssica FontesAinda não há avaliações
- 2 Série CNTDocumento162 páginas2 Série CNTheleniceAinda não há avaliações