Você também pode gostar
- Guia Pratico Soldagem PDFDocumento3 páginasGuia Pratico Soldagem PDFLuiz VendasAinda não há avaliações
- Guia Prático de SoldagemDocumento3 páginasGuia Prático de Soldagemrrsousa.samAinda não há avaliações
- P'numbers e Classificação AçoDocumento195 páginasP'numbers e Classificação Açojulio_monteiro24Ainda não há avaliações
- Parâmetros de Soldagem para Processo TIGDocumento15 páginasParâmetros de Soldagem para Processo TIGIsaque IntxainAinda não há avaliações
- NBR+5832+ +Implantes+Para+Cirurgia+ +Materiais+Metalicos+ +Parte+3+Liga+Conformada+de+Titanio+6 ADocumento3 páginasNBR+5832+ +Implantes+Para+Cirurgia+ +Materiais+Metalicos+ +Parte+3+Liga+Conformada+de+Titanio+6 AVictor Otávio NevesAinda não há avaliações
- N-0076 - Materiais de TubulaçãoDocumento145 páginasN-0076 - Materiais de TubulaçãoMoisés MonteiroAinda não há avaliações
- Tubos Tri Norma ET AB RE 200 TubosDocumento8 páginasTubos Tri Norma ET AB RE 200 Tuboslusa8700% (1)
- SV80H Válvula de Segurança e Alívio-Technical InformationDocumento18 páginasSV80H Válvula de Segurança e Alívio-Technical InformationRicardoAinda não há avaliações
- Parafuso Olhal PDFDocumento10 páginasParafuso Olhal PDFjulio_rodrigues100% (1)
- O Que É o TitânioDocumento3 páginasO Que É o TitâniocazoliAinda não há avaliações
- Chapa GrossaDocumento3 páginasChapa GrossaGustavo MundstockAinda não há avaliações
- Materiais1 PDFDocumento3 páginasMateriais1 PDFMARCOS VIANAAinda não há avaliações
- Estudo de CasosDocumento12 páginasEstudo de CasosJimmy Johnson100% (1)
- NCh0203-1977 TraduçãoDocumento7 páginasNCh0203-1977 TraduçãoLeonelAinda não há avaliações
- Orientações de Soldagem - AMF P22 X P22Documento3 páginasOrientações de Soldagem - AMF P22 X P22alexsandro_dias_1Ainda não há avaliações
- AbraçadeirasDocumento9 páginasAbraçadeirasdilsonramosAinda não há avaliações
- Pré Aquecimento - Parteb 2Documento10 páginasPré Aquecimento - Parteb 2Tiago reisAinda não há avaliações
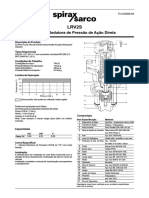
- LRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationDocumento2 páginasLRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationCaroline ZimmermannAinda não há avaliações
- Resumo Da P1Documento10 páginasResumo Da P1José Alves Pinheiro JúniorAinda não há avaliações
- Vsa Ti D343 01Documento16 páginasVsa Ti D343 01BRUNOAinda não há avaliações
- Valvulas de Esfera Baixa TemperaturaDocumento4 páginasValvulas de Esfera Baixa TemperaturaalroshyAinda não há avaliações
- Limites de Temperatura de Uso para Os Materiais Conforme Ansy B31.3aDocumento12 páginasLimites de Temperatura de Uso para Os Materiais Conforme Ansy B31.3aRafael JonathAinda não há avaliações
- Revestimento Inconel Erwin v2Documento10 páginasRevestimento Inconel Erwin v2ervinteichmannAinda não há avaliações
- NBR13312 Posto de Gasolina - TanqueDocumento20 páginasNBR13312 Posto de Gasolina - TanqueJessica LimaAinda não há avaliações
- NBR 07879 - 1983 - Bombas Hidraulicas de FluxoDocumento25 páginasNBR 07879 - 1983 - Bombas Hidraulicas de Fluxoguithofes01Ainda não há avaliações
- Aula 02 - Soldagem de Manutenção - Materiais de BaseDocumento49 páginasAula 02 - Soldagem de Manutenção - Materiais de BaseLucas GiovanettiAinda não há avaliações
- Filtro Y Spiraxsarco FIG34 PDFDocumento2 páginasFiltro Y Spiraxsarco FIG34 PDFThomasFrenchAinda não há avaliações
- Corrosao AtmosfericaDocumento55 páginasCorrosao AtmosfericaMichelAinda não há avaliações
- 01 Apresentação Soldagem ESABDocumento56 páginas01 Apresentação Soldagem ESABCleber da SilvaAinda não há avaliações
- NBR 5667 2 Hidrantes 270904Documento9 páginasNBR 5667 2 Hidrantes 270904accrispimAinda não há avaliações
- ConexaoTubo PDFDocumento88 páginasConexaoTubo PDFwilsonfm63_564756209100% (1)
- Relação de Normas - RNIFDocumento34 páginasRelação de Normas - RNIFJosé LuizAinda não há avaliações
- Aula 5 .2023.2 Metodo Estado Limite Complementar 2Documento12 páginasAula 5 .2023.2 Metodo Estado Limite Complementar 2Rafael BartzAinda não há avaliações
- 15B - Materiais de Construção - Roberto FerraboliDocumento16 páginas15B - Materiais de Construção - Roberto FerraboliCícero Germano OliveiraAinda não há avaliações
- Eps 32Documento9 páginasEps 32Paulo CorreiaAinda não há avaliações
- Artigo Sobre Purga em Aços InoxDocumento8 páginasArtigo Sobre Purga em Aços InoxDanilo MeloAinda não há avaliações
- Astm A 182Documento19 páginasAstm A 182limin zhangAinda não há avaliações
- Parâmetros Sugeridos para Solda TIG - Brazilwelds Dicas para SoldagemDocumento4 páginasParâmetros Sugeridos para Solda TIG - Brazilwelds Dicas para Soldagemandrelessa_01Ainda não há avaliações
- Apresentacao AcesitaDocumento43 páginasApresentacao AcesitaEduardo LopesAinda não há avaliações
- Aço de Alta LigaDocumento22 páginasAço de Alta LigaHudson Cavalcante Dos SantosAinda não há avaliações
- 200P Ac-DcDocumento2 páginas200P Ac-Dc19489197Ainda não há avaliações
- Catalogo Tubos FlexiveisDocumento14 páginasCatalogo Tubos FlexiveisGBHJRAinda não há avaliações
- AB19 Materiais Astm para Tubos Valvulas Flanges Acessorios e Parafusos TecemDocumento1 páginaAB19 Materiais Astm para Tubos Valvulas Flanges Acessorios e Parafusos TecemleonardoportocAinda não há avaliações
- Apresentação TIGDocumento27 páginasApresentação TIGSergio SutilAinda não há avaliações
- Dr-Engp-I-1.1-R.8 - Materiais de Tubulação para Instalações de Produção e Processo PDFDocumento1.230 páginasDr-Engp-I-1.1-R.8 - Materiais de Tubulação para Instalações de Produção e Processo PDFRoberto Luís Fernandes100% (4)
- Artigos TécnicosDocumento178 páginasArtigos TécnicosedpsousaAinda não há avaliações
- Manual DPT 350 HD AcdcDocumento28 páginasManual DPT 350 HD AcdcMarcos Lima0% (1)
- Calibração Aço InoxDocumento4 páginasCalibração Aço InoxThallesAinda não há avaliações
- Pré AquecimentoDocumento8 páginasPré AquecimentoTiago reisAinda não há avaliações
- TubulaçãoDocumento6 páginasTubulaçãolunatalino75100% (1)
- Flanges Conforme Normas ANSI DIN ISO e NBRDocumento23 páginasFlanges Conforme Normas ANSI DIN ISO e NBRKassioRodrigues75% (4)
- Modulo4 ConsumiveisDocumento8 páginasModulo4 ConsumiveisEnio CecconAinda não há avaliações
- Iso-8859-1 Q 1 - Instala E7 F5es Industriais - Aula 1 e 2Documento48 páginasIso-8859-1 Q 1 - Instala E7 F5es Industriais - Aula 1 e 2Greta Lais Boff ZortéaAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Aula Bomba CentrífugaDocumento30 páginasAula Bomba CentrífugaElenildo Bastos100% (1)
- Apostila EletroPneumaticaDocumento38 páginasApostila EletroPneumaticaElenildo Bastos50% (2)
- Ajustes e ToleranciasDocumento29 páginasAjustes e ToleranciasElenildo BastosAinda não há avaliações
- Manifestações Patológicas Na Impermeabilização de Estruturas de Concreto em SaneamentoDocumento8 páginasManifestações Patológicas Na Impermeabilização de Estruturas de Concreto em SaneamentoElenildo BastosAinda não há avaliações
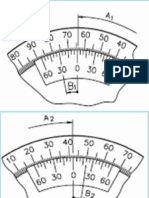
- Apresentação Aula 16 GoniometroDocumento5 páginasApresentação Aula 16 GoniometroElenildo BastosAinda não há avaliações
- Resumo - Solidos GeometricosDocumento6 páginasResumo - Solidos GeometricosTelma Castro Silva100% (1)
- Exercicios Manutenção IndustrialDocumento24 páginasExercicios Manutenção IndustrialElenildo Bastos100% (1)
- OXICORTEDocumento18 páginasOXICORTEElenildo BastosAinda não há avaliações
- Aula 1 Instalações Prediais - Agua FriaDocumento58 páginasAula 1 Instalações Prediais - Agua FriaElenildo BastosAinda não há avaliações
- CorreiasDocumento17 páginasCorreiasElenildo BastosAinda não há avaliações
- Apostila Correia TransportadoraDocumento38 páginasApostila Correia TransportadoraElenildo Bastos63% (8)
- A Importância Da Calibração Na IndústriaDocumento2 páginasA Importância Da Calibração Na IndústriaElenildo BastosAinda não há avaliações