Você também pode gostar
- Manual Prensa Marcon - MPH 15Documento6 páginasManual Prensa Marcon - MPH 15patriciaf83Ainda não há avaliações
- Projeto de Uma Dobradeira de Tubos PDFDocumento4 páginasProjeto de Uma Dobradeira de Tubos PDFRoberto Anderson StaschokAinda não há avaliações
- Catálogo TRAVA ARANHA PORCA CUBO CARCAÇA PDFDocumento3 páginasCatálogo TRAVA ARANHA PORCA CUBO CARCAÇA PDFJonathanKempferdaSilvaAinda não há avaliações
- KIDDE - Manual de Operação e Manutenção FM200 e RP-2002Documento24 páginasKIDDE - Manual de Operação e Manutenção FM200 e RP-2002fbi_system100% (1)
- Manual de Serviço Lavadora de Roupas Top Load LT09B - 8 KGDocumento50 páginasManual de Serviço Lavadora de Roupas Top Load LT09B - 8 KGClaudio Goncalves100% (2)
- Mangueiras ParkerDocumento387 páginasMangueiras ParkerEverton Freitas de Oliveira100% (1)
- Cilindro Hidráulico SW42 (SH 002)Documento20 páginasCilindro Hidráulico SW42 (SH 002)Matheus Boscolo100% (1)
- 3 Oleohidraulica CilindrosDocumento75 páginas3 Oleohidraulica CilindrosALEXSANDROAinda não há avaliações
- BBL-Bomba Centrifuga - JCDocumento3 páginasBBL-Bomba Centrifuga - JCengleoalves0% (1)
- AneisDocumento60 páginasAneisMarcelo Correia de Oliveira100% (1)
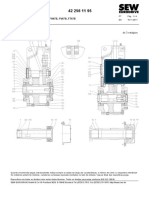
- SewDocumento4 páginasSewwesleyengmecAinda não há avaliações
- Catalogo Nodus nd220Documento4 páginasCatalogo Nodus nd220ewertonAinda não há avaliações
- 4 Oleohidraulica Bombas e MotoresDocumento44 páginas4 Oleohidraulica Bombas e MotoresVithor JaegerAinda não há avaliações
- Manual Bolso - Identificaçao Roscas e Conexoes - Versão SITE Atual. 0123Documento30 páginasManual Bolso - Identificaçao Roscas e Conexoes - Versão SITE Atual. 0123André Dupim100% (4)
- Abnt NBR 9527 PDFDocumento1 páginaAbnt NBR 9527 PDFeduardomacieldelimaAinda não há avaliações
- Val Hid ParkerDocumento28 páginasVal Hid Parkerpgzan100% (1)
- Calandra - Manual PDFDocumento15 páginasCalandra - Manual PDFericaAinda não há avaliações
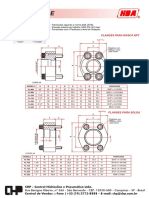
- HDA FlangesDocumento3 páginasHDA FlangesPeterson MagroAinda não há avaliações
- RP 1009101 PDFDocumento20 páginasRP 1009101 PDFDalila Varogh100% (1)
- Hidraulica Com Elementos Lógicos PDFDocumento8 páginasHidraulica Com Elementos Lógicos PDFfabio100% (1)
- RP 07001Documento25 páginasRP 07001Eduardo Augusto100% (1)
- Pino ElasticoDocumento8 páginasPino ElasticoAntonio Carlos Gaspar JuniorAinda não há avaliações
- Cilindro Hidraulico Serie 2H CAT.2103 OUT 1997 PDFDocumento40 páginasCilindro Hidraulico Serie 2H CAT.2103 OUT 1997 PDFKaren Vera50% (2)
- ConexõesDocumento16 páginasConexõesMatheus FrançaAinda não há avaliações
- Bomba ETA Manual ServicoDocumento18 páginasBomba ETA Manual ServicoWilton BatistaAinda não há avaliações
- VedaçõesDocumento39 páginasVedaçõesAndrés VásquezAinda não há avaliações
- Cone MorseDocumento3 páginasCone MorsePilegoAinda não há avaliações
- Ancoragem HiltiDocumento9 páginasAncoragem Hiltijoaozinho_scAinda não há avaliações
- 03 Gaxeta PDFDocumento100 páginas03 Gaxeta PDFflaviodellatorre100% (1)
- Engrenagens Cônicas1Documento56 páginasEngrenagens Cônicas1Artur Sturm AdamoliAinda não há avaliações
- T46819 PDFDocumento92 páginasT46819 PDFRobinsonAlbuquerqueAinda não há avaliações
- Cap 7 - Processos de DobramentoDocumento39 páginasCap 7 - Processos de DobramentoLuis Felipe100% (1)
- Vagao Forrageiro PDFDocumento45 páginasVagao Forrageiro PDFAlvaro GarciaAinda não há avaliações
- Molas Plastiprene PDFDocumento4 páginasMolas Plastiprene PDFfelipe BukoskiAinda não há avaliações
- Tochas Tig EsabDocumento24 páginasTochas Tig EsabTarcio ManfrimAinda não há avaliações
- Conexoes RoscasDocumento28 páginasConexoes RoscasCarlos Vandré100% (1)
- Mancais SNTDocumento24 páginasMancais SNTDiogenes CostaAinda não há avaliações
- Catálogo BGL BuchasDocumento15 páginasCatálogo BGL BuchasBraz Pataro NetoAinda não há avaliações
- Tabela de ToleranciaDocumento2 páginasTabela de Tolerancialeandro_SSAinda não há avaliações
- 4000 - BR Parker Ermeto PDFDocumento186 páginas4000 - BR Parker Ermeto PDFEduardo Cramer100% (1)
- Gaxeta Arca (Conversão)Documento23 páginasGaxeta Arca (Conversão)g alvesAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Apostila Aula 01Documento28 páginasApostila Aula 01Joao JúniorAinda não há avaliações
- Furação PDFDocumento30 páginasFuração PDFJean TiepoAinda não há avaliações
- Usinagem de RoscasDocumento60 páginasUsinagem de RoscasodairnettoAinda não há avaliações
- Machos e Cossinetes DormerDocumento16 páginasMachos e Cossinetes DormerdanielhscAinda não há avaliações
- Fresamento IDocumento14 páginasFresamento IBrendo Nunes AlcantaraAinda não há avaliações
- Rosqueamento Com Machos ManuaisDocumento23 páginasRosqueamento Com Machos Manuaisfabio22belmontAinda não há avaliações
- Harvester PonsseDocumento118 páginasHarvester PonsseLeandro CavalheiroAinda não há avaliações
- Apre. Roscar ManualmenteDocumento43 páginasApre. Roscar ManualmentembaraldAinda não há avaliações
- Slides - TMC - BrocasDocumento28 páginasSlides - TMC - Brocascelline duranAinda não há avaliações
- Exercícios de Furação e RoscasDocumento17 páginasExercícios de Furação e RoscasThiago AugustoAinda não há avaliações
- SKF SALKAC 25M Specification PDFDocumento4 páginasSKF SALKAC 25M Specification PDFsantosAinda não há avaliações
- Instrumentos RotatóriosDocumento2 páginasInstrumentos RotatóriosMaycon RodriguesAinda não há avaliações
- Calibracao PulverizadoresDocumento3 páginasCalibracao PulverizadoresSílvio Brunno100% (1)
- Conservação Pós Colheita MaçãsDocumento16 páginasConservação Pós Colheita MaçãsJerson ZontaAinda não há avaliações
- Estudo Da Rapidez Das ReaçõesDocumento11 páginasEstudo Da Rapidez Das ReaçõesMaria Perpétua Oliveira RamosAinda não há avaliações
- Guia de Preparaà  à  o e Administraà  à  o de Medicamentos Por Via Parentà ©ricaDocumento157 páginasGuia de Preparaà  à  o e Administraà  à  o de Medicamentos Por Via Parentà ©ricaAndré DiasAinda não há avaliações
- Fispq - FLUÍDO REFRIGERANTE DUPONT SUVA HP80 - R-402ADocumento18 páginasFispq - FLUÍDO REFRIGERANTE DUPONT SUVA HP80 - R-402ANitael RezendeAinda não há avaliações
- Tabela de Diametros Da TigreDocumento4 páginasTabela de Diametros Da Tigrediegonedved11Ainda não há avaliações
- Auto Isopatia EnergéticaDocumento44 páginasAuto Isopatia EnergéticamoreirafilhoAinda não há avaliações
- Metabolismo de CarboidratosDocumento16 páginasMetabolismo de CarboidratosIhury JhonsonAinda não há avaliações
- 19 - Acrolon 355 MarromDocumento13 páginas19 - Acrolon 355 MarromJulia Silveira CostaAinda não há avaliações
- Funilaria AutoDocumento28 páginasFunilaria Autowurth.giulianoAinda não há avaliações
- Ciclo Do NitrogênioDocumento10 páginasCiclo Do NitrogênioAgrovale Projetos agropecuários e ambientaisAinda não há avaliações
- Questões Resolvidas de QuímicaDocumento24 páginasQuestões Resolvidas de QuímicaluanalvesnetoAinda não há avaliações
- Alimentos Ricos em FerroDocumento7 páginasAlimentos Ricos em Ferroferreira.laurinda7995Ainda não há avaliações
- 4355 17384 1 PBDocumento20 páginas4355 17384 1 PBSalif JamalAinda não há avaliações
- Relatorio Aula 4Documento8 páginasRelatorio Aula 4Thiago LemosAinda não há avaliações
- TD EsPCEx Estequiometria CPM 21Documento4 páginasTD EsPCEx Estequiometria CPM 21ccczxAinda não há avaliações
- Ben-U-Ron - Bene FarmacêuticaDocumento8 páginasBen-U-Ron - Bene FarmacêuticaSónia RibeiroAinda não há avaliações
- Por Que Os Alimentos EstragamDocumento5 páginasPor Que Os Alimentos Estragamcarlos2000inoveAinda não há avaliações
- Cultura Da MangaDocumento35 páginasCultura Da MangaFabio José Das DoresAinda não há avaliações
- Imunidade Passiva Colostral em BovinosDocumento8 páginasImunidade Passiva Colostral em BovinosIgor MagalhãesAinda não há avaliações
- LípideosDocumento20 páginasLípideosLuciana RodriguesAinda não há avaliações
- Introdução Organica ProfessorDocumento45 páginasIntrodução Organica ProfessorHerivelton XavierAinda não há avaliações
- BateriaDocumento72 páginasBateriadiego100% (2)
- Relatório Aula Prática 2 - Quimica Geral IIDocumento4 páginasRelatório Aula Prática 2 - Quimica Geral IICarlos NassifAinda não há avaliações
- Turbina FrancisDocumento31 páginasTurbina FrancisAnonymous py6o2XTYWAinda não há avaliações
- Raiz Exame-Tipo 5 FQ + ResoluçãoDocumento9 páginasRaiz Exame-Tipo 5 FQ + ResoluçãoRaúl SilvaAinda não há avaliações
- Benzeno CardosoDocumento35 páginasBenzeno CardosoWellington SanchesAinda não há avaliações
- Relatorio de Aferiçao de VidrariasDocumento14 páginasRelatorio de Aferiçao de VidrariasAnnaLuisaSoaresAinda não há avaliações