Você também pode gostar
- Apostila de Completação-18042022Documento84 páginasApostila de Completação-18042022Milton Araujo100% (1)
- Apostila FlexituboDocumento5 páginasApostila FlexituboSamuel AraújoAinda não há avaliações
- Árvore de Natal MolhadaDocumento103 páginasÁrvore de Natal MolhadaTelmo BrazAinda não há avaliações
- Apostila Curso de Perfuração - 18042022Documento104 páginasApostila Curso de Perfuração - 18042022Milton Araujo100% (1)
- FlexituboDocumento16 páginasFlexituboStephanMarques100% (1)
- Projeto de Revisão ABNT NBR 13246Documento151 páginasProjeto de Revisão ABNT NBR 13246Mariana Michimoto100% (3)
- Apostila Curso OP, M1, Árvore de NatalDocumento43 páginasApostila Curso OP, M1, Árvore de NatalJeferson GomesAinda não há avaliações
- GuiaDocumento44 páginasGuiajonne wilian cupertino gomes0% (1)
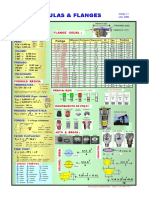
- Tabela de Tobos, Hastes, Fórmulas e Flanges PDFDocumento2 páginasTabela de Tobos, Hastes, Fórmulas e Flanges PDFGabriel Ferraro100% (1)
- Coluna de PerfuraçãoDocumento47 páginasColuna de PerfuraçãoAlém Das AparênciasAinda não há avaliações
- Curso de Perfuração Direcional HalliburtonDocumento64 páginasCurso de Perfuração Direcional HalliburtonJuan Jose Montes GalarzaAinda não há avaliações
- ESCP - Equipamentos Do Sistema de Controle Do PoçoDocumento139 páginasESCP - Equipamentos Do Sistema de Controle Do PoçoAntjun100% (1)
- Manual Serviço e Instalação E3-4-6 EP3-4-6Documento22 páginasManual Serviço e Instalação E3-4-6 EP3-4-6Julio Cesar SantosAinda não há avaliações
- Manual de Setups Volume 4 - Setups Baseados Na Banda de Bollinger PDFDocumento116 páginasManual de Setups Volume 4 - Setups Baseados Na Banda de Bollinger PDFGabriel Stadfeld100% (2)
- BRF - Form 20-F 2016-Portugue S 25.04.17 - FLOW PORTDocumento304 páginasBRF - Form 20-F 2016-Portugue S 25.04.17 - FLOW PORTarthur araujo botelhoAinda não há avaliações
- Business Model Generation - Kanvas - Traduzido PortuguêsDocumento17 páginasBusiness Model Generation - Kanvas - Traduzido PortuguêsJalysson LuizAinda não há avaliações
- Equipamentos de CompletaçãoDocumento8 páginasEquipamentos de CompletaçãovaguinhokkAinda não há avaliações
- Apostila de Equipamento Submarino Do Cap. 15 em DianteDocumento84 páginasApostila de Equipamento Submarino Do Cap. 15 em DianteFernanda Medeiros CarvalhoAinda não há avaliações
- N 2730Documento25 páginasN 2730DylkanWingsAinda não há avaliações
- Completação e Intervenções - Aula 2Documento39 páginasCompletação e Intervenções - Aula 2Maycon SantosAinda não há avaliações
- Apostila 2 de Perfuração de PoçosDocumento26 páginasApostila 2 de Perfuração de PoçosRoberta Araujo Do AmorimAinda não há avaliações
- Aula 04 - Instalação Da COP e COI - Completação InferiorDocumento76 páginasAula 04 - Instalação Da COP e COI - Completação InferiorCaio Morais de AlmeidaAinda não há avaliações
- Água ProduzidaDocumento44 páginasÁgua ProduzidaRodrigo MedeirosAinda não há avaliações
- Completação SubmarinaDocumento112 páginasCompletação SubmarinaGustavo Berger Stuhr100% (2)
- Tecnicas de ProducaoDocumento46 páginasTecnicas de ProducaoJoão Ribeiro100% (1)
- Sistema de SondaDocumento88 páginasSistema de SondaDaniel LuzAinda não há avaliações
- ManifoldDocumento27 páginasManifoldRobertson ElmerAinda não há avaliações
- ANMDocumento89 páginasANMLeah LoveAinda não há avaliações
- Coluna de PerfuraçãoDocumento44 páginasColuna de PerfuraçãoThiago135Ainda não há avaliações
- 08 Completacao1Documento47 páginas08 Completacao1Bruno M SouzaAinda não há avaliações
- Completação BasicoDocumento27 páginasCompletação BasicoleouniAinda não há avaliações
- Cursodebmrev3 160524025559Documento136 páginasCursodebmrev3 160524025559Alex VianaAinda não há avaliações
- Disciplina 4 - Fundamentos de Perfuração de Poços.2Documento177 páginasDisciplina 4 - Fundamentos de Perfuração de Poços.2Alisson AlmeidaAinda não há avaliações
- Apostila Testes de Pocos Petrobras PDFDocumento266 páginasApostila Testes de Pocos Petrobras PDFAnnaBiaAinda não há avaliações
- Módulo PERFURAÇÃO, REVESTIMENTO E CIMENTAÇÃO DE POÇOSDocumento26 páginasMódulo PERFURAÇÃO, REVESTIMENTO E CIMENTAÇÃO DE POÇOSEdnaldo Cunha100% (1)
- Fluidos de Perfuração e Compl PDFDocumento104 páginasFluidos de Perfuração e Compl PDFWagner ArantesAinda não há avaliações
- Amortecimento de PocosDocumento37 páginasAmortecimento de PocosIgorCencičAinda não há avaliações
- Palestra OnesubseaDocumento37 páginasPalestra Onesubseaaguardiano2Ainda não há avaliações
- Dictionary OffshoreDocumento6 páginasDictionary OffshoreThiago MengãoAinda não há avaliações
- Apostila - Curso OP, Módulo I, Flanges e JuntasDocumento36 páginasApostila - Curso OP, Módulo I, Flanges e JuntasJeferson GomesAinda não há avaliações
- Controle de PoçoDocumento43 páginasControle de PoçoIgorCencičAinda não há avaliações
- Completação de PoçosDocumento31 páginasCompletação de PoçosMarksantos100% (1)
- Completação de Poços de Petróleo - Eng. Luiz Eduardo TrindadeDocumento98 páginasCompletação de Poços de Petróleo - Eng. Luiz Eduardo TrindadeRafael Cunha100% (1)
- Sistemas Submarinos de ProduçãoDocumento110 páginasSistemas Submarinos de ProduçãoAlan Clay CastroAinda não há avaliações
- Processamento Primario Do PetróleoDocumento17 páginasProcessamento Primario Do PetróleoEliezer NetoAinda não há avaliações
- Trabalho Completação PDFDocumento19 páginasTrabalho Completação PDFJoãoPedroEuflauzinoBarreiroAinda não há avaliações
- BR Sistemas Submarinos PDFDocumento110 páginasBR Sistemas Submarinos PDFptksilvaAinda não há avaliações
- Limpeza e Manutenção de Tubos de ProduçãoDocumento16 páginasLimpeza e Manutenção de Tubos de ProduçãoIgorCencičAinda não há avaliações
- Tubulações Industriais PDFDocumento120 páginasTubulações Industriais PDFGeorge Romero Carvalho NunesAinda não há avaliações
- TCC Bombeio Mecanico Cartas AsDocumento45 páginasTCC Bombeio Mecanico Cartas Asroberto_perraciniAinda não há avaliações
- Apostila de Arame 2009Documento66 páginasApostila de Arame 2009RobertoVitorianoAinda não há avaliações
- Coluna de Perfuracao FormulasDocumento133 páginasColuna de Perfuracao FormulasStefano CorrêaAinda não há avaliações
- Segurança de PoçoDocumento184 páginasSegurança de PoçoDaniel LuzAinda não há avaliações
- Laudo Atuadores PDFDocumento12 páginasLaudo Atuadores PDFAlex100% (1)
- Curso ESCP 40 HorasDocumento193 páginasCurso ESCP 40 HorasCassio Vallinotti100% (1)
- Medicao Petroleo & Gas Natural 2a EdDocumento306 páginasMedicao Petroleo & Gas Natural 2a EdSergio Araujo100% (3)
- Equipamentos para Operações de DPRDocumento40 páginasEquipamentos para Operações de DPRCarlos Tavares100% (1)
- 8604 EH5U Por-00Documento307 páginas8604 EH5U Por-00Cristian RechAinda não há avaliações
- Aula 6 - Pivot CentralDocumento124 páginasAula 6 - Pivot CentralLucas Caldas100% (1)
- Manutenção e Inspeção em MastroDocumento6 páginasManutenção e Inspeção em MastroBiancaAinda não há avaliações
- Manipulador A VácuoDocumento12 páginasManipulador A Vácuoitamar BarbosaAinda não há avaliações
- Máquinas e Equipamentos MaterialDocumento30 páginasMáquinas e Equipamentos MaterialRafael PedroAinda não há avaliações
- MSS SP 91 1992 Conf 1996 TraduzidaDocumento10 páginasMSS SP 91 1992 Conf 1996 TraduzidaThiago Ribeiro da SilvaAinda não há avaliações
- Manual de Uso e Manutenção RT3-PORTDocumento30 páginasManual de Uso e Manutenção RT3-PORTGabriel AmorimAinda não há avaliações
- E-book-Os 10 Mandamentos Do Value Investing PDFDocumento5 páginasE-book-Os 10 Mandamentos Do Value Investing PDFHélio ColnagoAinda não há avaliações
- O Conceito de Crise e Seus Efeitos Na Prevenção e Na INtervenção em Crise - Marcelo TavaresDocumento43 páginasO Conceito de Crise e Seus Efeitos Na Prevenção e Na INtervenção em Crise - Marcelo TavaresAdrielly PereiraAinda não há avaliações
- Metodo William Fine ChinDocumento16 páginasMetodo William Fine ChinCarlitos Branquinho KbyAinda não há avaliações
- Question A Rio Contabil Administrando CustosDocumento64 páginasQuestion A Rio Contabil Administrando CustoscapitalsocialAinda não há avaliações
- Exercícios - Gerência de Riscos - 2 - O Custo Dos Riscos - 1Documento4 páginasExercícios - Gerência de Riscos - 2 - O Custo Dos Riscos - 1Macchi_RJAinda não há avaliações
- Manual de Gestão de Riscos - UFAMDocumento45 páginasManual de Gestão de Riscos - UFAMk.moutinhoAinda não há avaliações
- Gestão Da Inovação, Propriedade Intelectual e ValuationDocumento59 páginasGestão Da Inovação, Propriedade Intelectual e ValuationMartin MontenegroAinda não há avaliações
- "O Risco - Na ISO 9001 - 2015 - Como É Tratada A Gestão de Risco Na Nova Versão - Fatos e DadosDocumento4 páginas"O Risco - Na ISO 9001 - 2015 - Como É Tratada A Gestão de Risco Na Nova Versão - Fatos e DadosmarisaAinda não há avaliações
- O Que É Perda Auditiva Induzida Por RuídoDocumento3 páginasO Que É Perda Auditiva Induzida Por RuídoJulianoAinda não há avaliações
- Análise Financeira - Demonstração de Resultados - Balanço Analítico - Blog - CRN-ContabilidadeDocumento8 páginasAnálise Financeira - Demonstração de Resultados - Balanço Analítico - Blog - CRN-ContabilidadeenglopesAinda não há avaliações
- A Avaliação Do Risco de Violência Sexual - Rui GoncalvesDocumento16 páginasA Avaliação Do Risco de Violência Sexual - Rui GoncalvesAna Correia GomesAinda não há avaliações
- (Apostila) Segurança e Higiene Do Trabalho - SenaiDocumento117 páginas(Apostila) Segurança e Higiene Do Trabalho - SenaiLeandro MarquesAinda não há avaliações
- Cap 2 - Risco FinanceiroDocumento21 páginasCap 2 - Risco FinanceiroLucas MonteiroAinda não há avaliações
- Principais Conceitos de SeguroDocumento21 páginasPrincipais Conceitos de SeguroPedro LucasAinda não há avaliações
- Thiago Decano - Ebook 8 PassosDocumento47 páginasThiago Decano - Ebook 8 PassosAlexandro Nohara75% (4)
- Curso 274729 Aula 13 Prof Rodrigo Renno 61d8 CompletoDocumento59 páginasCurso 274729 Aula 13 Prof Rodrigo Renno 61d8 CompletoRobson Raul MouraAinda não há avaliações
- Implicações Da Introdução Das IFRS No Banco de Moçambique em Particular A Fase de TransiçãoDocumento15 páginasImplicações Da Introdução Das IFRS No Banco de Moçambique em Particular A Fase de Transiçãoluis chico mesticoAinda não há avaliações
- Módulo 4 - Metodologias de Avaliação de Riscos ProfissionaisDocumento42 páginasMódulo 4 - Metodologias de Avaliação de Riscos ProfissionaisArmando Ribeiro100% (1)
- E Book MinicontratosDocumento26 páginasE Book MinicontratosEliezer JúniorAinda não há avaliações
- Inspeção em Ponte Rolante - Baseado em Risco - 1Documento13 páginasInspeção em Ponte Rolante - Baseado em Risco - 1Claudinei OliveiraAinda não há avaliações
- PT26503 - FactoringDocumento3 páginasPT26503 - Factoringvaghor72Ainda não há avaliações
- Guia - IBGCDocumento50 páginasGuia - IBGCcfvfAinda não há avaliações
- Relatório de Amostra SUNO FII - GGRC11 Fundos de Investimentos ImobiliariosDocumento15 páginasRelatório de Amostra SUNO FII - GGRC11 Fundos de Investimentos ImobiliariosfisicoAinda não há avaliações
- Misael Guttman Fülber Maia de Abreu PDFDocumento67 páginasMisael Guttman Fülber Maia de Abreu PDFLise FilberAinda não há avaliações
- ctcp734 Guia22 Gestão Do RiscoDocumento44 páginasctcp734 Guia22 Gestão Do RiscojfblemosAinda não há avaliações