Escolar Documentos
Profissional Documentos
Cultura Documentos
3 O Processo Mecanico de Usinagem Torneamento PDF
3 O Processo Mecanico de Usinagem Torneamento PDF
Enviado por
julianojbaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
3 O Processo Mecanico de Usinagem Torneamento PDF
3 O Processo Mecanico de Usinagem Torneamento PDF
Enviado por
julianojbaDireitos autorais:
Formatos disponíveis
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
3
NESSE CApTULO
vOC ENCONTRA
A importncia do torneamento
no contexto dos processos
mecnicos de usinagem
O processo mecnico de Movimentos principais
usinagem: torneamento Tipos de tornos
Equipamentos e acessrios
Tipos de ferramentas para tornear
A beleza
Materiais das ferramentas
Geometria de corte da ferramenta
de ser
um eterno
aprendiz
GonzaGuinha
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 33
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
a importncia do torneamento O torneamento, como todos os demais trabalhos exe-
no contexto dos processos OLHA A! cutados com mquinas-ferramentas, acontece mediante
mecnicos de usinagem a retirada progressiva do cavaco da pea a ser trabalhada.
A norma NBR 6175:1971
Quando estudamos a histria do homem, percebemos O cavaco gerado por uma ferramenta de um s gume
classifica torneamento
que os princpios de todos os processos de fabricao so cortante, que deve ter uma dureza superior do material
como o processo
muito antigos. a ser cortado.
mecnico de usinagem
Eles so aplicados desde que o homem comeou a fa- destinado obteno de
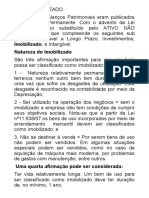
Observe a Figura 1. A ferramenta penetra na pea que
bricar suas ferramentas e utenslios, por mais rudimen- superfcies de revoluo possui somente um tipo de movimento: o rotativo, ou de
tares que eles fossem. com auxlio de uma ou giro uniforme ao redor do eixo A que permite o corte con-
Um bom exemplo o processo mecnico de usinagem mais ferramentas tnuo e regular do material. A fora necessria para reti-
de torneamento. Ele se baseia em um dos princpios de monocortantes. Para rar o cavaco feita sobre a pea, enquanto a ferramenta,
fabricao dos mais antigos, usado pelo homem desde a tanto, a pea gira em firmemente presa ao porta-ferramenta, contrabalana
mais remota antiguidade, quando servia para a fabrica- torno do eixo principal reao dessa fora.
de rotao da mquina e
o de vasilhas de cermicas.
a ferramenta se desloca figura
Esse princpio baseia-se na rotao da
pea sobre seu prprio eixo para a produ-
simultaneamente
segundo uma trajetria
1 Movimentos do torneamento
o de superfcies cilndricas ou cnicas. coplanar com o
Apesar de muito antigo, pode-se dizer referido eixo.
que este princpio s foi efetivamente
usado para o trabalho de metais no co-
meo do sculo passado. A partir de
ento, tornou-se um dos processos
mais completos de fabricao mecnica, uma vez que per-
mite conseguir a maioria dos perfis cilndricos e cnicos
necessrios aos produtos da indstria mecnica.
Ento, vamos em frente.
34 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Movimentos principais
LIGAO
DIRETA BOLA NA REDE As formas que a pea recebe so provenientes dos movi-
mentos coordenados e relativos entre peas e ferramenta.
Cavaco
Material que figura
removido Movimentos empregados Como dissemos
da pea pela
ferramenta,
2 no torneamento antes, em toda
quando ela est em ao.
mquina-ferramenta
Tem formatos e tamanhos h trs movimentos
diferentes, conforme o distintos:
trabalho e o material
utilizado. Movimento de corte
(ou principal).
Mquina-ferramenta
uma mquina que Vamos, ento, estudar melhor tais movimentos
Movimento de avano.
utiliza ferramentas
para realizar o corte. Para executar o torneamento, so necessrios
Movimento de
comumente conhecida trs movimentos relativos (figura 2) entre a
como mquina operatriz. pea e a ferramenta. So eles: aproximao e
penetrao.
MOVIMENTO DE CORTE
o movimento principal que permite cortar o material.
O movimento rotativo e realizado pela pea.
MOVIMENTO DE AVANO Movimento de corte (ou principal)
o movimento que desloca a ferramenta ao longo da super- O movimento de corte ou principal realizado pela pr-
fcie da pea.
pria pea no processo de de torneamento, atravs de seu
MOVIMENTO DE PENETRAO movimento giratrio.
o movimento que determina a profundidade de corte ao se
A velocidade do movimento de corte ou principal cha-
empurrar a ferramenta em direo ao interior da pea e assim
regular a profundidade do passe e a espessura do cavaco. ma-se velocidade de corte (Vc) e ela dada ou medida no-
malmente em m/mim.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 35
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Movimento de aproximao e
LIGAO DIRETA penetrao
O movimento de aproximao e penetrao serve para
So vrios os fatores que inuem ajustar a profundidade (P) de corte, e, juntamente com o
na velocidade do corte: movimento de avano (A), para determinar a seco do
Material da pea cavaco a ser retirado, como, no exemplo da Figura 3. Es-
Material duro baixa Vc
se movimento pode ser realizado manual ou automatica-
Material mole alta Vc
mente e depende da potncia da mquina, assim como
Material da ferramenta
da qualidade exigida da superfcie a ser usinada.
Muito resistente alta Vc
Pouco resistente baixa Vc Veja, na Figura 3, uma representao desses trs movi-
mentos, acompanhando o sentido das setas Vc (para indi-
Acabamento superficial desejado
car o movimento de corte), a (para indicar o movimento
Tempo de vida da ferramenta
de avano) e p (para indicar o movimento de penetrao).
Refrigerao
figura
Condies da mquina e de fixao Representao dos
3 movimentos principais
Movimento de avano OLHA A!
No processo de torneamento, esse tipo de movimento
O ajuste da profundidade
contnuo, mas tambm pode ser intermitente em sequn-
de corte (P) normalmente
cia de cortes, como na operao de aplainar. medido por meio
A espessura do cavaco depende do movimento de de uma escala A = Avano em (mm/rat.)
avano e a grandeza, basicamente, das caractersticas da graduada P = Profundidade em (mm)
ferramenta, e, principalmente, da qualidade exigida da conectada ao fuso Vc = Velocidade de corte
em (m/min)
superfcie usinada. O movimento de avano feito pelo (anel graduado).
operador, mas pode ser automtica tambm.
36 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Em mquinas modernas, esses movimentos so hi- Composio das foras de corte
drulicos e/ou eletro-hidrulicos. Em mquinas com co- Durante a formao de cavacos, foras geradas pelo cor-
mando numrico, todos esses movimentos so coman- te atuam tanto na ferramenta quanto na pea.
dados por elementos eletrnicos. Tais foras devem ser equilibradas, em direo e sen-
Agora que voc conheceu os principais movimentos tido, pela pea e pelos dispositivos de fixao da m-
no processo de torneamento, vamos melhor exemplificar quina. A Figura 5 ilustra a representao espacial des-
as foras neles envolvidas. sas foras que podem ser aplicadas a outros processos
de usinagem.
Seco do cavaco
figura
A seco (rea) do cavaco (S) no processo de usinagem
calculada em funo da profundidade (P) e do avano (A) 5 Composio das foras
(Figura 4).
figura
4 Seco de cavaco Legenda
Fc = Fora de corte
Depende do material e dos FA
ngulos da ferramenta
Fa = Fora de avano
Fp FC
Fp = Fora causada pela penetrao
FR
FR = FP + FA
p
Fr = Fora resultante de Fp + Fa
F = FC + FR
F = Fora total para cortar
a
a resultante de Fc + Fr
Ela influi na fixao da pea F
e da ferramenta
S = A . p em mm
S = Seco (rea) do cavaco (mm)
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 37
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
A fora de corte Fc bsica para clculos de potncia
NA
e calculada em funo da seco do cavaco e do mate- So vrios os fatores que influem no
LINHA
rial a ser utilizado, aplicando Ks, fora especfica, fr- acabamento superficial da pea. Veja alguns.
DO
mula. Os valores de Ks de cada material so determina-
Processo de usinagem VENTO
dos e tabelados.
Aspecto construtivo da mquina
Velocidade de corte
Fc = S . Ks
Ferramenta (material, ngulos, afiao, etc.)
Fc = Fora de corte (N)
Refrigerao e suas propriedades (resfriar, lubrificar,
S = rea da seco do cavaco (mm)
transportar cavacos etc.)
Ks = Fora especfica de corte do material (N/mm)
A mquina-ferrramenta que estamos discutindo nes-
Como vimos at ento, o processo de usinagem exige te material denomina-se torno. Da falamos em processo
um circuito fechado de fora entre pea e ferramenta. Por de torneamento
isso, para obter boas superfcies preciso que este circui-
to seja o mais rgido possvel. UMA
A origem da palavra torno latina:
A necessidade de movimentos relativos ferramenta- LUZ
tornus. Este termo designava a
pea (velocidade de corte, avano e penetrao) preconi- mquina para tornear marfim,
za necessidade de mquinas-ferramenta de guiamento madeira etc., originando o sentido
robustas que garantam a trajetria desejada e dispositi- de forma arredondodada,
vos de regulagem de folga dos deslocamentos durante a movimento circular. esta
a ideia presente em expresses
usinagem, entre outros.
como: em torno de (ao redor de)
Mais a frente, estudaremos os principais parmetros
e letra bem torneada
de corte. Nesse momento, ser detalhado o clculo da sec- (= bem feita).
o de corte e as foras envolvidas no processo.
38 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Tipos de torno e suas aplicaes figura
Dependendo da pea a ser usinada, das operaes re-
queridas nesse processo e do tipo de pea, se especfi-
6 Torno universal
ca ou seriada, escolhe-se o torno mais adequado. Apre-
sentamos, a seguir, os principais tipos de tornos e os
princpios a eles relacionados. Mostraremos, primeira-
mente, o torno universal, suas partes e seu funciona-
mento, que so bsicos para a compreenso dos demais
tipos de tornos.
Torno mecnico universal
Embora possua grande versatilidade, este tipo de torno
no oferece grandes possibilidades de fabricao em s-
rie, devido dificuldade que apresenta com as mudanas
ou troca de ferramentas. Ele pode executar operaes que
normalmente so feitas por outras mquinas como a fu-
radeira, a fresadora e a retificadora, com adaptaes rela-
tivamente simples. Esse torno possui eixo e barramento horizontal e tem
O torno universal, con- capacidade de realizar todas as operaes:
forme Figura 6, o tipo
BATER DE FRENTE
mais simples que existe. Faceamento
Estudando seu funciona- Torneamento de superfcies cilndricas e cnicas (interna
Uma dica
mento, possvel enten- e externa)
Torno uma mquina-ferramenta
der o funcionamento de Abrir rosca (interna e externa)
no qual geralmente so usadas
todos os outros, por mais ferramentas monocortantes.
Furao
sofisticados que sejam. Corte
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 39
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Assim, basicamente, todos os tornos, respeitadas suas As partes que compem o corpo da mquina e as figura
Cabeote fixo
variaes de dispositivos ou dimenses exigidas em cada
caso, apresentam as seguintes partes principais; no que
que fazem parte do torno so as responsveis pelo
desenvolvimento dos sistemas destacados abaixo:
8 ou rvore
se denomina corpo de mquina: barramento (Figura 7),
cabeote fixo ou rvore (Figura 8) e mvel, caixas de mu-
dana de velocidade. BOLA NA REDE
figura
Sistema de transmisso de movimento do eixo:
7 Barramento
motor, polia, engrenagens, redutores.
Sistema de deslocamento da ferramenta e
de movimentao da pea em diferentes
velocidades: engrenagens, caixa de cmbio,
inversores de marcha, fusos, vara etc.
Sistema de fixao da ferramenta (Figura 9): figura
Fixao de
torre, carro porta-ferramenta, carro transversal,
carro principal ou longitudinal.
9 ferramentas
Sistema de fixao da pea:
placas e cabeote mvel.
Sistema de comandos
dos movimentos e
das velocidades:
manivelas e alavancas.
Sistema de frenagem
(Figura 10)
40 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
figura figura
10 Sistema de frenagem
11 Torno horizontal
Cabeote Placa universal
fixo Porta ferramenta
Carro transversal
Espera (Carro superior)
Cabeote mvel
Barramento
P de torno Carro longitudinal ou principal
(dianteiro)
Bandeja
P de torno
(traseiro)
Detalhando algumas
partes do torno
A Figura 11 detalha as principais partes de
figura
um torno mecnico horizontal.
12 placa universal Castanhas
Placa universal
Chave
Serve para fixar as peas cilndricas ou com Confira o detalhe
nmero de lados mltiplo de trs. do ajuste encaixe
O ajuste ou perfeito encaixe da pea na
placa universal feito com uma chave en-
caixada no parafuso de aperto da placa
(Figura 12).
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 41
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
As placas universais possuem dois tipos de castanhas. CHOQUE figura
Confira as diferenas delas na Figura 13. DE ORDEM
14 Montagem da castanha
figura 1
13 Tipos de castanhas
As castanhas
so numeradas
e devem ser
montadas na
placa pela ordem
de numerao
correspondente
(Figura 14). figura
2 15 porta ferramenta
CASTANHA INVERTIDA CASTANHA COMUM
Para prender peas de Para prender peas de Porta-ferramenta
grande dimetro dimetro menor
a parte na qual
onde se fixa a
ferramenta de corte
(Figura 15).
OLHA A!
Castanha
a parte da placa
usada para fixar
a pea a ser
trabalhada.
42 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Cabeote mvel figura
Esta parte serve para prender a contraponta, a broca de
haste cnica, os mandris etc. O cabeote mvel deve
16 Cabeote mvel
trabalhar alinhado com a placa. O alinhamento feito Alavanca de fixao do mangote
Mangote
com um parafuso em sua base. Veja estes itens nas Fi- Volante de avano e
recuo do Mangote
guras 16 e 17.
Barramento Parafuso de fixao
Contraponte do cabeote
Suporta as partes principais do torno e est situado sobre
Barramento
os ps da mquina-ferramenta. O carro longitudinal e o
cabeote mvel se deslocam sobre ele. O barramento ser-
ve de referncia para indicar os movimentos longitudinal
e transversal (Figura 18).
figura figura
NA Alinhamento do
18 Barramento As Figuras
16 e 17
LINHA
DO 17 cabeote mvel
VENTO
mostram
Longitudinal
o cabeote
mvel
em dois
momentos
Transversal
Barramento
Parafuso de regulagem
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 43
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Cabeote fixo Carro longitudinal
BATER DE
Esta parte possui, no seu interior, conjuntos de engrena- Esta parte trabalha ao longo do barramento (Figura 20).
FRENTE
gens que servem para a mudana de velocidade e o avan- Seu movimento pode ser feito manualmente, por meio do
A mudana
o automtico do carro longitudinal. volante, ou automaticamente.
de velocidade
A mudana da velocidade feita pelas alavancas ex- varia de
ternas. O cabeote fixo recebe movimento de um motor acordo com fuso
eltrico, atravs da transmisso do movimento, feito por o modelo Tem por funo controlar o movimento do carro longitu-
da mquina
polias e correias. dinal. usado para abertura de rosca.
figura figura
19 Cabeote fixo
20 Carro longitudinal
Movimento de Movimento do
Porta ferramentas espera carro transversal
Espera
Carro transversal
Manivela B
Manivela A
Para cima engata o carro
longitudinal
Alavanca 1 de engate da
Alavanca 2 de engate de vara
fuso (para abrir rosca)
Para baixo engate o carro
transversal
Volante do carro
longitudinal Fuso
Vara
Movimento do carro
longitudinal Alavanca de partida (rotao)
Carro longitudinal
44 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Vara
Esta parte movimenta o carro longitudinal e transversal
UMA
para desbastar a pea (automtico). LUZ figura
Carro transversal
21 Espera: o certo e o errado
Trabalha transversalmente ao barramento, sobre o carro A espera
longitudinal. Seu movimento pode ser manual, por meio no dever
de manivela A, ou automtico, engatando-se a alavanca ser recuada
Recuo
Barramento
1 (para baixo). Estas partes so visveis na Figura 20. alm do seu Errado
usado para dar profundidade de corte no torneamen- barramento.
to longitudinal ou para facear. Observe na
Figura 21 o
Espera certo e o
Trabalha sobre o carro transversal. Sobre ela est o porta- errado. Certo Certo
ferramenta. Seu movimento feito por meio da manive-
la B (ver Figura 20).
usada para dar profundidade de corte, manualmen-
te, principalmente no faceamento de peas, ou para o tor-
figura
neamento cnico de peas pequenas, atravs da inclina- OLHA A!
o da espera. 22 Suporte de ferramenta
Suporte de ferramenta
NA
Nas Figuras LINHA Esta parte destinada
21 e 22 voc DO a prender ferramentas
vai ver VENTO
de corte. Veja a
detalhes teis Figura 22 ao lado.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 45
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
anel graduado
LIGAO figura
Esta parte tem como funo controlar o movimento dos
carros. Para remover certa espessura de material, ou seja,
DIRETA 23 Carro transversal
dar um passe, o torneiro necessita fazer avanar a ferra- Alguns
menta contra a pea, na medida determinada. A fim de tornos
que o trabalho se execute de modo preciso, a medida da mecnicos
possuem
espessura a ser removida deve ser fixada e garantida por
colares micromtricos
um mecanismo que, alm de produzir o avano, permita
no volante do carro
o exato e cuidadoso controle desse avano.
longitudinal,
Espera
facilitando o controle
Carro transversal Anel graduado
BOLA NA REDE de deslocamento
Anel graduado
da espera
longitudinal. do carro transversal
O torno mecnico possui,
em dois lugares diferentes,
mecanismos que atendem Os dois mecanismos 1 e 2 no quadro ao lado, possi-
a tais condies: bilitam o avano de ferramenta por meio de um sistema
1 No carro transversal, cujo deslocamento parafuso-porca. O parafuso gira entre buchas fixas, pela
sempre perpendicular ao eixo da pea rotao de um volante ou de uma manivela. Com o giro
ou linha de centros do torno, como do parafuso, a porca (que presa base do carro) deslo-
pode ser visto na Figura 23. ca-se e arrasta o carro, fanzendo-o avanar ou recuar, con-
2 Na espera, onde se situa o forme o sentido do parafuso.
porta-ferramenta; ela pode ser inclinada
O controle dos avanos, em ambos os carros, se faz por
a qualquer ngulo, pois sua base meio de graduaes circulares existentes em torno de bu-
rotativa e dispe de graduao angular. chas ou anis cilndricos, solidrios com os eixos dos para-
fusos de movimento, e junto aos volantes ou s manivelas.
46 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Os anis graduados, chamados colares micromtri- figura
cos, so os dispositivos circulares que determinam e con-
trolam as medidas em que se devem avanar os carros,
24 Torno revlver
mesmo que os avanos tenham de ser muitos pequenos. A B C
Agora que voc conhece as principais partes do torno Legenda
mecnico universal, que so comuns a todos os tornos, A Torre anterior
passaremos a novos tipos de tornos mecnicos, nos quais B Carro revlver
o diferencial a capacidade de produo (se automti- C Torre revlver
co ou no); o tipo de comando (manual, hidrulico, ele-
trnico, por computador, entre outros). Nesse grupo se
enquadram os tornos revlver, copiadores, automticos
ou por comando numrico computadorizado.
figura
Torno revlver
A caracterstica fundamental do torno revlver o emprego 25 Detalhes da torre revlver
Legenda
de vrias ferramentas, convenientemente dispostas e pre-
paradas, para executar as operaes 4 5
1. Facear
de forma ordenada e sucessiva. Ve- BATER DE 10 3 9 8 2 5 7 2. Tornear
3. Furar
FRENTE
6
ja a Figura 24. Verifique as legendas. 4
6 4. Tornear interno
As ferramentas adicionais so A torre normalmente 1
5. Formar
fixadas em um dispositivo chama- hexagonal, podendo 3
1 6. Chanfrar
receber at seis 2
do torre revlver (Figura 25). Es- 7.Tornear externo
ferramentas; porm, 10
sas ferramentas devem ser mon- 8. Tornear rosca
se for necessrio uma 8
7
9. Formar
tadas da forma sequencial e racio- variedade maior, a troca de 9
equipamentos se processa 10. Cortar
nalizada para que se alcance o ob-
de forma rpida.
jetivo visado.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 47
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Torno de placa ou plat CHOQUE Torno vertical
O torno de placa ou plat amplamente utilizado nas em- DE ORDEM Possui o eixo de rotao vertical e empregado no torne-
presas que executam trabalhos de mecnica e caldeiraria amento de peas de grandes dimenses, como volantes,
No torno vertical
pesada. adotada para torneamento de peas de grande polias, rodas dentadas, entre outras peas.
peas de grande
dimetro, como polias, volantes, flanges, entre outras pe- dimenses e devido
figura
as. Veja a Figura 26. ao peso, podem ser
figura
montadas mais 27 Torno vertical
facilmente sobre uma
26 Torno de placa ou plat
plataforma horizontal
do que sobre uma
D
B plataforma vertical.
E A
Ver Figura 27.
A
D
A Porta-ferramentas vertical
A Cabeote B Porta-ferramentas horizontal
B Placa C Placa
C Sela D Travesso
D Porta-ferramenta E Montante
E Carros F Guia
48 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Torno copiador Torno CNC
OLHA A!
Neste torno, os movimentos que definem a geometria da Os tornos automticos, muito utilizados na fabricao
pea so comandados por mecanismos que copiam o con- de grandes sries de peas, so comandados por meio
Cames excntricos e fim de
torno de um modelo ou chapelona. curso, so peas que fazem parte de cames, excntricos e fim de curso. O seu alto tem-
No copiador hidrulico, um apalpador, em contato do sistema de controle po de preparao e ajuste, para incio de nova srie de
dos movimentos
com o modelo, transmite o movimento atravs de um am- peas, faz com que ele no seja vivel para mdios e
rotativos e retilneos
plificador hidrulico que movimenta o carro porta-ferra- do torno CNC. pequenos lotes, da o surgimento das mquinas CNC
mentas (Figura 28). (comando numrico computadorizado). Ver Figura 29.
figura figura
28 Detalhe do torno copiador
29 Torno CNC
D C B A
BATER DE Vlvula direcional 4/2
FRENTE Bomba Apalpador
Chapelona
O torno copiador
tem grande
Carro
aplicabilidade e porta-ferramenta
no deve ser
E F H G
utilizado em 60
produes de
peas pequenas, A Placa E Painel de operao
por ser B Cabeote principal F Barramento
antieconmico. Avano
C Vdeo display G Cabeote mvel
D Programao H Torre porta-ferramenta
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 49
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Equipamentos e acessrios
BOLA NA REDE Apresentaremos o detalhamento dos equipamentos e
acessrios que so considerados os principais.
A tecnologia avana a passos largos. Atualmente, j so comercializados Contraponto (fixo) e ponto rotativo
tornos CNC com mltiplas funes, que podem ser usados tanto como Utilizados nas operaes de torneamento que requerem
tornos convencionais ou como torno CNC tradicional (Figura 30). fixao entre pontos de torno (Figura 31). O ponto rotati-
vo fixado no cabeote mvel, assim como o contrapon-
figura
to. A diferena que o contraponto fixo usado para tor-
26 Torno CNC Multiplic neamento em baixas rotaes e com lubrificantes.
figura
31 ponto rotativo
OLHA A!
Atualmente nos
trabalhos de
usinagem
mais
usado o
ponto
H uma srie de equipamentos que so adotados pa- rotativo.
ra uso com o torno. Vejamos alguns deles.
50 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Placa universal figura figura
Apesar de ser uma parte do torno, a placa universal
um equipamento muito comum e importante nos tra-
32 placa universal
33 placa de arraste
balhos de torneamento, sendo a mais utilizada das pla-
cas. Da, a elencarmos aqui entre os equipamentos.
Possui trs castanhas que efetuam o aperto da pea si-
multaneamente e sua consequente centra lizao. Po-
de efetuar fixao em dimetros internos e externos
(Figura 32).
Placa de arraste
Este equipamento usado no torneamento de peas fixa-
das entre pontas, em que se pretende manter a maior con-
figura figura
centricidade no comprimento total torneado (Figura 33). placa de quatro
34 castanhas 35 placa plana
Placa de quatro castanhas
Contra-peso
Utilizada na fixao de peas de perfis irregulares, pois
suas castanhas de aperto podem ser acionadas separada-
mente, oferecendo condies de centragem da regio que
se pretende usinar (Figura 34).
Placa plana Placa
Utilizada na fixao de peas irregulares com auxlio de
alguns dispositivos. Como vemos na Figura 35, a placa
plana amplia as possibilidades de fixao de peas de for-
mato irregular que necessitam ser torneadas.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 51
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
figura figura Mandril pina
36 Luneta fixa
37 Luneta mvel Este acessrio de fixao amplamente utilizado quan-
do se pretende tornear eixos de dimetros pequenos, por
oferecer grande preciso na concentricidade. Ele permi-
Parafuso
de ajuste Fora te rpidas trocas de peas e comumente encontrado em
tornos automticos (Figura 38).
figura
38 Mandril pina
Luneta fixa Funciona como mancal e deve ser mon-
Tem grande utilidade quando pretende- tada junto da ferramenta, para evitar vi-
figura
mos tornear eixos longos de pequenos di- braes e flexes, pois tais movimentos
metros. Atua como mancal, e evita que a anulam as foras de penetrao da fer- 39 Mandril expansivo
pea saia de centro ou vibre com a ao da ramenta.
ferramenta (Figura 36).
Mandril expansivo
Luneta mvel utilizado na fixao de peas que tero
utilizada em eixos de pequenos dime- seu dimetro externo totalmente tornea-
tros, os quais so sujeitos a flexes e vibra- do. Visa manter uniformidade na superf-
es na usinagem (Figura 37). cie (Figura 39).
52 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Mandril paralelo de aperto com porca NA
Tipos de ferramentas para tornear
At este
utilizado na fixao de uma ou vrias peas por vez. Ve- LINHA As ferramentas utilizadas no processo de torneamento
ponto, voc DO
ja dois esquemas na Figura 40. podem ser classificadas em dois grandes grupos: usadas
teve contato VENTO
no torneamento externo e no torneamento interno.
figura com os
Mandril paralelo de diferentes
40 aperto com porca tipos de Torneamento externo
torno e as H diversos tipos de ferramentas para tornear externa-
Arruela ajustveis suas partes e mente. As suas formas, os ngulos, os tipos de operaes
acessrios que executam e o sentido de corte so os fatores que as
principais. Passaremos a
caracterizam e as diferenciam entre si.
outro tpico importante:
As ferramentas utilizadas
no torno para se efetuar PARA BOTAR NA MOLDURA
o torneamento.
O sentido do corte considerado sentido direita
Peas Cala quando a ferramenta se deslocar em direo
Arruela rvore (cabeote fixo). Observe a Figura 41.
Mandril
figura
Sentido de corte
41
Mandril porta-broca direita
utilizado para fixar brocas no trabalho de furao. Ele
fixado, geralmente, no cabeote mvel.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 53
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
figura figura
Ferramentas para
42 Ferramentas para torneamento externo
43 torneamento interno
Desbastar alisar
1 2 3 4 5 6 7 8 9 10 Sangrar formar
1. Cortar 4. Alisar 7. Desbastar direita 10. roscar
2. Cilindrar direita 5. Facear direita 8. Cilindrar e facear esquerda
3. Sangrar 6. Sangrar 9. Formar
Torneamento interno roscar Tornear com haste
OLHA A!
As ferramentas utilizadas para tornear internamen-
A Figura 42 acima ilustra te podem ser de corpo nico, com pontas monta-
algumas ferramentas
das ou com insertos. Podemos adot-las nas ope-
para torneamento
externo, com setas raes de desbaste ou de acabamento, variando os
indicando o sentido ngulos de corte e a forma da ponta. Elas recebem
do movimento.
o nome de bedame. Veja elas na Figura 43 ao lado.
54 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Materiais das ferramentas Metal duro
LIGAO
Os materiais dos quais as ferramentas de corte so feitas O metal duro comumente chamado carboneto metli-
DIRETA
so os responsveis pelo seu desempenho e conferem- co e compe as ferramentas de corte mais utilizadas na
lhes caractersticas fsicas e propriedades mecnicas.
Tipos de usinagem dos materiais na mecnica (Figura 44).
Os materiais mais comuns so: ao-carbono, ao rpi-
ao rpido figura
do, metal duro, cermica.
Comum
3%W, 1%Va
44 pastilhas de metal duro
ao-carbono
Superior
O ao-carbono possui teores que variam de 0,7 a 1,5%
6%W, 5%Mo, 2%Va
de carbono e usado em ferramentas para usinagens ma-
Extra-superior
nuais ou em mquinas-ferramenta.
12%W, 4%Mo, 3%Va e
Trata-se de um material utilizado para pequenas quan- Co at 10%
tidades de peas, no sendo adequado para altas produ- Extra-rpido
es. pouco resistente a temperaturas de corte superio- 18W2Cr, 2Va e 5%Co
res 250C, da a desvantagem de usarmos baixas veloci-
dades de corte.
BATER DE
ao rpido FRENTE
O ao rpido possui, alm do carbono, outros elemen- Como exemplo
tos de liga, como: tungstnio, cobalto, cromo, vandio, de ferramentas
feitas em ao
molibdnio, boro entre outros elementos, que so os
rpido, podemos
responsveis pela excelente propriedade de resistncia destacar brocas,
ao desgaste. alargadores, ferramenta
de torno, fresas de topo,
Os elementos desta liga, alm de conferirem maior re-
fresas circulares, entre
sistncia ao desgaste, aumentam a resistncia de corte a outras ferramentas.
quente (550C) e possibilitam maior velocidade de corte.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 55
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
Os elementos mais importantes de sua composio NA figura
so o tungstnio, o tntalo, o titnio e o molibdnio, alm
do cobalto e do nquel como aglutinantes. Uma dica
LINHA
DO 45 Fixao de pastilhas
VENTO
Aglutinante
PARA BOTAR NA MOLDURA o material
ou elemento
Suporte
que d liga
O carboneto metlico
em uma
possui grande
mistura. Pastilha
resistncia ao desgaste,
e apresenta as Suportes com pastilhas intercabiveis
seguintes vantagens:
Alta resistncia ao corte a
quente, mantendo uma dureza
de 70HRC at 800C.
Alta velocidade de corte (50 a 300m/min),
isto , at 10 vezes mais que a velocidade do ao
rpido. Isso favorece um maior volume de
cavaco por usinagem.
Maior vida til para a ferramenta, exigindo, porm,
mquinas e suportes mais robustos para evitar
vibraes, que so criticas para os metais duros. OLHA A!
As pastilhas de metal duro podem ser de dois tipos:
aquelas fixadas com solda (Figura 45) e aquelas que A intercambialidade elimina os tempos
so intercambiveis. de parada da mquina para afiao.
56 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
H muitos tipos de modelos de suportes existentes no Cermica
LIGAO
mercado; tambm so vrios os sistemas de fixao da As ferramentas de cermica so constitudas de pastilhas
DIRETA
pastilha no suporte. A escolha est vinculada operao sinterizadas com aproximadamente 98% a 100% de xi-
e aos ngulos de corte desejados, pois estes so resultan- do de alumnio. Possuem dureza maior que a de metal du-
tes da combinao entre os ngulos da pastilha e a incli- ro, e possuem uma velocidade de corte de 5 a 10 vezes
Outra dica
nao de seu assento no suporte. Confira na Figura 46. maior (Figura 47).
A escolha da pastilha
O seu gume de corte pode resistir ao desgaste em uma
figura em funo da aplicao
temperatura de at 1.200oC, o que favorece a aplicao na
46 Definio de ngulos de corte feita por meio de
consulta a tabelas
usinagem de materiais como ferro fundido, ligas de ao,
entre outros elementos.
especficas.
ferramenta negativa
figura
Pastilha Parafuso de aperto
Placa de aperto 47 Escala de dureza
HRC
(< Negativa)
100 Diamante
Cermica
82
ferramenta positiva Carboneto
80
Pastilha Parafuso de aperto
Placa de aperto
62 Ao rpido
58
(< Positiva)
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 57
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
As pastilhas de cermica tambm podem ser intercam- geometria de corte da ferramenta
BATER DE
biveis, porm, em funo da sua alta dureza, possuem O estudo das condies de formao de calor e sua trans-
FRENTE
pouca tenacidade e necessitam de suportes robustos que misso, em funo de diferentes fatores de corte, permi-
evitem vibraes (Figura 48) e mquinas operatrizes que Tenacidade te que se determinem as dimenses e as formas mais con-
ofeream boas condies de rigidez. a qualidade venientes das ferramentas, alm de um melhor regime de
O volume de cavaco por tempo muito superior ao do do material que trabalho e durabilidade da aresta de corte da ferramenta.
metal duro, em funo de suas altas velocidades de corte. tenaz, ou seja, No que se refere geometria de corte da ferramenta, a de-
resiste ruptura,
finio depende de onde se encontra a aresta de corte prin-
figura apresentando deformao
cipal: se est esquerda ou direita, conforme Figura 49.
48 Suportes permanente, em virtude da
consistncia do material figura
49 Ferramenta esquerda e direita
que compe o seu interior.
OLHA A!
ferramenta a esquerda ferramenta a direita
Prxima atrao
Nos tpicos que esto
a seguir vamos
avanar na questo
do corte e dos
ngulos das Aresta de Aresta de
ferramentas. corte principal corte principal
Voc no
pode perder!
58 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
A geometria de corte da ferramenta influenciada, na
LIGAO PARA BOTAR NA MOLDURA
usinagem, pelas variveis a seguir:
DIRETA
ngulo de corte
Forma da ferramenta A Figura 50 Os ngulos da ferramenta de
apresenta tornear so os seguintes:
os ngulos
A segunda varivel j foi vista ao longo do material at ngulo de incidncia (), compreendido
representados
aqui. Passemos, ento, primeira. entre a pea e a ferramenta. Varia de 5 a 12.
espacialmente e a
ngulo de cunha () formado pelas faces de incidncia e
Figura 51 apresenta
de sada, deve ser determinado em funo do material.
ngulo da ferramenta de tornear os ngulos no plano. Materiais moles = 40 a 50 (alumnio)
Os ngulos e superfcies da geometria de corte das ferramen- Materiais tenazes = 55 a 75 (ao)
tas so de grande importncia e constituem elementos fun- Materiais duros = 75 a 85
damentais no rendimento e durabilidade dos equipamentos. ngulo de sada () formado pelas faces de ataque e
pelo plano da superfcie de sada, determinado em
figura figura funo do material.
50 ngulos no espao
51 ngulos no plano Materiais moles = 15 a 40
Materiais tenazes = 14
Materiais duros = 0 a 8
ngulo de sada () ngulo de corte (), que varia em funo do material da
pea, resultando: = +
ngulo de
rendimento ()
ngulo de ponta () formado pelas arestas cortantes.
Conforme o avano, temos:
Sentido do avano Avano at 1mm/volta ngulo de = 90
Avano maior que 1mm/volta ngulo > 90
ngulo de
inclinao ()
ngulo de rendimento () formado pela aresta cortante e
ngulo de incidncia ()
a superfcie da pea trabalhada. Ao se determinar o ngulo
ngulo de
de uma ferramenta de corte para tornear, deve-se levar
incidncia
lateral em considerao as foras de corte que dele dependem.
Vejamos como.
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 59
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
ngulo >45 figura figura
Pequena parte da aresta cortante tem contato com
o material, resultando no seu rpido desgaste (Fi- 52 ngulo > 45
53 ngulo < 45
gura 52).
Esse ngulo usado no torneamento de peas
compridas e de dimetros pequenos, porque pro-
porciona pouco esforo radial (Fp).
ngulo = 45
A fixao ideal da ferramenta para cilindrar uma
pea posicionar o corpo da ferramenta a 90 em
relao ao eixo de simetria da pea e com ngulo
de rendimento = 45, salvo em casos especiais
figura figura
(Figura 53).
54 ngulo = 45
55 ngulo de inclinao
ngulo < 45
Neste caso, a aresta de corte tem bastante contato
com o material (Figura 54). Por isso, o seu desgaste
menor, mas ocasiona grande esforo radial (Fp).
ngulo de inclinao de aresta constante () tem
por finalidade controlar a direo de escoamento
do cavaco e o consumo de potncia, alm de pro-
teger a ponta das ferramentas de corte e aumen-
tar seu tempo de vida til (Figura 55). O ngulo de
inclinao pode variar de = -10 a = +10.
60 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
UMA figura figura
ngulo de inclinao
LUZ
Ele pode ser: 52 ngulo negativo
53 ngulo neutro
Negativo
Positivo
Neutro
Confira os ngulos de inclinao
nas figuras ao lado.
ngulo negativo
Quando a ponta de ferramenta for a parte mais baixa em
relao aresta de corte. usado nos trabalhos de des-
baste e em cortes interrompidos (peas quadradas, com
figura
rasgos ou com ressaltos) em materiais duros (Figura 56). ngulo em funo do material
54 ngulo positivo
O fenmeno de corte realizado pelo ata-
ngulo positivo que da cunha da ferramenta. Nele o rendi-
Dizemos que positivo quando a ponta da ferramen- mento depende dos valores dos ngulos da
ta em relao aresta de corte for a parte mais alta. cunha, pois esta que corrompe as foras de
usada na usinagem de materiais macios, de baixa dure- coeso do material da pea. Experimental-
za (Figura 57). mente, determinaram-se os valores desses
ngulos para cada tipo de material da pea.
ngulo neutro
Dizemos que neutro quando a ponta da ferramenta OLHA A!
est na mesma altura da aresta de corte. usado na usi- Na pgina seguinte veja o Quadro 1 que
nagem de matrias duros e exige menor potencia do que mostra os ngulos recomendamos em
Funo do material empregado.
positivo ou negativo (Figura 58).
PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES SENAI-RJ 61
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
SENAI
METALMECNICA
MDULO
TORNEARIA MECNICA
QuaDrO
BOLA NA REDE
1 ngulos recomendados em funo do material
NGULOS
No Quadro 1, mostrada MATERIAL
a do lado nos fornece
Ao 1020 at 45N/mm2 8 55 27 0 a 4
os valores para os
Ao 1045 at 70N/mm2 8 62 20 0 a 4
materiais mais comuns.
Ao 1060 acima de 70N/mm2 8 68 14 4
Ao ferramenta 0,9%C 6a8 72 a 78 14 a 18 4
Ao inox 8 a 10 62 a 68 14 a 18 4
CHOQUE DE ORDEM FoFo brinell at 250HB 8 76 a 82 0a6 0 a 4
FoFo malevel ferrtico brinell at 150HB 8 64 a 68 14 a 18 0 a 4
Terminada esta unidade, voc j tem FoFo malevel perltico brinell 160HB a at 240HB 8 72 10 0 a 4
condies de conceber o tipo de trabalho Cobre, lato, bronze (macio) 8 55 27 +4
realizado na usinagem de torneamento e Lato e bronze (quebradio) 8 79 a 82 0a3 +4
os equipamentos envolvidos. Bronze para bucha 8 75 7 0 a +4
Alumnio 10 a 12 30 a 35 45 a 48 +4
Vamos, a seguir, a outro ponto importante:
Duralumnio 8 a 10 35 a 45 37 a 45 0 a +4
a questo da gerao de calor no processo
de usinagem e como resolv-la. DURAPLSTICO
Celeron, baquelite 10 80 a 90 5 +4
Ebonite 15 75 0 +4
BATER DE FRENTE Fibra 10 55 25 +4
TERMOPLSTICOS
Para saber mais sobre ferramentas PVC 10 75 5 +4
de corte para usinagem, consulte a Acrlico 10 80 a 90 0 0
ABNT TB-388:1990. Teon 8 82 0 +4
Nylon 12 75 3 +4
62 SENAI-RJ PROGRAMA DE ATUALIZAO TECNOLGICA DE DOCENTES
O PROCESSO MECNICO DE USINAGEM: TORNEAMENTO
Você também pode gostar
- Manual Do Proprietário EV1 SPORT 2021Documento46 páginasManual Do Proprietário EV1 SPORT 2021Renilton Oliveira50% (2)
- Atividade Pratica 2023 - Maria Fernanda Silva LiraDocumento5 páginasAtividade Pratica 2023 - Maria Fernanda Silva LiraMaria Fernanda Silva Lira100% (1)
- Apostila de Programação e Operação Fresadora CNC - FormatadaDocumento81 páginasApostila de Programação e Operação Fresadora CNC - FormatadaJan Martins67% (3)
- PPRA (Padaria) Junho 2019Documento38 páginasPPRA (Padaria) Junho 2019Hemerson MenezesAinda não há avaliações
- Lista Rendimento Das TransmissõesDocumento2 páginasLista Rendimento Das Transmissõesfilipercastro2736Ainda não há avaliações
- Torneamento CompletoDocumento83 páginasTorneamento CompletoclaudioAinda não há avaliações
- Exercícios Anel Graduado e Ferramentas de CorteDocumento5 páginasExercícios Anel Graduado e Ferramentas de CorteTecmecânico67% (3)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- PROGRAMADOR Manual de ProgramacaoDocumento118 páginasPROGRAMADOR Manual de ProgramacaoJosiel SilvaAinda não há avaliações
- Fresagem ApostilaDocumento32 páginasFresagem Apostilateku33Ainda não há avaliações
- Avaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDocumento5 páginasAvaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDabynael ChinaquiAinda não há avaliações
- Apostila de Centro de Usin CNC 300 Pags Dez 09Documento300 páginasApostila de Centro de Usin CNC 300 Pags Dez 09Marcio CoelhoAinda não há avaliações
- CNC - Lista de Exercicios1Documento10 páginasCNC - Lista de Exercicios1marcelowagner19Ainda não há avaliações
- Apostila Ajustagem10 PDFDocumento46 páginasApostila Ajustagem10 PDFThiago HermesAinda não há avaliações
- Processos de Usinagem I - Aula 03 - Geometria Da Ferramenta de CorteDocumento65 páginasProcessos de Usinagem I - Aula 03 - Geometria Da Ferramenta de Cortelorena___20Ainda não há avaliações
- Apostila Tornearia Carlos EduardoDocumento31 páginasApostila Tornearia Carlos EduardoilledratAinda não há avaliações
- CNC Basico Guia Do FormadorDocumento112 páginasCNC Basico Guia Do FormadorÂngelaCorreiaAinda não há avaliações
- Nooes de Ajustagem de BancadaDocumento91 páginasNooes de Ajustagem de BancadaLucas GabrielAinda não há avaliações
- Aula 04 Centro de Usinagem CNCDocumento23 páginasAula 04 Centro de Usinagem CNCJunior GuedesAinda não há avaliações
- LE TolerancDimDocumento2 páginasLE TolerancDimrogocosAinda não há avaliações
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Documento26 páginasTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Apostila de Torno-CNC-senaiDocumento94 páginasApostila de Torno-CNC-senaiJanilson RêusAinda não há avaliações
- Divisor UniversalDocumento9 páginasDivisor UniversaljluoAinda não há avaliações
- Evolucao TornosDocumento24 páginasEvolucao TornosWesley FernandesAinda não há avaliações
- C N CDocumento99 páginasC N CVasco JardimAinda não há avaliações
- Aula AjustagemDocumento65 páginasAula AjustagemCristoffer MatozoAinda não há avaliações
- Apostila de UsinagemDocumento23 páginasApostila de UsinagemDj-Samuel Oliveira100% (3)
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Alargadores PDFDocumento13 páginasAlargadores PDFAlcione GalvãoAinda não há avaliações
- Apostila de Estampo FatecDocumento39 páginasApostila de Estampo FatecPedro VictorAinda não há avaliações
- Apostila Calandra-Modulo I e Modulo IIDocumento63 páginasApostila Calandra-Modulo I e Modulo IIFaengAinda não há avaliações
- 27 Anel Graduado Do TornoDocumento6 páginas27 Anel Graduado Do TornorobertoAinda não há avaliações
- Classificação Dos Processos de UsinagemDocumento125 páginasClassificação Dos Processos de Usinagemmarcos100% (1)
- FRESAGEMDocumento50 páginasFRESAGEMFabíola NatallyAinda não há avaliações
- Usinagem - Aula 6Documento89 páginasUsinagem - Aula 6Cris NunesAinda não há avaliações
- Caderno Tarefas Fresador MecanicoDocumento18 páginasCaderno Tarefas Fresador MecanicovsdacostaAinda não há avaliações
- Tutorial Programação Centro de UsinagemDocumento61 páginasTutorial Programação Centro de UsinagemFelipe VilaniAinda não há avaliações
- Apostila de Torno CNC - SENAI BrásDocumento93 páginasApostila de Torno CNC - SENAI Bráscaf_desknoteAinda não há avaliações
- 17 Regua e Mesa de Seno PDFDocumento5 páginas17 Regua e Mesa de Seno PDFLuciano BroboskiAinda não há avaliações
- Manual Torneiro MecânicoDocumento23 páginasManual Torneiro MecânicowaldirmirandajrAinda não há avaliações
- Lista de Exercícios - UsinagemDocumento2 páginasLista de Exercícios - UsinagemFabiana Piano100% (1)
- Operação de Centros de Usinagem PDFDocumento220 páginasOperação de Centros de Usinagem PDFwiltonAinda não há avaliações
- Proc Usinagem - Fresamento e Mandrilamento BrochamentoDocumento103 páginasProc Usinagem - Fresamento e Mandrilamento BrochamentoV_VicAinda não há avaliações
- 2017caderno de Exercícios Siemens PDFDocumento44 páginas2017caderno de Exercícios Siemens PDFValter Lima100% (1)
- Apostila de Processo de FresamentoDocumento70 páginasApostila de Processo de FresamentoSamuel IbiapinoAinda não há avaliações
- 4 Usinagem FresamentoDocumento96 páginas4 Usinagem FresamentoJoão Paulo Bastos100% (1)
- Histórico Da UsinagemDocumento7 páginasHistórico Da UsinagemvictorAinda não há avaliações
- Torno e Fresadora CNCDocumento15 páginasTorno e Fresadora CNCGeovanni Guimarães Rocha100% (2)
- Apostila de TorneamentoDocumento47 páginasApostila de TorneamentoCristian DiegoAinda não há avaliações
- Apostila CNCDocumento383 páginasApostila CNCventooesteAinda não há avaliações
- APOSTILA DE PROGRAMAÇÃO Fanuc21MB PDFDocumento104 páginasAPOSTILA DE PROGRAMAÇÃO Fanuc21MB PDFaracellimartinsAinda não há avaliações
- RetificaçãoDocumento38 páginasRetificaçãoBruna Reinehr100% (1)
- Exercícios Cálculos de RoscaDocumento2 páginasExercícios Cálculos de RoscaTecmecânicoAinda não há avaliações
- BrochamentoDocumento32 páginasBrochamentoHélder SilvaAinda não há avaliações
- Torneamento Cônico 1Documento4 páginasTorneamento Cônico 1James498Ainda não há avaliações
- Aula 1 CNCDocumento8 páginasAula 1 CNCLuis OmenaAinda não há avaliações
- Fagor 55 ProgDocumento41 páginasFagor 55 ProgErasmo AmorimAinda não há avaliações
- Aula Torno SEM0560 - 2017Documento84 páginasAula Torno SEM0560 - 2017evertonotomAinda não há avaliações
- FuraçãoDocumento24 páginasFuraçãoGiovanniAinda não há avaliações
- 3 - Processo de Usinagem PMFDocumento51 páginas3 - Processo de Usinagem PMFmiltonhribeiroAinda não há avaliações
- TeSP 3Documento108 páginasTeSP 3pereiramcfAinda não há avaliações
- Rdo 14 - 05 - 2022Documento12 páginasRdo 14 - 05 - 2022Hemerson MenezesAinda não há avaliações
- Drawing1-Model - Base para MotorDocumento1 páginaDrawing1-Model - Base para MotorHemerson MenezesAinda não há avaliações
- Laudo Perfuratriz BS 400Documento6 páginasLaudo Perfuratriz BS 400Hemerson MenezesAinda não há avaliações
- Rdo 09 - 05 - 2022Documento12 páginasRdo 09 - 05 - 2022Hemerson MenezesAinda não há avaliações
- LTCAT (Padaria) Junho 2019Documento17 páginasLTCAT (Padaria) Junho 2019Hemerson MenezesAinda não há avaliações
- L.I.P. (Padaria) Junho 2019Documento19 páginasL.I.P. (Padaria) Junho 2019Hemerson MenezesAinda não há avaliações
- GabaritoDocumento84 páginasGabaritoHemerson MenezesAinda não há avaliações
- Programa de Prevenção de Riscos AmbientaisDocumento34 páginasPrograma de Prevenção de Riscos AmbientaisHemerson MenezesAinda não há avaliações
- PCMSO (Padaria) Junho 2019Documento35 páginasPCMSO (Padaria) Junho 2019Hemerson Menezes100% (2)
- Riscos LubrificadorDocumento1 páginaRiscos LubrificadorHemerson MenezesAinda não há avaliações
- SIG@UNIVASFDocumento4 páginasSIG@UNIVASFHemerson MenezesAinda não há avaliações
- DECRETO-31.564-2016.-Regulamenta-recebimento-de-premiação-por-apreensão-de-armas-de-fogo 2Documento3 páginasDECRETO-31.564-2016.-Regulamenta-recebimento-de-premiação-por-apreensão-de-armas-de-fogo 2Eder FreireAinda não há avaliações
- Resumos Economia - 2º FrequênciaDocumento52 páginasResumos Economia - 2º FrequênciaCatarina MochilaAinda não há avaliações
- Agregados São Materiais GranulososDocumento1 páginaAgregados São Materiais GranulososBianca Molinas GuidaAinda não há avaliações
- Moreira, Egon Bockmann - Situações Disruptivas, Negócios Jurídico-Administrativos ...Documento16 páginasMoreira, Egon Bockmann - Situações Disruptivas, Negócios Jurídico-Administrativos ...Guilherme FontouraAinda não há avaliações
- Apostila de Sistemas de AeronavesDocumento69 páginasApostila de Sistemas de Aeronavesengguedes1309Ainda não há avaliações
- Apresentação Sisema 2023 Ok v2Documento39 páginasApresentação Sisema 2023 Ok v2Bruno VilaçaAinda não há avaliações
- Catalogo Nogueira SN 165 - Cortadeira FenoDocumento10 páginasCatalogo Nogueira SN 165 - Cortadeira FenoBruno MendesAinda não há avaliações
- NVersao Arte em Tempos de PandemiaDocumento142 páginasNVersao Arte em Tempos de PandemiaNatasha MiamotoAinda não há avaliações
- 447-Texto Do Artigo-950-1-10-20230727Documento21 páginas447-Texto Do Artigo-950-1-10-20230727fchauque4Ainda não há avaliações
- Manual de Praticas AdministrativasDocumento22 páginasManual de Praticas Administrativasdelanomacedo100% (1)
- 12 - Métricas para Startup - E-BookDocumento12 páginas12 - Métricas para Startup - E-BookJorge Santos ValérioAinda não há avaliações
- PDFDocumento50 páginasPDFCutelaria ArtesanalAinda não há avaliações
- História Do Banco Do Brasil: Trabalho de ORA 1°I ADMDocumento8 páginasHistória Do Banco Do Brasil: Trabalho de ORA 1°I ADMEtec AdmAinda não há avaliações
- APR-019 - Montagem Eletromecânica SEDocumento18 páginasAPR-019 - Montagem Eletromecânica SEClemilson TST100% (1)
- Datasheet RSR180-AEB - Contador de Eixo - FrausherDocumento2 páginasDatasheet RSR180-AEB - Contador de Eixo - Frausherjimison francoAinda não há avaliações
- Resolução 3.GAB - direX.2021.PRT 24.942.617, de 19 de Dezembro de 2021Documento5 páginasResolução 3.GAB - direX.2021.PRT 24.942.617, de 19 de Dezembro de 2021COMISSÃO DE JUSTIÇA E CIDADANIA JUSTIÇA ArbitralAinda não há avaliações
- Eng445 Intro EngrenagensDocumento39 páginasEng445 Intro EngrenagensPedro DantasAinda não há avaliações
- Atividade Direito AdmDocumento2 páginasAtividade Direito AdmLaura Eduarda Lima Soares CostaAinda não há avaliações
- Simulação 2cDocumento4 páginasSimulação 2cmthslibrasAinda não há avaliações
- Programa de Bolsas de Estudo Magda Tagliaferro - Edital 2024Documento7 páginasPrograma de Bolsas de Estudo Magda Tagliaferro - Edital 2024Lemuel CarvalhoAinda não há avaliações
- Declaração de Vínculo EmpregatícioDocumento2 páginasDeclaração de Vínculo EmpregatícioCamilinha RodriguesAinda não há avaliações
- Trabalho Prático Do Módulo 2 - 2021-5A - Bootcamp - Analista de DadosDocumento13 páginasTrabalho Prático Do Módulo 2 - 2021-5A - Bootcamp - Analista de DadosJander FariaAinda não há avaliações
- Manual de Instruções Mitsubishi Pajero TR4 (2012) (Português - 184 Páginas)Documento2 páginasManual de Instruções Mitsubishi Pajero TR4 (2012) (Português - 184 Páginas)raimundoptrindadeAinda não há avaliações
- Apostila Completa de RadioterapiaDocumento34 páginasApostila Completa de RadioterapiaGuiomar de Araujo100% (3)
- Anderson Antonio Siciliano 26716200800Documento1 páginaAnderson Antonio Siciliano 26716200800Jonislei Jr.Ainda não há avaliações
- Ativo ImobilizadoDocumento4 páginasAtivo ImobilizadoAngelson DomingosAinda não há avaliações
- Compressor Schulz Parafuso SRP 3060 E - 3075 EDocumento60 páginasCompressor Schulz Parafuso SRP 3060 E - 3075 EBueno MouraAinda não há avaliações
- Daniel en PTDocumento24 páginasDaniel en PTeduardoAinda não há avaliações