Você também pode gostar
- CÁLCULO DE Area Do Aço PILARES DE CONCRETODocumento5 páginasCÁLCULO DE Area Do Aço PILARES DE CONCRETOfabicleciaAinda não há avaliações
- 01 - Ferros FundidosDocumento47 páginas01 - Ferros FundidosHenrique GuarnieriAinda não há avaliações
- Aço 1045Documento1 páginaAço 1045Agnus FontesAinda não há avaliações
- Trabalho de Retificação, Brunimento e Metalurgia Do PóDocumento16 páginasTrabalho de Retificação, Brunimento e Metalurgia Do PóWillianCanasaAinda não há avaliações
- Processos de Usinagem de Polimento FinalDocumento20 páginasProcessos de Usinagem de Polimento FinalcaioAinda não há avaliações
- Acabados SuperficialesDocumento12 páginasAcabados SuperficialesIvan GracidaAinda não há avaliações
- Retificação e Fluídos de CorteDocumento28 páginasRetificação e Fluídos de CorteBeto MenaldoAinda não há avaliações
- Brunimento 2Documento25 páginasBrunimento 2Milton HenriqueAinda não há avaliações
- Apostila de Processo de RetificacaoDocumento16 páginasApostila de Processo de RetificacaoSamuel Ibiapino100% (1)
- Tam Bore Amen ToDocumento37 páginasTam Bore Amen ToRoque Luiz GobboAinda não há avaliações
- Processos de RetificaçãoDocumento16 páginasProcessos de RetificaçãoLê IsmahAinda não há avaliações
- Lixamento e PolimentoDocumento3 páginasLixamento e PolimentoHagenPFAinda não há avaliações
- TCC - Tratamento de Superfícies - Jateamento AbrasivoDocumento2 páginasTCC - Tratamento de Superfícies - Jateamento AbrasivoAna Lucia TheobaldAinda não há avaliações
- Acabados SuperficialesDocumento25 páginasAcabados SuperficialesJohan ArjonaAinda não há avaliações
- Retificação e ReboloDocumento48 páginasRetificação e ReboloAlcione GalvãoAinda não há avaliações
- Trabalho Grupo - Decapagem Mecânica (Final)Documento16 páginasTrabalho Grupo - Decapagem Mecânica (Final)Paulo TeixeiraAinda não há avaliações
- Usinagem: Retificação: Curso: Eng. Mecânica Período Letivo: 6º Semestre Docente: Eng. Arthur Guilherme Robles de OliveiraDocumento118 páginasUsinagem: Retificação: Curso: Eng. Mecânica Período Letivo: 6º Semestre Docente: Eng. Arthur Guilherme Robles de Oliveiraleovitor984Ainda não há avaliações
- Processos de Usinagem Coms Ferrasmentas de Geometria Não DefinidaDocumento43 páginasProcessos de Usinagem Coms Ferrasmentas de Geometria Não DefinidaJoão MoraesAinda não há avaliações
- Aula 11 Retificação SEM-0560 2017Documento130 páginasAula 11 Retificação SEM-0560 2017FAPEMA SGQAinda não há avaliações
- Processo FabricaçãoDocumento10 páginasProcesso FabricaçãoMarcos BahiaAinda não há avaliações
- Decapagem 074044Documento9 páginasDecapagem 074044fadulmarcosAinda não há avaliações
- Rebolos Retificadores de CarbonetoDocumento30 páginasRebolos Retificadores de CarbonetogabiiimdiasAinda não há avaliações
- ITN 011 - Lixamento em MetaisDocumento2 páginasITN 011 - Lixamento em MetaisfeltofsnakeAinda não há avaliações
- Tamboreamento PDFDocumento3 páginasTamboreamento PDFmarceloAinda não há avaliações
- Lista 1 - PPMDocumento9 páginasLista 1 - PPMlucasmsn38Ainda não há avaliações
- Rebolo 3specificaçaoDocumento6 páginasRebolo 3specificaçaoManoloLoloAinda não há avaliações
- 20-Materiais - AbrasivosDocumento11 páginas20-Materiais - AbrasivosSabrina VieiraAinda não há avaliações
- Usinagem Por AbrasãoDocumento41 páginasUsinagem Por AbrasãochikincvoAinda não há avaliações
- RetificaçãoDocumento64 páginasRetificaçãoUelitonAlves100% (1)
- Centro Federal de Educação Tecnológica Celso Suckow Da FonsecaDocumento11 páginasCentro Federal de Educação Tecnológica Celso Suckow Da FonsecaJoão PedroAinda não há avaliações
- DesgasteDocumento45 páginasDesgasteBetty RodolfoAinda não há avaliações
- Tratamento de Estrutura Metálica Com PinturaDocumento95 páginasTratamento de Estrutura Metálica Com PinturaRafa Luis100% (2)
- Apresentação Preparo e Pintura CBCADocumento95 páginasApresentação Preparo e Pintura CBCAPaulo GadelhaAinda não há avaliações
- Jateamento Granalha Cymmateriales Microesfera Vidro MetalcymDocumento4 páginasJateamento Granalha Cymmateriales Microesfera Vidro MetalcymWilliam FernandesAinda não há avaliações
- Aula 11 Retificação SEM-0343 2016Documento118 páginasAula 11 Retificação SEM-0343 2016tarcisioAinda não há avaliações
- Fundição Moldagem em Areia VerdeDocumento14 páginasFundição Moldagem em Areia VerdeWilliam Sena CarvalhoAinda não há avaliações
- Tecnologia Das FerramentasDocumento25 páginasTecnologia Das FerramentasTiago OliveiraAinda não há avaliações
- Trabalho Fundição em Areia - CorretoDocumento13 páginasTrabalho Fundição em Areia - CorretoFABI-SBAinda não há avaliações
- Preparação de MáquinasDocumento10 páginasPreparação de Máquinasrginunes9044Ainda não há avaliações
- Processos de Engenharia - Brunimento, Lapidação, PolimentoDocumento25 páginasProcessos de Engenharia - Brunimento, Lapidação, PolimentoIgor ViníciusAinda não há avaliações
- Proc Fab - TamboreamentoDocumento14 páginasProc Fab - Tamboreamentobruninha_bna100% (1)
- Mancais de Deslizamento 1Documento54 páginasMancais de Deslizamento 1newton velasquesAinda não há avaliações
- Trabalho 4 Processo de FabricaçãoDocumento3 páginasTrabalho 4 Processo de FabricaçãoPamela Gonçalves Pires Gouvea OliveiraAinda não há avaliações
- LimagemDocumento57 páginasLimagemCaio Jose do Espirito SantoAinda não há avaliações
- Apresentação - Processos Não Convencionais de UsinagemDocumento38 páginasApresentação - Processos Não Convencionais de UsinagemLucas PabloAinda não há avaliações
- Limpeza e Preparo de SuperficiesDocumento7 páginasLimpeza e Preparo de SuperficiesRenata EmanuelaAinda não há avaliações
- PeneiramentoDocumento24 páginasPeneiramentoAndreia ReisAinda não há avaliações
- Redução Do Tamanho Das PartículasDocumento6 páginasRedução Do Tamanho Das PartículasmubandradeAinda não há avaliações
- Jateamento de Areia Reposta TécnicaDocumento5 páginasJateamento de Areia Reposta TécnicadanilodasilvaaugustoAinda não há avaliações
- Resumo Ridiculo de Processos de FabricoDocumento2 páginasResumo Ridiculo de Processos de FabricoJoão DoceAinda não há avaliações
- C.R PraticasDocumento18 páginasC.R PraticasCostantino Paulo SijuiAinda não há avaliações
- Brunimento PDFDocumento37 páginasBrunimento PDFdevid0% (1)
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Retificação RarzDocumento7 páginasRetificação RarzAndersonprocessosAinda não há avaliações
- Informação JateamentoDocumento31 páginasInformação JateamentoPedro Henrique Macedo KumairaAinda não há avaliações
- Aplicações Gerais Do Processo de JateamentoDocumento27 páginasAplicações Gerais Do Processo de JateamentoLucas Winterfeld BeniniAinda não há avaliações
- Moinho de Disco-1Documento7 páginasMoinho de Disco-1NicoleAinda não há avaliações
- Itn 011 - Lixamento em MetaisDocumento2 páginasItn 011 - Lixamento em MetaisSaraLuisAinda não há avaliações
- Apostila Nova de AjustagemDocumento137 páginasApostila Nova de Ajustagemgabriel costaAinda não há avaliações
- PT Ficha Técnica Portões Flexidoor 3 A4Documento24 páginasPT Ficha Técnica Portões Flexidoor 3 A4David LeonardoAinda não há avaliações
- Apresentação Trefilação.Documento21 páginasApresentação Trefilação.Luana FernandesAinda não há avaliações
- Processos de Fabricação - Molde para Suporte de CelularDocumento21 páginasProcessos de Fabricação - Molde para Suporte de CelularIgor SouzaAinda não há avaliações
- Correction of Canine Rotation With Box LoopDocumento5 páginasCorrection of Canine Rotation With Box LoopNam BuiAinda não há avaliações
- WFD 144113152255e5ec0281ee1 - Caderno Material de ConstrucaoDocumento14 páginasWFD 144113152255e5ec0281ee1 - Caderno Material de ConstrucaoGleidson AnterioAinda não há avaliações
- Sulfuretos e SulfosaisDocumento23 páginasSulfuretos e SulfosaisAnderson GomesAinda não há avaliações
- Catálogo Fit Monobloco A4 WebDocumento40 páginasCatálogo Fit Monobloco A4 Webanon_336078951Ainda não há avaliações
- ECIL CabosDocumento2 páginasECIL CabosmescenaAinda não há avaliações
- Teste de Avaliação Domínio 2 Reações em Sistemas Aquosos: Física e Química ADocumento6 páginasTeste de Avaliação Domínio 2 Reações em Sistemas Aquosos: Física e Química ATiago SerranoAinda não há avaliações
- Catalogo MunclairDocumento34 páginasCatalogo MunclairSavio FernandesAinda não há avaliações
- Recozimento Ligas FerrosasDocumento10 páginasRecozimento Ligas FerrosasHeberAinda não há avaliações
- Tratamento Termico PDFDocumento70 páginasTratamento Termico PDFAlexandre Barcelos100% (1)
- Estudo Torre Estaiada TriangularDocumento46 páginasEstudo Torre Estaiada TriangularJoao de oliveiraAinda não há avaliações
- Tubos Inox PerfiltuboDocumento58 páginasTubos Inox PerfiltuboRicardo MagalhãesAinda não há avaliações
- Gota Salina de EvansDocumento12 páginasGota Salina de EvansJean Cesar BenassiAinda não há avaliações
- Proposta CancelamentoDocumento15 páginasProposta CancelamentoFrederico Cunha BritoAinda não há avaliações
- Fluido de Corte de Origem VegetalDocumento2 páginasFluido de Corte de Origem VegetalisaquesantosAinda não há avaliações
- Processo de TrefilaçãoDocumento29 páginasProcesso de TrefilaçãoMaria Eduarda MoreiraAinda não há avaliações
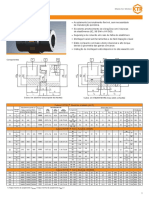
- Acoplamento Elastico Rotex KTRDocumento2 páginasAcoplamento Elastico Rotex KTRAshley Dean100% (1)
- ET.31.195.00 - Suporte para Fixação de Chave Fusível e Pára - Raios em CruzetaDocumento5 páginasET.31.195.00 - Suporte para Fixação de Chave Fusível e Pára - Raios em CruzetaNyels Anderson Llanos MendozaAinda não há avaliações
- Mecânica Industrial TrabalhoDocumento11 páginasMecânica Industrial TrabalhoTancredo RodriguesAinda não há avaliações
- Anel de RetençãoDocumento18 páginasAnel de Retençãojulio_rodriguesAinda não há avaliações
- N-1706 CDocumento22 páginasN-1706 CcapixabaempreendedorAinda não há avaliações
- Av Aprendizagem 2009Documento4 páginasAv Aprendizagem 2009rcejrAinda não há avaliações
- Revestimentos ProtetoresDocumento2 páginasRevestimentos ProtetoresEdson BAinda não há avaliações
- Aula de FIOS ORTODONTICOSDocumento50 páginasAula de FIOS ORTODONTICOSRicardo Vasques de PaulaAinda não há avaliações
- Aula 2 Laminacao PDFDocumento77 páginasAula 2 Laminacao PDFRafaelCastanhariPriscilaMoraisAinda não há avaliações