Você também pode gostar
- Metalurgia Da Soldagem ProminpDocumento19 páginasMetalurgia Da Soldagem ProminpmaiconAinda não há avaliações
- Módulo 12 Instrumental e Técnicas de MedidaDocumento126 páginasMódulo 12 Instrumental e Técnicas de MedidaLuciano AlvesAinda não há avaliações
- Tese - ExtrusãoDocumento130 páginasTese - ExtrusãoLuan CaetanoAinda não há avaliações
- Senai - 6 Processo MIG MAGDocumento22 páginasSenai - 6 Processo MIG MAGAnonymous XQuDOLAinda não há avaliações
- 8 Micrometro Tipos e Usos PDFDocumento7 páginas8 Micrometro Tipos e Usos PDFLuciano BroboskiAinda não há avaliações
- Arame TubularDocumento12 páginasArame TubularSilvio EduardoAinda não há avaliações
- Simbologia de Soldagem IIDocumento7 páginasSimbologia de Soldagem IIDavid RufinoAinda não há avaliações
- eBook+Eletrodo+Revestido LincolnDocumento12 páginaseBook+Eletrodo+Revestido LincolnIRINEU FILHOAinda não há avaliações
- ABENDIDocumento26 páginasABENDIAlexandre Lopes100% (1)
- NBR 11099Documento4 páginasNBR 11099Zidson Arduim Ferreira100% (5)
- História Da Solda MIGDocumento11 páginasHistória Da Solda MIGFabioHenriqueAinda não há avaliações
- Ensaios DestrutivosDocumento12 páginasEnsaios DestrutivosSarah PortilhoAinda não há avaliações
- Painel Defeitos de SoldagemDocumento1 páginaPainel Defeitos de SoldagemNeto Freire100% (1)
- 4 - Processo Soldagem TIGDocumento90 páginas4 - Processo Soldagem TIGJulio Patino Gasser JuniorAinda não há avaliações
- Soldagem em AluminioDocumento8 páginasSoldagem em AluminioRodrigoAinda não há avaliações
- Aula - 9 - Soldagem A Arco ElétricoDocumento35 páginasAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesAinda não há avaliações
- Parâmetros Sugeridos para Solda TIGDocumento3 páginasParâmetros Sugeridos para Solda TIGPaulinoAinda não há avaliações
- Processos de Usinagem Apostilas Engenharia Mecanica Part1 PDFDocumento60 páginasProcessos de Usinagem Apostilas Engenharia Mecanica Part1 PDFLidiane SilvaAinda não há avaliações
- Dicionario de Ceramica English PortugueseDocumento16 páginasDicionario de Ceramica English PortugueseElaine SantosAinda não há avaliações
- Apresentacao Corte PlasmaDocumento25 páginasApresentacao Corte PlasmasverissimoAinda não há avaliações
- SOLDAGEM - Processo Eletrodo Revestido1Documento34 páginasSOLDAGEM - Processo Eletrodo Revestido1Roberta Silva OliveiraAinda não há avaliações
- Aluminio e Ligas de Aluminio IIDocumento113 páginasAluminio e Ligas de Aluminio IIAna Rangel100% (1)
- Terminologia e Simbologia de SoldagemDocumento8 páginasTerminologia e Simbologia de SoldagemThiago BarrosAinda não há avaliações
- 1 - Boas Praticas de SoldaDocumento20 páginas1 - Boas Praticas de SoldaSua Vida BrilhaAinda não há avaliações
- SoldadorDocumento42 páginasSoldadorHelder OliveiraAinda não há avaliações
- Catalogo - Completo TECHNICAL WELDINGDocumento103 páginasCatalogo - Completo TECHNICAL WELDINGAntonio Carlos Cardoso100% (1)
- Aco Inox Dicas Acesita SoldagemDocumento2 páginasAco Inox Dicas Acesita SoldagemkascaAinda não há avaliações
- Tratamento Térmico e Ligas Metálicas - PetrobrasDocumento12 páginasTratamento Térmico e Ligas Metálicas - PetrobrasIgor Jefferson Cabral AraújoAinda não há avaliações
- Apostila LPDocumento72 páginasApostila LPKarla GiselliAinda não há avaliações
- Soldagem PlasmaDocumento22 páginasSoldagem PlasmaSaymon Feliz100% (1)
- Aula 6. Dimensionamento de EquipamentosDocumento28 páginasAula 6. Dimensionamento de EquipamentosCarol Oliveira50% (2)
- 7.consumiveis de SoldagemDocumento42 páginas7.consumiveis de SoldagemEduardo Ribeiro100% (1)
- Ajustagem MecanicaDocumento106 páginasAjustagem MecanicaEverton Ferreira GuedesAinda não há avaliações
- Exercicios Corrosao 09.2Documento3 páginasExercicios Corrosao 09.2carlinhatai100% (2)
- Microestrutura em Soldagem PDFDocumento38 páginasMicroestrutura em Soldagem PDFAna Maria PerezAinda não há avaliações
- Tocha de Solda MIG-MAG SU625 PDFDocumento2 páginasTocha de Solda MIG-MAG SU625 PDFwesley59Ainda não há avaliações
- Soldagem de ManutençãoDocumento249 páginasSoldagem de ManutençãoMilton Xavier Dias100% (1)
- Literatura Soldagem Com Purga de Nitrogenio em Aco InoxDocumento10 páginasLiteratura Soldagem Com Purga de Nitrogenio em Aco InoxbiancogallazziAinda não há avaliações
- Tecnologia de Soldagem Industria Naval e OffshoreDocumento26 páginasTecnologia de Soldagem Industria Naval e OffshoreLorena BarrosAinda não há avaliações
- Parâmetros de Soldagem para Processo TIGDocumento15 páginasParâmetros de Soldagem para Processo TIGIsaque IntxainAinda não há avaliações
- Simbologia de Solda - UFMG PDFDocumento8 páginasSimbologia de Solda - UFMG PDFMarcos NAinda não há avaliações
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemDocumento7 páginasProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemCleber da SilvaAinda não há avaliações
- METAIS (Aços, Fundidos e Ligas de Aço)Documento7 páginasMETAIS (Aços, Fundidos e Ligas de Aço)joaojeroAinda não há avaliações
- Fisica Do Arco EletricoDocumento11 páginasFisica Do Arco EletricosergiomanutencaoAinda não há avaliações
- Aluminio e Suas LigasDocumento17 páginasAluminio e Suas LigasWallisson FernandesAinda não há avaliações
- Processo de Soldagem EletroescóriaDocumento7 páginasProcesso de Soldagem EletroescóriaGustavo CastroAinda não há avaliações
- Relatório MTCO Cerâmicas AvançadasDocumento19 páginasRelatório MTCO Cerâmicas AvançadasAllan CiceroAinda não há avaliações
- ApostilaDocumento36 páginasApostilaangricardo8292100% (1)
- Seleção Processo SoldagemDocumento13 páginasSeleção Processo SoldagemPaula FantiniAinda não há avaliações
- Segurança Operações Soldagem CorteDocumento43 páginasSegurança Operações Soldagem CortemamelatiAinda não há avaliações
- Brazil Welds Dicas para Soldagem PDFDocumento11 páginasBrazil Welds Dicas para Soldagem PDFpedromlaAinda não há avaliações
- Manufatura Mecânica SoldagemDocumento22 páginasManufatura Mecânica SoldagemRonaldo MarcolinoAinda não há avaliações
- ESAB - Guia de Soldagem Arames Tubulares Todas As PosiçõesDocumento16 páginasESAB - Guia de Soldagem Arames Tubulares Todas As PosiçõesRodrigo MassonAinda não há avaliações
- Trabalho TrefilaçãoDocumento23 páginasTrabalho TrefilaçãoKaue Hume100% (3)
- Apostila Técnico em Segurança Do Trabalho 2018Documento28 páginasApostila Técnico em Segurança Do Trabalho 2018jrpmwAinda não há avaliações
- Controlo de Juntas SoldadasDocumento9 páginasControlo de Juntas Soldadasreg_52Ainda não há avaliações
- Apostila Manual de Soldagem de AluminioDocumento26 páginasApostila Manual de Soldagem de Aluminiocaiomaba2100% (1)
- Apostila Soldagem RobotizadaDocumento9 páginasApostila Soldagem RobotizadaJoao DeVitoAinda não há avaliações
- NBR 005026 - 2001 - Catodo de Cobre Eletrolitico - RequisitosDocumento4 páginasNBR 005026 - 2001 - Catodo de Cobre Eletrolitico - RequisitosVictor MoraesAinda não há avaliações
- Trabalho - Slide - Soldagem e Corte - 2Documento20 páginasTrabalho - Slide - Soldagem e Corte - 2Giselly BiancaAinda não há avaliações
- EM833 - Seleção de Materiais Não Ferrosos PDFDocumento74 páginasEM833 - Seleção de Materiais Não Ferrosos PDFEdison BlAinda não há avaliações
- Apostila Aco Inox ConformacaoDocumento39 páginasApostila Aco Inox ConformacaoCristian ZanellaAinda não há avaliações
- Defeitos Soldadura 2Documento5 páginasDefeitos Soldadura 2rui_mendesAinda não há avaliações
- Aula 5 - OxigásDocumento19 páginasAula 5 - OxigásEder MirandaAinda não há avaliações
- A3 Banner Qualidade Da Solda - Problemas e CausasDocumento7 páginasA3 Banner Qualidade Da Solda - Problemas e CausasRafael SorançoAinda não há avaliações
- Módulo 3 Processos de SoldagemDocumento139 páginasMódulo 3 Processos de SoldagemLuciano AlvesAinda não há avaliações
- Soldagem Por Eletroescória (ESW)Documento8 páginasSoldagem Por Eletroescória (ESW)seller mecânicaAinda não há avaliações
- Apresentação TCC ItaloDocumento19 páginasApresentação TCC ItaloReginaldo CamposAinda não há avaliações
- Aula de Tbo - Noções de SoldagemDocumento43 páginasAula de Tbo - Noções de SoldagemMarcellus PinheiroAinda não há avaliações
- Grupo 2 QUIMICA DOS METAIS ALCALINOS TERROSOSDocumento7 páginasGrupo 2 QUIMICA DOS METAIS ALCALINOS TERROSOSwyc18Ainda não há avaliações
- Escolha o Eletrodo de Tungstênio Certo - SumigDocumento4 páginasEscolha o Eletrodo de Tungstênio Certo - SumigVenciguerraAinda não há avaliações
- Aula 5 - Conformação de Chapas - EstampagemDocumento25 páginasAula 5 - Conformação de Chapas - EstampagemWillian FranchescoAinda não há avaliações
- Catalogo de Produtos CG 2008Documento66 páginasCatalogo de Produtos CG 2008toscanop100% (1)
- Os Povos Castrejos e Os Seus Contactos Com Os Povos MediterrânicosDocumento9 páginasOs Povos Castrejos e Os Seus Contactos Com Os Povos MediterrânicosDaniela PanayotovaAinda não há avaliações
- Jogos Dramáticos - Regina F MonteiroDocumento92 páginasJogos Dramáticos - Regina F MonteiroMirella BartolloAinda não há avaliações
- MetalurgiadoPo PalliniDocumento63 páginasMetalurgiadoPo PalliniRaquel UmbelinaAinda não há avaliações
- Apresentação Lubrificantes IndustriaisDocumento21 páginasApresentação Lubrificantes IndustriaisEduardo CoveseviskiAinda não há avaliações
- AULA 11 Sem Centros PDFDocumento21 páginasAULA 11 Sem Centros PDFMarcos SídneyAinda não há avaliações
- Manual GT2000Documento7 páginasManual GT2000tiago.luz3922Ainda não há avaliações
- SOMEPAL - Folha - Tecnica Marco IncêndioDocumento2 páginasSOMEPAL - Folha - Tecnica Marco Incêndiotigre_loucoAinda não há avaliações
- Antena Yagi para 6 Metros Lucio Pu2xeaDocumento3 páginasAntena Yagi para 6 Metros Lucio Pu2xeaRuddi Elias TowsAinda não há avaliações
- Ionomero de Vidro PDFDocumento6 páginasIonomero de Vidro PDFMauro AndradeAinda não há avaliações
- Relatório Dia 08 - 10Documento2 páginasRelatório Dia 08 - 10Julio Cesar FonsecaAinda não há avaliações
- Asddddd DsasdsasaDocumento12 páginasAsddddd DsasdsasaMiguel Torres CastilloAinda não há avaliações
- Mi - 01 Introdução À Metalurgia PDFDocumento45 páginasMi - 01 Introdução À Metalurgia PDFLuciano AraújoAinda não há avaliações
- Ficha Tecnica HM 28Documento1 páginaFicha Tecnica HM 28feltofsnakeAinda não há avaliações
- Revestimentos Não-Metálicos Inorgânicos - Conversão SuperficialDocumento12 páginasRevestimentos Não-Metálicos Inorgânicos - Conversão SuperficialPauloFarinha7Ainda não há avaliações
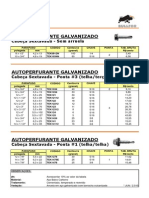
- Tabela de ParafusosDocumento6 páginasTabela de ParafusosgeraldogilcorreiaAinda não há avaliações
- Catálogo - Inox 410DDocumento5 páginasCatálogo - Inox 410Deugenio.gutenbert100% (1)
- Como Eletro GravuraDocumento4 páginasComo Eletro GravuraPARDALAinda não há avaliações