Você também pode gostar
- Contabil Apostila - AlterdataDocumento177 páginasContabil Apostila - AlterdataTelma Barbosa100% (1)
- Cimbramento e Descimbramento - Montagem de Andaime - Campo - 2011Documento21 páginasCimbramento e Descimbramento - Montagem de Andaime - Campo - 2011Pedro Souza SouzaAinda não há avaliações
- Check-List Pré-Uso Acessórios de IçamentoDocumento2 páginasCheck-List Pré-Uso Acessórios de IçamentoJussara VasconcelosAinda não há avaliações
- Relatório de InspeçãoDocumento2 páginasRelatório de InspeçãoMarciele FernandesAinda não há avaliações
- O AntakaranaDocumento42 páginasO AntakaranaRayom Ra100% (1)
- Anexo 87 - Check List - Retroescavadeira e Pá Carregadeira V1 SMEDocumento1 páginaAnexo 87 - Check List - Retroescavadeira e Pá Carregadeira V1 SMEAmauri MatosAinda não há avaliações
- Manual 3 Step ODGDocumento4 páginasManual 3 Step ODGwallersonaAinda não há avaliações
- Campanha Cuidado Com As MãosDocumento2 páginasCampanha Cuidado Com As MãosIsmael SilvaAinda não há avaliações
- Laudo MangueirasDocumento12 páginasLaudo MangueirasWashingtonCunhaAinda não há avaliações
- Manuseio de LixadeirasDocumento10 páginasManuseio de LixadeirasIsmael SilvaAinda não há avaliações
- Utilização Montagem e Desmontagem de Andaimes - 20092022 1338Documento20 páginasUtilização Montagem e Desmontagem de Andaimes - 20092022 1338robertosabreus100% (1)
- Cinta Içamento em PoliesterDocumento5 páginasCinta Içamento em PoliesterFelipe VieiraAinda não há avaliações
- F-001-00 - PT - Permissão de Trabalho PDFDocumento3 páginasF-001-00 - PT - Permissão de Trabalho PDFDanilo FerreiraAinda não há avaliações
- SoldaDocumento29 páginasSoldaWilliam Prates Moreira WilliamAinda não há avaliações
- Procedimento Talha Manual 01Documento3 páginasProcedimento Talha Manual 01Alessandro Alves PereiraAinda não há avaliações
- NR12 Uso Do MaçaricoDocumento4 páginasNR12 Uso Do MaçaricoMiguel figueras100% (2)
- PE TBAPI 500 01 SE - Montagem, Desmontagem e Ultilização de Andaimes 23-05 Rev00Documento14 páginasPE TBAPI 500 01 SE - Montagem, Desmontagem e Ultilização de Andaimes 23-05 Rev00Mateus almeida santos100% (1)
- 015-99 - Solda MaçaricoDocumento9 páginas015-99 - Solda MaçaricoLuis adriano ribeiroAinda não há avaliações
- Formulario de Autorização Içamento Cesto SuspensoDocumento2 páginasFormulario de Autorização Içamento Cesto SuspensoELVIS ALEXANDRO DA COSTAAinda não há avaliações
- Check List Caminhão Basculante.Documento8 páginasCheck List Caminhão Basculante.Giselly Bianca100% (1)
- Ispfm - Inspeção de Ferramentas ManuaisDocumento3 páginasIspfm - Inspeção de Ferramentas ManuaisRomilson CounagoAinda não há avaliações
- Lista de Verificação de Cabo de AçoDocumento1 páginaLista de Verificação de Cabo de Açolucas171adrianoAinda não há avaliações
- Check List de Inspeção de Escavadeira e Mini EscavadeiraDocumento3 páginasCheck List de Inspeção de Escavadeira e Mini EscavadeiraEset EsetAinda não há avaliações
- Procedimento de Maquinas de RotaçãoDocumento4 páginasProcedimento de Maquinas de RotaçãoRodrigo BernoAinda não há avaliações
- Gerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaNo EverandGerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaAinda não há avaliações
- Inspeções DiáriasDocumento19 páginasInspeções DiáriasNarrima CarneiroAinda não há avaliações
- Apr Andaime Suspenso - Altura - Obra Ac CamargoDocumento3 páginasApr Andaime Suspenso - Altura - Obra Ac CamargoDanilo GomesAinda não há avaliações
- Trabalhoo de Conclusão de CursooooDocumento21 páginasTrabalhoo de Conclusão de CursooooPedro Henrique100% (1)
- Check List para Ponte RolanteDocumento16 páginasCheck List para Ponte RolanteEset EsetAinda não há avaliações
- Treinamento Serra CircularDocumento12 páginasTreinamento Serra CircularEdson Figueiredo100% (1)
- Laudo Esteira Inclinada 01Documento8 páginasLaudo Esteira Inclinada 01Leonardo ScarattiAinda não há avaliações
- Check List de MaçaricoDocumento1 páginaCheck List de Maçaricojorge.luiz2313070% (1)
- NR 11 - Empilhadeiras e Transpaleteiras para ValidaçãoDocumento23 páginasNR 11 - Empilhadeiras e Transpaleteiras para ValidaçãoDaniel SbizzaroAinda não há avaliações
- Projeto - Olhal de Ancoragem - Mod. 01 - AssinadoDocumento1 páginaProjeto - Olhal de Ancoragem - Mod. 01 - AssinadoCleitonAinda não há avaliações
- Modelo Inventario de Maquinas e Equipamentos NR 12-1-2Documento1 páginaModelo Inventario de Maquinas e Equipamentos NR 12-1-2Weltonibe CarvalhoAinda não há avaliações
- Relatorio de Inspecao ModeloDocumento8 páginasRelatorio de Inspecao ModeloJoel CezarAinda não há avaliações
- LAUDO DE VISTORIA - ChecklistDocumento1 páginaLAUDO DE VISTORIA - ChecklistDebora Cristina Silva SantosAinda não há avaliações
- 002 - Plano de InspeçãoDocumento2 páginas002 - Plano de InspeçãoDouglas Missau dos SantosAinda não há avaliações
- Instrumentos para Avaliação de Transtornos AlimentaresDocumento22 páginasInstrumentos para Avaliação de Transtornos AlimentaresRodrigo Leite100% (1)
- Manual de Orientação Ao Paciente Hospital Nove de JulhoDocumento13 páginasManual de Orientação Ao Paciente Hospital Nove de JulhoDouglas Magagna Magagna100% (1)
- Ficha de Inspeção de Equipamento - Estropos de AncoragemDocumento1 páginaFicha de Inspeção de Equipamento - Estropos de AncoragemNarrima Carneiro100% (1)
- Check List - Roçadeira - MotopodaDocumento2 páginasCheck List - Roçadeira - MotopodasuzaneAinda não há avaliações
- 3 Passos para Fazer Uma Análise de Risco e Atender A NR12 NR12 Sem SegredosDocumento12 páginas3 Passos para Fazer Uma Análise de Risco e Atender A NR12 NR12 Sem SegredosMariana100% (1)
- Plano de Manutenção Industrial - Exaustores - Móveis KatzerDocumento1 páginaPlano de Manutenção Industrial - Exaustores - Móveis KatzerJaisson VidalAinda não há avaliações
- Utilização de Talha Manual de AlavancaDocumento2 páginasUtilização de Talha Manual de AlavancaRodrigo Valente MachadoAinda não há avaliações
- Check-List de Inspecao AndaimesDocumento1 páginaCheck-List de Inspecao AndaimesFernando De AndradeAinda não há avaliações
- NR 18 - Lista de Verificação AndaimeDocumento1 páginaNR 18 - Lista de Verificação AndaimeCPSSTAinda não há avaliações
- Inspeção de Pre-Uso EmpilhadeiraDocumento2 páginasInspeção de Pre-Uso EmpilhadeiraRoda6038c100% (1)
- 1 - Cabo de AçoDocumento3 páginas1 - Cabo de AçoDamasceno Engenharia e ConsultoriaAinda não há avaliações
- Check List Cadeira SuspensaDocumento1 páginaCheck List Cadeira Suspensaluiz_rocha_74Ainda não há avaliações
- AST - Manutenção em Quadro Elétrico MODELO PARASONDocumento2 páginasAST - Manutenção em Quadro Elétrico MODELO PARASONDouglas CruyerAinda não há avaliações
- POP MÁQUINA DE TELHAS SOMETAL LucasDocumento6 páginasPOP MÁQUINA DE TELHAS SOMETAL LucasRafael Tpt100% (1)
- Relatório Projeto IntegradorDocumento6 páginasRelatório Projeto IntegradorStephanie Soares100% (4)
- Análise Estrutural Gaiola TratorDocumento13 páginasAnálise Estrutural Gaiola TratorRenato luzAinda não há avaliações
- Atencion A La Diversidad Del AlumnadoDocumento9 páginasAtencion A La Diversidad Del AlumnadoFaber ZapataAinda não há avaliações
- CheckList - PÁ CARREGADEIRA - 2023Documento3 páginasCheckList - PÁ CARREGADEIRA - 2023Elton OliveiraAinda não há avaliações
- N 2349Documento11 páginasN 2349edcam13Ainda não há avaliações
- Manual Balancim MecanicoDocumento10 páginasManual Balancim MecanicoStela BrittoAinda não há avaliações
- NBR 16071 Os Requisitos Obrigatorios para Os Playgrounds PDFDocumento3 páginasNBR 16071 Os Requisitos Obrigatorios para Os Playgrounds PDFRodrigo DuarteAinda não há avaliações
- Termo de ResponsabilidadeDocumento2 páginasTermo de ResponsabilidadeTST Ana Cláudia R1 EngenhariaAinda não há avaliações
- Check-List Escada Rev.00Documento2 páginasCheck-List Escada Rev.00Julia NunesAinda não há avaliações
- Suzano - LT 138KV - Ribas - MS - 002 - Operação de Equipamento MotosserraDocumento15 páginasSuzano - LT 138KV - Ribas - MS - 002 - Operação de Equipamento MotosserraGustavo de DeusAinda não há avaliações
- Anexo Iv Formulario de Check List Diário de Veiculos e Equipamentos Caminhão ComboioDocumento1 páginaAnexo Iv Formulario de Check List Diário de Veiculos e Equipamentos Caminhão ComboioMarcele Jesus100% (1)
- Check List MarretasDocumento2 páginasCheck List MarretasVitor HugoAinda não há avaliações
- APR Munck e GuindasteDocumento32 páginasAPR Munck e GuindasteCarlene SilvaAinda não há avaliações
- NR 33 - Tripé para Trabalhos em Espaço ConfinadoDocumento2 páginasNR 33 - Tripé para Trabalhos em Espaço ConfinadoCPSSTAinda não há avaliações
- Alerta de SMS - Acidente Classe 1 - Projeção de Fragmento MetálicoDocumento1 páginaAlerta de SMS - Acidente Classe 1 - Projeção de Fragmento MetálicoDiego Valentim da SilvaAinda não há avaliações
- Requerimento de Autorização de Tráfego de Terra, Entulho E Material OrgânicoDocumento3 páginasRequerimento de Autorização de Tráfego de Terra, Entulho E Material OrgânicoConsutoria Projt CivilAinda não há avaliações
- APR 00113 2019 REV 00 - MONTAGEM DO BALANCIM ELÉTRICO em ElaboraçãoDocumento14 páginasAPR 00113 2019 REV 00 - MONTAGEM DO BALANCIM ELÉTRICO em ElaboraçãoWilians FreireAinda não há avaliações
- Treinamento Brigada IncêndioDocumento132 páginasTreinamento Brigada IncêndioIsmael SilvaAinda não há avaliações
- NR 23 - Curso Combate A Incêndio - AILDocumento67 páginasNR 23 - Curso Combate A Incêndio - AILIsmael SilvaAinda não há avaliações
- Consumo Excedido No TrimestreDocumento4 páginasConsumo Excedido No TrimestreIsmael SilvaAinda não há avaliações
- Brigada de Incêndio PDFDocumento106 páginasBrigada de Incêndio PDFIsmael SilvaAinda não há avaliações
- Fluxograma Retorno Ao Trabalho (Sugestão)Documento4 páginasFluxograma Retorno Ao Trabalho (Sugestão)Ismael SilvaAinda não há avaliações
- Comportamento SeguroDocumento11 páginasComportamento SeguroIsmael SilvaAinda não há avaliações
- Treinamento - Trabalho À Quente - Rev.02 - Nov.2014Documento41 páginasTreinamento - Trabalho À Quente - Rev.02 - Nov.2014Ismael SilvaAinda não há avaliações
- Dias Da SemanaDocumento2 páginasDias Da SemanaIsmael SilvaAinda não há avaliações
- Acidente - Trabalho A Quente - TaiwanDocumento4 páginasAcidente - Trabalho A Quente - TaiwanIsmael SilvaAinda não há avaliações
- Acidente - Cilindro de Oxigenio - OdebrechtDocumento2 páginasAcidente - Cilindro de Oxigenio - OdebrechtIsmael SilvaAinda não há avaliações
- Dormente Monobloco de ConcDocumento17 páginasDormente Monobloco de ConcjansenAinda não há avaliações
- AdmEstrat Hitt PPT 12e Ch12Documento30 páginasAdmEstrat Hitt PPT 12e Ch12José Ferreira da SilvaAinda não há avaliações
- Acessibilidade em Sistemas de Sinalização para Usuários Com DeficiênciaDocumento10 páginasAcessibilidade em Sistemas de Sinalização para Usuários Com DeficiênciaEduardo Cardoso100% (1)
- MÉTODOS DE ESTUDO - ApresentaçãoDocumento24 páginasMÉTODOS DE ESTUDO - ApresentaçãoAna AfonsoAinda não há avaliações
- A Educação Expressiva Como Prática Pedagógica Do NecapsDocumento16 páginasA Educação Expressiva Como Prática Pedagógica Do NecapsRafaelaGamaAinda não há avaliações
- INTRODUÇÃO História Da ArquiteturaDocumento6 páginasINTRODUÇÃO História Da ArquiteturaAugusto JuniorAinda não há avaliações
- Guia de Instalação - ProfinetDocumento24 páginasGuia de Instalação - Profinetcarlos augustoAinda não há avaliações
- Código de Obras de Londrina - PRDocumento66 páginasCódigo de Obras de Londrina - PRAnna Maria Binner DuffeckAinda não há avaliações
- MeioseDocumento28 páginasMeioseBelo LopezAinda não há avaliações
- EmpatiaDocumento23 páginasEmpatiaAdriana ReisAinda não há avaliações
- A Norma JurídicaDocumento21 páginasA Norma JurídicaMário100% (4)
- Dados Sobre Mocambique Vopen PDFDocumento58 páginasDados Sobre Mocambique Vopen PDFAbednego ZanoAinda não há avaliações
- Apostila Com Tipos de FundaçãoDocumento20 páginasApostila Com Tipos de FundaçãoHeriikAinda não há avaliações
- Ferramenta de Identificação de Valores - ACTDocumento4 páginasFerramenta de Identificação de Valores - ACTbrunofssantosAinda não há avaliações
- Lactímetro Ferramenta para Monitoramento Da Fermentação Etanólica PDFDocumento0 páginaLactímetro Ferramenta para Monitoramento Da Fermentação Etanólica PDFFlavio Jorge Miranda PimentelAinda não há avaliações
- Medicina Integrativa - Da Pediatria Ao EnvelhecimentoDocumento2 páginasMedicina Integrativa - Da Pediatria Ao EnvelhecimentoLaura AzevedoAinda não há avaliações
- O Que É A LinguagemDocumento3 páginasO Que É A LinguagemNene NelioAinda não há avaliações
- Teste 2 Resistência Dos MateriaisDocumento4 páginasTeste 2 Resistência Dos MateriaisAnonymous w93NUEtob1Ainda não há avaliações
- Equação de 1º Grau - 9 Ano - EJADocumento6 páginasEquação de 1º Grau - 9 Ano - EJARAFAELLA TEIXEIRA DOS SANTOSAinda não há avaliações
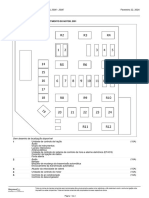
- Esquema de Fusiveis e Reles Hyundai v2Documento2 páginasEsquema de Fusiveis e Reles Hyundai v2Samuel RibeiroAinda não há avaliações
- Exercícios de Fixação - Módulo IIDocumento5 páginasExercícios de Fixação - Módulo IISilvia Ribeiro0% (1)
- Resumo EletromagnetismoDocumento49 páginasResumo EletromagnetismoRodolfo Rocha100% (1)
- Caderno Digital Cultura de Leguminosas e CereaisDocumento58 páginasCaderno Digital Cultura de Leguminosas e CereaisAthianne MonteiroAinda não há avaliações