Você também pode gostar
- Introdução aos processos de fabricação de produtos metálicosNo EverandIntrodução aos processos de fabricação de produtos metálicosNota: 5 de 5 estrelas5/5 (1)
- Torneamento CompletoDocumento83 páginasTorneamento CompletoclaudioAinda não há avaliações
- Motores À Combustão, Und. IIIDocumento56 páginasMotores À Combustão, Und. IIIHenriqueMartins100% (1)
- Plano de Cargos, Carreiras e Remuneração CodemDocumento9 páginasPlano de Cargos, Carreiras e Remuneração CodemdanielAinda não há avaliações
- Febre Reumática Na CriançaDocumento24 páginasFebre Reumática Na CriançaMarco TuxoAinda não há avaliações
- Retificação - Conceitos e EquipamentosDocumento7 páginasRetificação - Conceitos e Equipamentosrginunes9044Ainda não há avaliações
- RectificadorasDocumento48 páginasRectificadorasEtivaldoRodriguesCgAinda não há avaliações
- Apostila de Processo de RetificacaoDocumento16 páginasApostila de Processo de RetificacaoSamuel Ibiapino100% (1)
- EletroerosaoDocumento22 páginasEletroerosaofelipepiglialarmeAinda não há avaliações
- Atrito, Desgaste e LubrificaçãoDocumento35 páginasAtrito, Desgaste e LubrificaçãoCarlos Simões Dos SantosAinda não há avaliações
- Eletroerosão A FioDocumento49 páginasEletroerosão A FioBruno JuniorAinda não há avaliações
- Aula 06 Programação FANUC - Fresamento CNCDocumento18 páginasAula 06 Programação FANUC - Fresamento CNCJunior GuedesAinda não há avaliações
- Apostila Tornearia Carlos EduardoDocumento31 páginasApostila Tornearia Carlos EduardoilledratAinda não há avaliações
- RetificaçãoDocumento38 páginasRetificaçãoBruna Reinehr100% (1)
- Tutorial Programação Centro de UsinagemDocumento61 páginasTutorial Programação Centro de UsinagemFelipe VilaniAinda não há avaliações
- Tipos de Fresas e Processos de FresamentoDocumento38 páginasTipos de Fresas e Processos de Fresamentoprofiriojunior0% (1)
- Torneiro Mecânico - Processos de UsinagemDocumento116 páginasTorneiro Mecânico - Processos de UsinagemMarcelo CardosoAinda não há avaliações
- História Do Torno MecânicoDocumento7 páginasHistória Do Torno MecânicoGilson Marcolino0% (1)
- Apostila de TorneamentoDocumento97 páginasApostila de Torneamentoamiltoncravomoraes100% (1)
- Aula 3-TorneamentoDocumento57 páginasAula 3-TorneamentoElizeu Ferreira Dos Santos100% (1)
- Aula 2 - CNC - Caderno de ExercíciosDocumento15 páginasAula 2 - CNC - Caderno de ExercíciosJulianoAinda não há avaliações
- Transmissão Por CorrenteDocumento13 páginasTransmissão Por CorrenteGabriel Akira SatoAinda não há avaliações
- Falhas em Rolamentos NTNDocumento4 páginasFalhas em Rolamentos NTNCleiton Luiz CordeiroAinda não há avaliações
- CT Apostila 14 Realizando Calculos para o Aparelho Divisor IIDocumento7 páginasCT Apostila 14 Realizando Calculos para o Aparelho Divisor IIJardel Junior100% (1)
- BrochamentoDocumento32 páginasBrochamentoHélder SilvaAinda não há avaliações
- Classificação Dos Processos de UsinagemDocumento125 páginasClassificação Dos Processos de Usinagemmarcos100% (1)
- Apostila de TorneamentoDocumento47 páginasApostila de TorneamentoCristian DiegoAinda não há avaliações
- FrezadoraDocumento23 páginasFrezadoraEtivaldoRodriguesCgAinda não há avaliações
- Aula EletroerosaoDocumento90 páginasAula Eletroerosaoheitorurbano0% (1)
- Torno FresaDocumento106 páginasTorno FresaMauro BussAinda não há avaliações
- TORNOS CNC. Centur 30D Centur 35D PDFDocumento12 páginasTORNOS CNC. Centur 30D Centur 35D PDFGuilhermePlacidoAinda não há avaliações
- CNC PDFDocumento103 páginasCNC PDFweslimar renanAinda não há avaliações
- 2 - Geometria Da Cunha Cortante PDFDocumento25 páginas2 - Geometria Da Cunha Cortante PDFJulio cesarAinda não há avaliações
- TraçagemDocumento75 páginasTraçagemLuiz GaborinAinda não há avaliações
- Apresentação TorneamentoDocumento30 páginasApresentação TorneamentoangelzanelaAinda não há avaliações
- EstampagemDocumento19 páginasEstampagemmecanica2000Ainda não há avaliações
- Plaina LimadoraDocumento17 páginasPlaina LimadoraLaerte Santos100% (1)
- S.A 02 - Metrologia - Aferição de Componentes Do MotorDocumento4 páginasS.A 02 - Metrologia - Aferição de Componentes Do MotorOldenir SantosAinda não há avaliações
- Proteo PC CNC Programming Manual (REV A) PDFDocumento194 páginasProteo PC CNC Programming Manual (REV A) PDFEMERSONAinda não há avaliações
- Aula 07 Programação FANUC - Fresamento CNCDocumento19 páginasAula 07 Programação FANUC - Fresamento CNCJunior GuedesAinda não há avaliações
- Brunimento SlidesDocumento33 páginasBrunimento SlidesCarlos MuraquiAinda não há avaliações
- Apostila de Tecnologia em Tornearia Mecanica - by FlavioDocumento438 páginasApostila de Tecnologia em Tornearia Mecanica - by Flaviopedro100% (1)
- Apostila Torno CompletaDocumento72 páginasApostila Torno CompletaAdriano Gaio100% (1)
- 3 - O Processo Mecânico de Usinagem - Torneamento PDFDocumento30 páginas3 - O Processo Mecânico de Usinagem - Torneamento PDFHemerson Menezes100% (1)
- Fluidos de CorteDocumento15 páginasFluidos de CortevictorAinda não há avaliações
- Cinemática Dos Processos de UsinagemDocumento10 páginasCinemática Dos Processos de UsinagemvictorAinda não há avaliações
- SENAISC Aparelho DivisorDocumento138 páginasSENAISC Aparelho DivisorWesley FerreiraAinda não há avaliações
- Fdocumentos - Tips Apostila de Torno CNC Senai BrasDocumento98 páginasFdocumentos - Tips Apostila de Torno CNC Senai BrasCristhian HonoratoAinda não há avaliações
- Processo de FresamentoDocumento33 páginasProcesso de Fresamentoteku33Ainda não há avaliações
- EleMaq - Aula - 2 PDFDocumento48 páginasEleMaq - Aula - 2 PDFfelipeAinda não há avaliações
- Ferramentas (Tipos e Aplicações)Documento23 páginasFerramentas (Tipos e Aplicações)victorAinda não há avaliações
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Documento26 páginasTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Exercício Eletropneumática - SenaiDocumento1 páginaExercício Eletropneumática - Senaihjdsofp]aAinda não há avaliações
- LUBRIFICAÇÃO Slides AULA 01Documento86 páginasLUBRIFICAÇÃO Slides AULA 01winstontecnico100% (1)
- Circuitos Hidraulicos Basicos-3Documento15 páginasCircuitos Hidraulicos Basicos-3Maria Emilia100% (1)
- Curso Completo de Lubrificação Aula 4Documento47 páginasCurso Completo de Lubrificação Aula 4Profissional da LubrificaçãoAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- AEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaNo EverandAEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- Ficha de CaixaDocumento1 páginaFicha de CaixaJefferson Jales MenescalAinda não há avaliações
- Qualidade Atendimento Ao ClienteDocumento62 páginasQualidade Atendimento Ao ClienteSirene MonturilAinda não há avaliações
- Apostila de Brincadeiras e AtividadesDocumento10 páginasApostila de Brincadeiras e AtividadesvagnerAinda não há avaliações
- Plano Anual de Ensino - Língua Portuguesa FinalizadoDocumento9 páginasPlano Anual de Ensino - Língua Portuguesa FinalizadoRubia Cristiane BalckerAinda não há avaliações
- Operação Market GardenDocumento5 páginasOperação Market GardenbrunoschwarzAinda não há avaliações
- Manual DinâmicasDocumento17 páginasManual DinâmicasCarla Slr Rocha100% (2)
- Virus e Viroses - 3º Ano - Bio - 01Documento58 páginasVirus e Viroses - 3º Ano - Bio - 01Igor CajatyAinda não há avaliações
- RA13 A RA15 06 06 06Documento4 páginasRA13 A RA15 06 06 06Mauro GarciaAinda não há avaliações
- Historia Da Cosmologia 1Documento15 páginasHistoria Da Cosmologia 1João Paulo GomesAinda não há avaliações
- 2 - Operador de Máquinas - Riscos - RecomendaçõesDocumento14 páginas2 - Operador de Máquinas - Riscos - Recomendaçõesclaudia_araujAinda não há avaliações
- Jornal Guia Carapicuíba 1 Quinzena de Setembro de 2010Documento8 páginasJornal Guia Carapicuíba 1 Quinzena de Setembro de 2010Maurilio Candido CandidoAinda não há avaliações
- Condição de Equilibro de Translação e de RotaçãoDocumento13 páginasCondição de Equilibro de Translação e de RotaçãoMomade Ibraimo AssaneAinda não há avaliações
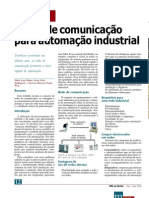
- Redes de Comunicação para Automação IndustrialDocumento3 páginasRedes de Comunicação para Automação IndustrialsilasbragaAinda não há avaliações
- Sugestão de Cardápio Dieta Dukan - AtaqueDocumento1 páginaSugestão de Cardápio Dieta Dukan - AtaqueSandy Tomas0% (1)
- As Áreas Metropolitanas de Lisboa e PortoDocumento2 páginasAs Áreas Metropolitanas de Lisboa e PortoRui Manuel Pereira JesusAinda não há avaliações
- Formação Do Educador e ComplexidadeDocumento26 páginasFormação Do Educador e ComplexidadehjcaldasAinda não há avaliações
- Documento de Yuri ScripnicDocumento8 páginasDocumento de Yuri ScripnicYuri ScripnicAinda não há avaliações
- Valores Castração PetzferaDocumento1 páginaValores Castração PetzferaLuis Eduardo RibeiroAinda não há avaliações
- O Estado Do Estado em Angola - Cesaltina AbreuDocumento15 páginasO Estado Do Estado em Angola - Cesaltina AbreuMadaleno Sita António DiasAinda não há avaliações
- Formulário de Cadastro de ÍtensDocumento2 páginasFormulário de Cadastro de ÍtensAndersonAfdsilvasAinda não há avaliações
- Karcher HD Maxi ManualDocumento6 páginasKarcher HD Maxi Manualjose_shermanAinda não há avaliações
- Edificações e Comunidades Sustentáveis - Atividades em Desenvolvimento No Norie - UfrgsDocumento14 páginasEdificações e Comunidades Sustentáveis - Atividades em Desenvolvimento No Norie - UfrgsLetácio OliveiraAinda não há avaliações
- Manifesto Futurista MarinettiDocumento5 páginasManifesto Futurista MarinettiJéssica CoutensAinda não há avaliações
- NR 01 - Ohsas 18001 - 2007Documento68 páginasNR 01 - Ohsas 18001 - 2007CPSSTAinda não há avaliações
- Edital 13.2023 Selecao de Professores UNIJAGUARIBEDocumento13 páginasEdital 13.2023 Selecao de Professores UNIJAGUARIBEEEMTI Francisco JaguaribeAinda não há avaliações
- Carta - Pé Na Estrada 2014 - Missão Canindé-CEDocumento2 páginasCarta - Pé Na Estrada 2014 - Missão Canindé-CEcesar30brAinda não há avaliações
- Fluência Do ChumboDocumento46 páginasFluência Do ChumboSérgio TorresAinda não há avaliações
- FORMATO DE VISITA PARA PROFESSORES E GESTORES - ModificadoDocumento5 páginasFORMATO DE VISITA PARA PROFESSORES E GESTORES - ModificadoScribdTranslationsAinda não há avaliações